Результат интеллектуальной деятельности: Способ ковки раскатных колец
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно, к прессовой ковке бойком стальных раскатных колец на оправке.
Известны способы ковки раскатных колец за несколько оборотов на оправке, причем боек и оправка могут иметь фигурную форму, что улучшает проработку металла (см. статью Балясный И.М. Исследование деформации заготовки при раскатке. Кузнечно-штамповочное производство, 1965, №12, с. 5; АС СССР №685407, БИ №34, 1979; АС №432962, БИ №23, 1974; патент РФ №2279328, БИ №19, 2006 и др.). Недостатком этих способов является то, что применяется равномерный режим обжатий по периметру кольца без учета повышения сопротивления деформации при охлаждении поковки во время ее поворотов. Это может привести к появлению трещин из-за снижения пластичности металла при его охлаждении.
Наиболее близким по технической сущности к предлагаемому (прототип) является способ ковки раскатных колец с помощью бойка и оправки, включающий поочередное изменяющееся порционное обжатие стенки кольца по периметру с поворотом между обжатиями (см. Балясный И.М. Деформация металла при раскатке поковок типа бандажей. - В кн. Ковка крупных поковок, ч. II, под. ред. В.Н. Трубина. М.: Машиностроение, 1965. С. 288). В этом способе в начале нового оборота кольца величину обжатия доводят до заданного постепенно, через 3-5 подач заготовки. Достоинством прототипа, в отличие от аналогов, является использование переменного режима обжатий, что позволяет учесть изменение свойств металла при его деформации и охлаждении. Однако предусматривается увеличение обжатий, что противоречит закономерностям изменения сопротивления деформации от температуры (см. справочник Полухин П.И., Гун Г.Я., Галкин A.M. Сопротивление пластической деформации металлов и сплавов. М.: Металлургия, 1983. С. 26), которые заключаются в увеличении сопротивления деформации с падением температуры в результате охлаждения поковки. Это также может привести к появлению трещин на поковке, ее отбраковке и повышению расхода металла.
Проблема, решаемая изобретением, заключается в том, что в процессе ковки раскатных колец из трудно-деформируемых сталей с неправильно выбранным режимом обжатий могут возникнуть трещины на поковке, что является браковочным признаком и увеличит расход металла.
Техническим результатом предполагаемого изобретения является уменьшение вероятности появления трещин на поковке и экономия металла за счет применения убывающего режима обжатий за один оборот кольца, учитывающего закономерности увеличения сопротивления деформации металла при его охлаждении.
Технический результат достигается тем, что в способе ковки раскатных колец с помощью бойка и оправки, включающего поочередное изменяющееся порционное обжатие стенки кольца по периметру с поворотом между обжатиями, применяют убывающий режим обжатий за один оборот кольца, и обжатие стенки кольца определяют из выражения:

где ε - относительное убывающее обжатие;
ε0=0,12…0,15 - относительное обжатие в начале ковки;
а=0,04…0,06 - коэффициент, учитывающий повышение сопротивления металла деформации при его охлаждении;
ϕ=0…2π - угол поворота кольца относительно первоначального положения.
Сущность изобретения заключается в том, что установлен убывающий режим обжатий при ковке раскатных колец, учитывающий увеличение сопротивления деформации металла при его охлаждении.
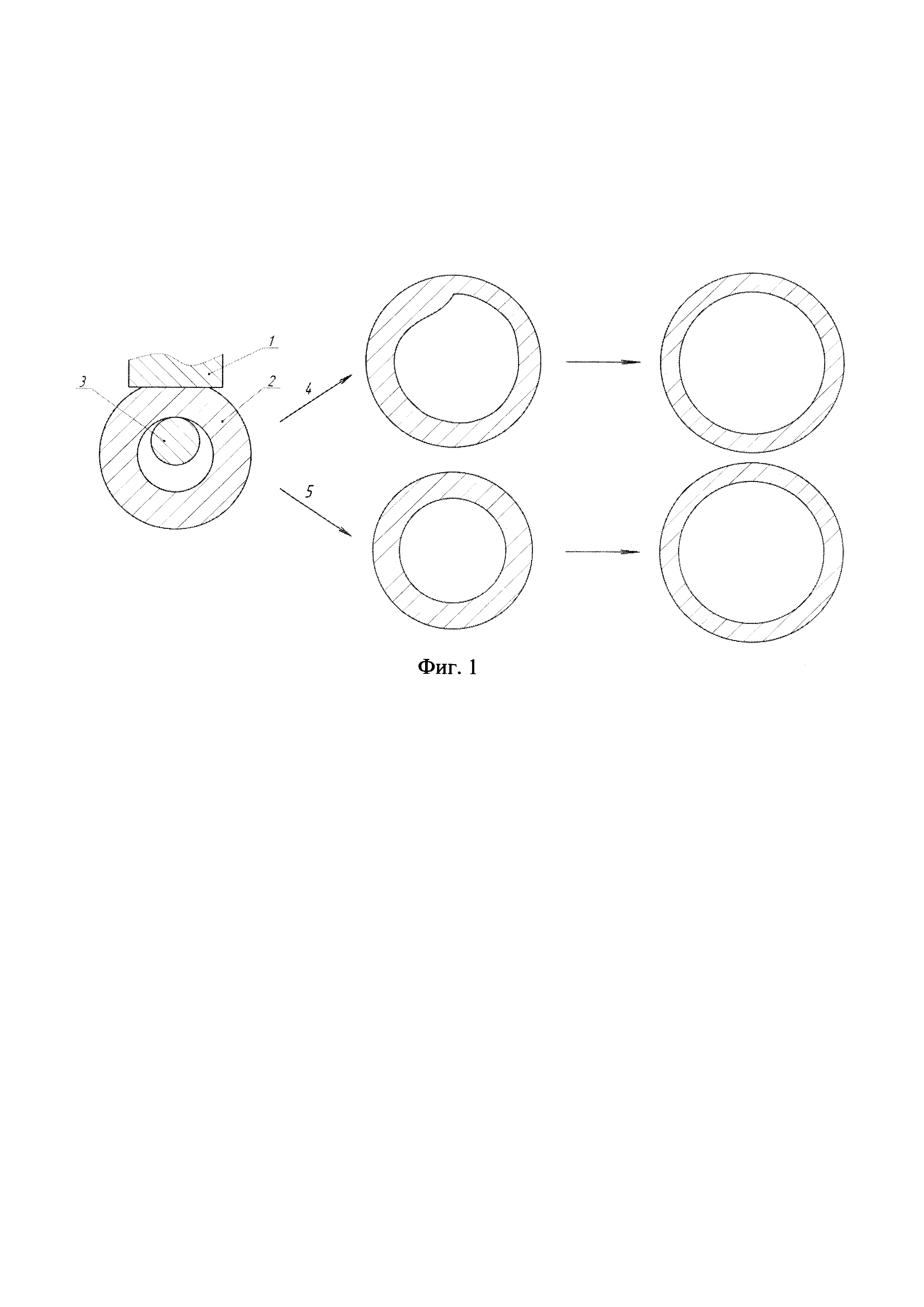
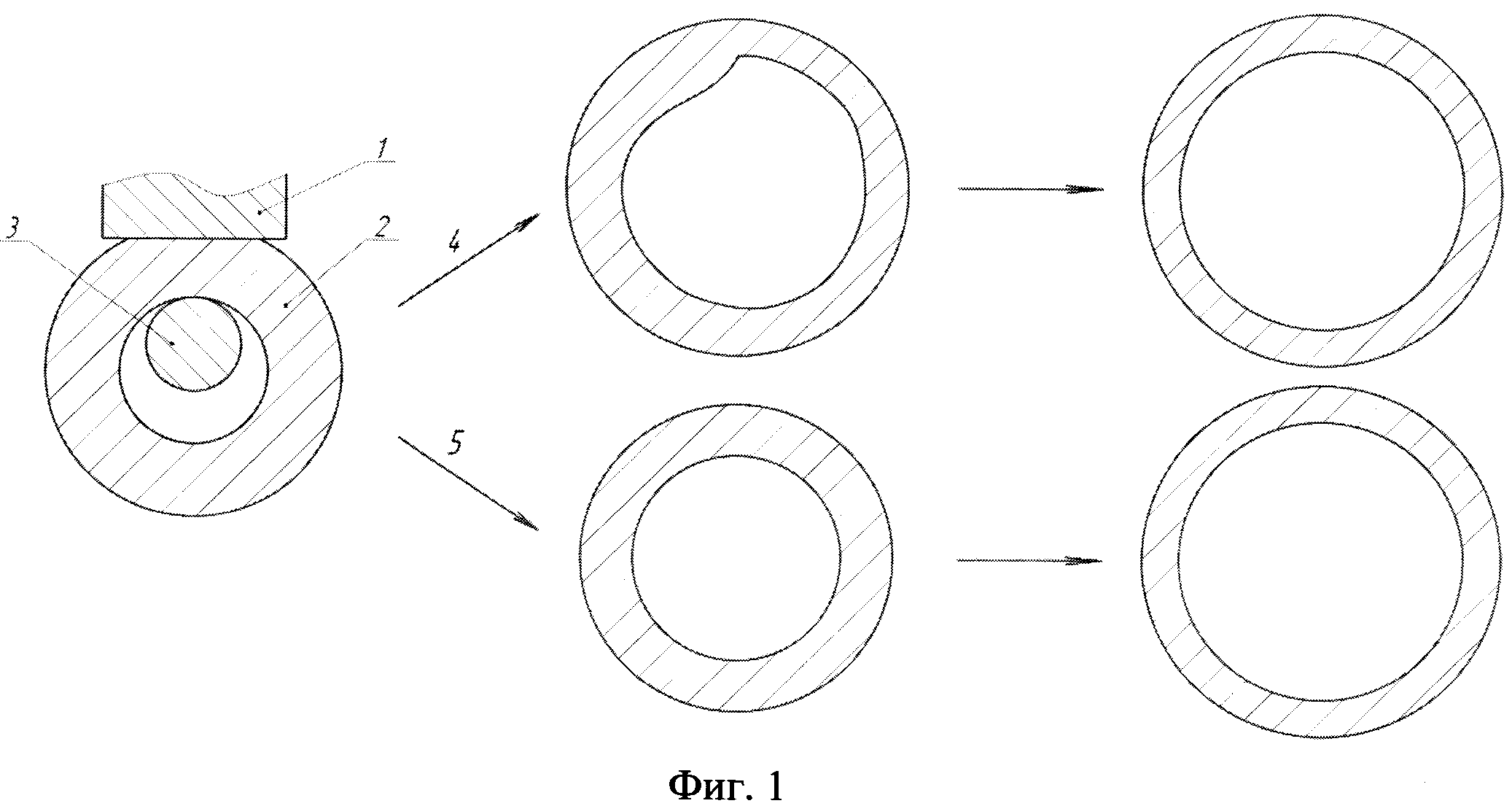
На фиг. 1 изображены схемы ковки по предлагаемому способу с убывающим режимом обжатий за один оборот кольца (поз. 4) и по известным способам (поз. 5). Также на фиг. 1 обозначено: 1 - боек; 2 - исходная заготовка в виде кольца; 3 - оправка.
Формула (1) для расчета режима обжатий в зависимости от угла поворота кольца ϕ получена с учетом закономерностей изменения сопротивления деформации от температуры, которые заключаются в увеличении сопротивления деформации с падением температуры в результате охлаждения поковки по экспоненциальной зависимости (см. справочник Полухин П.И., Гун Г.Я., Галкин A.M. Сопротивление пластической деформации металлов и сплавов. М.: Металлургия, 1983. С. 26).
В качестве примера реализации предлагаемого способа рассмотрим раскатку кольца наружным диаметром 1560 мм, внутренним диаметром 540 мм, высотой 400 мм из заготовки наружным диаметром 1530 мм, внутренним - 400 мм высотой 400 мм из высокоуглеродистой трудно-деформируемой стали, содержащей 1,2…1,4% С; 0,2…0,5% Si; 0,5…0,8% Мп; 1,4…1,7% Cr; 0,6…0,9% Ni; 0,1…0,3% Mo; 0,12% V; 0,044% Nb (патент РФ 2540241. Сталь для изготовления кованых прокатных валков / Потапов А.И., Орлов Г.А., Шестакова Е.Н., Орлов А.Г.; заявл. 31.10.2013; опубл. 10.02.2015. Бюл. №4).
Для этой стали рекомендован режим ковки с относительными обжатиями стенки кольца 10-15% во избежание появления трещин, температурный диапазон ковки - 1150-900°С (см. статью Применение сталей заэвтектоидных марок для ковки валков горячей прокатки / Потапов А.И., Шестакова Е.Н., Орлов Г.А., Беликов С.В. / Черные металлы. - 2015. - №2. - С. 33-37).
Из этих рекомендаций относительное обжатие стенки кольца (ε=Δh/h0, где Δh - абсолютное обжатие; h0 - исходная толщина стенки кольца) в начале ковки выбрано ε0=0,12, а последующие относительные обжатия при первом обороте кольца определялись по формуле (1) при а=0,06 в соответствии с увеличением сопротивления деформации с падением температуры в результате охлаждения поковки (см. вышеприведенную статью Потапова А.И. и др.).
Последующие обороты кольца при раскатке для получения требуемых размеров кольца осуществлялись по традиционной технологии с равномерным режимом обжатий (см. поз. 5, фиг. 1).
Техническим результатом заявляемого изобретения является получение кованых раскатных колец из трудно-деформируемых сталей без трещин, что увеличивает выход годного и обеспечивает экономию металла.
Быстровозводимое каркасное здание
Способ получения концентрата скандия из скандийсодержащего раствора
Литая латунь
Навигационная система зондирования атмосферы
Порошковая проволока для нанесения покрытий, стойких к абразивному износу и высокотемпературной коррозии
Способ неразрушающего контроля термодеформационной обработки полуфабрикатов из двухфазных титановых сплавов на перегрев методом рентгеноструктурного анализа
Способ количественного определения триазавирина методом вольтамперометрии (варианты)
Когерентный супергетеродинный спектрометр электронного парамагнитного резонанса
Способ определения статического давления в некалиброванной камере высокого давления
Способ определения антиоксидантной активности с использованием метода электронно-парамагнитной резонансной спектроскопии
Сталь для изготовления кованых прокатных валков
Способ изготовления труб
Способ получения шихты для пеностеклокерамики

