Результат интеллектуальной деятельности: СПОСОБ ОТЛИВКИ УСТРОЙСТВА ДЛЯ ФРАКЦИОНИРОВАНИЯ ЖИРОВОЙ ТКАНИ
Вид РИД
Изобретение
Изобретение относится к литейному производству, в частности, к литью из пластмасс изделий для фракционирования жировой ткани.
Устройство для фракционирования жировой ткани предназначено для выделения клеточных фракций из жировой ткани человека и представляет собой замкнутую герметичную систему в виде закрытого, стерильного, герметичного, одноразового медицинского устройства. Также устройство имеет изолированные каналы, расположенные в боковых стенках, позволяющие проводить все необходимые манипуляции для выделения конечной клеточной фракции. Поэтому при отливке важно получить прочное и качественное изделие, которое позволит использовать разные методы стерилизации и обеспечит работоспособность в широком диапазоне механических температур.
Из уровня техники известны следующие решения.
Так из описания к патенту РФ № 2456120 (опубликован 20.07.2012 г.) известен способ отливки изделия, в котором разогревают форму до необходимой температуры и добавляют расплав из бериллиевой бронзы, который поступает по каналам, после охлаждения изделие вынимают.
За наиболее близкий аналог к патентуемому решению принят способ отливки, в котором в литейную форму установлены стержни для удерживания сердечников, которые предназначены для образования каналов в конструкции (см. патент США № 5924483, опубликован 20.07.1999 г.).
Недостатками известных решений является то, что отдельно отливают составные элементы устройства и склеивают для образования единой конструкции, что недопустимо для данного устройства и значительно снижает его качество, также для образования каналов в устройстве устанавливают стержни в пресс-форме и при извлечении устройства из-за недостаточного охлаждения вследствие недостаточного отвода тепла от стержней есть риск прилипания каналов к стержням.
Технической проблемой, на решение которой направлено заявленное изобретение, является устранение указанных недостатков, изготовление литого монолитного, и как следствие, замкнутого устройства с каналами, простота способа изготовления, повышение качества, прочности и надёжности устройства.
Техническим результатом патентуемого решения является повышение прочности устройства для фракционирования жировой ткани с одновременным упрощением способа его изготовления за счёт формирования монолитного устройства с образованием каналов при отливке.
Технический результат достигается за счет использования способа отливки устройства для фракционирования жировой ткани, где в предварительно разогретую до температуры 90-140°С литейную пресс-форму, в основание которой плотно посажены стержни из бериллиевой бронзы для формирования каналов в устройстве, заливают расплавленный поликарбонат с одновременным охлаждением основания пресс-формы водой до температуры 3-10°С для охлаждения стержней из бериллиевой бронзы до температуры 20-40°С, и после формирования устройства его извлекают из пресс-формы.
Литейную пресс-форму разогревают до температуры 90-140°С для формирования монолитного устройства для фракционирования жировой ткани (далее - устройство), так как в данном диапазоне температур расплавленный поликарбонат при однородном распределении принимает необходимую форму, что позволит получить прочное монолитное устройство.
Наличие стержней позволяет образовывать каналы при формировании монолитного устройства, а выполнение их из бериллиевой бронзы способствует повышению теплоотвода от стержней к основанию за счёт высокой теплопроводности сплава, что позволит исключить прилипание формируемых каналов к стержням и их деформацию при снятии формы и тем самым повысить прочность монолитного устройства.
Охлаждение плотно посаженных стержней из бериллиевой бронзы до температуры 20-40°С за счёт охлаждения основания пресс-формы водой до температуры 3-10°С позволяет сформировать монолитное устройство с образованием каналов без прилипания стержней при его извлечении за короткое время, и как следствие, повысить прочность устройства и упростить способ его изготовления.
В частности, стержни из бериллиевой бронзы выполнены с диаметром D=(4÷8) мм и длиной L=(12÷20)/D мм.
Далее решение поясняется ссылкой на фигуру, на которой изображено следующее.
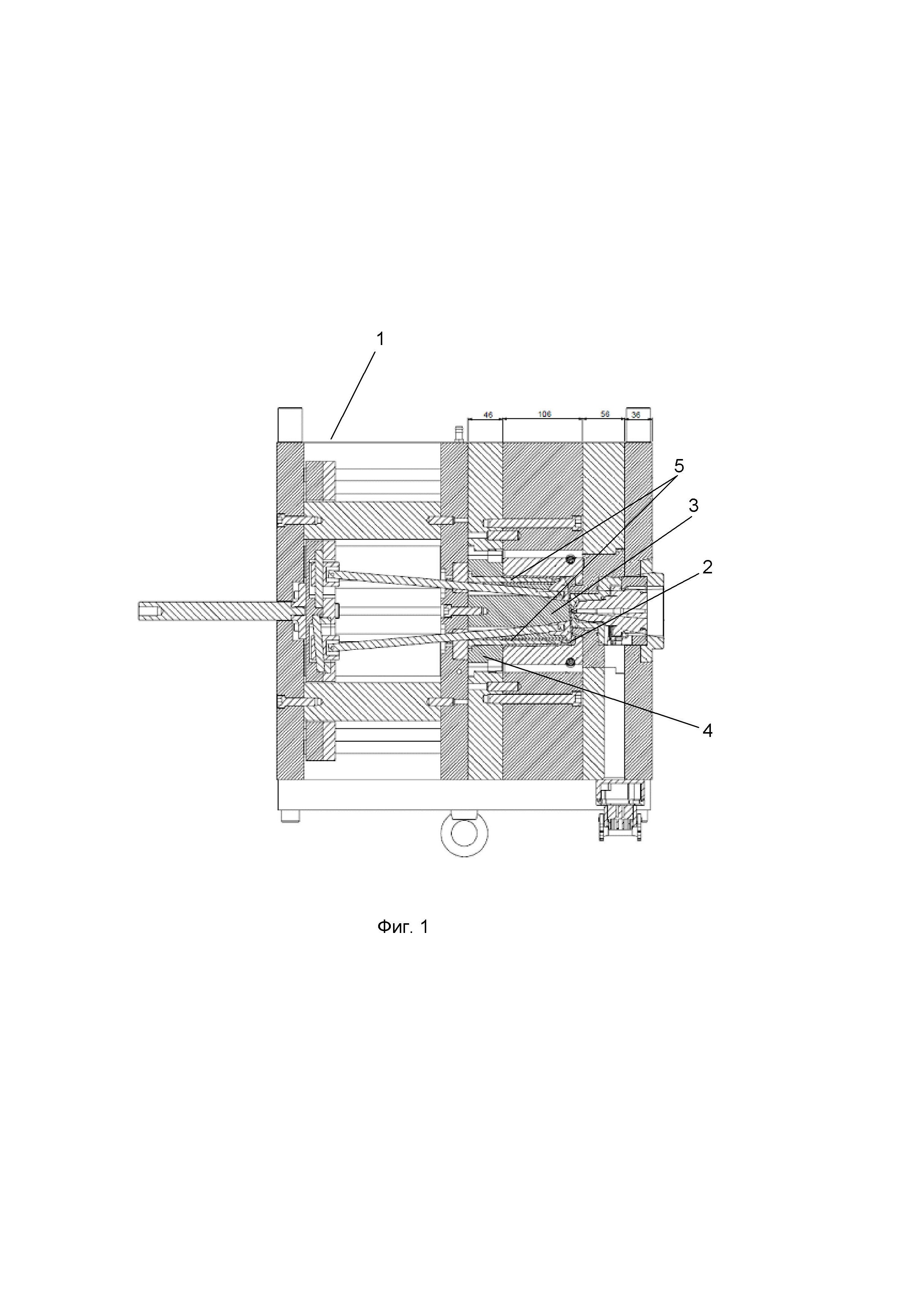
На фиг. 1 – устройство в пресс-форме в разрезе.
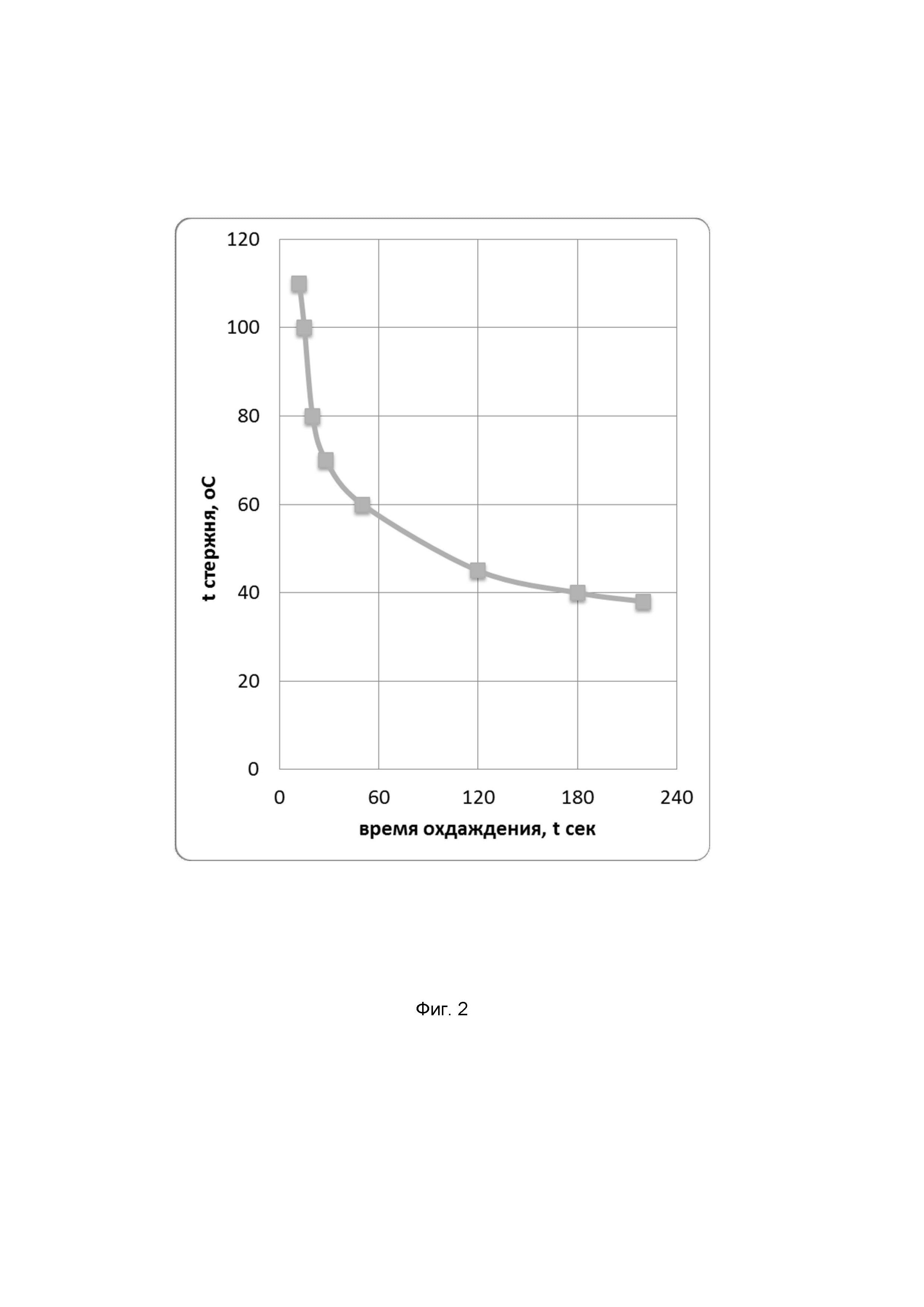
На фиг. 2 – график зависимости температуры стержней от времени охлаждения основания.
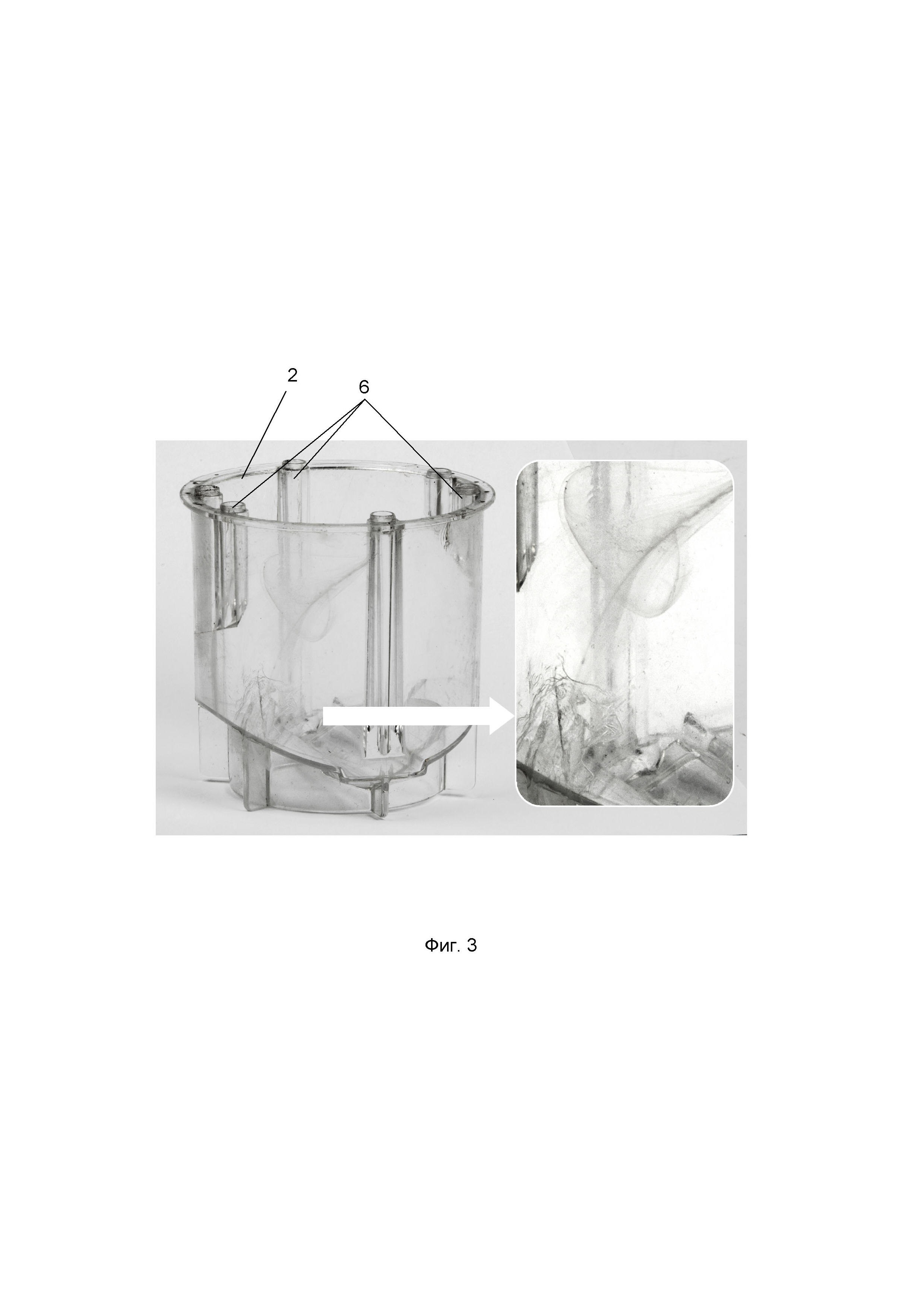
На фиг. 3 – вид отлитого деформированного устройства.
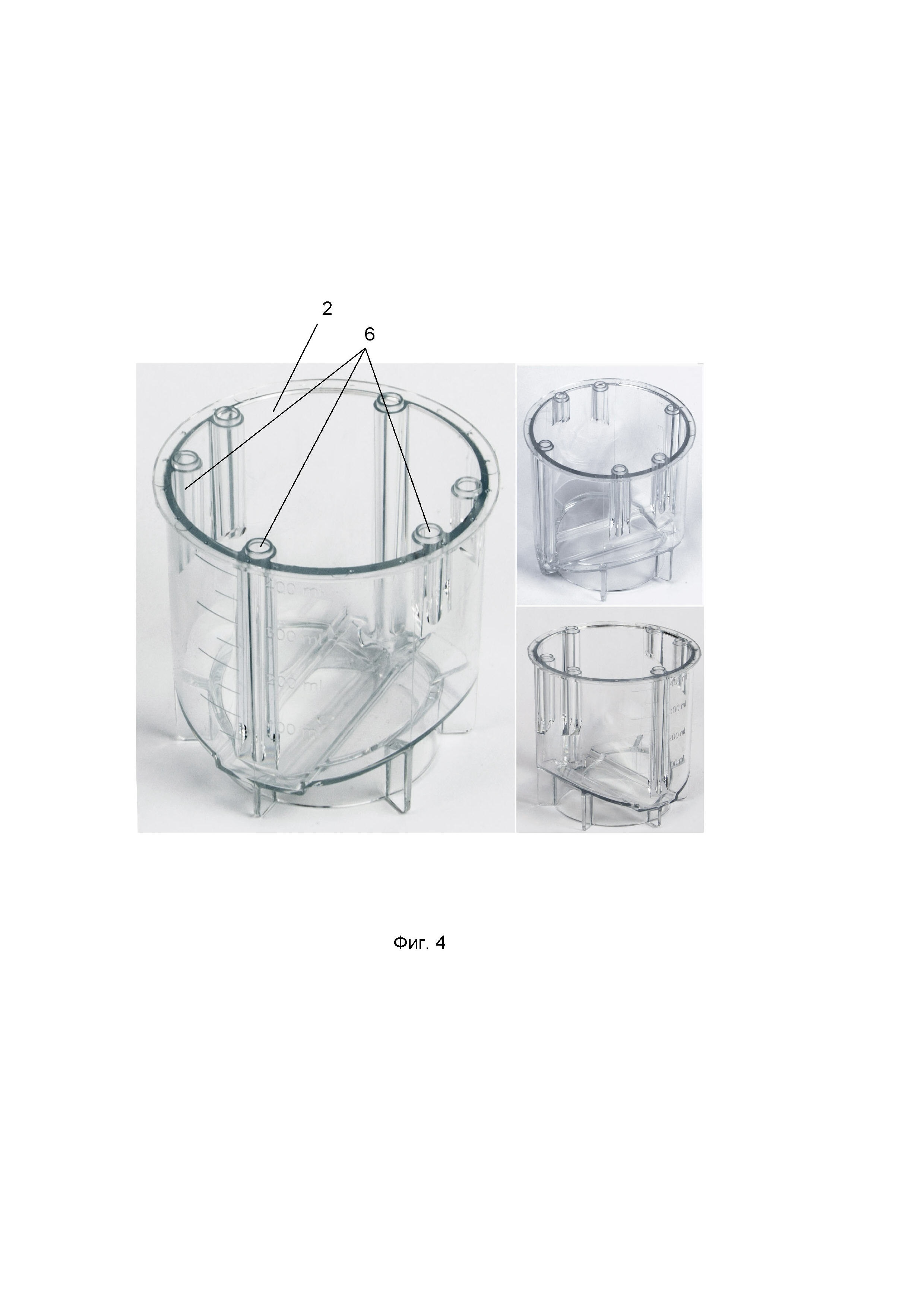
На фиг. 4 – вид отлитого устройства без дефектов.
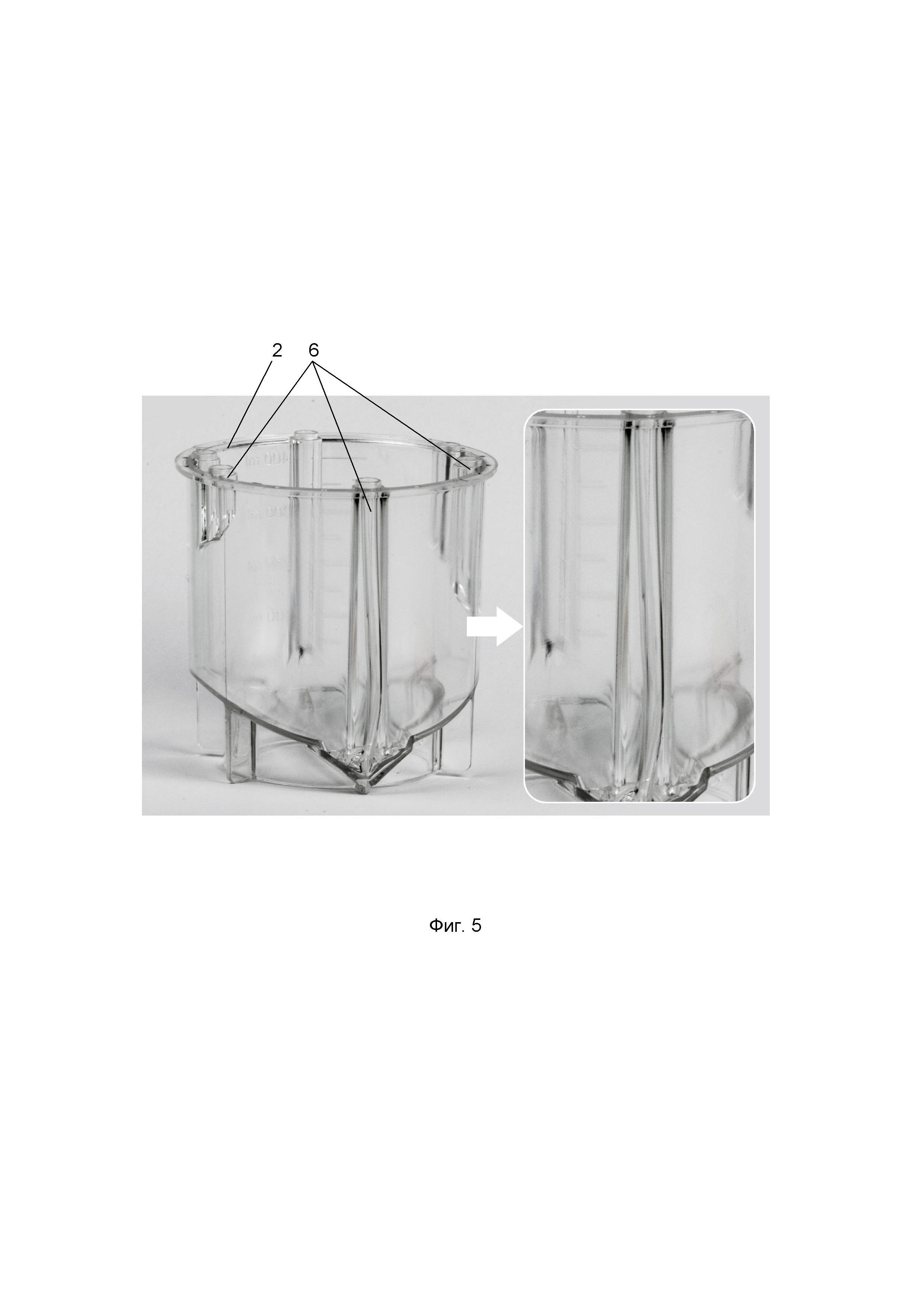
На фиг. 5 – вид отлитого устройства с дефектами.
Предложенный способ отливки устройства для фракционирования жировой ткани осуществляют следующим образом.
Литейную пресс-форму 1 (фиг.1) разогревают до температуры 90-140°С при помощи термостата, который создаёт заданную температуру. Если разогреть пресс-форму ниже 90°С, то на поверхности устройства 2 могут образоваться складки, а при температуре выше 140°С – поликарбонат размягчится, резко возрастёт деформируемость устройства, что не позволит изготовить прочное устройство без дефектов. Далее заливают расплавленный материал, в качестве которого используется полимерный материал, а именно поликарбонат, путём впрыскивания в пресс-форму 1 через литниковые каналы. Для формирования самого устройства 2 в пресс-форме 1 предусмотрены две формообразующие полости и пространство между ними, пуансон 3 для образования внутренней поверхность получаемого устройства 2. Пресс-форма 1 содержит стальное основание 4, в которое устанавливают стержни 5 для формирования в устройстве 2 длинных внутренних каналов 6, которые благодаря плотной посадке (с гарантированным натягом), обеспечивают взаимную неподвижность стержней 5 относительно основания 4 и теплоотвод, необходимый для охлаждения. Стержни 5 могут быть выполнены из бериллиевой бронзы, т.к. данный сплав имеет высокую теплопроводность (100 вт/м*°С против, например, стали 20 вт/м*°С), а также высокие прочностные свойства. Также стержни 5 выполнены длинными и тонкими, диаметр которых может составлять D=(4ч8) мм и длину L=(12ч20)/D мм для лучшего прогревания и последующего охлаждения. В основании 4, для его охлаждения, установлены каналы для подвода и отвода воды, которую используют благодаря большей теплоёмкости по сравнению, например, с охлаждением с помощью воздуха.
Отверждение материала при остывании происходит сначала у холодных стенок полости, а затем распространяется вглубь тела устройства 2. Для извлечения устройства 2 необходимо, чтобы стержни 5 были охлаждены для снижения вероятности прилипания их к каналам 6 устройства 3, увеличив интенсивность теплоотвода от стержней 5 к основанию 4. Поэтому за счёт подачи воды по каналам в основание 4, происходит его охлаждение до температуры 3-10°С, и как следствие, охлаждаются установленные в основание 4 стержни 5 до температуры 20-40°С за 3-4 минуты (см. фиг. 2), выполненные из бериллиевой бронзы, путём отвода тепла от стержней 5 в основание 4. После заливки расплава из поликарбоната (250-280°С) в формообразующие полости пресс-формы 1, одна часть пресс-формы 1 закрывается, формируется устройство 2 с каналами 6 за счёт охлаждения стержней 5, и выдерживается несколько минут. Охлаждение основания 4 ниже 3°С потребует больше времени и трудозатрат, а выше 10°С не обеспечит достаточный отвод тепла от стержней 5 для формирования каналов 6, что приведёт к хрупкости устройства 2. Если температура стержней 5 при охлаждении будет выше 40°С, то это приведёт к деформации при извлечении устройства 2 из пресс-формы 1 из-за прилипания каналов 6 к стрежням 5, а ниже 20°С – увеличит время и трудозатраты для отвода тепла от стержней 5 в основание 4. После того, как устройство 2 остыло и сформировалось, пресс-форму 1 раскрывают и устройство 2 извлекают.
Пример 1.
Литейную пресс-форму предварительно разогревают до температуры 90°С и заливают расплавленный поликарбонат, также одновременно охлаждают основание пресс-формы водой до температуры 3°С для охлаждения плотно посаженных стержней из бериллиевой бронзы в основание пресс-формы до температуры 20°С. В результате было получено устройство без дефектов с высокой прочностью, а после отливки при температуре ниже указанных значений стенки и, особенно, донная часть устройства будут иметь дефекты поверхности и высокие остаточные напряжения в стенках устройства (см. фиг. 3).
Пример 2.
Литейную пресс-форму предварительно разогревают до температуры 115°С и заливают расплавленный поликарбонат, также одновременно охлаждают основание пресс-формы водой до температуры 7°С для охлаждения плотно посаженных стержней из бериллиевой бронзы в основание пресс-формы до температуры 30°С. В результате было получено устройство без дефектов с высокой прочностью (см. фиг. 4).
Пример 3.
Литейную пресс-форму предварительно разогревают до температуры 140°С и заливают расплавленный поликарбонат, также одновременно охлаждают основание пресс-формы водой до температуры 10°С для охлаждения плотно посаженных стержней из бериллиевой бронзы в основание пресс-формы до температуры 40°С. В результате было получено устройство без дефектов с высокой прочностью, а при температуре выше указанных значений поликарбонат размягчится, в следствие чего резко возрастёт деформируемость устройства (см. фиг. 5).
Таким образом, заявленный способ позволяет получить монолитное устройство за счёт поддержания необходимых температурных условий, в отличие от устройств, части которых отливаются отдельно и имеют соединительные швы, что повышает прочность, долговечность устройства и уменьшает трудозатраты при изготовлении.
Устройство для выделения клеточных фракций из тканей человека и животных и способ его применения
Устройство для выделения клеточных фракций из тканей человека и животных и способ его применения
Способ очистки, модификации и стерилизации производных костной ткани и кожного матрикса с использованием сверхкритического флюида
Способ получения и применения высокоочищенного минерального матрикса в виде сегментов и гранул с остеоиндуктивными свойствами для замещения костных дефектов

