Результат интеллектуальной деятельности: Способ прокатки в валках с волнообразным профилем бочки
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке толстых листов и полос в черновой клети листопрокатного стана горячей прокатки.
Известен способ получения толстого листа из непрерывно-литого сляба в реверсивной клети стана 5000, на которой осуществляется черновая и чистовая прокатки в валках с гладкой бочкой (Эфрон Л.И. Металловедение в «большой» металлургии. Трубные стали – М.: Металлургиздат, 2012 – 696 с.). Недостатком этого способа прокатки в валках с гладкой бойкой является то, что в осевой зоне сляба литая структура недостаточно проработана, неметаллические включения и ликваты имеют строчечное расположение в металле вдоль оси проката, не достигается в связи с этим требуемый уровень физико-механических свойств изделий.
Известен способ получения листового проката, включающий периодическую прокатку заготовки с применением валков, на поверхности которых имеются чередующихся выступы и впадины, и последующую прокатку в валках с гладкой бочкой для получения плоской поверхности раската. Выступы и впадины на поверхности заготовки можно получать симметрично друг относительно друга или со смещением. (А.С. СССР № 358037 В 21 В 1/22, опубл. 03.11.1972).
Недостатком способа является то, что профилированные валки имеют выступы и впадины конической формы, что затрудняет полное заполнение металла полостей валка, поэтому невозможно получить однородную во всем объеме полосы степень деформации. Кроме того, способ не позволят контролировать уширение при прокатке, что также негативно сказывается на характере деформационной проработки металла.
Известен также способ продольной прокатки полосы с формированием на ее поверхности чередующихся выступов и впадин виде канавок, и ее последующую прокатку в валках с гладкой бочкой для получения плоской поверхности. Канавки выполняют пересекающимися, с образованием на поверхности раската выступов ромбической формы, причем шаг канавок превышает их глубину не менее чем в 3 раза. Их формирование осуществляется путем прокатки раската между двумя валками, на бочках которых выполнены геликоидальные ребра (патент РФ № 2427434 В 21 В 1/22, опубл. 27.08.2011).
Недостаток этого способа состоит в том, что способ не обеспечивает однородную деформационную проработку структуры металла во всем объеме, поэтому невозможно получить однородные структуру и физико-механические свойства изделий. Низкое качество получаемого проката, обуславливается также искажением формы его поперечного сечения вследствие наплывов на выходе из очага деформации.
Наиболее близким аналогом к предлагаемому изобретению является способ получения полосового проката, который осуществляется в профилированных валках с волнообразным профилем бочки в виде выступов и впадин цилиндрической формы. При обжатии в валках на поверхности заготовки формируются углубления шарообразной формы радиусом (0,013…0,015)D, глубиной (0,025…0,035)D, которые расположены на расстоянии друг от друга вдоль оси прокатки в пределах (0,04…0,65)D и в перпендикулярном направлении в пределах (0,052…0,055)D, где D диаметр валка (патент РФ № 2033867 В 21 В 1/02, опубл. 30.04.1995).
Недостатком прототипа является то, что способ ориентирован на повышение прочности проката путем разрывов полосчатой структуры в поверхностно слое слитка, и не позволяет активно воздействовать на характер деформационной проработки во всем объеме литой структуры заготовки. Кроме того, характер формирования углублений и выступов может быть причиной наплыва металла при последующем выравнивании поверхности заготовки в гладких валках.
Проблема, решаемая применением предлагаемого способа, является повышение качества проката путем создания условий для обеспечения знакопеременной деформации в очаге деформации при прокатке заготовки при минимальных изменениях размеров заготовки
Технический результат: однородная деформационная проработка литой структуры металла во всем объеме сляба при относительном обжатии за два прохода  = 15…20% и обеспечение знакопеременной деформации в условиях действия сжимающих напряжений.
= 15…20% и обеспечение знакопеременной деформации в условиях действия сжимающих напряжений.
Указанная проблема решается тем, что в заявляемом способе прокатки заготовки высотой h в первом проходе прокатки используют валок с продольно расположенными ребрами и впадинами цилиндрической формы, который позволяет сформировать на поверхности заготовки волнообразный профиль в виде последовательно расположенных выступов и углублений цилиндрической формы одинакового радиуса r, длины l и высоты hв. Причем высота hв выступа и углубления определяют в зависимости от высоты заготовки – hв  , а длина выступов и углублений – l
, а длина выступов и углублений – l hв, радиус же определяется исходя из их геометрии – r
hв, радиус же определяется исходя из их геометрии – r . Если значение hв будет меньше 0,75, то металл не заполняет углубления валка на первом этапе, что не позволит обеспечить равномерное распределение степени деформации при последующем обжатии заготовки в гладких валках. При прокатке заготовки с высотой выступов и углублений hв > 0,1 не удается обеспечить проникновение деформации в осевую зону слитка, при этом накопленная за два прохода прокатки степень деформация распределена по сечению заготовки неравномерно, что приведет к неоднородности механических свойств готового изделия.
. Если значение hв будет меньше 0,75, то металл не заполняет углубления валка на первом этапе, что не позволит обеспечить равномерное распределение степени деформации при последующем обжатии заготовки в гладких валках. При прокатке заготовки с высотой выступов и углублений hв > 0,1 не удается обеспечить проникновение деформации в осевую зону слитка, при этом накопленная за два прохода прокатки степень деформация распределена по сечению заготовки неравномерно, что приведет к неоднородности механических свойств готового изделия.
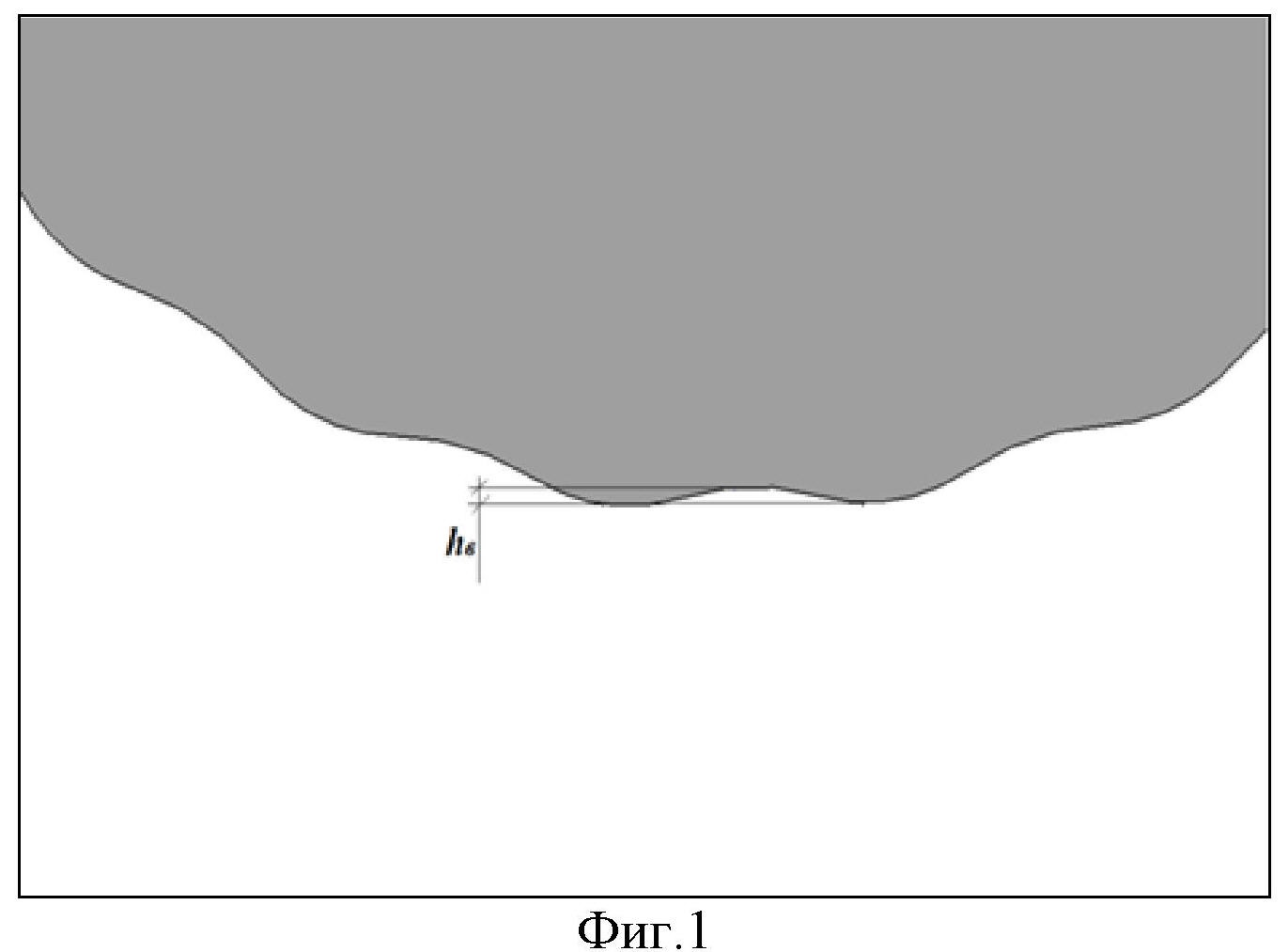
Профиль валка представлен на Фиг.1. На поверхности раската по всей длине формируются продольные высоты и углубления цилиндрической формы. Второй проход прокатки осуществляется в гладких валках, при обжатии в которых происходит выравнивание поверхности заготовки. При внедрении ребер валка металл течет в полости впадин валка. В последующем проходе в валках с гладкой бочкой, при выравнивании поверхности заготовки, металл течет в обратном направлении, обеспечивается знакопеременное течение металла при относительном обжатии за два прохода  = 15…20%.
= 15…20%.
Для обеспечения равномерного распределения степени деформации в объеме проката на поверхности заготовки 1 формируется волнообразный профиль в виде последовательно расположенных выступов и углублений цилиндрической формы одинакового радиуса r, длины l и высоты hв. При обжатии раската в валках с гладкой бочкой, на величину абсолютного обжатия равную  = 2hв, происходит выравнивание поверхности раската 2.
= 2hв, происходит выравнивание поверхности раската 2.
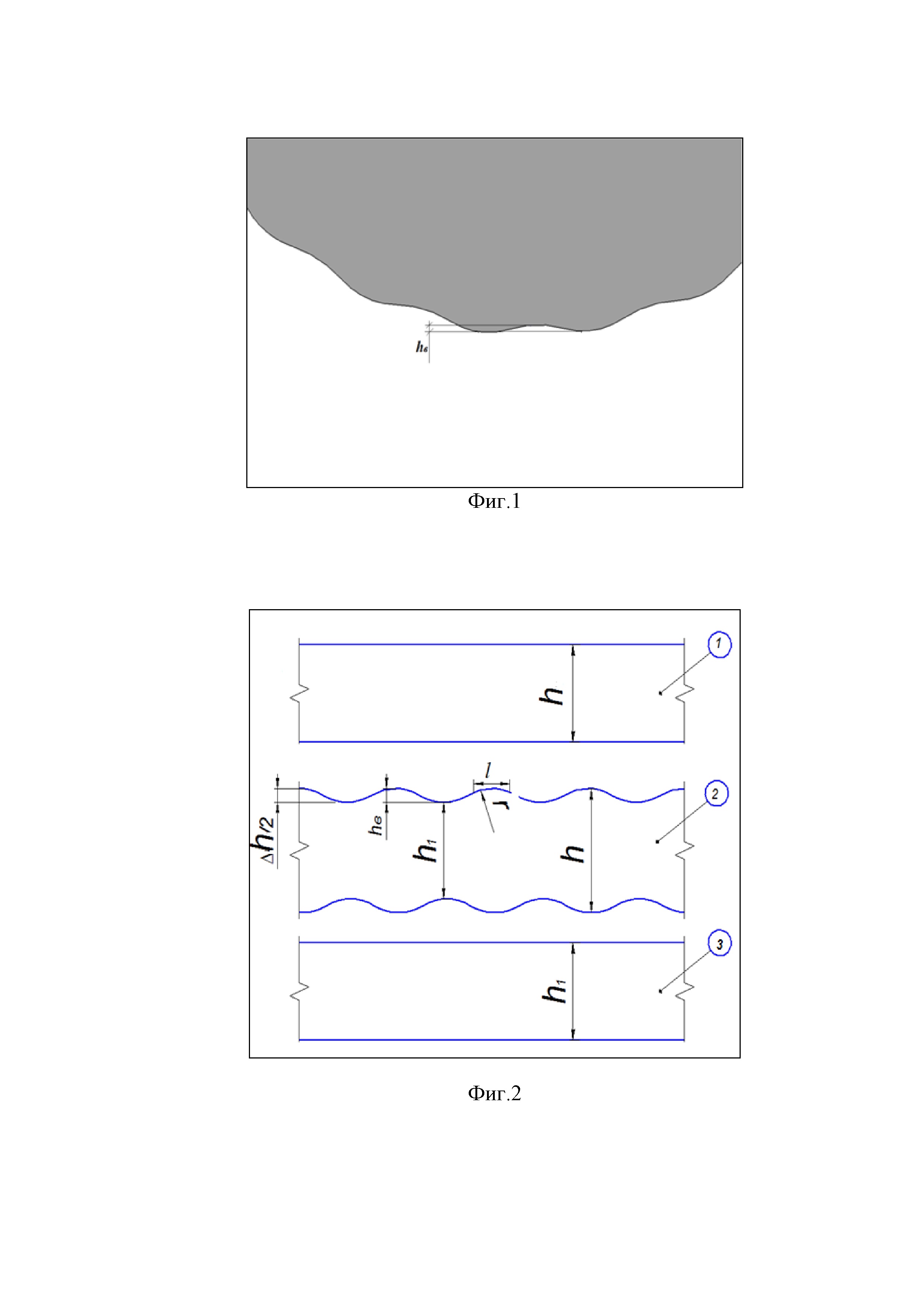
На фиг.2 представлена схема процесса горячей прокатки в два этапа, в соответствии с которой предлагаемый способ осуществляют следующим образом: предварительно нагретую литую заготовку 1 на первом этапе обжимают в валках с волнообразным профилем бочки и формируют на поверхности выступы и углубления цилиндрической формы поверхности с одинакового радиуса r, длины l и высоты hв. Высота заготовки 2, находящаяся под выступами, уменьшается на величину ∆h, которая равна абсолютному обжатию заготовки. Металл под выступами вытесняется в пространство ребер валка, где высота заготовки 2 увеличивается на величину ∆h. На втором этапе заготовка обжимается в гладких валках, высота заготовки 3 восстанавливается до прежних размеров. Таким образом, в объеме заготовки осуществляется знакопеременная деформация в условиях действия сжимающих напряжений.
Прокатку заготовки с формированием на поверхности выступов и углублений осуществляют с относительным обжатием в области ребер прокатного валка на (15…20)%. При прокатке заготовки на первом этапе с относительным обжатием менее 15 % высота выступов не достигает значения ∆h, поэтому на втором этапе при обжатии выступов не обеспечивается равномерная проработка структуры металла во всем объеме заготовки. При относительном обжатии более 20% коэффициент вытяжки принимает значения больше единицы (λ > 1), как на первом, так и на втором этапах, что также препятствует формированию выступов и углублений высотой равной ∆h, при этом уменьшается амплитуда знакопеременной деформации и исчезает эффект рациональной проработки литой структуры металла, это затрудняет получение высококачественной структуры металла и рациональной формы неметаллических включений и ликватов.
Предлагаемый способ позволяет повысить качество структуры и уровень механических свойств за счет заварки внутренних дефектов литой структуры и благоприятного формоизменения неметаллических включений и ликвационных образований.
Таким образом, способ позволяет, за счет реализации схемы знакопеременного течения металла, полностью продеформировать литую структуру во всем ее объеме и обеспечить устранение неметаллических и ликвационных включений, образование строчечной структуры, что позволит повысить уровень физико-механических свойств, необходимый для изготовления ответственных изделий.
Технический результат, достигаемый применением предлагаемого способа прокатки заготовки в валках с волнообразным профилем бочки, заключается в повышении качества готовых полос за счет эффективной деформационной проработки литой структуры в условиях действия сжимающих напряжений.








Способ удаления мелких частиц из крупнозернистого слоя сыпучих материалов
Реактор для аэробной ферментации биомассы
Система управления тепловым режимом в комплексе "печь ванюкова - котел-утилизатор"
Способ упрочнения поверхности деталей обработкой трением с перемешиванием вращающимся инструментом
Способ улучшения энергетического разрешения сцинтилляционного гамма-спектрометра
Способ получения извести
Валковый пресс для брикетирования
Брикет для легирования алюминиевого сплава
Способ обработки металлов
Волновая электростанция
Способ получения толстого листа из непрерывно-литого сляба

