Результат интеллектуальной деятельности: МНОГОГНЕЗДНАЯ ГОЛОВКА ЭКСТРУЗИОННОГО ПРЕССА
Вид РИД
Изобретение
Изобретение относится к многогнездной головке экструзионного пресса для изготовления беговых профилей шин, содержащей (а) основное тело, которое имеет первое подводящее отверстие для присоединения первого экструдера, второе подводящее отверстие для присоединения второго экструдера, третье подводящее отверстие для присоединения третьего экструдера и четвертое подводящее отверстие для присоединения четвертого экструдера; (b) первую часть головки, которая установлена с возможностью поворота относительно основного тела и имеет открытое в направлении основного тела гнездо; (с) вторую часть головки, которая установлена с возможностью поворота относительно основного тела, (с) по меньшей мере одну вставку канала течения, которая установлена с возможностью поворота относительно основного тела, (с) при этом первая часть головки и вторая часть головки выполнены с возможностью приведения в закрытое состояние, в котором части головки герметично соединены друг с другом, и в многогнездной головке экструзионного пресса образован первый канал течения, второй канал течения, третий канал течения и четвертый канал течения, при этом каждый канал течения соединен с одним, в частности, точно с одним соответствующим подводящим отверстием.
Такая многогнездная головка экструзионного пресса известна из DE 197 57 261 С1 и применяется для изготовления беговых профилей шин. Эти беговые профили должны отвечать в различных местах различным требованиям, так что они изготавливаются более чем из одного материала, как правило, каучука или резины. Материал подается через головку экструзионного пресса в экструдер.
Недостатком многогнездных головок экструзионного пресса является невозможность изготовления беговых дорожек, которые необходимы для изготовления улучшенных шин.
В основу изобретения положена задача улучшения изготовления беговых дорожек.
Эта задача решена, согласно изобретению, с помощью многогнездной головки экструзионного пресса указанного вначале вида, в которой основное тело имеет подводящее отверстие для присоединения пятого экструдера и вторую вставку канала течения, которая установлена с возможностью поворота, независимо от первой вставки канала течения, относительно основного тела и ограничивает пятый канал течения, который соединен с пятым подводящим отверстием.
Преимуществом такой многогнездной головки экструзионного пресса является возможность изготовления более сложных беговых дорожек. За счет дополнительного канала течения можно изготавливать дополнительную зону, которая имеет другие свойства материала, чем изготавливаемые до настоящего времени беговые профили.
Дополнительно к этому предпочтительно, что многогнездная головка экструзионного пресса, несмотря на расширенную возможность изготовления более сложных беговых профилей, просто поддается чистке. Подвод материала для дополнительного канала течения не так просто осуществим, поскольку должна обеспечиваться возможность чистки головки экструзионного пресса. Это обеспечивается за счет возможности поворота второй вставки канала течения.
Целесообразно, когда первая часть головки расположена над второй частью головки. В частности, предпочтительно, когда первая часть головки установлена с возможностью поворота вокруг поперечной оси. Под этим признаком, в частности, понимается, что часть головки установлена с возможностью поворота вокруг поворотной оси, которая образует с горизонталью угол максимально 15°, в частности, максимально 2°. Как правило, предпочтительно, когда поворотная ось, вокруг которой может поворачиваться первая часть головки, проходит возможно ближе к горизонтали.
Дополнительно к этому целесообразно, когда вторая часть головки установлена с возможностью поворота вокруг второй поперечной оси, при этом вторая поперечная ось проходит в том же направлении, что и первая поперечная ось. Под этим, в частности, понимается, что целесообразно, когда первая поперечная ось и вторая поперечная ось образуют друг с другом возможно меньший угол, при этом возможны небольшие отклонения. В частности, угол между первой поперечной осью и второй поперечной осью предпочтительно меньше 10°, в частности, меньше 2°.
Согласно одному предпочтительному варианту выполнения, первая вставка канала течения и вторая вставка канала течения имеют общую уплотнительную поверхность. Другими словами, первая вставка канала течения и второй канал течения прилегают друг к другу так, что они соприкасаются друг с другом по поверхности. Эта поверхность выполнена так, что имеющаяся в каналах течения, находящаяся под давлением резина могла бы ползти вдоль уплотнительной поверхности, когда первая вставка канала течения и вторая вставка канала течения не прижимаются друг к другу. Преимуществом этого является то, что обеспечивается компактная конструкция, и что дополнительно к этому можно легко чистить вставки каналов течения. А именно, при повороте наружу вставок каналов течения, они отделяются друг от друга вдоль уплотнительной поверхности вплоть до вершины шнека, и образованные с помощью вставок каналы течения можно легко очищать от материала экструзионного пресса, который с помощью головки экструзионного пресса экструдируется с образованием профиля.
Когда, наряду с первой и второй вставкой канала течения, не имеется другой вставки канала течения, то вторая вставка канала течения предпочтительно имеет уплотнительную поверхность также с первой частью головки. В этом случае обеспечиваются указанные выше преимущества также для остальных каналов течения. Однако возможно, что многогнездная головка экструзионного пресса имеет третью вставку канала течения, которая установлена с возможностью поворота относительно основного тела, независимо от первой вставки канала течения и второй вставки канала течения.
Согласно одному предпочтительному варианту выполнения, вставки каналов течения установлены с возможностью поворота относительно основного тела вокруг общей поворотной оси. Предпочтительно, поворотная ось проходит под углом максимально 15° к горизонтали.
Преимуществом общей поворотной оси является то, что обеспечивается возможность особенно надежного управления головкой экструзионного пресса. Дополнительно к этому, с помощью простых средств создается высокая герметичность и облегчается изготовление.
Предпочтительно, вставки каналов течения выполнены так, что когда части головки находятся в закрытом состоянии, то первая вставка канала течения и вторая вставка канала течения соприкасаются друг с другом и образуют между собой канал течения. Его можно легко чистить за счет выборочного поворота вставок отдельных каналов течения.
Предпочтительно, многогнездная головка экструзионного пресса имеет удерживающее закрытой вставку приспособление, с помощью которого обеспечивается возможность фиксации второй вставки канала течения относительно основного тела так, что имеющаяся во втором канале течения, находящаяся под давлением 2,5 МПа резина удерживается в канале течения, при этом удерживающее закрытой вставку приспособление выполнено так, что обеспечивается возможность поворота первой части головки относительно второй вставки канала течения, когда вторая вставка канала течения фиксирована относительно основного тела. В этом случае можно поворачивать и, например, чистить лишь часть головки, без необходимости чистки также первого канала течения. В известных головках экструзионного пресса всегда необходимо чистить все каналы, когда головка экструзионного пресса открывается. В частности, когда необходимо чистить с короткими интервалами второй канал течения, то закрывающее вставки приспособление обеспечивает экономию затрат времени на чистку.
Предпочтительно, многогнездная головка экструзионного пресса содержит дополнительно фиксирующее первую часть головки приспособление, с помощью которого обеспечивается возможность фиксации первой части головки относительно основного тела, при этом фиксирующее первую часть головки приспособление выполнено так, что обеспечивается возможность поворота первой части головки относительно основного тела, когда вторая часть головки фиксирована относительно основного тела. Когда вторая часть головки фиксирована относительно основного тела, то это, в частности, означает, что обеспечивается возможность удерживания имеющейся в первом канале течения и во втором канале течения, находящейся под давлением 2,5 МПа резины в канале течения. Таким образом, резина не может проникать сбоку в уплотнительные поверхности. Когда первая часть головки расположена над второй частью головки, то можно чистить все каналы течения наверху, в то время как нижние каналы течения не должны обязательно также подвергаться чистке.
Согласно одному предпочтительному варианту выполнения, многогнездная головка экструзионного пресса содержит фиксирующее головку приспособление, с помощью которого обеспечивается возможность фиксации частей головки и всех вставок каналов течения относительно основного тела. Фиксирующее головку приспособление выполнено, в частности, так, что воспринимается имеющееся при экструзии внутреннее давление. Это фиксирующее головку приспособление предпочтительно не зависит от удерживающего закрытой вставку приспособления и/или фиксирующего вторую часть головки приспособления. Это имеет то преимущество, что возможно имеющиеся другие фиксирующие приспособления должны быть выполнены для меньших сил, что упрощает конструкцию. Например, фиксирующее головку приспособление предназначено для фиксации с геометрическим замыканием частей головки.
Предпочтительно, многогнездная головка экструзионного пресса содержит исполнительное приспособление для поворота с помощью электродвигателя второй вставки канала течения. Это облегчает чистку и дополнительно предотвращает опасность аварии, поскольку, как правило, нет необходимости в дополнительном инструменте для поворота второй вставки канала течения.
Предпочтительно, многогнездная головка экструзионного пресса имеет фиксирующее вторую часть головки приспособление для поворота с помощью электродвигателя и фиксации второй части головки относительно основного тела.
Особенно целесообразно, когда все вставки каналов течения имеют соответствующий привод, с помощью которого обеспечивается возможность автоматического поворота каналов течения. Каждый из этих приводов предпочтительно предназначен для приложения закрывающей силы к соответствующей вставке каналов течения, которая больше силы, которая прикладывается находящейся под давлением 2,5 МПа резиной. В этом случае резина надежно удерживается в канале течения. Таким образом, предотвращается необходимость чистки всех каналов течения, хотя лишь один канал течения нуждается в чистке.
Кроме того, задача решена, согласно изобретению, с помощью устройства для изготовления беговых профилей с признаками пункта 10 формулы изобретения.
Ниже приводится более подробное пояснение изобретения со ссылками на прилагаемые чертежи, на которых изображено:
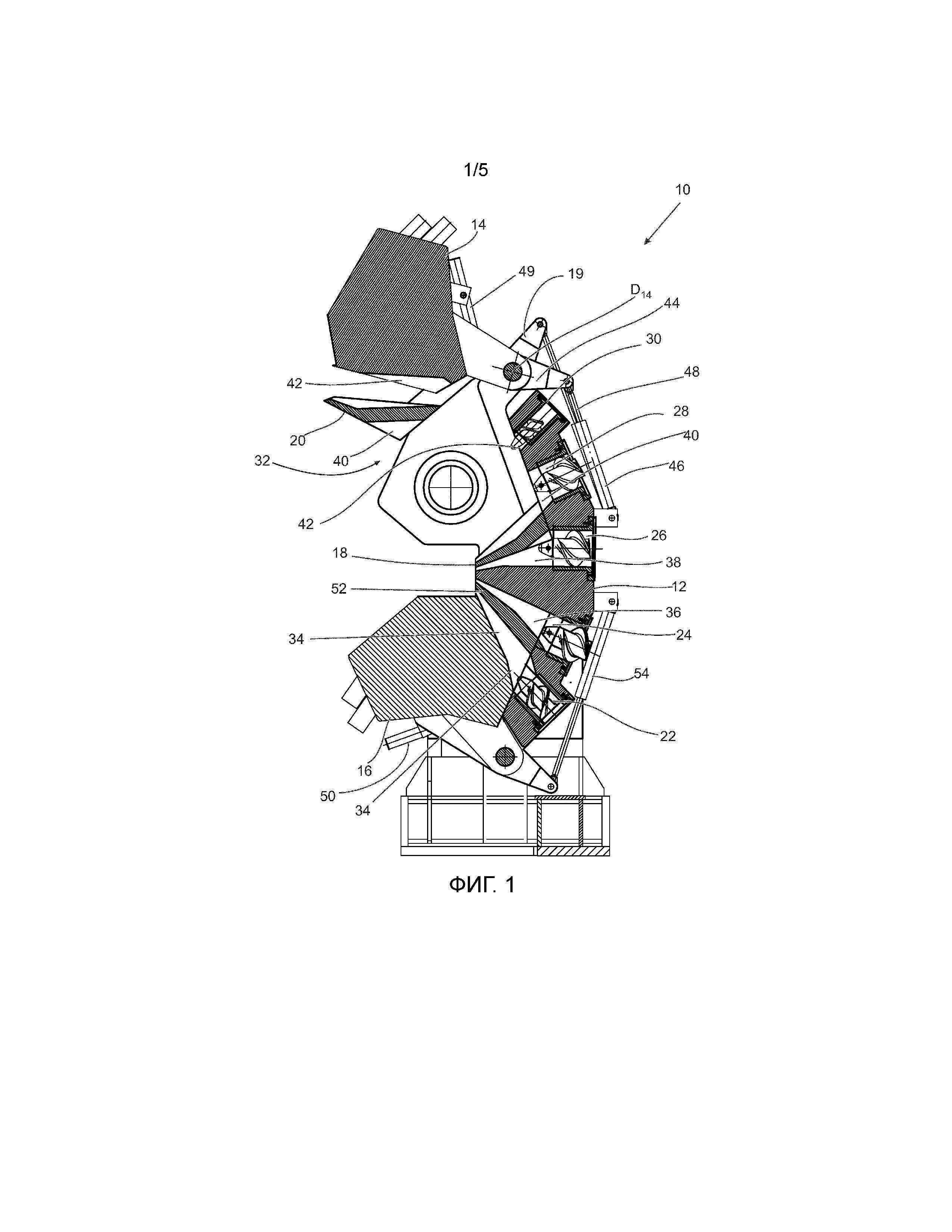
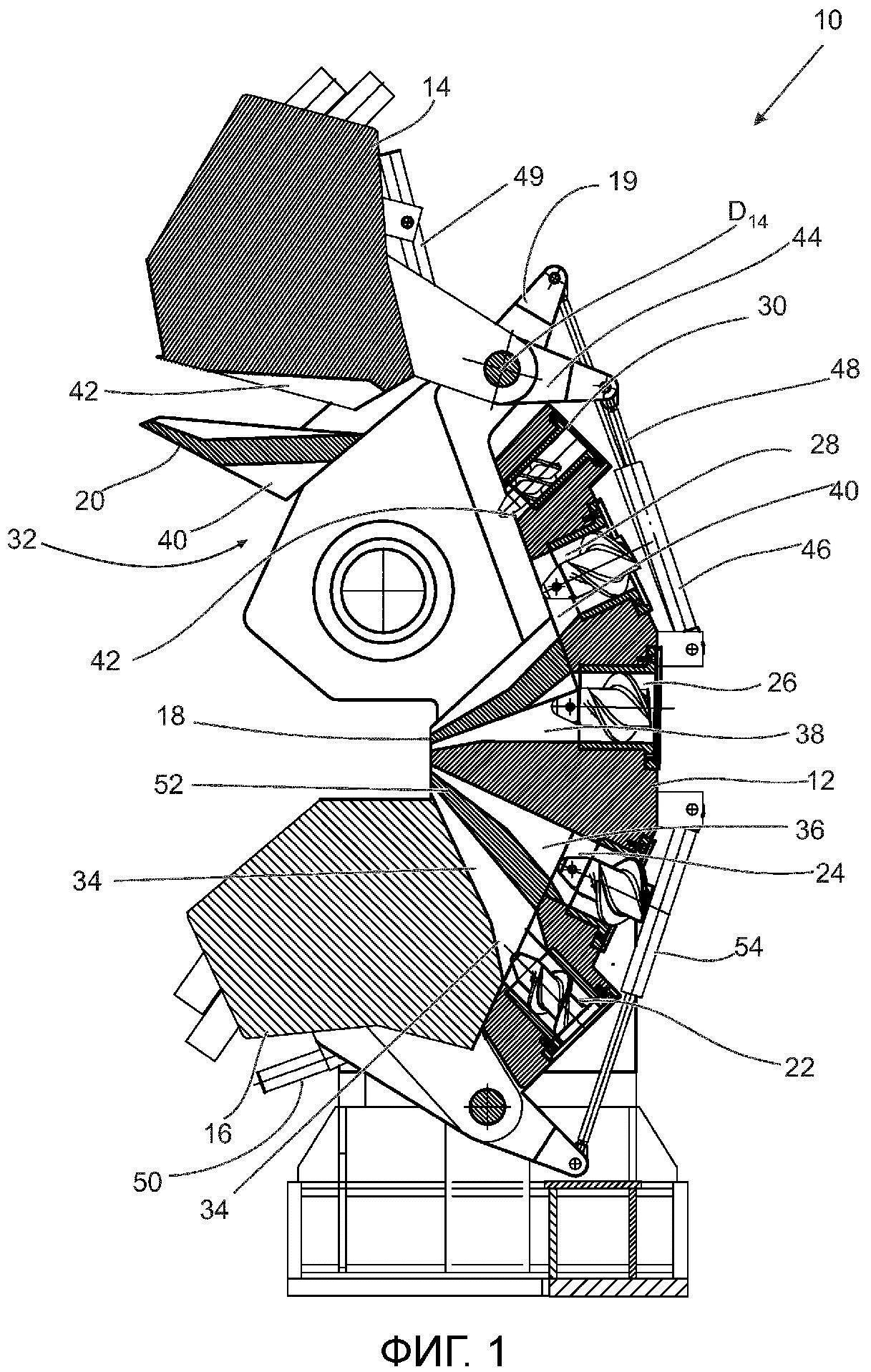
фиг. 1 - разрез многогнездной головки экструзионного пресса, согласно изобретению, в которой одна часть головки и одна вставка канала течения повернуты;
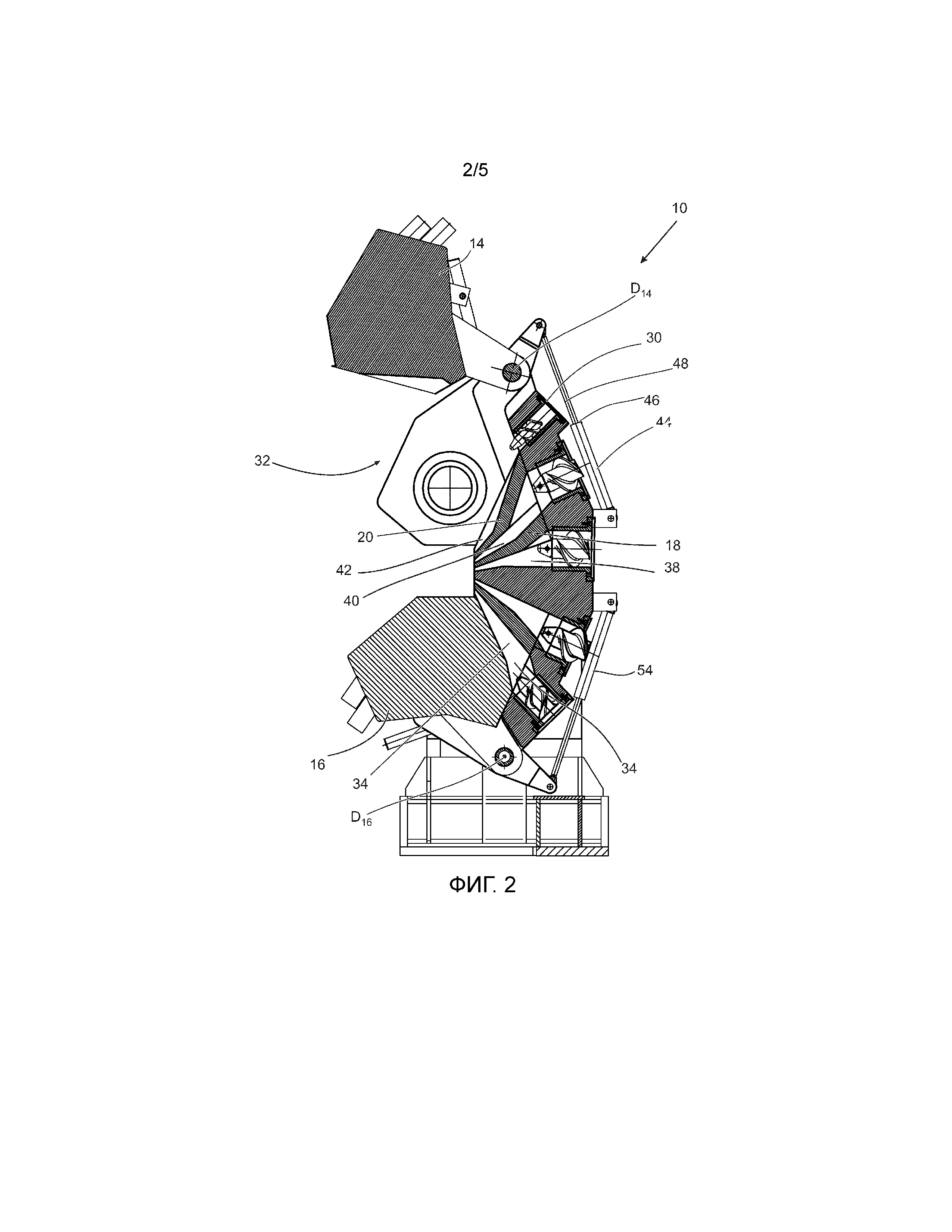
фиг. 2 - многогнездная головка экструзионного пресса, согласно фиг. 1, в которой лишь первая часть головки повернута;
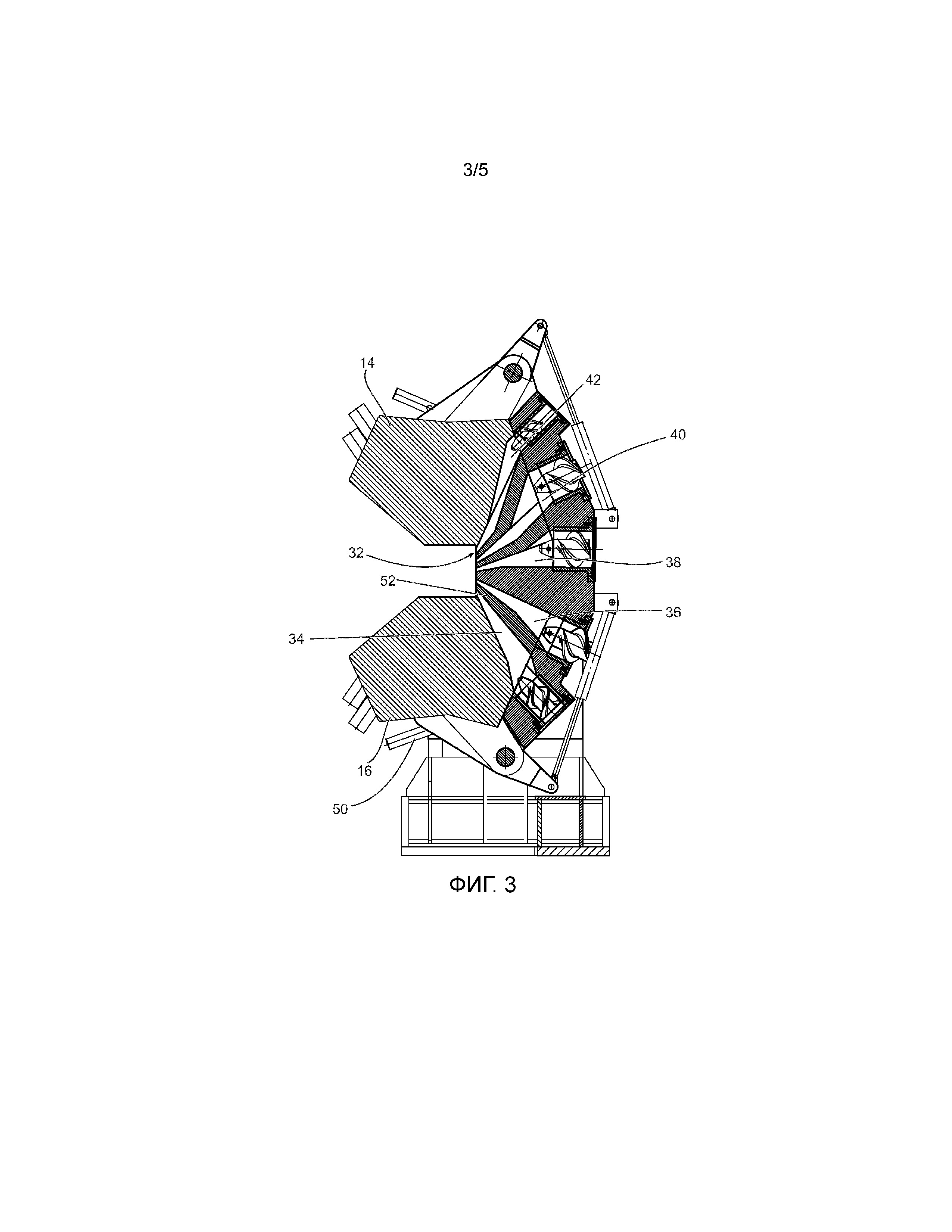
фиг. 3 - многогнездная головка экструзионного пресса в закрытом состоянии;
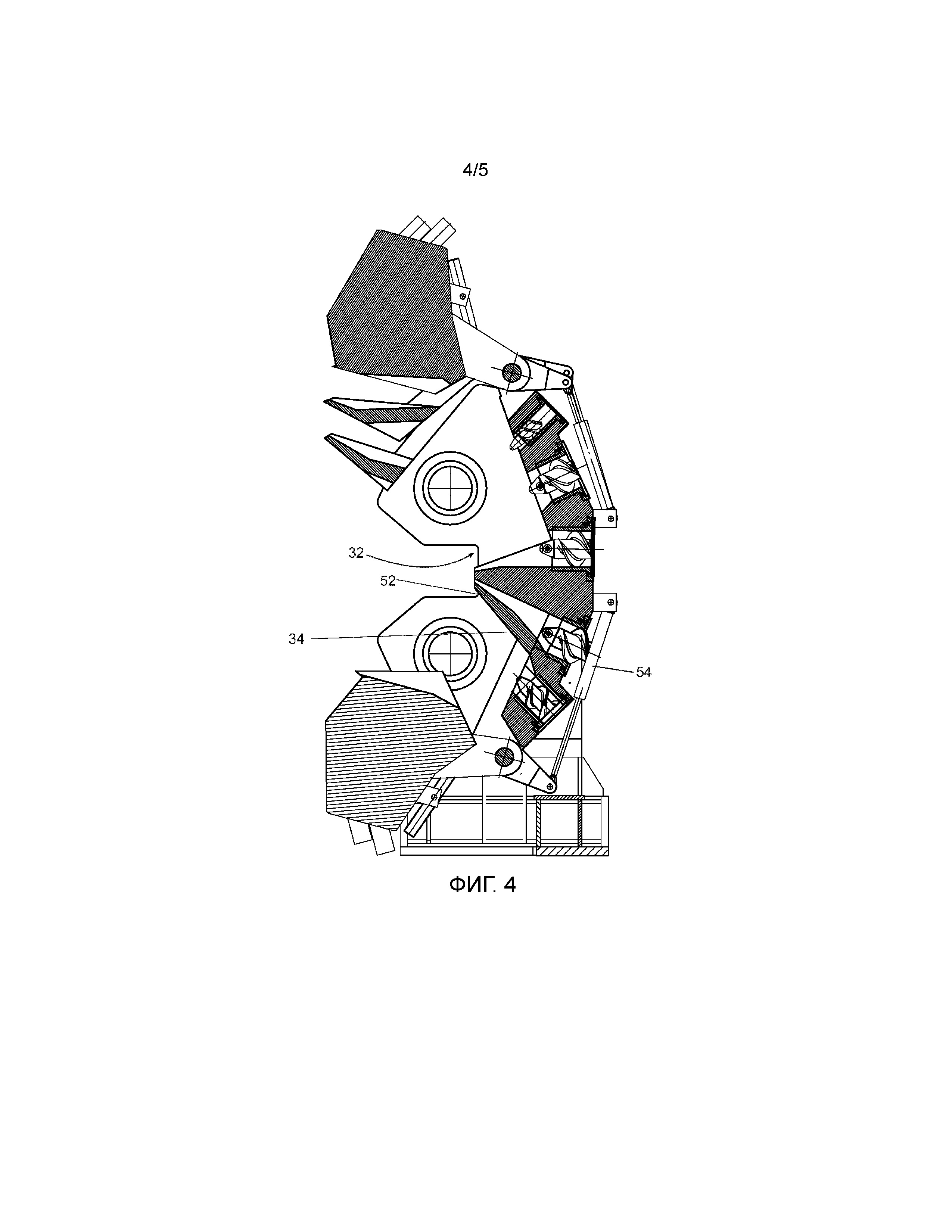
фиг. 4 - многогнездная головка экструзионного пресса, в которой закрыт лишь второй канал течения; и
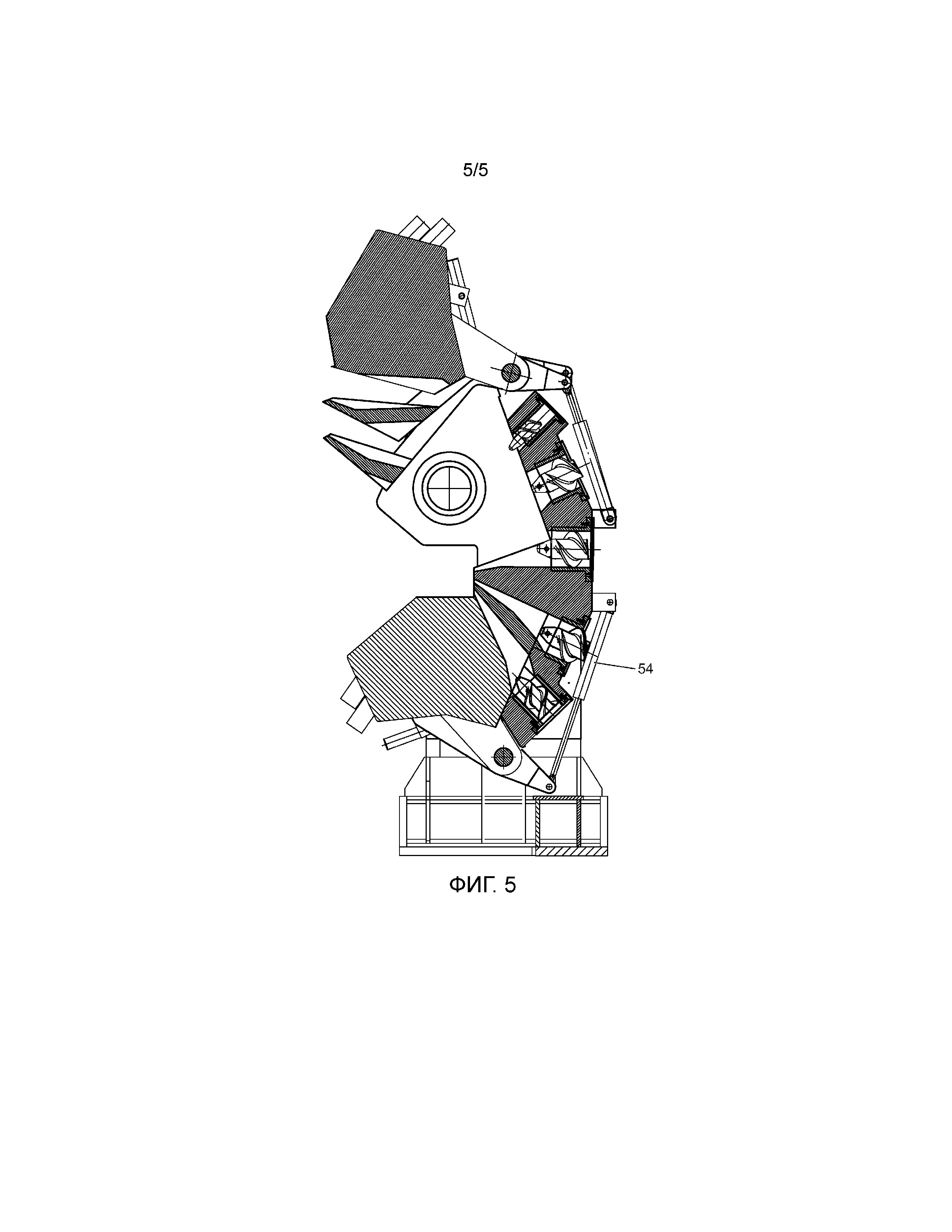
фиг. 5 - многогнездная головка экструзионного пресса, согласно фиг. 4, в которой повернута первая часть головки, и вторая часть головки находится в закрытом положении.
На фиг. 1 показана многогнездная головка 10 экструзионного пресса, которая содержит основное тело 12, первую часть 14 головки, вторую часть 16 головки, вставку 18 первого канала течения и вставку 20 второго канала течения.
Основное тело 12 имеет первое подводящее отверстие 26, второе подводящее отверстие 24, третье подводящее отверстие 26, четвертое подводящее отверстие 28 и пятое подводящее отверстие 30. С помощью всех подводящих отверстий 22, 24, 26, 28, 30 подводится при работе многогнездной головки 10 экструзионного пресса подлежащий прессованию материал, например, резина или каучук, под давлением Р по меньшей мере 2,5 МПа от соответствующего экструдера. Схематично показаны от соответствующих экструдеров концы шнеков экструдеров, которые выступают в подводящие отверстия 22, 24, 26, 28, 30.
Первая часть 14 головки установлена с возможностью поворота вокруг горизонтальной поворотной оси D14 относительно основного тела 12. Первая часть 14 головки имеет гнездо 32, которое открыто в направлении основного тела 12. Под этим понимается, что первая часть 14 головки образует в зоне гнезда 32 полое пространство с основным телом 12, когда первая часть 14 головки находится в показанном на фиг. 3 закрытом положении. В этом полом пространстве расположена, в частности, вставка 20 второго канала течения. Вторая часть 16 головки установлена с возможностью поворота вокруг поворотной оси D16.
Многогнездная головка экструзионного пресса содержит первый канал 34 течения, который проходит от первого подводящего отверстия 22, второй канал 36 течения, который проходит от второго подводящего отверстия 24, третий канал 38 течения, который проходит от третьего подводящего отверстия 26, четвертый канал 40 течения, который проходит от четвертого подводящего отверстия 28, и пятый канал 42 течения, который проходит от пятого подводящего отверстия 30.
На фиг. 2 показано, что вторая вставка 20 канала течения ограничивает как четвертый канал 40 течения, так и пятый канал 42 течения. Первая вставка 18 канала течения и вторая вставка 20 канала течения соприкасаются друг с другом и образуют между собой четвертый канал 40 течения. Кроме того, показано, что первая вставка 18 канала течения ограничивает третий канал 38 течения и четвертый 40 канал течения. Первая вставка 18 канала течения установлена с возможностью поворота с помощью привода 19 вокруг поворотной оси D14, вокруг которой может поворачиваться также первая часть 14 головки. На фиг. 2 не изображено фиксирующее первую часть головки приспособление 49 (см. фиг. 1).
Многогнездная головка экструзионного пресса 10 имеет удерживающее закрытой вставку приспособление 44, с помощью которого обеспечивается возможность прижимания второй вставки 20 канала течения к основному телу 12. В данном случае удерживающее закрытой вставку приспособление 44 содержит гидравлический цилиндр 46, поршневой шток 48 которого воздействует на вторую вставку 20 канала течения (см. фиг. 1). Удерживающее закрытой вставку приспособление 44 выполнено так, что оно прижимает вторую вставку 20 канала течения так сильно к основному телу 12, что имеющийся в канале течения материал, который находится под давлением 2,5 МПа, в частности 3,5 МПа, не может отдавливать вторую вставку 20 канала течения от основного тела 12.
Можно видеть, что первая часть 14 головки установлена с возможностью поворота с помощью фиксирующего первую часть головки приспособления 49 относительно второй вставки 20 канала течения, в частности, также тогда, когда вторая вставка 20 канала течения фиксирована с помощью удерживающего закрытой вставку приспособления 44 относительно основного тела 12.
На фиг. 1 показано дополнительно фиксирующее вторую часть головки приспособление 50, которое в данном случае также содержит гидравлический цилиндр. Фиксирующее вторую часть головки приспособление 50 воздействует на вторую часть 16 головки, так что обеспечивается возможность ее фиксации относительно основного тела 12. Как показано на фиг. 1, первая часть 14 может поворачиваться относительно основного тела 12, когда вторая часть 16 головки фиксирована относительно основного тела 12. Фиксирующее вторую часть головки приспособление 50 выполнено так, что материал в первом канале 34 течения может находиться под давлением примерно 5 МПа, в частности 3,5 МПа, без возможности отдавливания этим давлением второй части 16 головки от основного тела 12.
С помощью фиксирующего вторую часть головки приспособления 50 можно дополнительно выдвигать вторую часть 16 головки. Таким образом, фиксирующее вторую часть головки приспособление 50 можно называть также исполнительным приспособлением.
На фиг. 3 показана многогнездная головка 10 экструзионного пресса в закрытом состоянии. Она является частью устройства для изготовления бегового профиля, согласно изобретению, которое имеет, наряду с многогнездной головкой 10 экструзионного пресса, пять экструдеров, из которых каждый соединен точно с одним из подводящих отверстий 22, 24, 26, 28, 30 для подвода экструдируемого материала.
На фиг. 4 показана многогнездная головка 10 экструзионного пресса с открытой второй частью 16 головки и с третьей вставкой 52 канала течения, которая установлена с возможностью поворота независимо от второй части 16 головки с помощью привода от электродвигателя. Третья вставка 52 канала течения ограничивает второй канал 36 течения и первый канал 34 течения.
На фиг. 5 показана многогнездная головка экструзионного пресса, в которой первая часть головки повернута, а вторая часть головки находится в закрытом положении.
Вставки 18, 20 и 52 канала течения закреплены, согласно предпочтительному варианту выполнения, на соответствующих рычагах, при этом рычаги установлены с возможностью поворота. Это обеспечивает возможность замены вставок каналов течения.
Перечень позиций
10 Многогнездная головка экструзионного пресса
12 Основное тело
14 Первая часть головки
16 Вторая часть головки
18 Первая вставка канала течения
20 Вторая вставка канала течения
22 Первое подводящее отверстие
24 Второе подводящее отверстие
26 Третье подводящее отверстие
28 Четвертое подводящее отверстие
22 Пятое подводящее отверстие
32 Гнездо
34 Первый канал течения
36 Второй канал течения
38 Третий канал течения
40 Четвертый канал течения
42 Пятый канал течения
44 Удерживающее закрытой вставку приспособление
46 Гидравлический цилиндр
48 Поршневой шток
49 Фиксирующее первую часть головки приспособление
50 Фиксирующее вторую часть головки приспособление
52 Третья вставка канала течения
54 Привод
Р Давление
D14, 16 Поворотная ось.
Головка для экструзии рукава и способ изготовления рукава
Устройство экструдирования шинных лент для изготовления протекторов и/или боковин для шин и способ изготовления протектора или боковины шины
Средство для нанесения покрытий на вспенивающиеся частицы стирольного полимеризата
Эластичный пеноматериал из частиц на основе смесей полиолефина/полимера стирола
Эластичный неорганическо-огранический гибридный пеноматериал
Самодвижущаяся сельскохозяйственная уборочная машина с поворотной вокруг вертикальной оси уборочной насадкой
Система и способ получения in situ-пеноматериала
Головка для экструзии рукава и способ изготовления рукава
Способ получения способного вспениваться полистирола

