Результат интеллектуальной деятельности: СПОСОБ СМАТЫВАНИЯ КЛИНООБРАЗНОЙ ПЛЕНКИ
Вид РИД
Изобретение
Изобретение относится к способу сматывания клинообразной пленки, к смотанной клинообразной пленке и к ее применению.
Термин клинообразная пленка обозначает термопластичную пленку для многослойных стекол с клиновидной вставкой в вертикальном направлении. Многослойные стекла в настоящее время применяют во многих областях, в частности в автомобилестроении. При этом понятие транспортное средство очень широко и относится среди прочего к дорожным транспортным средствам, самолетам, кораблям, сельскохозяйственным машинам или также к рабочему оборудованию. Также многослойные стекла применяют в других областях. К ним относятся, например, остекление зданий, а также информационных дисплеев, например, в музеях, или рекламных дисплеев.
Многослойные стекла в основном имеют две поверхности из стекла, которые соединены в многослойный материал с помощью промежуточного слоя. Поверхность из стекла может иметь изгибы и, как правило, имеет постоянную толщину. Промежуточный слой содержит как правило термопластичный материал, такой как поливинилбутираль (PVB).
Так как многослойные стекла в основном наклонены по отношению к наблюдателю, то может происходить раздвоение изображения. Это раздвоение изображения обусловлено тем, что падающий свет, как правило, не полностью проходит сквозь обе поверхности из стекла, так что по меньшей мере часть света сначала отражается, и только затем проходит сквозь вторую поверхность из стекла. Это раздвоение изображения заметно, в частности, в темноте, в частности, при сильно светящих источниках света, таких как прожектора идущих навстречу транспортных средств. Эти раздвоения изображения сильно мешают.
Часто многослойные стекла также применяют в качестве дисплеев на лобовом стекле автомобиля (Head-Up-Display (HUD)) для отображения информации. При этом с помощью проецирующего устройства изображение проецируется на многослойные стекла, чтобы поместить информацию в поле зрения наблюдателя. В области транспортных средств проекционное устройство, например, располагается на приборной панели, и проецируемое изображение отражается в направлении наблюдателя на ближайшей поверхности из стекла, наклоненного к наблюдателю многослойного стекла.
Однако в то же время часть света проходит внутрь многослойного стекла и затем отражается от внутреннего граничного слоя стеклянной панели, находящегося дальше по отношению к наблюдателю, и от промежуточного слоя, и затем выходит смещенным из многослойного стекла. Таким образом, получается эффект, похожий на эффект двойного изображения по отношению к отображаемому изображению. Это приводит к тому, что наблюдатель может быть сбит с толку или в худшем случае может быть получена ошибочная информация.
До сих пор пытались решить эту проблему таким образом, что поверхности панелей из стекла располагали не параллельно, а под определенным углом. Этого достигали, например, тем, что промежуточный слой имел линейно увеличивающуюся и/или уменьшающуюся толщину. В производстве транспортных средств обычно толщину варьируют таким образом, чтобы у нижнего по отношению к моторному отделению края, стекло имело минимальную толщину. По направлению к крыше толщина линейно возрастает. Промежуточный слой имеет клиновидную форму.
Однако оказалось, что применявшееся до сих пор клиновидное строение недостаточно хорошо минимизирует раздвоение изображения на Head-Up дисплеях. При этом угол клина - это угол, измеренный в точке между поверхностями промежуточной вставки. Клиновидная вставка непрерывна по толщине. Клиновидная вставка и, соответственно, термопластичная пленка имеет непрерывное изменение толщины. Линейно-непрерывное изменение соответствует обычному постоянному углу клина. Непрерывное изменение получается вследствие не постоянного профиля угла клина, при этом угол клина зависит от места. При этом профиль угла клина может быть линейным или не линейным.
Термопластичная пленка имеет по меньшей мере на участках в вертикальном направлении непрерывный профиль угла клина, при этом профиль угла клина имеет первый участок, который для предотвращения раздвоения изображения при передаче, имеет постоянный или по меньшей мере на некоторых участках переменный угол клина, при этом профиль угла имеет второй участок, который примыкает к первому участку, при этом второй участок для предотвращения раздвоения изображения при отражении имеет переменный угол клина, при этом угол клина от нижнего конца к верхнему концу является функцией расстояния до нижнего конца или до верхнего конца, при этом данная функция представляет собой функцию по меньшей мере второго порядка, при этом второй участок по существу минимизирует раздвоение изображения на Head-Up-дисплее, при этом профиль угла клина имеет третий участок, который примыкает ко второму участку, при этом третий участок для предотвращения раздвоения изображения при передаче имеет постоянный или по меньшей мере на некоторых участках переменный угол клина, при этом угол клина на третьем участке по существу равен или больше, чем угол клина у нижнего конца первого участка.
Из WO 2015086234 A1 известна термопластичная пленка для многослойного стекла с нелинейно-непрерывной клиновидной вставкой в вертикальном направлении, при этом многослойное стекло в вертикальном направлении у нижнего конца с точки зрения наблюдателя расположено дальше, чем у верхнего конца, при этом термопластичная пленка в оснащенном ею многослойном стекле находится между двумя слоями из стекла.
Для транспортировки и хранения клинообразную пленку наматывают на стержень. При этом клинообразная пленка на стороне толстого края наматывается более плотно, а на стороне тонкого края наматывается более свободно. Это приводит к тому, что на стороне тонкого края пленка сминается. Складки увеличиваются с увеличением продолжительности хранения клинообразной пленки в рулонах. После нарезания клинообразной пленки на листы они получаются волнистыми и имеют складки. Транспортировка и температура хранения клинообразной пленки должна сохраняться от 2°C до 10°C для того чтобы предотвратить склеивание пленки. При охлаждении пленки, возрастает ее жесткость. Из-за повышения жесткости затрудняется удаление образовавшихся складок. Клинообразная пленка может храниться в рулонах только короткое время, чтобы не увеличивалось образование складок. Рулоны главным образом из соображений безопасности должны храниться так, чтобы тонкий край пленки был направлен наверх. По причине волнистости клинообразной пленке требуется некоторое время после нарезания на листы для того, чтобы стать плоской. Для этого требуется листы, как правило, выдерживать в покое до 48 часов.
В европейской заявке на патент EP 1063205A1 показано расположение, при котором две клинообразные полосы одной и той же многослойной пленки смотаны в рулоны сложенными навстречу друг другу так, что получается цилиндрический профиль рулона.
Задача данного изобретения состоит в том, чтобы предоставить способ транспортировки и хранения клинообразной пленки, при котором даже при продолжительной транспортировке и хранении при приблизительно комнатной температуре происходит только небольшое складывание и волнообразование.
Задачу данного решают способом по изобретению согласно независимому пункту 1 формулы изобретения. Предпочтительные варианты осуществления следуют из зависимых пунктов формулы изобретения.
Задачу данного изобретения решают с помощью способа сматывания клинообразной пленки, в котором по меньшей мере одну клинообразную пленку и по меньшей мере один клинообразный промежуточный слой вместе наматывают на стержень, при этом более толстый край клинообразного промежуточного слоя по меньшей мере плотно прилегает к более тонкому краю клинообразной пленки.
Задачу данного изобретения предпочтительно решают таким образом, что толщина более тонкого края клинообразной пленки составляет от 0,7 мм до 0,9 мм, а толщина более толстого края составляет от 1,1 мм до 1,3 мм, а толщина более тонкого края клинообразного промежуточного слоя составляет от 0,01 мм до 0,05 мм, а толщина более толстого края составляет от 0,4 мм до 0,55 мм. С помощью этого предпочтительного способа достигают очень хороших результатов. Клинообразная пленка при комнатной температуре и продолжительном хранении показывает очень низкое образование складок после хранения, а также очень небольшую волнистость после нарезания. Важным преимуществом небольшой толщины клинообразного промежуточного слоя по отношению к клинообразной пленке согласно данному изобретению является возможность, например, по сравнению с известным из EP 1063205 A1 способом, при котором две одинаковые клинообразные пленки наматывают сложенными навстречу друг другу, при одинаковом диаметре намотанного рулона намотать большую длину клинообразной пленки. При одинаковой длине клинообразной пленки рулон получается тоньше и легче.
Клинообразная пленка в контексте данного изобретения представляет собой пленку, которая имеет непрерывный нелинейный профиль угла клина или непрерывный линейный профиль угла клина.
Предпочтительным решением задачи по изобретению является способ сматывания клинообразной пленки, в котором клинообразная пленка и клинообразный промежуточный слой имеют ширину от 0,9 м до 1,1 м. При таких размерах достигают очень хороших результатов по снижению образования складок после хранения, а также волнистости после нарезания.
Предпочтительным решением задачи по изобретению является способ сматывания клинообразной пленки, в котором клинообразная пленка и клинообразный промежуточный слой имеют длину от 120 м до 160 м. При таких размерах достигают очень хороших результатов по снижению образования складок после хранения, а также волнистости после нарезания.
Предпочтительным решением задачи по изобретению является способ сматывания клинообразной пленки, в котором клинообразная пленка и клинообразный промежуточный слой состоят или по меньшей мере содержат полибутилентерефталат (PBT), поликарбонат (PC), полиэтилентерефталат (PET), полиэтиленнафталат (PEN), поливинилхлорид (PVC), поливинилфторид (PVF), поливинилбутираль (PVB), этиленвинилацетат (EVA), полиакрилат (PA), полиметилметакрилат (PMMA), полиуретан (PUR), полиэтилен и/или их смеси, сoполимеры, блоксополимеры или их смеси. С этими пленками достигают очень хороших результатов по снижению образования складок после хранения, а также волнистости после нарезания.
В предпочтительном варианте осуществления данного изобретения клинообразная пленка и клинообразный промежуточный слой состоят из разных материалов. В частности, материал промежуточного слоя предпочтительно выбирать таким образом, чтобы предотвратить склеивание пленки. Этим данное изобретение отличается существенным образом, например, от известного из EP 1063205 A1 способа, при котором две одинаковые клинообразные пленки сматывают сложенными навстречу друг другу. Выгодным образом требуется только небольшое охлаждение или вовсе не требуется охлаждения смотанных рулонов, что позволяет экономить средства при хранении и транспортировке. В частности, клинообразный промежуточный слой может быть одноразовым изделием (то есть не для применения в многослойном стекле). Это является технологическим преимуществом, так как, например, в случае двух одинаковых клинообразных пленок, которые намотаны сложенными навстречу друг другу и предусмотрены для применения в многослойном стекле, сначала надо обе пленки размотать, при этом при дальнейшей переработке одной пленки, другую пленку, как правило, надо снова смотать, что связано с увеличением продолжительности производства, повышением стоимости и увеличением отходов. Этого можно избежать согласно данному изобретению.
Предпочтительным решением задачи по изобретению является способ сматывания клинообразной пленки, в котором клинообразная пленка представляет собой пленку из термопластичного поливинилбутираля (PVB). С помощью пленки из термопластичного поливинилбутираля (PVB) в качестве клинообразной пленки достигают превосходных результатов по уменьшению образования складок после хранения, а также волнистости после нарезания.
Предпочтительным решением задачи по изобретению является способ сматывания клинообразной пленки, в котором клинообразный промежуточный слой представляет пленку из термопластичного полиэтилена (PE). С помощью пленки из термопластичного полиэтилена (PE) в качестве клинообразной пленки достигают превосходных результатов по уменьшению образования складок после хранения, а также волнистости после нарезания.
В предпочтительном варианте осуществления данного изобретения клинообразная пленка состоит из PVB, а клинообразный промежуточный слой из PE. При этом особенно выгодным образом предотвращается склеивание пленки. Кроме того, возможно хранение намотанных рулонов при комнатной температуре, а от охлаждения особенно можно отказаться полностью.
Кроме того, задачу данного изобретения решают с помощью смотанной клинообразной пленки по изобретению.
Кроме того задачу данного изобретения решают с помощью применения смотанной клинообразной пленки по изобретению для многослойных стекол для транспортных средств, в частности в качестве лобовых стекол для отображения данных на Head-Up-дисплеях, или в зданиях, или в качестве информационных дисплеев.
Далее данное изобретение подробнее разъясняется с помощью фигур и примеров. На фигурах представлены схематические изображения, которые выполнены не в масштабе. Они никаким образом не ограничивают данное изобретение.
На фигурах представлено:
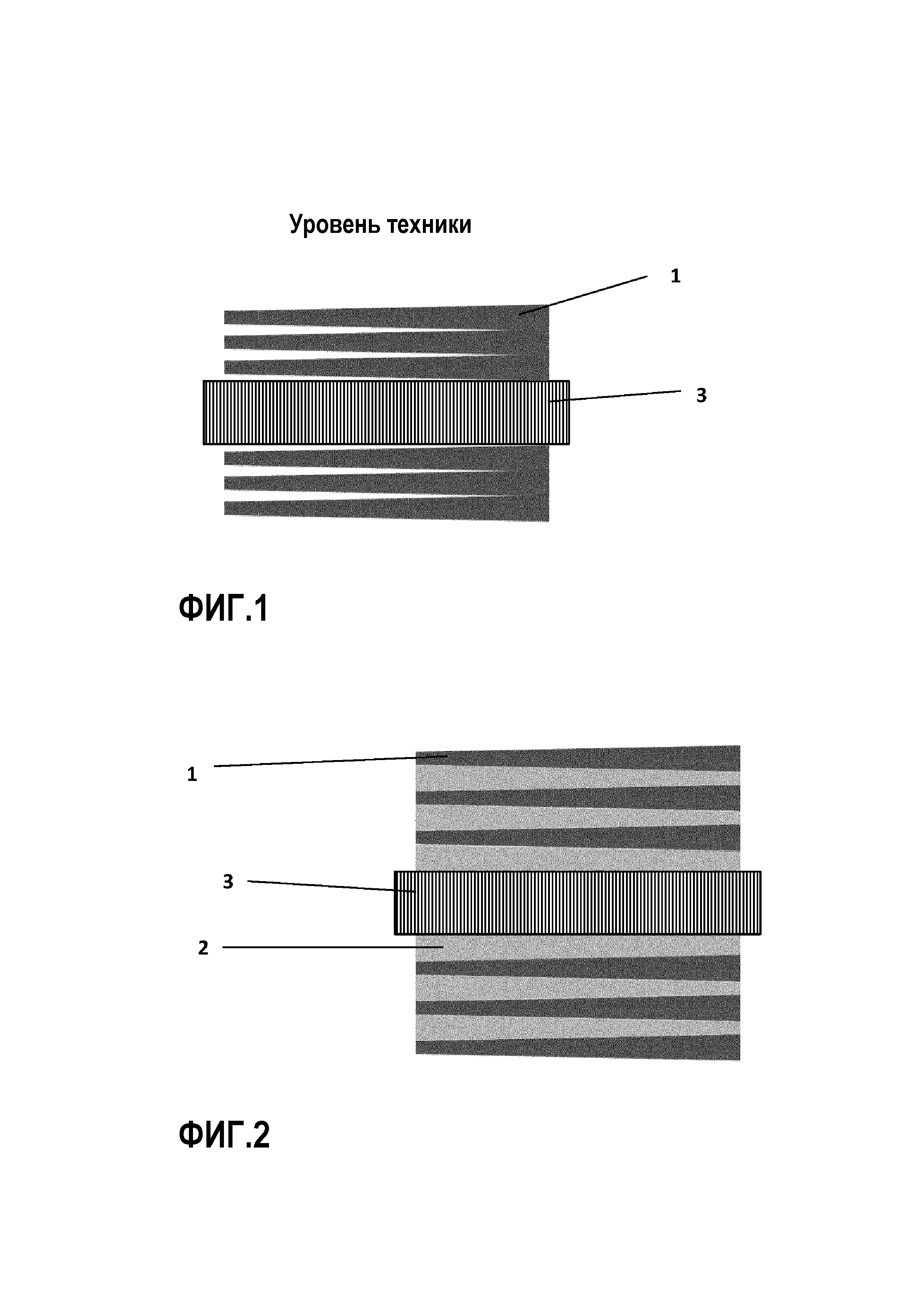
Фигура 1 - поперечный разрез смотанной клинообразной пленки согласно уровню техники,
Фигура 2 - поперечный разрез смотанной клинообразной пленки по изобретению,
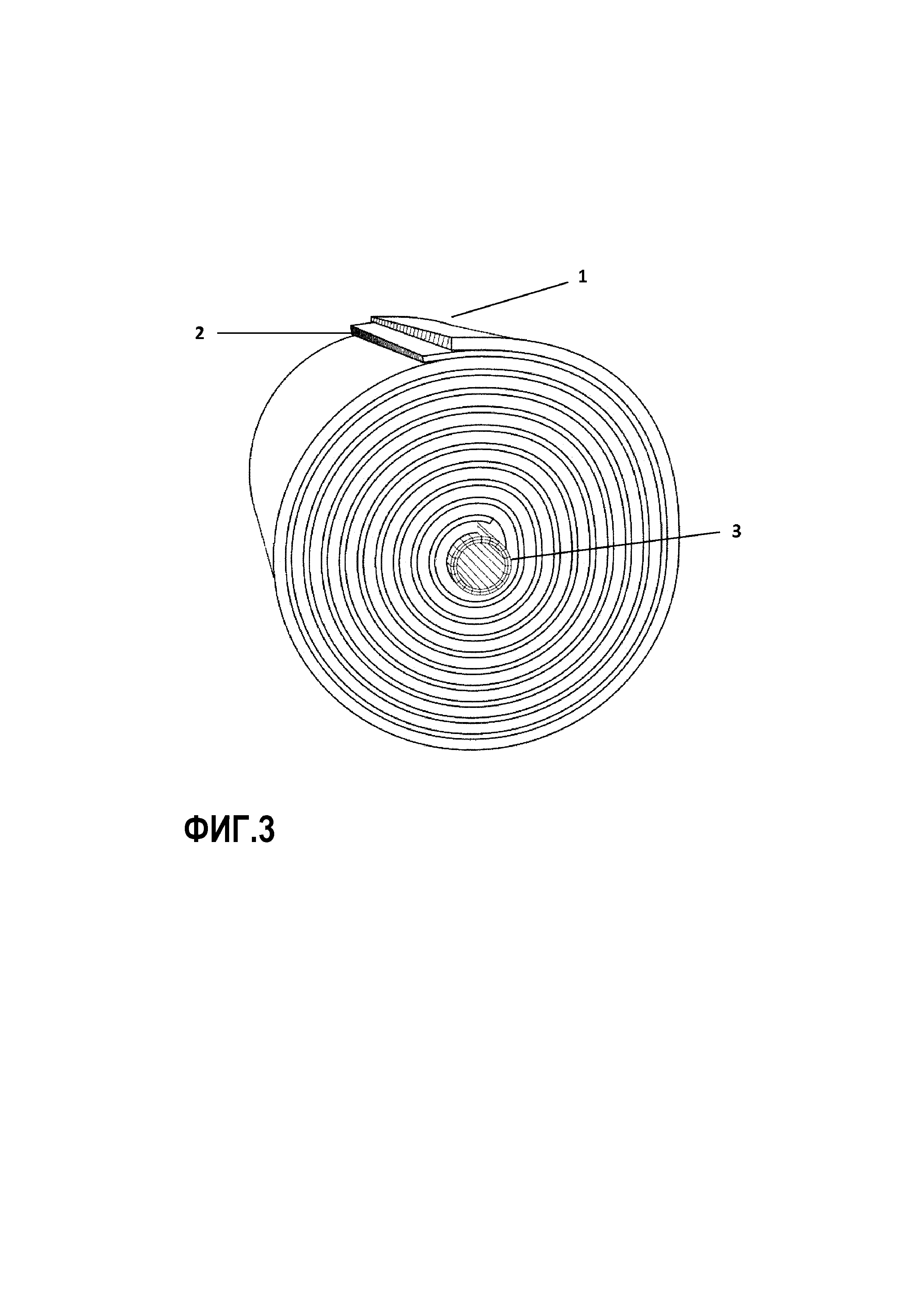
Фигура 3 - боковая проекция смотанной клинообразной пленки по изобретению.
На фигуре 1 представлен поперечный срез смотанной клинообразной пленки 1 согласно уровню техники. Видно, что на стороне более тонкого края клинообразной пленки 1 имеется расстояние между слоями и по причине эффектов релаксации или усадки PVB-пленка становится волнистой.
На фигуре 2 представлен поперечный срез смотанной клинообразной пленки 1 по изобретению. Клинообразная пленка 1 и клинообразный промежуточный слой 2 вместе намотаны на стержень 3. Толстый край клинообразного промежуточного слоя 2 плотно прилегает к тонкому краю клинообразной пленки 1. Видно, что на стороне более тонкого края клинообразной пленки 1 расстояние компенсируется более толстым крем клинообразного промежуточного слоя и волнообразование предотвращается.
Примеры
Сравнительный пример 1
Клинообразную PVB пленку наматывали на стержень. Стержень имел диаметр 10 см. Длина клинообразной PVB пленки составляла 150 м. Ширина клинообразной PVB пленки составляла 1,0 м. Клинообразная PVB пленка на тонком крае имела толщину 0,76 мм и в зависимости от угла клина на более толстом крае толщина составляла 1,2 мм. Смотанная пленка на стороне более толстого края имела диаметр рулона 50,6 см, а на стороне более тонкого края диаметр рулона 41,5 см. Вес рулона составлял 156 кг, за вычетом веса стержня, на который PVB пленка была намотана.
Клинообразная PVB пленка на стороне толстого края намотана плотно, а на стороне тонкого края - свободно. Это привело к образованию складок на стороне тонкого края. Складки увеличиваются с продолжительностью хранения клинообразной PVB пленки в рулоне.
После нарезания клинообразной PVB пленки на листы они были волнистыми. На стороне, находящейся со стороны двигателя, листы имели складки.
Температуру транспортировки и хранения держали в области от 2°C до 10°C для того, чтобы предотвратить склеивание PVB пленки и образование складок в становящейся из-за охлаждения более твердой пленке. Клинообразная PVB пленка могла только недолго храниться в рулоне, чтобы не увеличилось образование складок. Рулоны необходимо было хранить таким образом, чтобы тонкий край пленки был наверху для того, чтобы эффективно минимизировать образование складок.
По причине волнистости клинообразной PVB пленке требовалось некоторое время после нарезания на листы, чтобы стать плоской. Для этого, как правило, требовалось листы выдерживать в покое от 24 часов до 48 часов.
Пример
Ту же самую клинообразную PVB пленку с такими же размерами и весом, как в сравнительном примере использовали в примере. В примере клинообразную PVB пленку вместе с клинообразной PE пленкой наматывали на стержень. PE пленка была промежуточным слоем. При этом укладывали толстый край клинообразной PVB пленки и тонкий край клинообразной PE пленки на ту же сторону рулона. Клинообразная PE пленка имела у тонкого края толщину 0,03 мм и в зависимости от угла клина у более толстого края толщину 0,47 мм. В следующей таблице 1 наглядно представлены размеры и вес PVB и PE пленок. Вес рулона составлял 185 кг, 156 кг PVB пленки и 29 кг PE промежуточного слоя, за вычетом веса стержня, на который PVB пленка была намотана.
Образование складок на стороне тонкого края клинообразной PVB пленки было существенно ниже. Даже при продолжительном хранении клинообразной PVB пленки в рулоне не наблюдалось никакого образования складок у тонкого края.
Температура транспортировки и хранения в зависимости от внешней температуры держалась до 21°C продолжительное время без повышения образования складок. Рулоны хранили не раздельно без особого ориентирования.
Так как клинообразная PVB пленка не имела никаких складок, после нарезания клинообразной PVB пленки на листы требовалась только фаза снижения напряжения для того, чтобы освободиться от обусловленного производственными причинами скручивания. Время в покое составляло 8 часов.
В нижеследующей таблице 1 приведены свойства PVB пленки и PE пленки. В нижеследующей таблице 2 приведены отличия и преимущества способа по изобретению.
Таблица 1
|
Таблица 2
|
Данные имеющие преимущества результаты были для специалистов удивительными и неожиданными.
Список обозначений
1. Клинообразная пленка
2. Клинообразный промежуточный слой
3. Стержень для наматывания
Неподвижное боковое окно транспортного средства и способ его крепления
Способ гибки стеклянного листа
Устройство и способ захвата, формовки и укладки тонких стеклянных панелей
Прозрачное оконное стекло
Способ наслаивания многослойной панели остекления
Многослойное стекло для проекционного дисплея на стекле
Стекло, содержащее функциональное покрытие, включающее серебро и индий
Оконное стекло с емкостным коммутационным участком для бесконтактного управления функцией
Нагреваемое остекление с утоненным наружным стеклянным листом и с нагревательным слоем с линиями разделения потока
Способ производства автомобильной панели остекления, в которую включен экран oled

