Результат интеллектуальной деятельности: Способ строгания бронзовой плиты
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано при механической обработке строганием.
Известны способы строгания медных сплавов строгальными резцами с режимами обработки глубина резания t=4,5 мм, скорость подачи стола S0=1,5 мм/дв. ход, скорость резания V=34,0 м/мин [Карта 27, С. 146, Общемашиностроительные нормативы режимов резания: Справочник: В 2-х т.: Т. 2 / А.Д. Локтев, И.Ф. Гущин, Батуев В.А. и др. - М: Машиностроения, 1991. - 304 с.].
Аналогом изобретения является способ обработки изделий строганием (Патент RU 2282524 от 27.08.2006 г. Бюл. №24). Способ заключается в том, что перед началом обработки производят пространственную ориентацию инструмента в виде резца и установку его передней поверхности под заданным исходным углом к поверхности резания. В процессе обработки осуществляют по заданной программе относительное перемещение обрабатываемого изделия и инструмента, по меньшей мере, по двум ортогональным координатным осям X, У, а при изменении направления проекции вектора скорости относительного перемещения инструмента на плоскость расположения упомянутых координатных осей X и У изменяют пространственное положение передней поверхности инструмента относительно ее предыдущего положения таким образом, чтобы эта передняя поверхность оставалась под тем же заданным исходным углом, что и перед началом обработки, к плоскости, которая пересекает плоскость расположения координатных осей X, У и ориентирована параллельно проекции вектора мгновенной скорости инструмента в этой точке на плоскость расположения упомянутых координатных осей X, У, для чего осуществляют поворот по угловой координате. С обрабатываемого изделия и/или инструмента вокруг соответствующих осей, ориентированных по нормали к плоскости расположения координатных осей X, У и проходящих через одну из вершин инструмента. Для повышения производительности и долговечности инструмента в конце каждого прохода осуществляют его разворот на 180° с одновременным смещением соответствующей режущей кромки инструмента в зону снимаемого припуска на величину подачи, исключая при этом взаимодействие режущих кромок инструмента и его задней поверхности с материалом обрабатываемого изделия, после чего производят удаление снимаемого припуска в обратном направлении другой боковой режущей кромкой инструмента. При этом процесс строгания осуществляют в пределах указанных значений величин технологических параметров обработки: скорости перемещения инструмента, ускорения инструмента до момента достижения заданной скорости резания, усилия на инструменте в направлении вектора скорости резания.
Недостатком данного способа является невозможность осуществить чистовую обработку плоской поверхности бронзовой плиты ввиду ее хрупкости и получение шероховатости Ra=0,8 мкм без дополнительного шлифования.
Прототипом изобретения является способ обработки фасонной волнистой поверхности изделия строганием (Заявка RU 2010133215 от 20.02.2012 г. Бюл. №5). Способ, включающий строгание фасонной волнистой поверхности у изделий из вязких материалов, согласно которому проводят предварительную установку и выверку положения изделия и режущего инструмента, включающую ориентацию его продольной оси и установку передней поверхности инструмента в плоскости координатных осей X и Y, а в процессе обработки осуществляют по заданной программе перемещение обрабатываемого изделия и/или инструмента по двум координатным осям X и Y. В качестве инструмента используют фасонный строгальный резец с плоской передней поверхностью и статическими главными углами в базовой точке фасонного профиля режущей кромки передним γс=20° и задним αс=20°, a в процессе обработки применяется профильная схема срезания припуска, при котором ширина и профиль среза, удаляемого инструментом за одно упомянутое перемещение, равна ширине и профилю обрабатываемой поверхности в поперечном сечении, при этом передняя поверхность инструмента сохраняет постоянные параметры установки относительно своего первоначального положения.
Недостатком данного способа является невозможность применить этот способ для чистовой обработки плоской поверхности бронзовой плиты ввиду ее хрупкости и получения шероховатости Ra=0,8 мкм без дополнительного шлифования.
Задачей, на которую направлено изобретение, является усовершенствование способа, позволяющее повысить качество обработанной поверхности бронзовой плиты и увеличить производительность.
Технический результат - снижение шероховатости и сокращение времени обработки.
Технический результат достигается тем, что включает установку заготовки на столе продольно-строгального станка, выверку положения заготовки, закрепление резца в резцедержателе с разворотом главной режущей кромки резца на угол 64-66 градусов относительно направления движения стола и высотой просвета между резцом и мерной пластинкой со стороны заборной кромки на 0,02-0,03 мм больше, чем со стороны главной режущей кромки, подачу стола с заготовкой со скоростью подачи стола S=4-6 мм/дв. ход, скоростью резания v=11-14 м/мин и глубиной резания t=0,l-0,15 мм, при одновременной подаче охлаждающей эмульсии.
Снижение шероховатости и времени обработки достигается за счет установки резца относительно плоскости стола на угол 64-66 градусов и глубину резания t=0,l-0,15 мм. При данном расположении резца высота просвета со стороны заборной кромки резца составляет на 0,02-0,03 мм больше, чем у главной режущей кромки. Также этим достигается, что в процессе резания режущая кромка резца, за счет люфтов суппорта, устанавливается параллельно плоскости стола и снимаемый слой стружки будет иметь равную толщину.
Строгание плоской поверхности плиты с поворотом резца на угол 64-66 градусов относительно направления движения стола с глубиной резания t=0,l-0,15 мм, скоростью подачи стола S=4-6 мм/дв. ход, скоростью резания v=11-14 м/мин. стола позволяет провести чистовую обработку и не использовать дополнительное шлифование абразивными кругами.
Такая установка вызвана тем, что в процессе резания режущая кромка резца, за счет люфтов суппорта, устанавливается параллельно плоскости стола и снимаемый слой стружки будет иметь равную толщину.
Увеличение глубины резания t=0,l-0,15 мм, скорости подачи стола более S=4-6 мм/дв. ход и скоростью резания v=11-14 м/мин, приводит к повышению шероховатости поверхности, а уменьшение режимов ниже заявленных в изобретении к снижению производительности.
Использование эмульсии способствует улучшению качеству обработанной поверхности, благодаря уменьшению коэффициента трения при резании.
Данные отличительные признаки позволяют снизить шероховатость поверхности и сократить время обработки.
На Фиг. 1 приведена схема универсального продольно-строгального станка. При заявляемом способе строгания заготовку 1 закрепляют на столе 2 универсального продольно-строгального станка. Резец 3 устанавливают в резцедержателе 4 с разворотом главной режущей кромки 5 резца 3 на угол 65 градусов относительно направления движения стола.
Установку резца производят следующим образом: освободив болты крепления резцедержателя 4, поворачивают последний совместно с закрепленным резцом 3 до совмещения режущей кромки 5 резца 3 с верхней плоскостью мерной пластинки 6, установленной на столе станка. Затем винтом подъема салазок суппорта поднимают резец 3 вверх до появления просвета между режущей кромкой и мерной пластинкой 6, поворотом резцедержателя 4 устанавливают резец 3 в такое положение, чтобы высота просвета со стороны заборной кромки резца 3 была на 0,02-0,03 мм больше, чем у главной режущей кромки, Фиг. 2. После выверки резца по мерной пластинке, устанавливают заготовку и начинают ее строгать, одновременно с началом процесса строгания подают эмульсию.
Во избежание зарезов и затягивания резца 3 в обрабатываемую деталь 1, за счет продольного люфта винтовой пары перемещения салазок суппорта, необходимо соблюдать следующее правило установки на требуемую глубину резания: вращая винт перемещения салазок суппорта опускают резец 3 до соприкосновения режущей кромки 5 с поверхностью детали 1, затем обратным вращением винта выбирают люфт винтовой пары и фиксируют показания лимба перемещения салазок суппорта 4.
Выведя деталь 1 из под резца 3 вновь опускают резец 3 на величину больше требуемой глубины резания, последующим подъемом салазок суппорта 4, по шкале лимба устанавливают резец 3 на требуемую глубину резания.
После этого производят подачу стола 2 с заготовкой 1 со скоростью подачи S=4-6 мм/дв. ход и скоростью резания v=11-14 м/мин. Строгание должно производиться при охлаждении эмульсией.
При такой последовательности осуществляемых операций даже при единичном производстве обеспечивается возможность процесса строгания плоской поверхности бронзовой плиты на универсальном продольно-строгальном станке без применения при этом дополнительного специализированного оборудования, с получением требуемой шероховатости поверхности.
Примеры конкретного изготовления. Строгание бронзовой плиты из марки БрХ0,5 было проведено по описанному выше способу. Данные приведены в табл. 1.
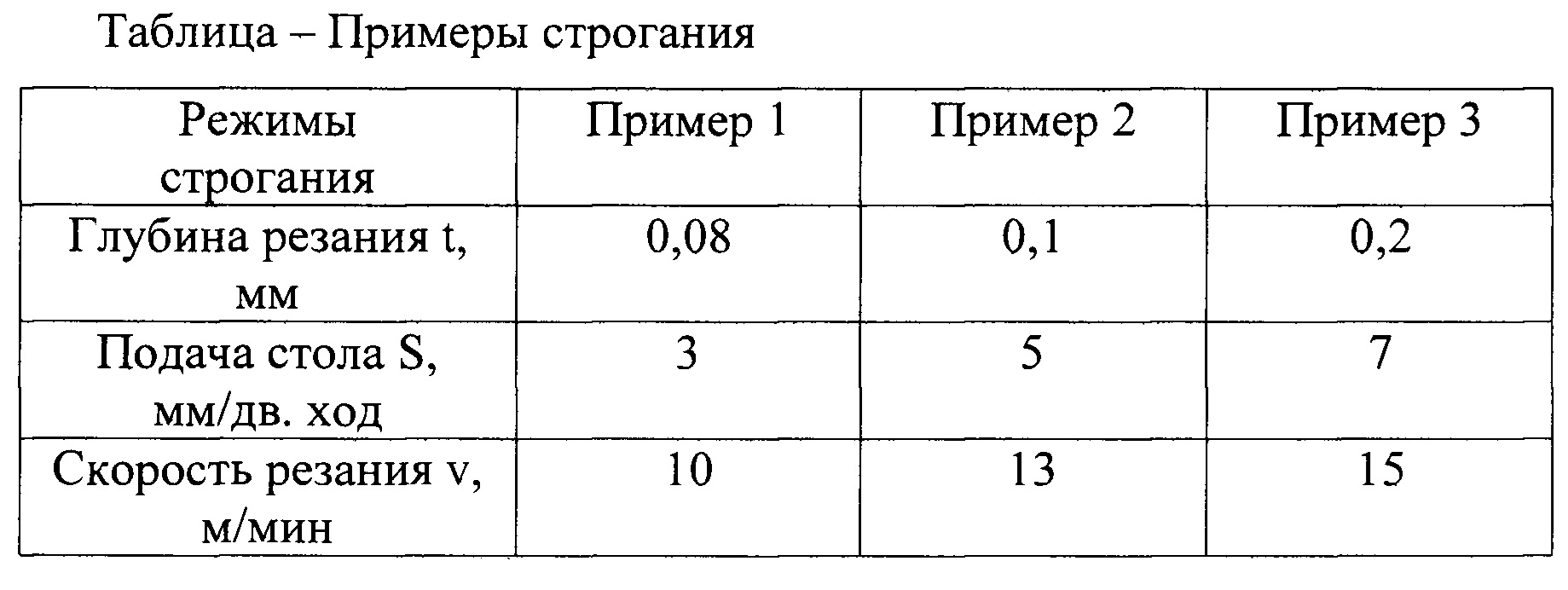
Экспериментально установлено, что шероховатость Ra=0,8 мкм при строгании бронзы БрХ0,5 обеспечивается с режимами строгания: глубина резания t=0,1 мм, подача стола S=5 мм/дв. ход, скорость резания v=13 м/мин. Доводка режущей части резца на чугунном диске абразивной пастой обязательна. Строгание должно производиться при охлаждении эмульсией.
Способ строгания бронзовой плиты позволяет проводить чистовую обработку бронзовых плит строганием на продольно-строгальном станке широким чистовым резцом из быстрорежущей стали без дополнительного шлифованием абразивными кругами, что снижает время обработки на 30%. Шероховатость поверхности после обработки Ra=0,8 мкм.
Способ строгания бронзовой плиты, характеризующийся тем, что он включает установку заготовки плиты на столе продольно-строгального станка, выверку положения заготовки, закрепление резца в резцедержателе с разворотом главной режущей кромки резца из быстрорежущей стали на угол 64-66° относительно направления движения стола и высотой просвета между резцом и мерной пластинкой со стороны заборной кромки на 0,02-0,03 мм больше, чем со стороны главной режущей кромки, подачу стола с заготовкой со скоростью подачи стола S=4-6 мм/дв. ход, скоростью резания v=11-14 м/мин и глубиной резания t=0,l-0,15 мм при одновременной подаче охлаждающей эмульсии.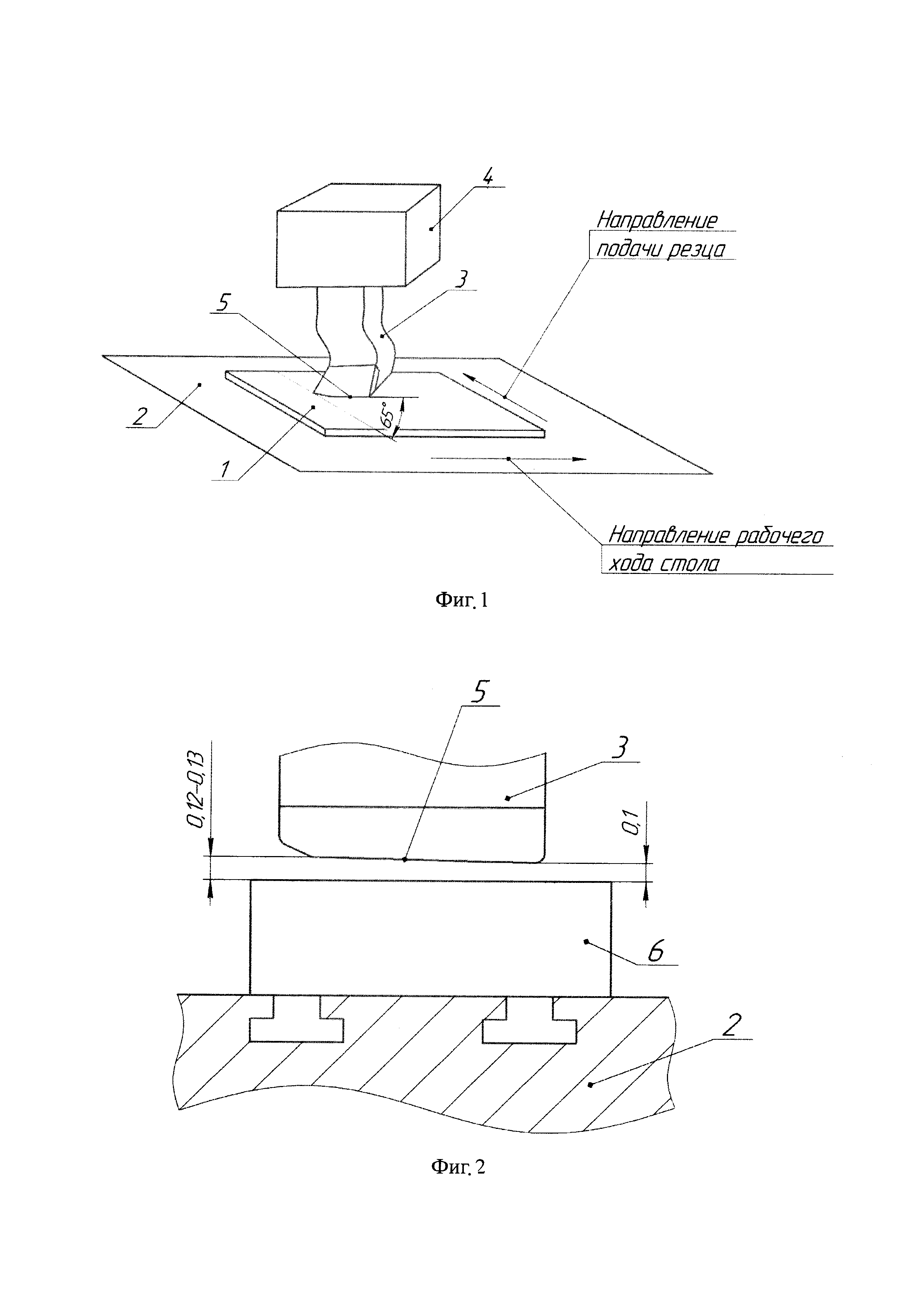
Устройство для отделочно-зачистной и упрочняющей обработки деталей машин
Трехвходовая двухмерная ветро-солнечная аксиально-радиальная электрическая машина-генератор
Способ получения сорбента для очистки сточных вод от нефтепродуктов
Способ определения характеристик набухания грунта
Способ депрессионной добычи газа из гидратов
Способ определения давления набухания грунта
Способ заточки шнекового сверла
Способ выделения из крахмальной суспензии нативного крахмала, фракционированного по размеру крахмальных гранул
Способ оптимального адаптивного управления бурением и промывкой нефтегазовых скважин
Способ получения покрытия на поверхности детали из цветных металлов
Способ сверления глубокого отверстия в стальной заготовке
Способ изготовления изделий из бескислородной меди для кристаллизатора машины непрерывного литья заготовок
Способ сверления сквозных отверстий в меди
Способ сверления глубокого отверстия в медной заготовке на токарно-винторезном станке
Способ сверления глубоких отверстий в меди
Способ изготовления полой цилиндрической заготовки
Способ заточки шнекового сверла
Способ получения износостойкого покрытия на изделии из инструментальной стали

