Результат интеллектуальной деятельности: Способ изготовления составной модели для литья
Вид РИД
Изобретение
Настоящее техническое решение относится к области технологических процессов в аддитивном производстве применительно к литейному делу.
Из уровня техники известны решения по подготовке модели для литья. Наиболее широко распространенным методом является следующий: с помощью подготовленной пресс-формы изготавливается восковая модель, к которой прикрепляют литники, на модель наносится мелкодисперсный циркониевый песок, либо песчано-глинисто-клеевая смесь, которая застывает.
Наиболее близким аналогом является «Optimized recursive foundry tooling fabrication method» по патенту US H001769 H1, B22C 7/00, 05.01.1999, Steven R. LeClair.
Недостатками данного технического решения являются в первую очередь высокая стоимость подготовки производства в части пресс-формы. Во-вторых, гибкость производства крайне низкая, так как время подготовки новых деталей занимает несколько месяцев.
Задачей, на решение которой направлено заявляемое техническое решение является получение сложной модели для литья металла без предварительной подготовки оснастки для производства.
Заявленная задача решается за счет того, что сложную трехмерную модель изделия разделяют на простые части, характеризующихся отсутствием участков, не имеющих поддержки снизу, при этом параллельных рабочему столу принтера с тремя и более степенями свободы. На плоскостях простых частей, образовавшихся вследствие разделения, размещают выступы в виде штифтов и соответствующих им отверстий для дальнейшего корректного соединения. После этого простые части распечатываются и соединяются в составную модель при помощи химических составов. Далее модель используется для нужд литейной промышленности.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является возможность изготавливать сложные составные модели для литья, пригодные для 3D печати без ошибок изготовления, при этом отпадает необходимость в изготовлении специализированной оснастки.
Решаемая задача достигается следующим образом: за стартовую точку берется модель для литья в любом CAD формате. Модель делится на простые части, критерием при этом служит отсутствие участков, параллельных рабочему столу 3D принтера, находящихся выше этой поверхности стола. Таким образом, достигается отсутствие потенциально провисающих участков - основной проблемы 3D принтеров при распечатке. Далее на соответствующих сопряженных разделенных поверхностях частей модели проектируются конические или цилиндрические штифты и ответные отверстия к ним.
После этого простые части сложной составной модели выводятся на печать 3D принтера. Полученные модели взаимно располагаются и центрируются благодаря заложенным штифтам. После этих процедур модель готова к дальнейшему использованию для литья по выплавляемым моделям.
Система, реализующая данный подход состоит из принтера с тремя и более степенями свободы экструдера. Экструдером является система подачи материала для печати, конструкция зависит от материала печати. Существуют множество общепризнанных подходов к конструкции экструдера. Так, например, для воска это камера с предварительным подогревом и шнековой подачи к соплу. Для abs-пластика это совокупность подающего механизма на основе подающего ролика, и сопло с нагревателем, разогревающего abs-пластика перед нанесением на стол 3D принтера.
Материалом для печати составной модели может быть практически любым, основным критерием является с одной стороны способность поддерживать жесткость конструкции при комнатной температуре с запасом (температура плавления > 50 градусов Цельсия), с другой стороны способность достигать текучей фазы при относительно низкой температуре выплавления модели (в литейном деле эта температура порядка 200 градусов Цельсия), но ограничений по верхней температуре нет, все зависит от технологических возможностей.
Соединяющим раствором может быть любой клей или растворитель, однако желательно, чтобы он имел малую зольность и не приводил к изменению геометрии составной модели с течением времени.
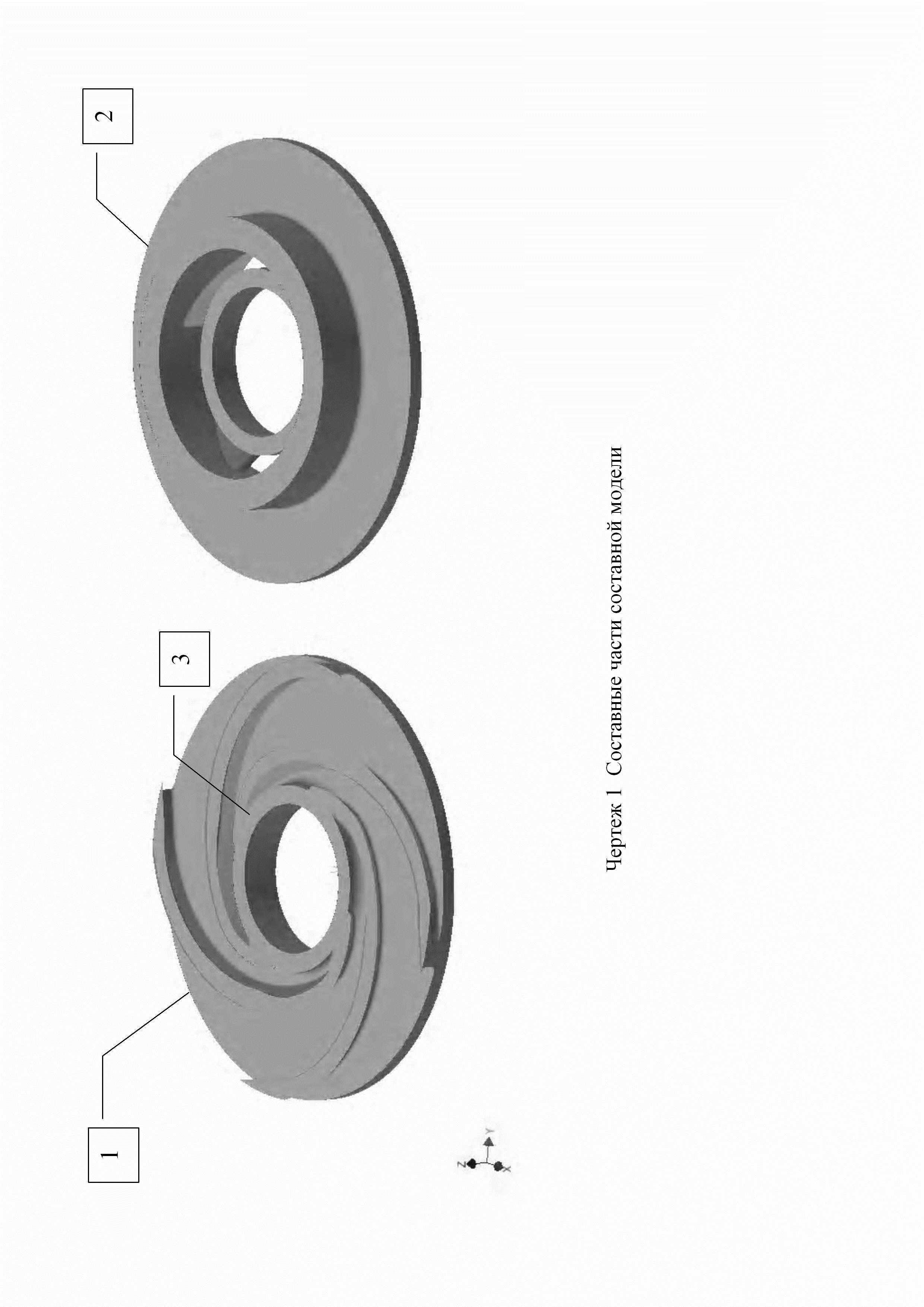
Рассмотрим способ изготовления составной модели на примере. В рамках выполнения договора НИОКР была поставлена задача по разработке рабочего колеса центробежного насоса в рамках импортозамещения запасных частей для аппаратуры в химической промышленности. Сложность задачи состояла в том, что в модели присутствует участок, состоящий из двух круглых пластин, а также гребных лопаток сложной формы, соединяющих их. Такую модель при помощи 3D принтера распечатать с необходимой точностью нет возможности, так как будет множество «провисаний» горизонтальных участков. Для модели под литье такие ошибки неприемлемы. Применяя предлагаемое научно-техническое решение, данное рабочее колесо было разбито на две части, которые представлены на Чертеже 1: нижняя часть 1 и верхняя часть 2. Для центровки соединения частей были осесимметрично расположены штифты на центральной части 3.
Далее, согласно предлагаемому решению части были склеены, результат представлен на Чертеже 2. Для наглядности представлен вид с вырезанной четвертью.
Представленное техническое решение было рассчитано и изготовлено в рамках исполнения Государственного контракта №14.Z.50.31.0023 от 04.03.2014.
Способ изготовления составной выплавляемой литейной модели на 3D принтере, включающий изготовление составных частей литейной модели и их соединение, отличающийся тем, что используют 3D принтер с экструдером, имеющим три и более степени свободы, при этом участки упомянутых составных частей литейной модели, параллельные рабочему столу 3D принтера, располагают не выше поверхности упомянутого рабочего стола 3D принтера, на поверхностях сопряжения составных частей литейной модели выполняют выступы в виде штифтов и соответствующие им отверстия для центрирования составных частей относительно друг друга, причем соединяют составные части выплавляемой литейной модели посредством соединяющего состава.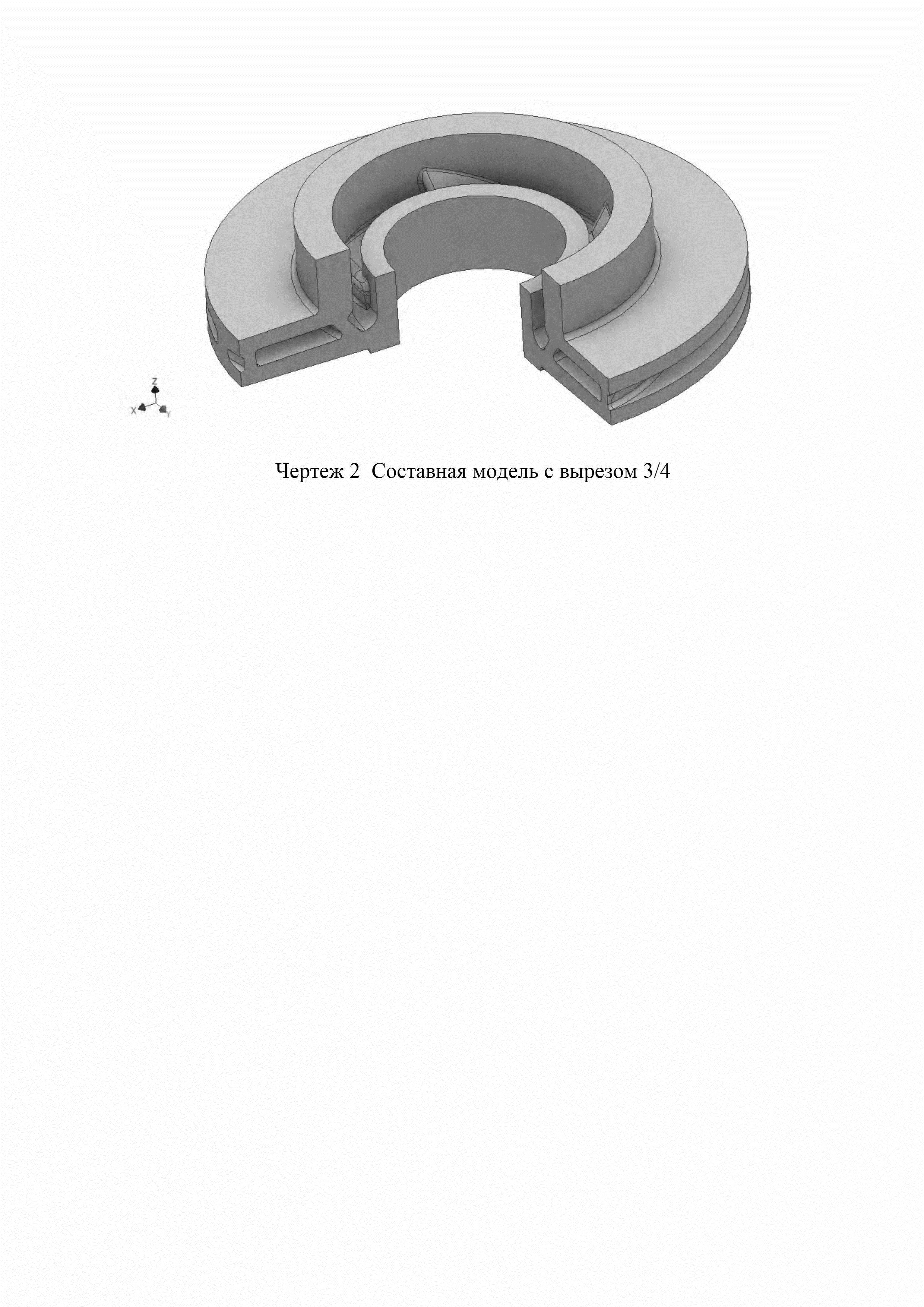
Устройство для нанесения покрытий из полимерных порошковых композиций электрогазопламенным способом
Способ получения полимерных порошковых покрытий на изделиях сложной геометрической формы
Способ измерения угловой координаты объекта и радиолокационная станция для его реализации
Способ измерения концентрации ионов
Однотрубная система отопления
Теплообменная поверхность
Способ формообразования профильных межлопаточных каналов моноколеса гтд
Поршневое устройство двигателя внутреннего сгорания (варианты)
Поршневое устройство двигателя внутреннего сгорания с экспандером (варианты)
Маслосъемное поршневое устройство двигателя внутреннего сгорания

