Результат интеллектуальной деятельности: Способ производства холоднокатаной полосы
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении высокопрочной полосы из различных металлов и сплавов.
Известен способ прокатки тонких лент, включающий деформацию исходной заготовки путем протягивания ее между двух валков, один из которых является приводным, а второй - неприводным (см. патент РФ №2061563, В21В 13/00).
Недостатками известного способа являются недостаточно высокие прочностные и низкие пластические свойства изготавливаемой ленты, обусловленные невысокими единичными степенями деформации, реализуемыми при использовании неприводного валка.
Известен способ прокатки листов при рассогласовании окружных скоростей валков до 6,0-12,0%. Способ позволяет снизить силу прокатки и применяется при производстве толстых и тонких листов, но особенно эффективен при холодной прокатке тонких листов на низких очагах деформации (см. Рудской А.И., Лунев В.А. Теория и технология прокатного производства: Учеб. пособие. СПб.: Наука, 2005. - С. 87-91).
Недостатком данного способа является изготовление листов с недостаточно высокими прочностными и низкими пластическими свойствами, а также крупнозернистой структурой.
Наиболее близким аналогом к заявляемому способу является способ производства холоднокатаной полосы, включающий холодную прокатку полосы в валках при рассогласовании их окружных скоростей, причем холодную прокатку осуществляют в валках с шероховатостью 6,0-12,0 мкм Ra, окружную скорость которых задают из условия:
V1≥2V2,
где: V1 - окружная скорость первого валка, м/с;
V2 - окружная скорость второго валка, м/с, при этом прокатку полосы ведут до суммарной степени деформации 75-95% с единичной степенью деформации не менее 50% (см. патент РФ №2542212, В21В 1/28).
Недостатком данного способа является то, что при холодной прокатке с рассогласованием окружных скоростей валков из условия V1≥2V2 и при заданной шероховатости 6,0-12,0 мкм Ra создается по всему сечению полосы интенсивная сдвиговая деформация, обеспечивающая получение только фрагментированной структуры металла, что способствует повышению одновременно прочностных и снижению пластических свойств. При этом получаемые прочностные свойства при изготовлении листов являются недостаточно высокими, а пластические -низкими.
Техническая задача, решаемая изобретением, заключается в одновременном повышении прочностных и пластических свойств изготавливаемой полосы путем создания по всему ее сечению интенсивной сдвиговой деформации, обеспечивающей получение градиентной структуры металла.
Поставленная задача решается тем, что в известном способе производства холоднокатаной полосы, включающем холодную прокатку полосы в валках при рассогласовании их окружных скоростей с единичной степенью деформации не менее 50%, причем прокатку ведут до суммарной степени деформации 75-95%, согласно изобретению, холодную прокатку полосы осуществляют в валках разного диаметра, причем шероховатость первого валка составляет 10,0-12,0 мкм Ra, а второго 0,5-2,5 мкм Ra, а окружную скорость валков задают из соотношения:

где 
k=0,95-0,98 - эмпирический коэффициент;
V1 - окружная скорость первого валка, м/с;
V2 - окружная скорость второго валка, м/с;
D1 - диаметр первого валка, мм;
D2 - диаметр второго валка, мм;
Н0 - толщина металла перед прокаткой, мм;
Н1 - толщина металла после прокатки, мм.
Известно осуществление холодной прокатки с рассогласованием скоростей валков для снижения энергосиловых параметров процесса и повышения точности проката (см. авт. св. СССР №225829 В21В 1/24; Бровман М.Я., Выдрин В.Н., Римен В.Х. Энергосиловые параметры при прокатке с различными окружными скоростями валков // Изв. вузов. Черная металлургия. - 1976. - №11. - С. 76-80).
В заявляемом способе указанный признак так же, как и в известном способе, предназначен для повышения точности проката при одновременном снижении энергосиловых параметров процесса.
Известен прокатный стан для изготовления плоских катаных полос с нужной разнотолщинностью профиля, который содержит рабочие валки разных диаметров. Изобретение обеспечивает возможность изготовления высококачественной полосы при универсальном применении клетей за счет снижения разнотолщинности (см. патент РФ №2280518, В21В 13/14, В21В 27/02).
В заявляемом способе указанный признак так же, как и в известном способе, предназначен для повышения точности проката.
Известна холодная прокатка полосы в валках при рассогласовании их окружных скоростей, причем холодную прокатку осуществляют в валках с шероховатостью 6,0-12,0 мкм Ra, окружную скорость которых задают из условия:
V1≥2V2,
где: V1 - окружная скорость первого валка, м/с;
V2 - окружная скорость второго валка, м/с, при этом прокатку полосы ведут до суммарной степени деформации 75-95% с единичной степенью деформации не менее 50% (см. патент РФ №2542212, В21В 1/28).
Как в известном, так и в заявляемом способе указанный режим прокатки предназначен для повышения прочностных свойств изготавливаемой полосы.
Однако наравне с вышеуказанными известными техническим свойствами, в заявляемом способе производства холоднокатаной полосы совокупность отличительных признаков проявляет новый технический результат, заключающийся в одновременном действии трех факторов асимметрии при прокатке, что существенно улучшает условия создания интенсивной сдвиговой деформации по всему сечению очага деформации. Это позволяет получать градиентную структуру металла, что способствует одновременному повышению прочностных и пластических свойств изготавливаемой полосы.
На основании вышесказанного можно сделать вывод, что заявляемый способ изготовления полосы не следует явным образом из известного уровня техники и, следовательно, соответствует условию патентоспособности «изобретательский уровень».
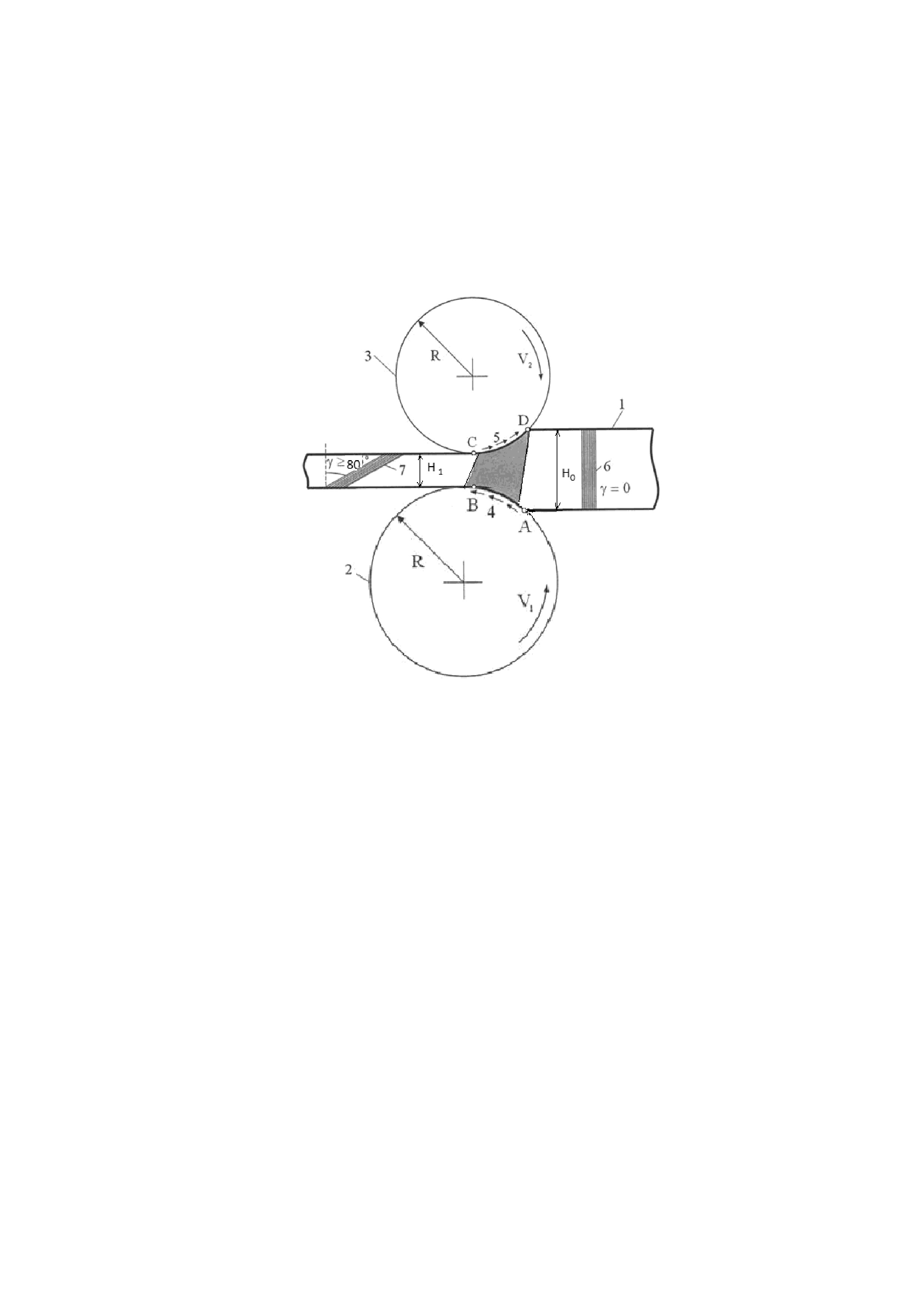
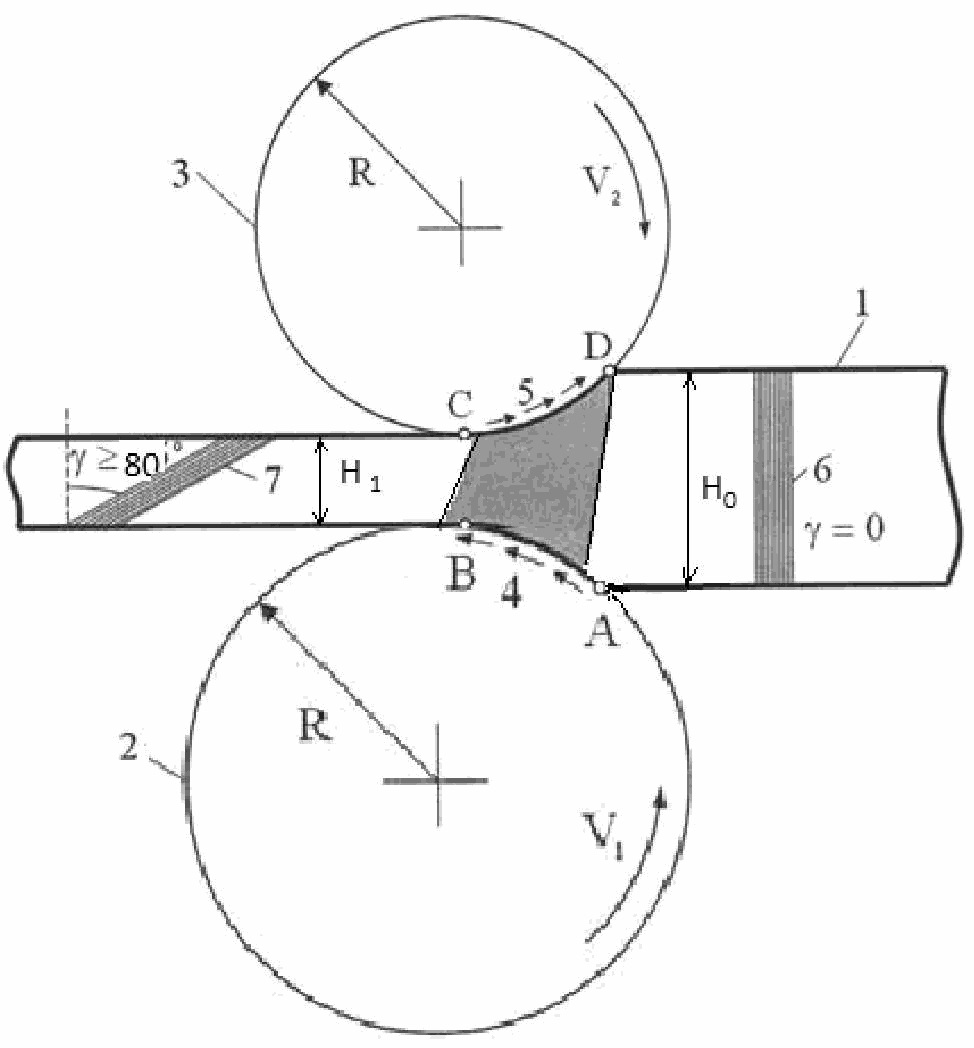
Сущность изобретения поясняется чертежом, где изображена схема очага деформации при холодной прокатке в валках разного диаметра с рассогласованием их окружных скоростей. На чертеже позициями обозначены: 1 - полоса; 2 - нижний валок; 3 - верхний валок; 4 - силы трения, действующие на полосу со стороны валка 2; 5 - силы трения, действующие на полосу со стороны валка 3; 6 - слои металла до прокатки; 7 - слои металла после прокатки.
Способ холодной прокатки полосы осуществляют следующим образом.
Холодную прокатку полосы 1 осуществляют в приводных валках 2 и 3, имеющих разную шероховатость, соответственно 6,0-12,0 мкм Ra и 0,5-2,5 мкм Ra. При этом прокатку ведут за один или несколько проходов с единичной степенью деформации не менее 50% до достижения суммарной степени деформации 75-95%. Окружную скорость валков 2 и 3 задают из условия:  где
где  k=0,95-0,98 эмпирический коэффициент; V1 - окружная скорость валка 2, м/с; V2 -окружная скорость валка 3, D1 - диаметр валка 2, D2 - диаметр валка 3, Н0 - толщина металла перед прокаткой, Н1 - толщина металла после прокатки.
k=0,95-0,98 эмпирический коэффициент; V1 - окружная скорость валка 2, м/с; V2 -окружная скорость валка 3, D1 - диаметр валка 2, D2 - диаметр валка 3, Н0 - толщина металла перед прокаткой, Н1 - толщина металла после прокатки.
При холодной прокатке с заявляемыми режимами силы трения 4, действующие со стороны валка 2, вращающегося с большей скоростью (V1), на всей дуге контакта длиной АВ направлены по ходу движения полосы 1, а силы трения 5, действующие со стороны валка 3, вращающегося с меньшей скоростью (V2), на всей дуге контакта длиной CD направлены против движения полосы 1, т.е. контактные силы трения 4 и 5 в очаге деформации являются противоположно направленными.
Противоположно направленные силы 4 и 5 контактного трения позволяют создать существенную интенсивную сдвиговую деформацию по сечению полосы 1. Интенсивность сдвиговой деформации при этом характеризуется величиной угла наклона γ слоев металла 6 и 7, соответственно, до и после прокатки полосы. При холодной прокатке полосы по заявляемому способу угол наклона слоев металла составит γ≥80°. Это обеспечивает создание в полосе градиентной структуры металла, что значительно повысит одновременно как прочностные, так и пластические свойства изготавливаемой полосы.
Для создания интенсивной сдвиговой деформации по сечению полосы 1, обеспечивающей получение структуры металла с высокими прочностными и пластическими свойствами, холодную прокатку с заявляемым рассогласованием окружных скоростей валков 2 и 3 необходимо осуществлять в условиях разного контактного трения на валках. Для создания указанного технического результата холодную прокатку в заявляемом способе осуществляют в валках с шероховатостью 6,0-12,0 мкм Ra на первом валке 2, с шероховатостью 0,5-2,5 мкм Ra на втором валке 3 без использования технологической смазки, снижающей трение.
Осуществлять холодную прокатку в валках с шероховатостью менее 6,0 мкм Ra - на первом и менее 0,5 мкм Ra - на втором валках, нецелесообразно, так как возникающие при этом противоположно направленные силы контактного трения будут недостаточны для создания большой сдвиговой деформации по сечению полосы, в результате чего структура металла будет неравномерной и крупнозернистой, прочностные свойства полосы, соответственно, низкими.
При холодной прокатке полосы в валках с шероховатостью более 12,0 мкм Ra - на первом и более 2,5 мкм Ra - на втором противоположно направленные силы контактного трения будут слишком большими. Это приведет к образованию поверхностных дефектов и снижению ресурса пластичности деформируемой полосы, а также к значительному росту энергосиловых параметров процесса прокатки.
Для создания интенсивной сдвиговой деформации по сечению полосы холодную прокатку с заявляемым рассогласованием окружных скоростей (V1 и V2) валков 2 и 3, соответственно, необходимо осуществлять с единичной степенью деформации не менее 50%. Это обеспечивает получение градиентной структуры по всему сечению изготавливаемой полосы и соответственно получить одновременно высокие прочностные и пластические свойства металла.
Осуществлять холодную прокатку с единичной степенью деформации менее 50% нецелесообразно, так как сдвиговых деформаций будет недостаточно и прочностные свойства полосы останутся низкими.
Холодная прокатка до заявляемой суммарной степени деформации 75-95% обеспечит получение высоких прочностных и пластических свойств полосы за счет создания градиентной структуры металла по всему сечению.
Осуществлять холодную прокатку до суммарной степени деформации менее 75% нецелесообразно, так как получаемый при этом размер зерна и плотность дислокации будут недостаточными для получения высоких прочностных и пластических свойств полосы.
Осуществлять прокатку полосы с суммарной степенью деформации более 95% также нецелесообразно, так как это приведет к образованию поверхностных и внутренних трещин в металле, а, следовательно, к потере пластических и прочностных свойств и дальнейшему разрушению металла полосы.
Осуществлять холодную прокатку при k<0,95 нецелесообразно, так как в этом случае противоположно направленные силы контактного трения снижаются, в результате уменьшается интенсивность сдвиговой деформации и снижаются прочностные и пластические свойства металла.
При k>0,98 холодную прокатку осуществлять нецелесообразно, так как в этом случае наблюдается нестабильный процесс прокатки, в результате снижаются прочностные и пластические свойства металла.
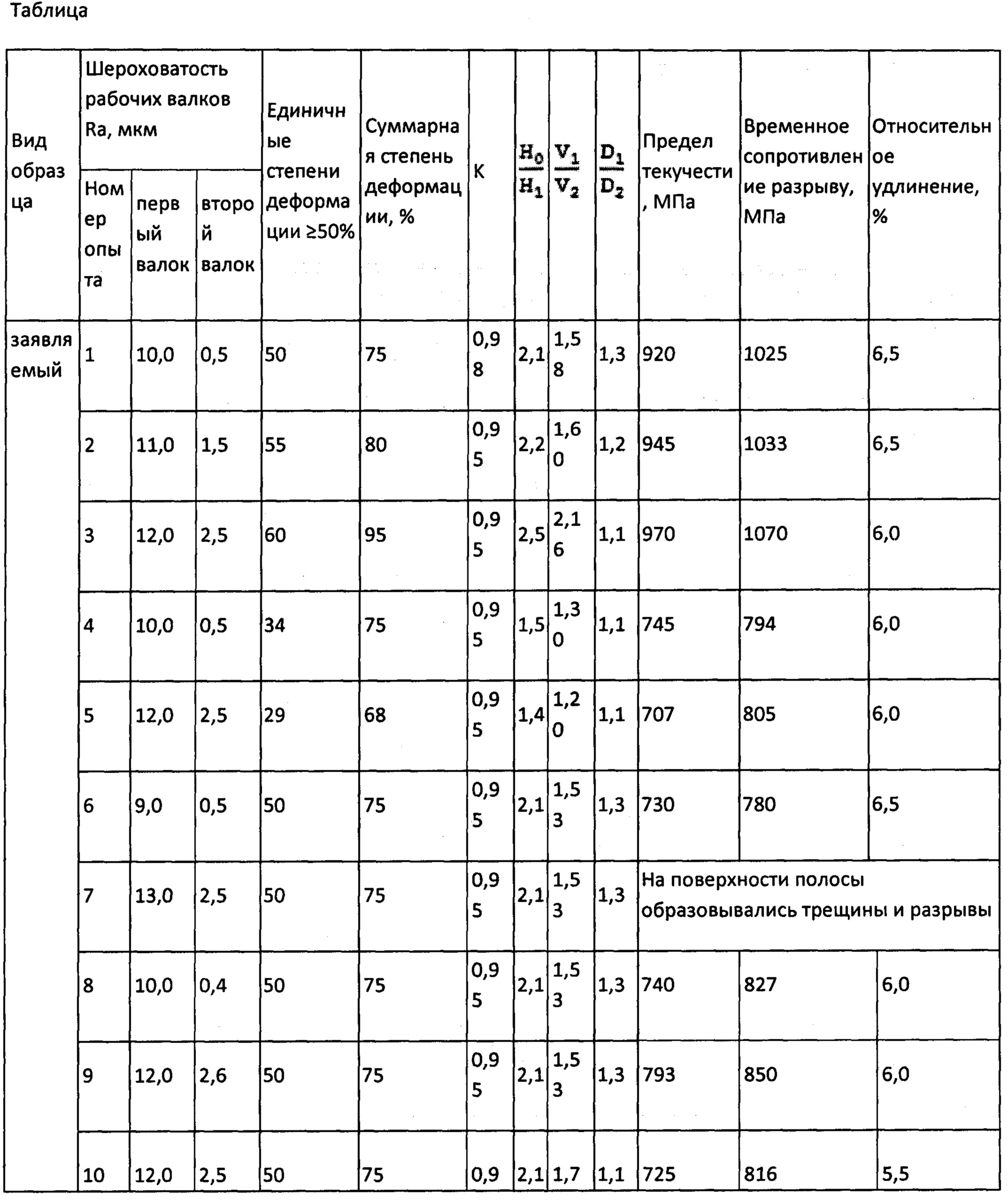
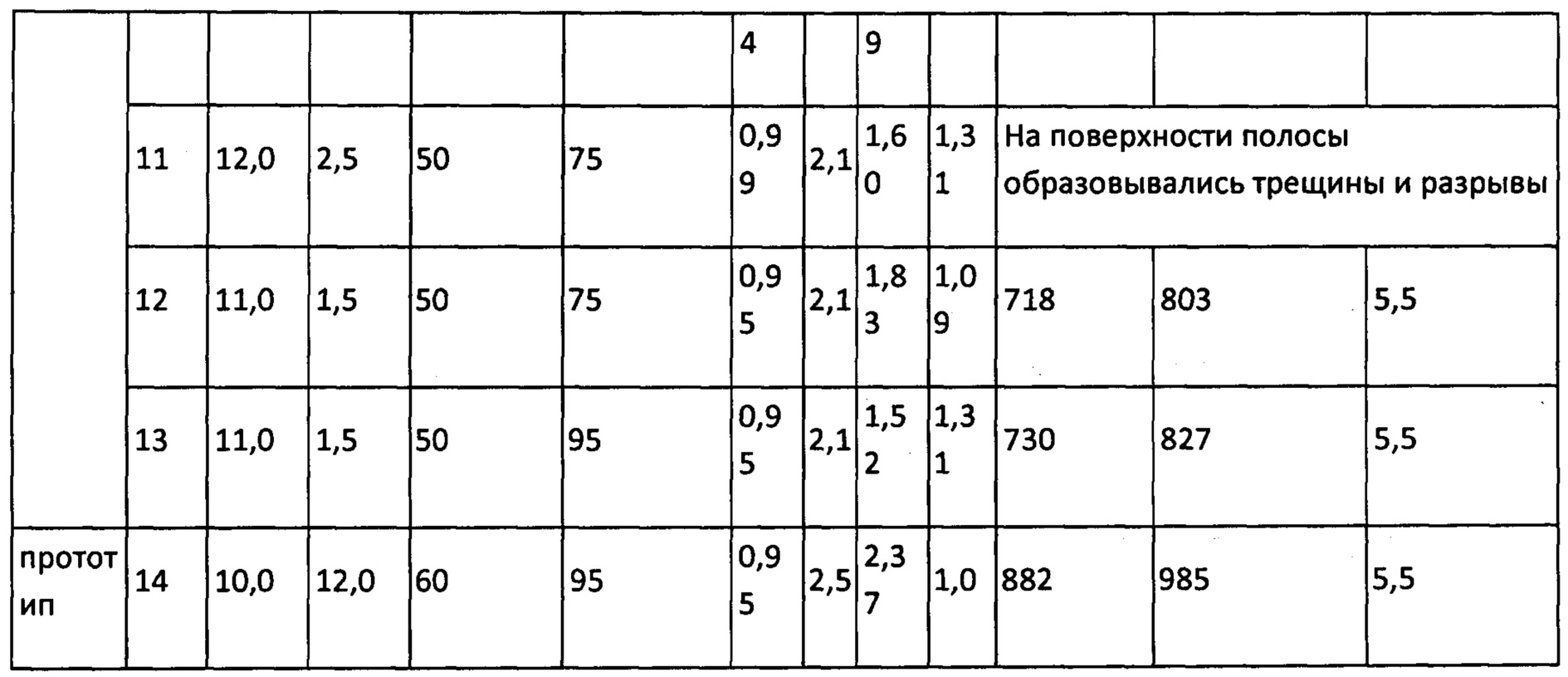
Для обоснования преимуществ заявляемого способа производства холоднокатаной полосы по сравнению с прототипом были проведены 14 экспериментов, из них: эксперименты №1-3 с заявляемыми режимами, эксперименты №4-13 с режимами, выходящими за заявляемые пределы, и эксперимент №14 - по прототипу.
Исходную заготовку в виде полосы толщиной 3,0 мм и шириной 4 0 мм из стали 20 прокатывали в валках с переменными диаметрами: 220-260 мм на первом и 200 мм на втором валках. Холодную прокатку осуществляли с рассогласованием окружных скоростей валков без использования технологической смазки. Валки имели разную шероховатость поверхности. Режимы обработки и результаты испытаний приведены в таблице.
Результаты испытаний показали, что полоса, полученная по заявляемому способу (эксперимент №1-3), имеет пластические свойства (относительное удлинение металла полосы) на 9-18% выше и прочностные свойства (предел текучести и временное сопротивление разрыву) на 5-10% выше, чем у прототипа (эксперимент №14).
Производить полосу по режимам, выходящим за заявленные пределы, нецелесообразно, так как прочностные свойства полосы остаются низкими (эксперимент №4-6, 8-10, 12-13), или сталь теряет ресурс пластичности и в ней образуются трещины и разрывы (эксперимент №7, 11).
На основании вышеизложенного можно сделать вывод, что заявляемый способ производства холоднокатаной полосы работоспособен и устраняет недостатки, имеющие место в прототипе, что подтверждается примером осуществления способа. Полоса, изготовленная по заявляемому способу, обладает высокими прочностными свойствами.







Система управления режимом напряжений в распределительной сети переменного тока
Способ производства фасонных профилей высокой точности
Способ загрузки доменной печи
Противопригарная краска для литейных форм и стержней
Способ обработки прокатных валков
Шихта для производства агломерата
Устройство управления высоковольтным преобразователем частоты с активным выпрямителем
Способ изготовления изделия с композиционной структурой из порошковой стали с трип-эффектом
Способ асимметричной прокатки холоднокатаной ленты из алюминиевого сплава амг6
Волока
Составная волока
Способ ионного азотирования тонколистовых изделий с ультрамелкозернистой структурой в магнитном поле
Способ асимметричной прокатки полосы из алюминиевого сплава д16 (варианты)
Роликовая волока
Роликовая волока
Способ производства ленты из высокоуглеродистых и легированных сталей
Способ производства ленты из высокоуглеродистых и легированных сталей

