Результат интеллектуальной деятельности: СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов резанием и может быть использовано для прогнозирования - контроля износостойкости твердосплавных режущих инструментов при их изготовлении, использовании или сертификации.
Известен способ определения износостойкости твердых сплавов [SU 268720 А1, МПК G01N3/58, опубл. 10.04.1970], заключающийся в том, что испытуемый материал помещают в переменное магнитное поле с напряженностью порядка 5 эрстед, измеряют магнитную проницаемость материала и по градировочному графику «магнитная проницаемость - стойкость», построенному для эталонного образца, определяют величину износостойкости материала.
Одним из недостатков известного способа является то, что при измерении не учитывается влияние массы и размагничивающего фактора изделий, имеющих часто различные формы и габаритные размеры на величину магнитной проницаемости, что приводит к снижению точности измерений. Кроме того, эксплуатационная характеристика - износостойкость контролируется данным способом посредством оценки физического состояния с помощью относительной магнитной проницаемости только в одной из компонент твердого сплава - кобальтовой связке. Это происходит потому, что карбид вольфрама - парамагнетик и вклад его от намагниченности в общую относительную магнитную проницаемость небольшой. Поэтому, с помощью данного способа производится, по существу, оценка относительной магнитной проницаемости кобальта, его количество и деформированное состояние. При этом совершенно не учитываются другие свойства поверхности и объема твердого сплава, в том числе, когезионное и адгезионное состояние на границах фаз и в объеме компонентов твердого сплава и т.д. Вследствие рассмотренных причин этот способ отличается низкой точностью при оценке износостойкости твердых сплавов.
Известен способ контроля режущих свойств партии твердосплавных инструментов [SU 1651155 А1, МПК G0IN3/58, опубл. 23.05.1990]. в соответствии с которым сначала воздействуют на каждый инструмент (твердосплавную пластину) из партии. Затем, по измеренному параметру контроля и по результатам износа отобранного инструмента определяют режущие свойства всей партии инструментов. В качестве воздействия используют равномерно распределенный импульсный нагрев. При этом регистрируют хронологическую термограмму облученного световым потоком инструмента и по ней определяют коэффициент температуропроводности, который используют в качестве параметра контроля, характеризующего режущие свойства. Выбранным исходным параметром в данном способе является величина температурной проводимости. Основным недостатком данного способа является то, что очень трудно, более или менее точно, определить скорость распространения тепла в материалах, в которых носителями тепла являются свободные электроны. Твердые сплавы являются такими материалами, и теплопередача у них обеспечивается за счет движения электронов. Температурная проводимость всех твердых сплавов отличается на незначительную величину. Вследствие этого при контроле очень сложно определить флуктуации температурной проводимости (изменяющие износостойкость) для одной конкретной марки твердого сплава (они практически незаметны). Кроме того измерение температурной проводимости сопряжено с большими техническими трудностями. Качественное обеспечение действий проверки, в этой ситуации надежными - воздействующими, регистрирующими и вспомогательными приборами и устройствами, гарантирующими, высокую точность измерений повлечет за собой значительное повышение себестоимости контрольных операций. Вследствие этого данный способ контроля является мало перспективным для использования, как в лабораторных, так и в производственных условиях.
Известен способ прогнозирования износостойкости режущего инструментами 2251095 С1, МПК G01N3/58, опубл. 27.04.2005], выбранный в качестве прототипа, и заключающийся в следующем: проводят эталонные испытания режущих инструментов, при оптимальной или близкой к ней скорости резания, проводят испытания на изменение величины исходного параметра от свойств поверхностной полиоксидной структуры твердого сплава, сформированной в процессе его нагревания, строят эталонную корреляционную зависимость "исходный параметр - износостойкость", выполняют статистический контроль только величины исходного параметра для текущей партии твердосплавных режущих инструментов. После этого прогнозируют износостойкость для текущей партии инструментов на основании зависимости:

где Т(текущее), мин - износостойкость в минутах - среднее прогнозируемое время безаварийной работы твердосплавных режущих инструментов, подвергающихся испытаниям, из текущей партии образцов;
Т(эталонное), мин - средняя износостойкость в минутах для твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
τ(эталонное), пс - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
τ(текущее), пс - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из текущей - контролируемой партии. В качестве исходного параметра при этом используют величину времени жизни позитронов, внедренных в поверхность и приповерхностные слои твердых сплавов и производящих оценку электронной плотности их структуры. По величине электронной плотности прогнозируют износостойкость изготовленных режущих инструментов.
Основным недостатком данного способа является высокая организационная сложность в его осуществлении. Для реализации этого способа необходим радиоактивный источник. В соответствии с нормами для его обслуживания существуют высокие требования. Необходимо иметь специальное помещение для его хранения. Измерение соответствующих параметров и обработку полученных результатов могут производить только специально подготовленный и обученный персонал. С помощью данного способа производится оценка структуры на атомном уровне и не всегда сопоставление данных результатов с результатами получаемые по износостойкости приводит к точному прогнозу. Данный способ позволяет производить разбраковку - прогнозировать износостойкость твердых сплавов близких по виду и степени дефектности структуры. Сравнение структур сильно различающихся по виду и степени дефектности дает достаточно заметные погрешности в прогнозе износостойкости твердосплавных режущих инструментов. Вследствие этого данный способ прогнозирования износостойкости не совсем точно характеризует эксплуатационные свойства, предопределяемые степенью дефектности структуры, что в итоге снижает степень тесноты корреляционной связи между исходным параметром и износостойкостью режущих инструментов. Тем не менее, данный способ контроля информативно отражает эксплуатационное состояние поверхностной структуры инструментального материала, что важно для установления связи между данной характеристикой и адгезионным износом, в большой степени зависящим от вида и степени дефектности поверхностного слоя, и мы выбираем его в качестве прототипа.
Техническим результатом предлагаемого способа прогнозирования износостойкости твердосплавных вольфрам - кобальтовых режущих инструментов группы применяемости К является повышение точности и снижение трудоемкости при прогнозировании износостойкости твердосплавных режущих инструментов.
Прогнозирование основано на тесной корреляционной зависимости между износостойкостью и коэффициентом диффузного отражения полихроматического света, регистрируемого в видимой области оптического спектра от сложного полупроводникового полиоксидного образования, которое формируется на контактных поверхностях твердосплавных режущих инструментов в процессе резания сталей и сплавов или в результате окисления в электрической муфельной печи. С увеличениемсуммы коэффициентов отражения от полиоксидного образования в области длин волн λ=470±20 нми λ=690±20 нм износостойкость твердосплавных режущих инструментов группы применяемости К, при резании ими сталей и сплавов, вызывающих интенсивный адгезионный износ, возрастает.
Указанный результат при прогнозировании износостойкости твердосплавных режущих инструментов группы применяемости К в предлагаемом способе решается путем использования выбранного исходного параметра и включает: проведение эталонных испытаний на износостойкость в процессе резания материалов при оптимальной или близкой к ней скорости резания, проведение испытания на изменение величины исходного параметра, физико - химические характеристики которого зависят от свойств поверхностной и объемной структуры, сформировавшейся в процессе изготовления твердосплавного режущего инструмента, построение эталонной - корреляционной зависимости «износостойкость - исходный параметр», статистический контроль только величины исходного параметра у текущей партии твердосплавных режущих инструментов, прогнозирование износостойкости для текущей партии режущих инструментов на основании зависимости:

где аЭ и вЭ - постоянные коэффициенты:

из них:
Тпт - текущая износостойкость в минутах для твердосплавных режущих инструментов, подвергшихся испытаниям, из прогнозируемой текущей партии твердосплавной продукции;
Wпт - текущее значение выбранного исходного параметра, полученное при контроле твердосплавных режущих инструментов из текущей - контролируемой партии твердосплавной продукции;
 и
и  - износостойкость в минутах для двух независимых выборок сменных твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
- износостойкость в минутах для двух независимых выборок сменных твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
 и
и  - среднее значения величин выбранного исходного параметра, полученные при контроле двух независимых выборок образцов твердосплавных режущих инструментов из эталонной партии твердосплавной продукции.
- среднее значения величин выбранного исходного параметра, полученные при контроле двух независимых выборок образцов твердосплавных режущих инструментов из эталонной партии твердосплавной продукции.
В качестве исходного параметра используют сумму коэффициентов диффузного отражения полихроматического света в области длин волн λ=470±20 нм и λ=690±20 нм от полиоксидного образования, формирующегося на поверхности твердосплавных режущих инструментов, при их нагревании, после испытания на износостойкость, в электрической печи, с увеличением которого износостойкость твердосплавных режущих инструментов группы применяемости К возрастает.
В качестве твердосплавных режущих инструментов используют твердосплавные режущие пластины.
В качестве твердосплавных режущих инструментов из эталонной партии используют твердосплавные режущие инструменты из предыдущей партии приобретенной продукции.
Между свойствами полиоксидной структуры, формирующейся, на контактных поверхностях твердосплавных режущих инструментов группы применяемости К, при резании ими материалов, вызывающих интенсивный адгезионный износ, и их износостойкостью имеется тесная корреляционная связь. Это подтверждается измерениями оптических свойств полиоксидных структур и износостойкости режущих инструментов.
В данном изобретении установлено, что интенсивность диффузного отражения полихроматического кванта света от поли оксидной полупроводниковой структуры, полученной при окислении твердых сплавов, и регистрируемой в видимой области оптического спектра для длин волн в области λ=470±20 нм и λ=690±20 нм, тесным образом связана с износостойкостью твердосплавных режущих инструментов группы применяемости К при резании ими сталей и сплавов вызывающих интенсивный адгезионный износ.
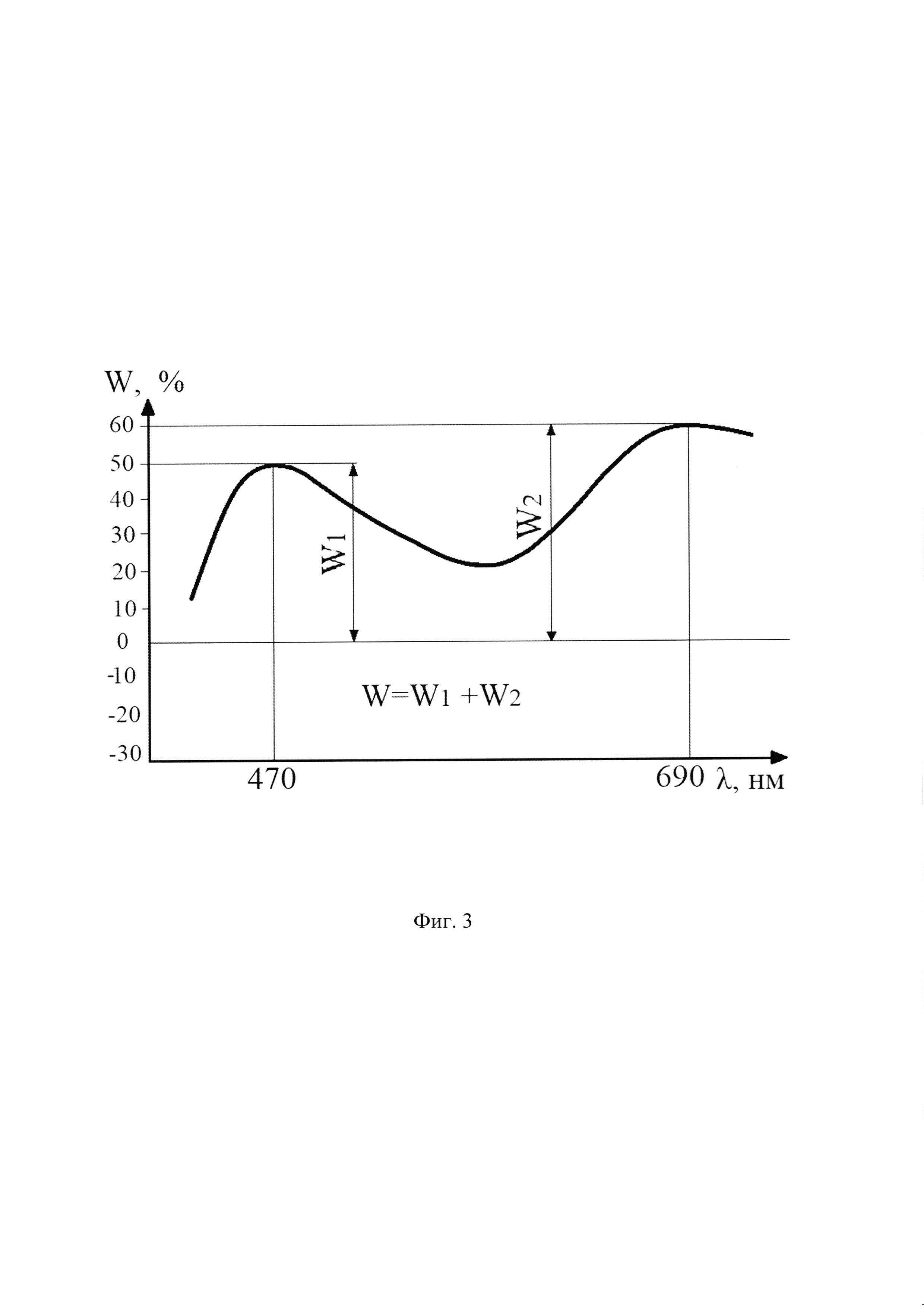
Полоса с длиной волны равной 470±20 нм в максимуме характеризует отражательную способность, формирующихся в зонах контакта кобальтовых оксидов, а полоса с длиной волны равной 690±20 нм характеризует отражательную способность, формирующихся при окислении вольфрамовых оксидов. За параметр, фиксируемый свойства полиоксидных структур принимали сумму интенсивностей отражения W=W1+W2 в области длин волн оптического спектра с λ=470±20 нм и λ=690±20 нм. С увеличением суммы W=W1+W2 между отражениями в области длин волн оптического спектра с λ=470±20 нм и λ=690±20 нм износостойкость режущих инструментов возрастает.
Данное обстоятельство связано с тем, что увеличение интенсивности отражения полихроматического света от поверхностной полупроводниковой полиоксидной структуры связано с изменением ее кристаллохимических и технологических свойств. Увеличение коэффициента отражения обусловлено трансформацией полиоксидной структуры в сторону, обеспечивающей у нее в большей мере свойств, способствующих экранированию межмолекулярных взаимодействий контактирующих поверхностей и, в большей мере, обеспечивающих твердую смазку. Наоборот, снижение коэффициента отражения обусловлено трансформацией полиоксидной структуры в сторону, снижающей у нее свойства, которые обеспечивали бы экранирование межмолекулярных взаимодействий контактирующих поверхностей и обеспечивали твердую смазку.
Свет галогеновой лампы спектрометра, направленный на диагностируемую поверхность полиоксидной структуры, может, в зависимости от ее состояния подвергаться в большей или меньшей мере отражению.
Если энергия квантов лампы с частотами колебания световых волн, находящихся в видимом диапазоне не достаточна для возбуждения электронов полиоксидной поверхности, находящихся в валентной зоне и переходы из валентной зоны в зону проводимости данного полупроводникового образования становятся невозможными, то эти кванты отражаются. Каждая диагностируемая полиоксидная структура может иметь в силу различных причин тот или иной диапазон разброса кристаллохимических свойств. Вследствие этого отражательная способность может реализоваться не одинаково и будет для каждой отдельной измеряемой полиоксидной структуры (для каждого из диагностируемых образцов) различной.
На процессы отражательной способности полиоксидного образования большое влияние могут оказывать характер окисления твердых сплавов и примеси, входящие в компоненты твердосплавной композиции и переходящие при ее окислении в полиоксидную структуру.
В состав карбида вольфрама входят такие примеси как углерод, сера, фосфор, алюминий, железо, кремний, молибден, натрий, кальций, магний, мышьяк, никель, кадмий, олово, цинк, бериллий, медь, свинец, сурьма. В состав кобальта входят: сера, углерод, медь, никель, железо, марганец, фосфор, мышьяк, кремний, алюминий, цинк, свинец, кадмий, магний, сурьма, висмут, олово.
Данные примеси образуют с вольфрамом и кобальтом твердые растворы, как по правилам замещения, так и внедрения. При окислении контактных поверхностей данные примеси переходят в оксидную форму, образуя простые, сложные и комплексные оксидные формирования. У оксидных структур примеси образуют в запрещенной зоне энергетические уровни. Наличие локальных уровней способствует в условиях наличия электрических, тепловых и других физических или химических градиентов, возникающих в зонах контакта перемещению электронов из одной зоны, определяющих их энергетическое состояние в другую. В данном случае, например, образованные примесями энергетические уровни способствуют передвижению электронов из валентной зоны в зону проводимости. Движение электронов из одной энергетической зоны в другую тесно связано, как с поглощением световых квантов, так и с отражательной способностью полиоксидных структур, а также теплопроводностью, температуропроводностью, теплоемкостью и другими физическими и химическими характеристикам значительно влияющими на износостойкость твердосплавных режущих инструментов. С увеличением степени легирования и образования в запрещенной зоне серии энергетических уровней вероятность участия квантов света в возбуждении электронной системы и инициирования перехода электронов внутри зон, а также из валентной зоны в зону проводимости возрастает. В рассматриваемом случае поглощение световых квантов будет возрастать, а отражательная способность поверхностного полиоксидного образования и износостойкость твердосплавных режущих инструментов при резании ими сталей и сплавов, вызывающих интенсивный адгезионный износ, будут снижаться.
Наоборот, с уменьшением степени легирования полиоксидного образования уменьшается плотность электронных состояний в запрещенной зоне, снижается поглощение световых квантов полиоксидной поверхностью, увеличивается отражательная способность у поверхностного полиоксидного образования и соответственно возрастает износостойкость твердосплавных режущих инструментов при резании ими сталей и сплавов, вызывающих интенсивный адгезионный износ снижаются.
Примеси, входящие в структуру решеток оксидов вольфрама или кобальта увеличивают уровень кристаллографической дефектности полиоксидной полупроводниковой массы. Величина искажения кристаллической решетки конкретного оксида зависит от соотношения радиусов примесного и основного ионов. Образование дефектов происходит в атомной и электронной системе. Дефекты в виде атомов замещения и внедрения, вакансий и их комплексов, электронов, положительно заряженных дырок и экситонов также могут приводить к повышению поглощения световых квантов и, наоборот, к снижению отражательной способности у полиоксидной поверхности. Падающие на дефектную диагностируемую поверхность световые кванты в большей мере будут поглощаться, вызывая тепловые, химические или механические эффекты и, в меньшей мере будут отражаться структурой.
Снижение отражающей способности у полиоксидной поверхности и рост способности поглощать световые кванты, связано с наличием в структуре центров захвата, создаваемых как единичными дефектами, так и их комплексами. Наиболее распространенным центром захвата в структуре оксида вольфрама является анионная вакансия, образованная в результате наличия в его кристаллической решетке примеси другого металла или отсутствия кислородного атома. Анионная вакансия при этом локализует в окрестности своего влияния свободный электрон.
Центром захвата в структуре оксида кобальта является катионная вакансия, образованная в результате наличия в кристаллической решетке примеси многовалентного элемента или наличия избыточного кислорода, локализовавшая дырку. Такой центр захвата может образоваться при участии примесного атома, в качестве которого может выступать сера, фосфор, мышьяк и др. Два объекта такого центра удерживаются за счет электростатических сил.
Анионная вакансия в оксиде вольфрама может иметь два электрона. Освобождающиеся квантами света галогеновой лампы электроны, в этом случае, мигрируют по кристаллу и захватываются другими центрами.
В различных вариантах полиоксидных структур могут при их формировании образовываться агрегатные центры захвата. Образующиеся при окислении вольфрама анионные вакансии, мигрируя по кристаллу, притягиваются к уже образовавшемуся комплексу анионная вакансия - электрон, принадлежащих одновалентной, двухвалентной и т.д. примеси. При формировании полиоксида в его структуре могут также образовываться центры захвата световых квантов, состоящие из нескольких элементарных центров анионная вакансия - электрон.
Взаимодействие двухвалентных примесных ионов и катионных вакансий за счет кулоновского притяжения приводит к ассоциации их в примесно - вакансионные диполи. Свойства данных центров захвата световых квантов зависят от температуры их образования, концентрации примеси, а также скорости нагрева и охлаждения полиоксида.
В полиоксидном поверхностном образовании могут также формироваться центры захвата, состоящие из комбинации анионная вакансия - электрон и примесно -вакансионного диполя. Причем основное влияние на центр захвата анионная вакансия - электрон оказывает катионная вакансия, компенсирующая заряд примеси.
Рост концентрации данных дефектов может усиливать поглощающую способность полиоксидной структуры и ослаблять способность к отражению световых квантов. Снижение концентрации дефектов может привести к обратным результатам.
В оксиде кобальта центры захвата образуют примеси ионов двухвалентного металла и катионные вакансии основного элемента. Снижение или увеличение данных дефектов также будет оказывать влияние на процессы поглощения и отражения, а соответственно на свойства полиоксидной структуры и на износостойкость режущих инструментов группы применяемости К, при резании ими материалов, вызывающих интенсивный адгезионный износ.
Большое влияние на процессы поглощения световых квантов могут оказывать примесные ионы цинка и кадмия. Причем процессы захвата световых квантов в данном случае в большой степени будет зависеть от режимов тепловой обработки полиоксида, содержащего указанные двухвалентные примеси - скорости нагрева и охлаждения. Ионы цинка и кадмия могут активно участвовать в восстановительных реакциях и являться эффективными ловушками для электронов. Увеличение данных примесей приводит к росту интенсивности поглощения световых квантов и снижению отражательной способности. Наоборот, снижение концентрации цинка и кадмия в полиоксиде может приводить к увеличения отражения световых квантов.
Примесь марганца, входящая в состав оксида кобальта образует с дефектами структуры несколько эффективных центров захвата световых квантов и значительно снижающих отражательную способность полиоксидной поверхности. Ионы марганца встраиваются в решетку оксида кобальта, и образует ассоциативное соединение с катионными вакансиями. Световые кванты захватываются также ионами двухвалентного марганца, входящими в состав примесно - вакансионных диполей. Эффективным центром захвата и снижения отражательной способности у полиоксидной поверхности является объединение атома марганца, несколько смещенного от центра анионной вакансии принадлежащей оксиду вольфрама. Данный дефект образуется при захвате атомом марганца анионной вакансии. Центром захвата так же может быть объединение атома марганца с катионной вакансией в оксиде кобальта. Центры захвата с участием марганца могут интенсивно формироваться при высоких температурах в результате разрушении центров захвата - «анионная вакансия - локализованный электрон». При снижении концентрации марганца и тех дефектов, которые образуются с его участием, отражательная способность полиоксидной поверхности может возрастать.
Эффективными центрами захвата квантов света могут стать примеси железа, кобальта, никеля и меди. Этому способствует то, что ионы данных элементов входят в решетки компонентов полиоксида с различными валентностями.
На границах оксидных фаз образуются сложные оксидные образования. Объединение оксида железа, кобальта или никеля с вакансиями и дивакансиями также могут являться эффективными центрами захвата.
Ионы олова и свинца являются эффективными центрами захвата квантов света. Вместе с тем примеси ионов свинца резко подавляют создание центров захвата типа «анионная вакансия - локализованный электрон».
Примерно половина примесей ионов свинца входящих в оксид вольфрама и в оксид кобальта могут присутствовать в виде изолированных диполей, а остальные - в виде небольших агрегатов или изолированных ионов свинца, компенсация заряда которых обеспечивается ионами кислорода или других случайных примесей. Уменьшение поглощение и рост отражения может происходить с изменением зарядового состояния данной примеси. Интенсивность поглощения уменьшается, когда термически могут разрушаться центры катионная вакансия - электрон и увеличивается концентрация центров анионная вакансия - электрон.
Рассеяние квантов света на нейтральных атомах примеси может проявляться значительно слабее, чем рассеяние на ионах примеси. Однако при низких температурах, когда производится измерение отражательной способности, этот механизм рассеяния играет заметную роль. Рассеяние квантов света может, также происходить на нарушениях решетки, вносимых дислокациями.
Электроны и дырки в качестве свободных носителей заряда также могут активно участвовать в поглощении световых квантов при диагностике полиоксидной поверхности с помощью спектрометра и оказывать влияние на ее отражательные характеристики.
Свободные носители заряда могут переходить в разрешенной зоне с одного энергетического состояния на другое под действием сколь угодно малого возмущения оказываемого световыми квантами. Это подтверждается тем, что спектр состояний в разрешенных зонах является непрерывным. Вследствие этого свободные носители в зонах могут поглощать световые кванты с непрерывно изменяющейся энергией. С ростом концентрации свободных носителей заряда и квадрата длины волны падающего света на полиоксидную поверхность ее поглощающая способность возрастает, а отражательная соответственно снижается. Большое влияние на процессы поглощение - отражение оказывает сам механизм рассеяния световых квантов. Рассеяние может происходить на акустических фононах, на оптических фононах, а также на ионизованной примеси. Реализация рассеяния может идти преимущественно по одному механизму, двум, или по всем одновременно. В общем случае, когда имеют место все типы рассеяния, коэффициент поглощения свободными носителями заряда равен сумме всех.
Поглощение световых квантов, испускаемым спектрометром, приводящее к ионизации или возбуждению примесных центров в кристалле относится к механизму примесных поглощений. В итоге будет наблюдаться непрерывная полоса поглощения, вызываемая переходами электронов с энергетических уровней примеси в зону проводимости или переходами электронов валентной зоны на примесные уровни. С ростом поглощение по примесному механизму соответственно приведет к снижению интенсивности отражения. И наоборот, снижение поглощения по примесному механизму соответственно приведет к увеличению интенсивности отражения.
Поглощение световых квантов поли оксидом, связанное с возбуждением колебаний кристаллической решетки относится к решеточному поглощению. Диагностируемое с помощью спектрометра полиоксидное соединение состоит из оксидов различного типа, атомы которых взаимодействуют, в том числе, и за счет ионной составляющей химической связи. Поэтому оксидные соединения можно рассматривать как электрические диполи. Наиболее сильное поглощение световых квантов будет иметь место, когда их частота сравняется с частотой собственных колебаний ионов. При неизменной частоте световых квантов излучаемых спектрометром, поглощение будет осуществляться оксидами только такого состава и строения, частота собственных колебаний которых будет соответствовать частоте диагностирующего поверхность светового потока. В данном случае, при диагностике полиоксидной поверхности может реализовываться, как преимущественное поглощение, так и преимущественное отражение световых квантов.
Материалы, вызывающий интенсивный адгезионный износ обрабатываются твердосплавными группы применяемости К режущими инструментами. Интенсивность адгезионных процессов зависит от уровня межмолекулярного взаимодействия контактирующих поверхностей режущего и обрабатываемого материала. С ростом уровня межмолекулярного взаимодействия износ возрастает, наоборот, если уровень межмолекулярного взаимодействия падает, то и износ снижается. Тонкие пленки поли оксидов, формирующиеся в зонах контакта снижают в большей или в меньшей мере уровень межмолекулярного взаимодействия в зонах контакта. Большое влияние на свойства полиоксидных пленок оказывают примеси, образующие в структуре различные атомные и электронные дефекты и их комплексы. Силы межмолекулярного взаимодействия между контактирующими поверхностями зависят от состава и свойств полиоксидных структур, формирующихся в межконтактном пространстве. От состава и свойств полиоксидных структур зависит в итоге и интенсивность износа режущих инструментов группы применяемости К, при обработке материалов, вызывающих интенсивный адгезионный износ. Силы межмолекулярного взаимодействия имеют электростатическое происхождение. Силами межмолекулярного взаимодействия являются дисперсионные, ориентационные и индукционные составляющие. Вероятность их проявления возрастает при значительном сближении контактных поверхностей режущих и обрабатываемых материалов. Это особенно имеет место при обработке хромоникелевых сталей и сплавов. В результате действия этих сил, в зонах фактического контакта могут образовываться ковалентная, ионная, металлическая связи, или их комбинации. Как правило, связи возникают не между самими твердыми телами, а между телами, разделенными полиоксидными пленками, различными по толщине, строению и свойствам. Поли оксидные структуры, в зависимости от их свойств, в той, или иной мере препятствуют межмолекулярному взаимодействию Прочность, образующихся связей межмолекулярного взаимодействия зависит, как от характера взаимодействия внутри полиоксидной структуры, так и от взаимодействия полиоксидной структуры с металлическими поверхностями. При этом, прочность образующейся связи зависит от прочности связей в самом полиоксидном образовании, и от прочности связи данного полиоксида с металлической поверхностью, каждой из контактирующих твердых тел.
Образующаяся в зонах контакта полиоксидная пленка, в зависимости от различных факторов ее образования может иметь различный стехиометрический состав и дефектность. В соответствии с составом и дефектностью структуры происходит и перестройка электронных оболочек атомов и молекул у поли оксида.
Вследствие этого у разных испытуемых образцов уровень межмолекулярного взаимодействия может быть различным. Твердофазные реакции между контактирующими телами будут заканчиваться с большим или меньшим изменением величины сил, формирующих межмолекулярные связи.
Химическую связь в поли оксиде могут формировать ковалентная, ионная и металлические виды взаимодействия атомов. В зависимости от состава полиоксидной пленки процентное соотношение указанных связей в образовании полиоксидной структуры может быть различным. В формировании контакта между пленкой и металлическими контактными поверхностями могут участвовать также ковалентная, ионная и металлическая связи. Однако, процентное соотношение, с одной стороны между ионной и ковалентной, а с другой стороны металлической является различным. В самой полиоксидной структуре преобладает ковалентная и ионные связи, а между металлическими поверхностями и полиокидной структурой металлическая. Каждая из этих, образовавшихся связей, определяет в итоге большую или меньшую прочность (на разрыв) между поверхностями. Чем меньше прочность образующихся связей, тем меньше разрушение контактных поверхностей и тем больше износостойкость режущих инструментов и наоборот.
Примеси, входящие в полиоксидную структуру повышают ее когезионную прочность. Вследствие этого может изменяться и уровень межмолекулярного взаимодействия, как в самой полиоксидной структуре, так и непосредственно, с металлическими контактными поверхностями. Соотношение прочности взаимодействия полиоксидной пленки с твердосплавной поверхностью и с поверхностью обрабатываемого материала, несомненно, определяется составом и свойствами полиоксидной пленки и оказывает большое влияние, как на прочность образующейся межмолекулярной связи, так и, в итоге, на износостойкость режущих инструментов.
При низкой способности полиоксидной пленки экранировать межмолекулярные взаимодействия контактирующих поверхностей в зонах контакта могут проявляться чрезвычайно высокие межмолекулярные взаимодействия, перерастающие в сильные адгезионные явления, сопровождаемые микро сварочными процессами.
Преобладание в пленке определенных примесей может привести к снижению или повышению дисперсионных сил и соответственно к повышению или снижению межмолекулярного взаимодействия. С ростом в составе полиоксида атомов с большим числом наружных электронов дисперсионное взаимодействие непосредственно в полиоксдной структуре и с металлическими контактными поверхностями будет возрастать и, наоборот, с ростом в составе полиоксида атомов с небольшим числом наружных электронов приведет к снижению уровня дисперсионного взаимодействия.
Движущей силой повышения или снижения дисперсионных сил является повышение или снижение вероятности образования определенного вида химической связи.
В полиоксидном образовании проявляется также действие ориентационных сил, которые также оказывают влияние на межмолекулярные взаимодействия. Ориентационные силы возникают между двумя или несколькими отдельными оксидными молекулами простого или сложного состава, например между WO3 и СоО или Co3WO4 и СоО, или Co3WO4 и WO3 и т.д., создающими дипольные моменты в своей структуре от различных внешних воздействий. В зависимости от состава молекул и их свойств возникающие ориентационные силы могут быть разнообразными по своему проявлению. При участии в создании дипольных моментов различных по стехиометрии оксидов вольфрама и кобальта, а также при наличии или отсутствии в составе полиоксида определенных примесных оксидов картина поля ориентационных сил может резко усложняться.
Оксиды вольфрама и кобальта могут иметь различную степень стехиометрии и создавать, вследствие этого различные дипольные моменты. С ростом дипольного момента ориентационные силы будут возрастать. Будет увеличиваться межмолекулярное взаимодействие в поли оксидной структуре. Соответственно межмолекулярное взаимодействие между металлическими контактными поверхностями режущих инструментов и обрабатываемым материалом, разделенных поли оксидной структурой, также будет возрастать. Это может привести к усилению адгезионных явлений в зонах контакта, к интенсификации микроразрушений и к снижению износостойкости режущих инструментов. Со снижением уровня действия ориентационных сил, произойдет снижение межмолекулярного взаимодействия, адгезионных процессов в зонах контакта, и повышение износостойкости режущих инструментов.
На межмолекулярные силы могут оказывать влияния и неполярные оксидные образования, находящиеся в составе полиоксида, в том случае, если они от взаимодействия с другими полярными образованиями приобретают способность к поляризации. Вследствие этого могут возникнуть наведенные или индуцированные диполи. С повышением вероятности таких событий ориентационные и соответственно молекулярные взаимодействия, как в самой полиоксидной структуре, так и между контактирующими поверхностями будут увеличиваться. Так, в составе, формирующегося поли оксида, возникают и полярные и неполярные оксидные структуры. Однако, если неполярные оксидные образования, в том числе и примесного состава подвергаются при некоторой температуре поляризации, то и они будут вносить вклад в формирование межмолекулярных сил. С ростом ориентационных сил в поли оксидной структуре ее когезионная прочность и прочность ее взаимодействия с металлическими поверхностями режущего инструмента и обрабатываемого материала будет возрастать, а износостойкость режущего инструмента снижаться и наоборот.
Таким образом, силы межмолекулярного взаимодействия, в большой степени, зависят от состава и свойств, формирующихся в межконтактной области полиоксидных структур. С изменением состава и свойств полиоксидных структур изменяется характер межконтактного взаимодействия, изменяется интенсивность межмолекулярных взаимодействий между контактными поверхностями, изменяется характер адгезионных явлений, и соответственно износостойкость твердосплавных режущих инструментов.
Как показали спектрометрические измерения между составом и свойствами поли оксидных структур, отражающих износостойкость режущих инструментов и интенсивностью диффузного отражения, светового потока, проявляющегося в видимой области спектра, при длинах волн λ=470±20 нм и λ=690±20 нм имеется довольно тесная корреляционная связь.
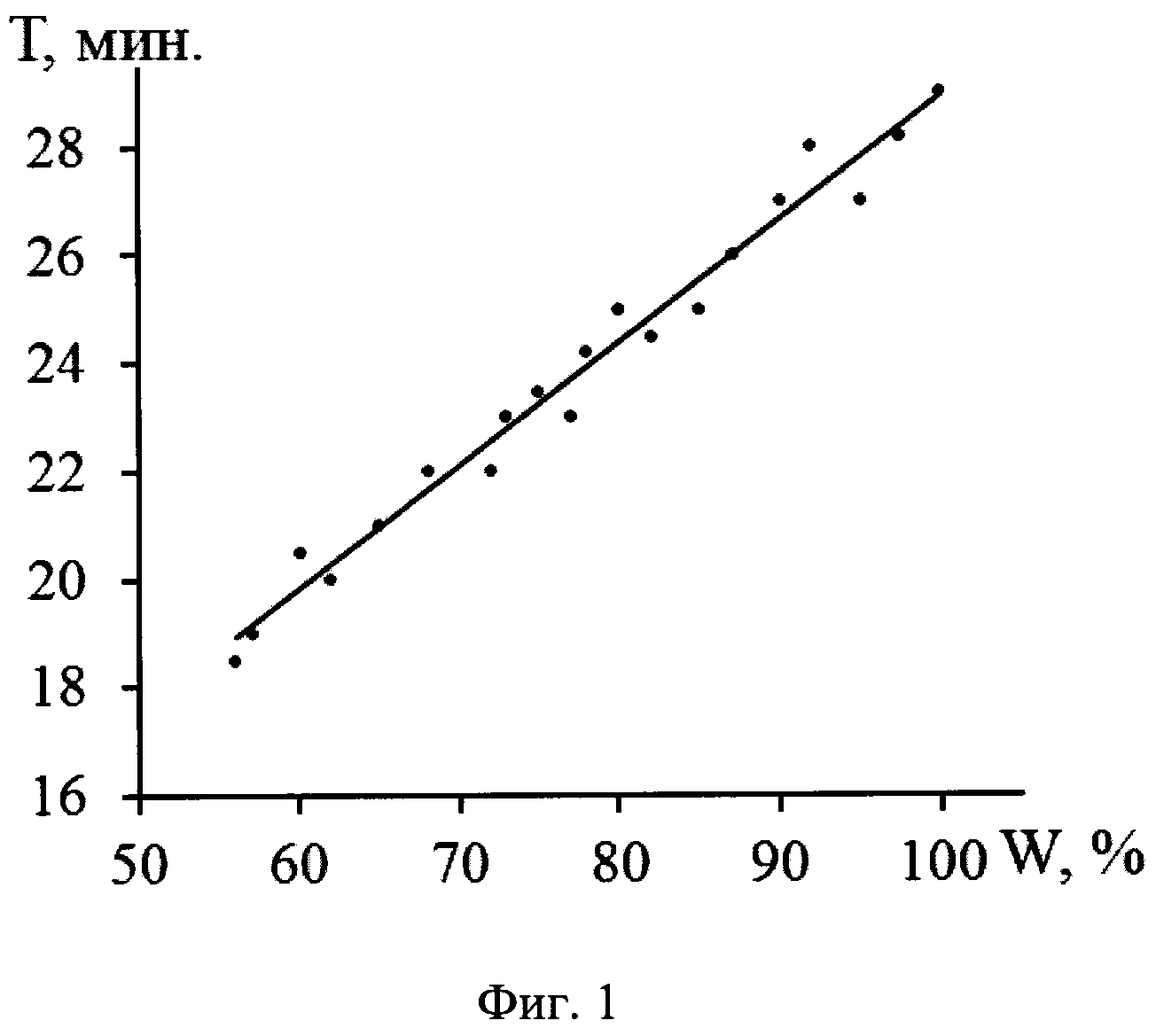
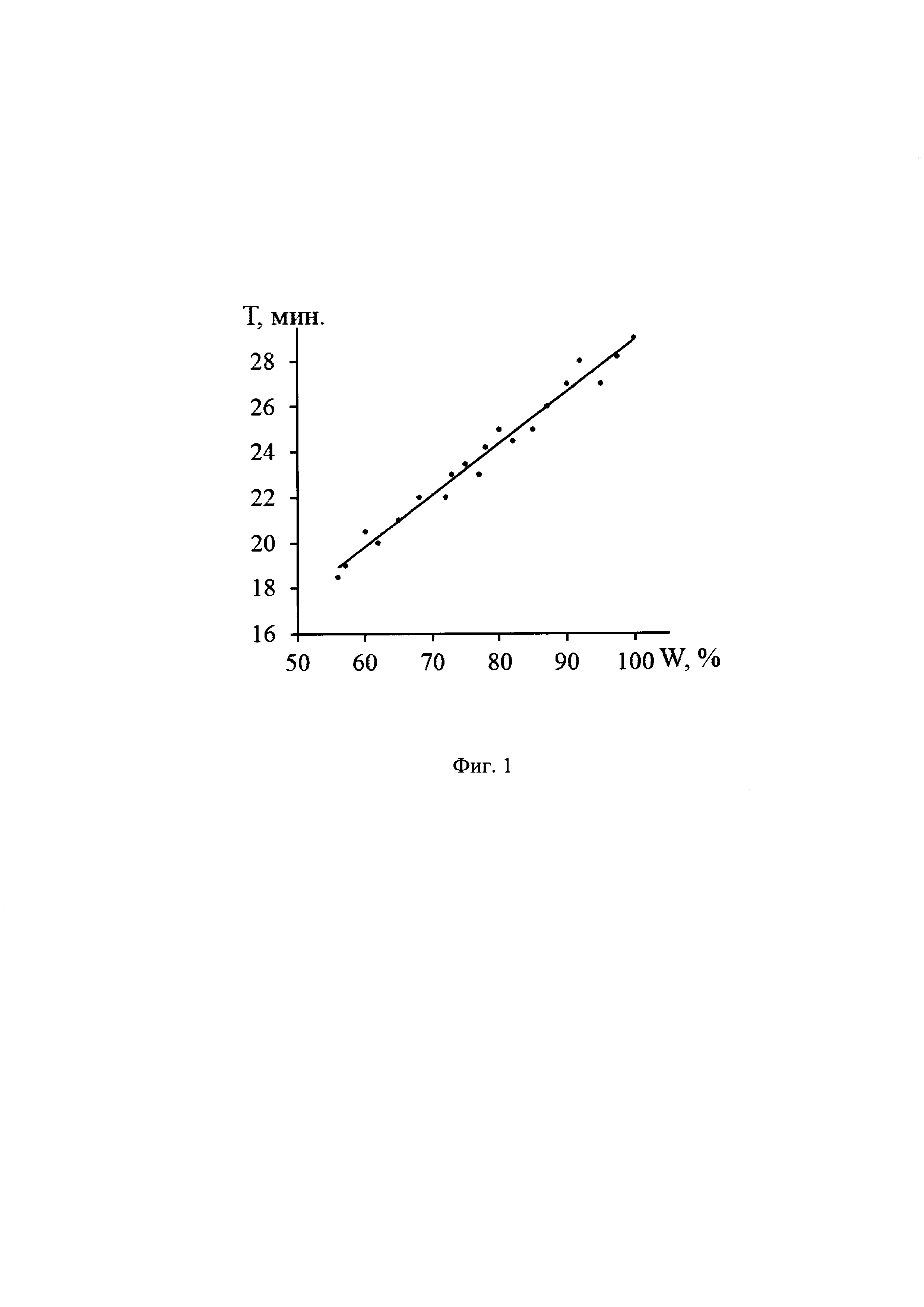
На фиг. 1 представлена зависимость износостойкости твердосплавных режущих инструментов группы применяемости К при резании стали, вызывающей интенсивный адгезионный износ от интенсивности отражения светового потока от полиоксидной поверхности.
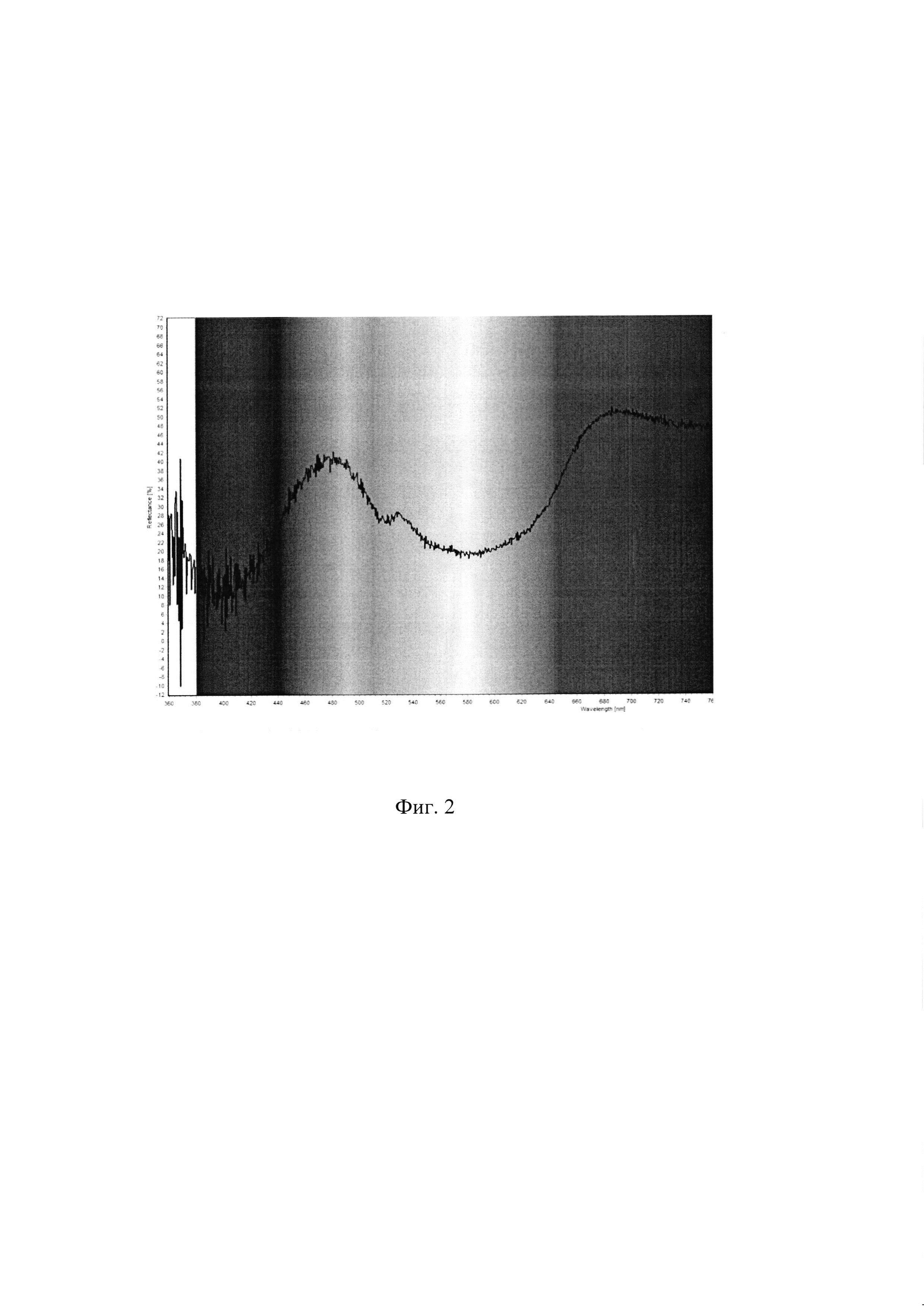
На фиг. 2 представлен типичный спектр диффузного отражения светового потока от полиоксидной структуры.
На фиг. 3 представлена графическая зависимость для определения величины исходного параметра - суммы коэффициентов интенсивности диффузного отражения.
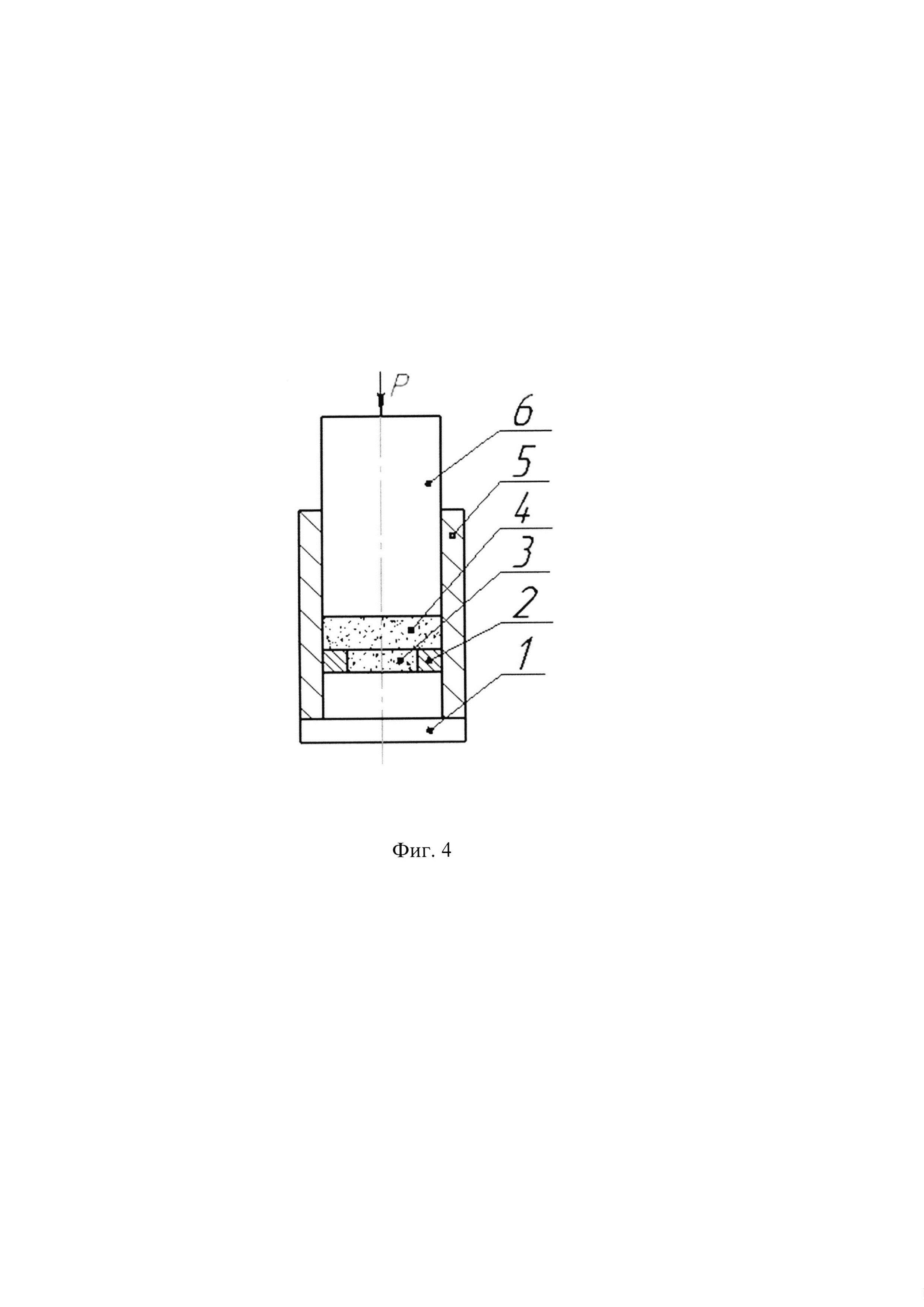
На фиг. 4 представлена пресс форма, необходимая для получения опытных образцов.
Порядок реализации способа следующий.
Сначала производятся стойкостные испытания твердосплавных режущих инструментов группы применяемости К, при резании ими материалов, вызывающих интенсивный адгезионный износ. Одним из материалов, вызывающим интенсивный адгезионный износ является хромоникелевая сталь аустенитного класса марки 12Х18Н10Т ГОСТ 5949-75 и она применялась в качестве обрабатываемого материала. Стойкостные испытания производили на токарном станке модели 163. Скорость резания при испытаниях оставалась постоянной и составляла 70 м/мин. Скорость движения суппорта с режущим инструментом (подача) составляла 0,2 мм/об. Глубина резания составляла 1,5 мм. В качестве критерия затупления выбирали высоту фаски износа режущего инструмента по задней поверхности, равную 0,4 мм. После проведения испытаний, все режущие инструменты, показавшие определенную износостойкость (это время безаварийной работы режущего инструмента до выбранного критерия затупления) устанавливали на керамическую платформу из огнеупорного материала, а саму платформу помещали в муфельную нагревательную печь. Температура нагревания твердосплавных режущих инструментов, помещенных во внутреннюю полость муфельной печи, составляла 800°С. Эта температура, примерно, соответствовала оптимальной температуре резания твердосплавным режущим инструментом группы применяемости К, выбранной для испытания - стали марки 12Х18Н10Т. Нагревание производилось в условиях открытого доступа в зону нагрева атмосферного воздуха. Следовательно, при нагревании происходило активное окисление поверхностей твердосплавных режущих инструментов. Продолжительность нагревания определяет объем, формируемой на поверхности режущих инструментов поли оксидной массы и составляет 2-4 часа. После этого активная работа печи прекращается. После остывания печи платформа с окисленными пластинками извлекается из ее внутреннего пространства. Сами твердосплавные режущие инструменты подвергаются очистке, от образовавшейся на их поверхности поли оксидной массы. Полученный таким образом поли оксидный материал, затем помещают в керамическую емкость и подвергают измельчению. Затем, измельченную поли оксидную массу, запрессовывали, с помощью гидравлического пресса в специальные металлические кольца. Процесс запрессовки порошка в металлические кольца - обоймы осуществляли в специально изготовленной пресс форме, представленной на фиг. 4, где 2 - металлическое кольцо - обойма, 3 - запрессованная полиоксидная масса, 4 - удаляемая оставшаяся после прессования полиоксидная масса, 5 - матрица пресс формы, 1 и 6 нижний и верхний пуансоны. Усилие прессования для всех образцов было постоянным и составляло 4000 кг. Напряжение при прессовании в итоге составляло примерно 20 кг/мм2. Диаметр запрессованной таблетки в итоге составлял - 15 мм, а высота - 5 мм. После прессования пресс форма разбиралась, а металлическое кольцо - обойма - 2 с запрессованной полиоксидной массой 3 - со стороны верхнего пуансона 6 - очищалась от оставшейся (не вошедшей в ее полость) полиоксидной массы - 4. Поверхность запрессованного поли оксида, со стороны нижнего пуансона, на следующем этапе подвергалась измерениям на оптическом спектрометре модели AvaSpec - 2048L на предмет получения информации о величине, отражающей у нее способности. Но, непосредственно перед испытаниями спектрометр подвергается калибровке по специальной программе и со специальными эталонными материалами. Калибровка спектрометра является необходимым условием перед измерением интенсивности величины диффузного отражения от поверхности полиоксидных образцов.
Измерение интенсивности диффузного отражения от поверхности полиоксидной массы, запрессованной в металлические кольца - 2, начинается с того, что сначала пронумерованные кольца с полиоксидной массой устанавливают на горизонтальную устойчивую плоскую поверхность. Затем, на диагностируемую поверхность полиоксидной массы устанавливается специальное устройство, принадлежащее спектрометру, интегрирующая сфера, имеющая пропускное окно. Световые кванты от источника света спектрометра по первому световоду поступают во внутреннюю полость интегрирующей сферы, интегрируются (фокусируются) ее поверхностью, а затем, через пропускное окно попадают на диагностируемую поверхность полиоксидной массы. Одна часть, попавших на поверхность световых квантов поглощается структурой полиоксидной массы. Другая часть отражается. Какая доля световых квантов поглощается, а какая отражается - это зависит от состава и свойств полиоксидной структуры, ее стехиометрии, наличия примесей, состава примесей, дефектности, концентрации центров захвата и т.д. Отражаемая часть световых квантов вновь через пропускное окно попадает во внутреннюю полость интегрирующей сферы, интегрируется, в результате многократного отражения от ее поверхностей, попадает на свето приемник, и затем, по второму световоду, на дешифратор световой информации. Здесь световой поток преобразуется в электрический сигнал, который в итоге поступает в компьютер спектрометра. Имеющееся специальное программное обеспечение компьютера позволяет преобразовывать электрические сигналы и представлять их в виде полос отражения светового потока в видимом диапазоне волн от 400 до 800 нм с максимумами, проявляющимися при длине волн λ=470±20 нм и λ=690±20 нм. Сумма интенсивностей отражения при указанных длинах волн W=W1+W2 бралась в качестве обобщающего параметра, характеризующего свойства полиоксидной структуры и прогнозируемую износостойкость режущих инструментов.
Пример осуществления способа прогнозирования износостойкости твердосплавных режущих инструментов. Сначала, полученные при выборке две партии, (принятые в качестве эталонных) в количестве по 10 штук каждая, твердосплавных режущих инструментов группы применяемости К марки ВК8 подвергаются испытаниям на износостойкость на токарно - винторезном станке модели 163. В качестве обрабатываемого материала использовалась аустенитная хромоникелевая сталь 12Х18Н10Т, вызывающая интенсивный адгезионный износ режущего инструмента. Скорость резания при испытаниях выбиралась, равной - 70 м/мин. Подача и глубина резания принимались соответственно 0,2 мм/об и 1,5 мм. Резание осуществлялось без охлаждения. За критерий затупления (потери режущих свойств) принимался износ режущих инструментов по задней поверхности, равный 0,4 мм.
Стойкость (Т1i) для образцов из 10 штук первой эталонной партии составила: 18,7; 20,2; 20,9; 21,7; 22,8; 23,5; 24,6; 25,7; 26,9; 28,4 мин. Среднее значение стойкости составило 23, 34 мин.
Стойкость (Т2i) для образцов из 10 штук второй эталонной партии составила: 19,7; 20,5; 22,0; 23,2; 24,0; 24,8; 25,7; 26,7; 27,6; 28,8 мин. Среднее значение стойкости составило 24, 30 мин.
Затем испытанные твердосплавные режущие инструменты подвергались окислению в открытой электрической печи. Температура нагревания составляла - 800°С. Продолжительность окисления составляла 3 часа. После окончания окисления необходимое количество, сформированной на твердосплавных режущих инструментах поли оксидной массы, отделялось от твердосплавной поверхности и подвергалось измельчению. Некоторое количество порошка помещалось в специальную пресс форму и подвергалось прессованию. Затем кольцо - обойму с запрессованной полиоксидной массой извлекали из пресс формы. Поверхность у кольца со стороны верхнего пуансона очищали, с помощью ножа, от неизрасходованной поли оксидной массы. Поверхность кольца с запрессованной полиоксидной массой, сформированной со стороны нижнего пуансона, подвергали измерению на спектрометре. У каждого кольца с запрессованной массой порошка, полученным таким образом, поверхность поли оксидной структуры, сформированной со стороны нижнего пуансона, подвергается измерениям на интенсивность отражения световых квантов. Рост интенсивности отражения сопровождается увеличением износостойкости твердосплавных режущих инструментов группы применяемости К, при резании ими материалов, вызывающих интенсивное адгезионное взаимодействие контактирующих поверхностей. Одновременно, рост отражательной способности указывает на то, что поглощение поверхностной поли оксидной структурой, падающего светового потока снижается. Снижение поглощающей способности предполагает изменение состава и свойств у полиоксидной структуры. Это в первую очередь сопровождается уменьшением степени дефектности структуры и возрастанием стехиометрии оксидов кобальта и вольфрама. Так же можно считать, что у полиоксидных структур, у которых увеличивается отражающая способность, одновременно снижается концентрация некоторых примесей. Примеси могут входить в оксидные вольфрамовую или в кобальтовую фазы, или, одновременно, в обе фазы.
Для первой партии режущих инструментов получили следующие данные по суммарному параметру интенсивности отражения светового потока от полиоксидной структуры для первой и второй полос, характеризующих центры захвата световых квантов, соответственно, оксидами кобальта и вольфрама в %: 56; 64; 67; 69; 73; 76; 81; 85; 91; 97.
Средняясуммарная интенсивность отражения световых квантов составила в процентах - %:75,90.
Для второй партии режущих инструментов получили следующие данные по суммарному параметру интенсивности отражения светового потока от полиоксидной структуры для первой и второй полос, характеризующих центры захвата световых квантов, соответственно, оксидами кобальта и вольфрама в %: 61; 65; 71; 76; 79; 73; 86; 90; 94; 99.
Средняясуммарная интенсивность отражения световых квантов составила в процентах %:80,40.
На основании полученных ранее результатов, по определению износостойкости твердосплавных режущих инструментов (Тмин), и суммарного значения интенсивностей отражения светового потока от поверхности полиоксидных структур, запрессованных в кольца - обоймы, полученных при измерении на спектроскопе, строится график зависимости «износостойкость - Т - суммарная интенсивность отраженного светового потока от полосы, характеризующей свойства оксида кобальта и полосы, характеризующей свойства оксида вольфрама. - W».
В соответствии с выше приведенными формулами определяют аэ и bэ., которые равны: аэ=0,210; bэ=7,148.
На фиг. 1 представлена зависимость износостойкости режущих инструментов из ВК8 группы применяемости К, соответственно, для выборок 1 и 2 при обработки ими аустенитной хромоникелевой стали 12Х18Н10Т от суммарной интенсивности отражения светового потока от диагностируемой поверхности у образцов. Для осуществления прогнозирования износостойкости у твердосплавных режущих инструментов последующей - текущей, (изготовленной или полученной) и предназначенной для потребления партии твердосплавной продукции, производят измерение только суммарную интенсивность отражения светового потока от поверхности полиоксидных структур - образцов, полученных из твердосплавных режущих инструментов, при их окислении в муфельной печи. Причем, дорогостоящие стойкостные испытания твердосплавных режущих инструментов не производят. Так, например, при прогнозировании износостойкости у очередной партии твердосплавных режущих инструментов группы применяемости К с применением спектрометра AvaSpec - 2048L были получены следующие значения суммарной интенсивности отражения в %: 59; 67; 69; 71; 74; 78; 83; 87; 94; 98. Среднее значение из полученных данных составило - 78. В соответствии с выше приведенными формулами, а также полученными ранее аэ и bэ определяют Тпт., которое равняется: Тпт=23,52 мин. Таким образом, прогнозируемая средняя износостойкость у текущей партии твердосплавных режущих инструментов составила 23, 52 мин.
При этом предварительные контрольные испытания износостойкости в процессе резания на металлорежущем станке показали следующие результаты по износостойкости: 20,2; 21,8; 22,4; 24,6; 25,0; 26,8; 27,4; 28,2; 28,4; 29,2: мин. Среднее значение составило 25,40 мин.
При осуществлении прогнозирования износостойкости для текущей партии твердосплавных инструментов отпадает необходимость проведения дорогостоящих и трудоемких испытаний на износостойкость, на металлорежущих станках. Способ обладает высокой точностью прогноза. Это происходит вследствие тесной корреляционной связи между суммарной интенсивностью отражения световых квантов от полиоксидной структуры у диагностируемых образцов и износостойкостью режущих инструментов, группы применяемости К, при резании ими материалов, вызывающих интенсивный адгезионный износ.
Степень корреляционной связи между износостойкостью твердосплавных режущих инструментов группы применяемости К и интенсивностью отражения световых квантов от поверхности полиоксидных образований, полученных при окислении этих твердосплавных режущих инструментов составила r=0,90.
Степень корреляционной связи между исходным параметром и износостойкостью режущих инструментов в соответствии с прототипом составила r=0,80. При сравнении данных прогноза износостойкости, полученных в соответствии с прототипом, по предлагаемому способу, а также в результате контрольных экспериментальных исследований износостойкости, выполненных в процессе резания аустенитной хромоникелевой стали 12Х18Н10Т выявлено, что результаты, полученные в соответствии с прототипом отличаются от контрольных испытаний на 15-20%, в то время как результаты, полученные по предлагаемому способу отличаются лишь на 5-10%.
Таким образом, предлагаемый способ контроля - прогнозирования износостойкости твердосплавных режущих инструментов может быть использован с достаточно высокой экономической эффективностью на предприятиях, изготавливающих или потребляющих твердосплавную продукцию.





Способ получения поливинилацетата
Устройство виброструйной магнитной активации жидкостей и растворов
Вакуумный выключатель тока
Способ получения мета-хлорбензгидрилмочевины(галодифа) с использованием магнитных наночастиц, модифицированных сульфогруппами
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Устройство для максимальной токовой защиты
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Солнечная установка
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ контроля внутреннего квантового выхода полупроводниковых светодиодных гетероструктур на основе gan
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов
Способ прогнозирования износостойкости твердосплавных режущих инструментов

