Результат интеллектуальной деятельности: СПОСОБ СБОРКИ РАЗЪЕМНОЙ МАНЖЕТЫ НА НЕРАЗРЕЗНОМ ТРУБОПРОВОДЕ ПЕРЕХОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Группа изобретений относится к строительству и ремонту трубопроводов и может быть использована для сборки резиновой разъемной манжеты на неразрезном трубопроводе перехода.
Резиновые манжеты применяются для герметизации межтрубного пространства на переходах трубопроводов диаметром 57-1420 мм, прокладываемых под дорогами, инженерными сооружениями и водными преградами, в защитном кожухе диаметром 159-1720 мм. Разъемные резиновые манжеты используют при ремонтах без разрезания трубопровода, а также в случаях, когда выполнить монтаж неразъемной резиновой манжеты на трубопровод нецелесообразно.
Известна разъемная манжета, выполненная из упругого материала (см. патент RU 2206003 C1 МПК F16J 15/32), которая содержит две цилиндрические части различных диаметров и соединяющую их конусную переходную часть. Манжета выполнена из резины с продольным ступенчатым разъемом, содержит замковое соединение с двумя рядами фиксаторов.
Недостаток известной разъемной манжеты заключается в том, что фиксаторы не гарантируют герметичность разъема, кроме того, фиксаторы создают жесткость, что препятствует созданию гофры на манжете.
Известна разъемная манжета (см. патент RU 2206004 C1 МПК F16J 15/32), выполненная со склеиваемым ступенчатым разъемом, содержащая охватываемый и охватывающий элементы.
Недостаток устройства заключается в том, что сложно обеспечить прижатие друг к другу склеиваемых поверхностей ступенчатого разъема манжеты на неразрезном трубопроводе перехода из-за его радиусной поверхности.
Известно устройство для сборки разъемной резиновой манжеты со ступенчатым разъемом, состоящим из охватываемого и охватывающего элементов разъема манжеты (см. патент RU 2309315 C1 МПК F16J 15/32), принятое за прототип.
Сборка элементов разъема манжеты осуществляется на неразрезном трубопроводе перехода (далее трубопровод) при помощи средства для сжатия, выполненного из двух радиусных прямоугольных пластин длиной 600-800 мм. Для предотвращения прогиба пластин при сжатии разъема манжеты в момент его склеивания пластины выполнены толщиной 8-10 мм. Одна из пластин толщиной 8-10 мм устанавливается на верхней части трубопровода во внутрь манжеты под склеиваемый разъем, вторая пластина устанавливается сверху на склеиваемый разъем манжеты. На концевых частях пластин выполнены отверстия для болтовых соединений, при помощи которых при склеивании элементов разъема манжеты пластины сжимают друг с другом. Каждый элемент разъема манжеты выполнен толщиной 5 мм.
Недостаток известного устройства заключается в том, что из-за слишком большой длины радиусных пластин (600-800 мм) двумя болтовыми соединениями на концевых частях сложно создать равномерное удельное давление по всей длине склеиваемых элементов разъема манжеты. При сжатии болтовыми соединениями концевых частей двух пластин в момент склеивания средняя часть верхней пластины деформируется вверх и в средней части образуются «воздушные пузыри» между склеиваемыми элементами разъема манжеты. Кроме того, давление, создаваемое радиусными пластинами, не контролируется, что отрицательно влияет на качество склеиваемого разъема манжеты.
Другой недостаток заключается в том, что установка на трубопровод радиусной пластины толщиной 8-10 мм во внутрь манжеты под склеиваемый разъем приводит к увеличению зазора между склеиваемыми элементами разъема и неплотному прилеганию склеиваемой манжеты к трубопроводу после демонтажа радиусной пластины. В результате при склеивании элементов разъема манжеты их торцевые боковые края не стыкуются заподлицо с ранее разрезанной линией при изготовлении элементов разъема и образуется зазор между боковыми торцевыми элементами разъема и полотном манжеты по всей ее длине. По завершению склеивания разъема разъемной манжеты необходимо выполнить гофру путем сжатия ее конусной части, и закрепить манжету хомутами-стяжками на трубопроводе и защитном кожухе-футляре. При выполнении гофры на манжете образуются дополнительные напряжения в торцевых склеиваемых участках разъема манжеты. В результате элементы разъема расходятся от полотна манжеты торцом вверх из-за недостаточного сжатия верхней радиусной пластиной элементов разъема манжеты при их склеивании, что уменьшает толщину полотна манжеты на 5 мм и дополнительно еще увеличивает ширину зазора на 7-8 мм между полотном манжеты и торцевой частью элементов разъема. Общая ширина зазора между элементами разъема манжеты составляет 15-18 мм, что отрицательно сказывается на прочности склеенного разъема манжеты. В образовавшийся по всей длине манжеты зазор глубиной 5 мм и шириной 15-18 мм попадают грунтовые воды - «агрессивная среда», которая в зазоре разрушает склеенный разъем манжеты, и вода поступает в межтрубное пространство перехода трубопровода, что приводит к авариям и огромным затратам на их ликвидацию.
Заявленная группа изобретений направлена на обеспечение требуемого качества склеиваемого разъема манжеты, герметичности межтрубного пространства и повышение надежности перехода трубопровода.
Для решения поставленной задачи разработано устройство и способ, которые устраняют упомянутые недостатки при сборке и окончательном склеивании элементов разъемной манжеты на трубопроводе.
Устройство для сборки разъемной резиновой манжеты на неразрезном трубопроводе перехода диаметром 57-1420 мм, прокладываемом в защитном кожухе-футляре диметром 159-1720 мм под дорогами, инженерными сооружениями и водными преградами, содержит средство для сжатия при склеивании друг с другом охватываемого и охватывающего элементов разъема манжеты. Разработанное устройство отличается от известных устройств тем, что указанное средство для сжатия включает подпрессовочную плиту, на наружной стороне которой выполнены посадочные места в виде выступов и/или углублений для упорных винтов, смонтированных на траверсе с возможностью перемещения их вверх и вниз для создания заданного давления внутренней стороной подпрессовочной плиты на склеиваемый разъем манжеты при ее размещении между двух штанг, которые смонтированы по нормали к поверхности трубопровода при помощи хомутов-стяжек с резиновыми прокладками, закрепленных на неразрезном трубопроводе болтовыми соединениями, причем траверса закреплена на указанных штангах. Выступы и/или углубления могут иметь цилиндрическую, и/или коническую, и/или сферическую поверхность. Внутренняя сторона подпрессовочной плиты может быть выполнена с радиусным углублением, равным наружной поверхности разъема манжеты, установленной для окончательного склеивания на неразрезном трубопроводе. Подпрессовочная плита может быть выполнена шириной от 80 до 120 мм.
Разработанный способ сборки разъемной резиновой манжеты на неразрезном трубопроводе перехода диаметром 57-1420 мм, прокладываемом в защитном кожухе-футляре диметром 159-1720 мм под дорогами, инженерными сооружениями и водными преградами, отличается от известных способов тем, что разъем манжеты для окончательного склеивания размещают на верхней части неразрезного трубопровода между двух штанг, смонтированных по нормали к поверхности трубопровода при помощи хомутов-стяжек, на штангах закрепляют траверсу с упорными винтами, на разъем манжеты устанавливают внутренней стороной подпрессовочную плиту и упорными винтами, взаимодействующими с посадочными местами, выполненными в виде выступов и/или углублений на наружной стороне подпрессовочной плиты, создают давление на склеиваемые поверхности элементов разъема манжеты друг с другом и одновременно контролируют давление путем замера момента затяжки упорных винтов на заданную величину, в момент склеивания разъема манжеты осуществляют подпрессовку путем увеличения момента затяжки ослабленных упорных винтов.
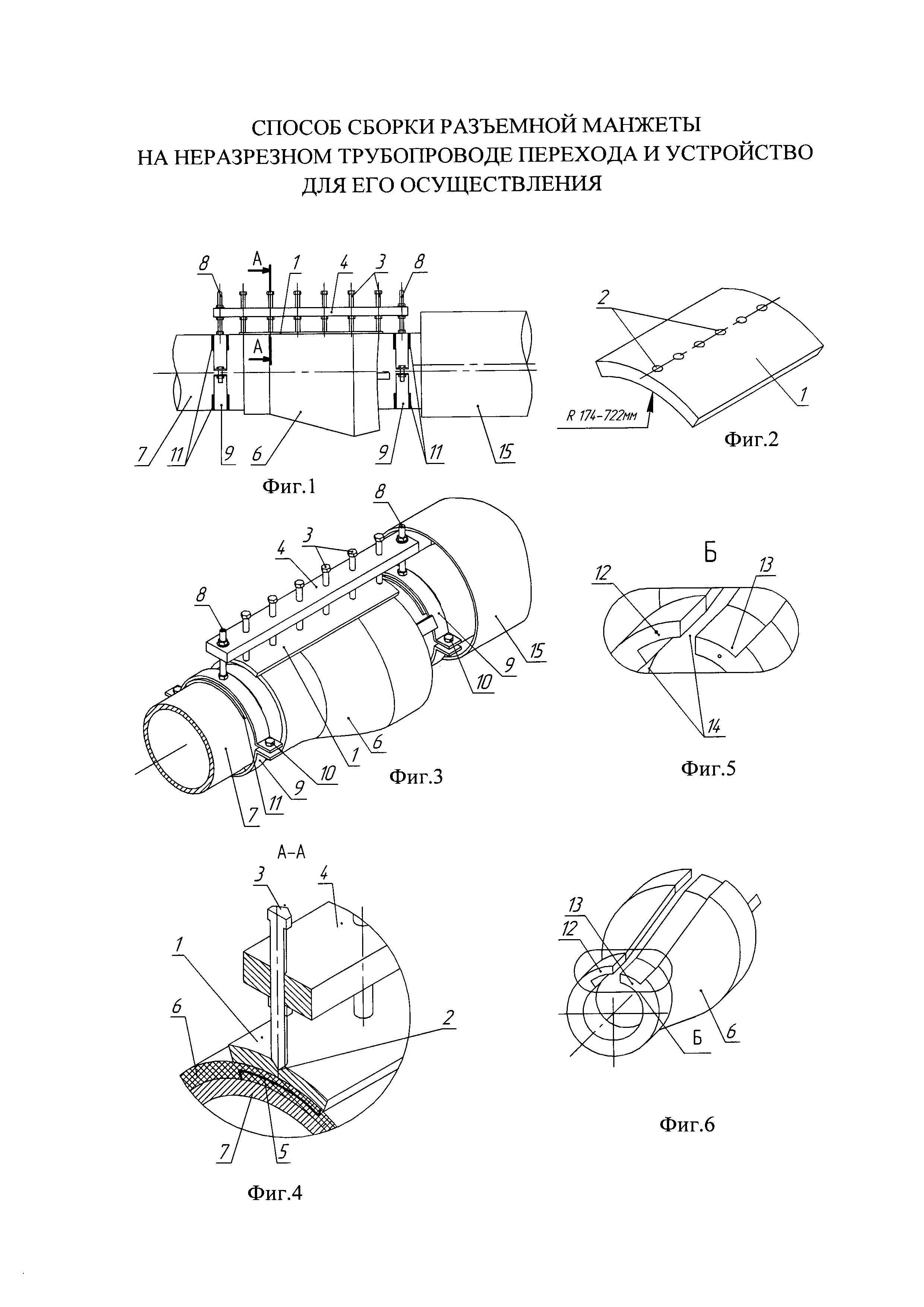
Сущность предполагаемого изобретения поясняется чертежами, где:
на фиг. 1 - изображен общий вид устройства для сборки разъемной резиновой манжеты на неразрезном трубопроводе перехода;
на фиг. 2 - изображена подпрессовочная плита, где внутренняя сторона выполнена с радиусным углублением R 174-722 мм, по центру на наружной ее поверхности выполнены посадочные места для упорных винтов, смонтированных на траверсе;
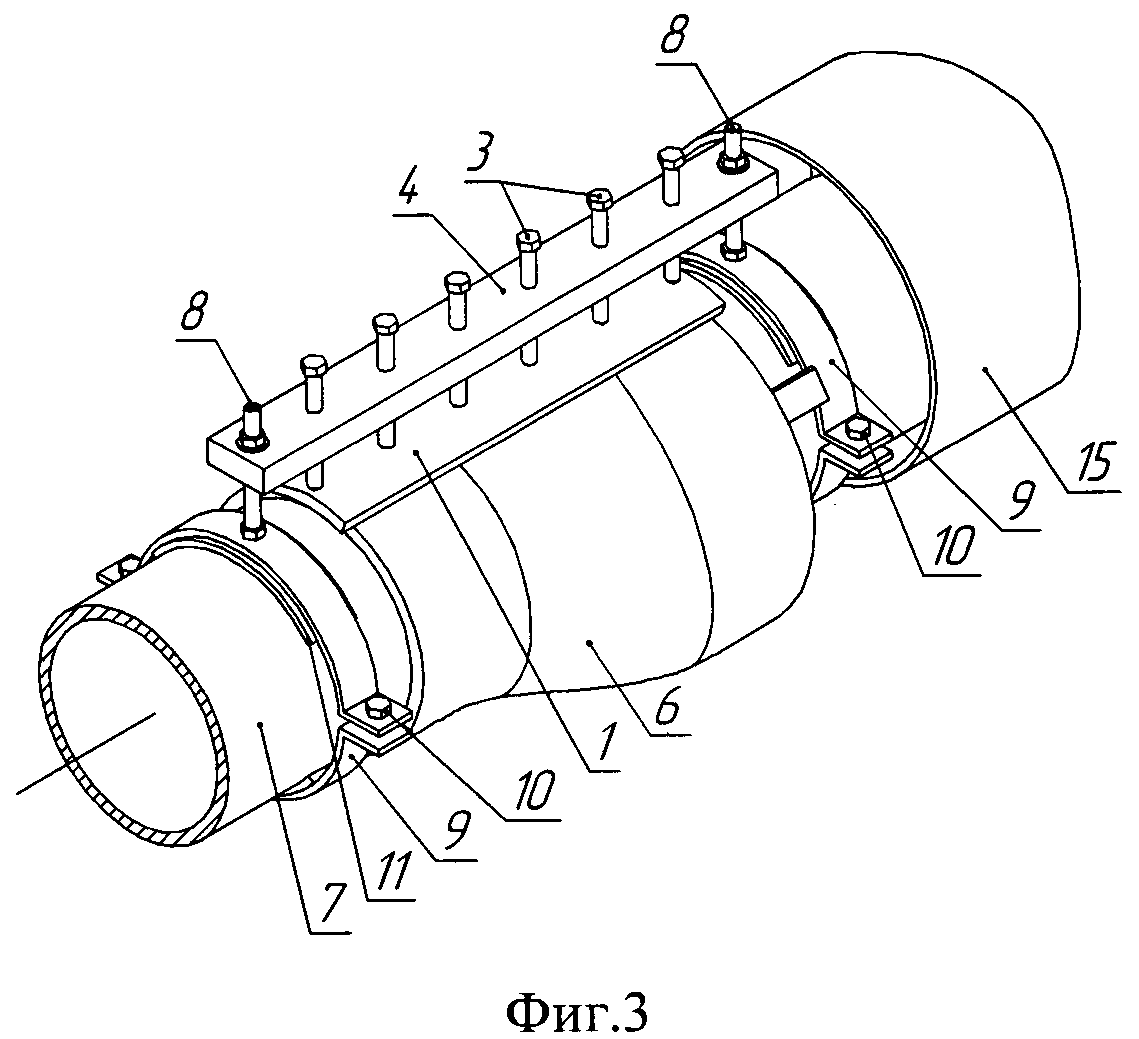
на фиг. 3 - изображено устройство для сборки разъемной резиновой манжеты на неразрезном трубопроводе перехода;
на фиг. 4 - изображен увеличенный фрагмент А-А фиг. 1;
на фиг. 5 - изображены элементы разъема манжеты.
на фиг. 6 - изображена разъемная манжета.
Изображенные элементы на чертежах обозначены следующими позициям:
1 - подпрессовочная плита;
2 - посадочные места, выполненные на подпрессовочной плите;
3 - упорные винты;
4 - траверса;
5 - разъем манжеты;
6 - разъемная манжета;
7 - неразрезной трубопровод перехода;
8 - штанги для крепления траверсы;
9 - хомут-стяжка;
10 - болтовое соединение;
11 - резиновые прокладки для защиты антикоррозионного покрытия трубопровода;
12- охватывающий элемент разъема;
13 - охватываемый элемент разъема;
14 - торцевые плоскости элементов разъема манжеты;
15 - защитный кожух неразрезного трубопровода перехода.
Предлагаемое устройство для сборки разъемной манжеты содержит средство для сжатия при склеивании друг с другом охватываемого 13 и охватывающего 12 элементов разъема 5 манжеты 6. Указанное средство для сжатия включает подпрессовочную плиту 1, внутренняя сторона которой выполнена с радиусным углублением R=174-722 мм для трубопроводов диаметром от 325 до 1420 мм. Радиус углубления R зависит от диаметра трубопровода и толщины наложенных друг на друга элементов разъема 5 манжеты 6. Внутренняя сторона подпрессовочной плиты 1 может быть выполнена с радиусным углублением, равным наружной поверхности разъема 5 манжеты, установленной для окончательного склеивания на неразрезном трубопроводе 7.
По центру на плоской поверхности подпрессовочной плиты 1 выполнены посадочные места 2 для упорных винтов 3. Посадочные места 2 в виде выступов и/или углублений имеют цилиндрическую, и/или коническую, и/или сферическую поверхность. При затягивании упорных винтов 3 посадочные места 2 препятствуют боковому сдвигу подпрессовочной плиты 1, что способствует качественному склеиванию разъема 5 манжеты 6, герметичности межтрубного пространства и повышению надежности перехода трубопровода.
Упорные винты 3 смонтированы на траверсе 4 с возможностью перемещения их вверх и вниз для создания заданного и контролируемого давления на подпрессовочную плиту 1 и на разъем 5 манжеты 6 при ее склеивании. Контроль давления способствует качественному склеиванию разъема 5 манжеты 6, герметичности межтрубного пространства и повышению надежности перехода трубопровода.
Траверса 4 устройства выполнена, например, из профильной трубы и несет основную нагрузку при создании давления на склеиваемый разъем 5 манжеты 6.
На концевых частях траверсы 4 выполнены отверстия для ее закрепления на верхней части трубопровода 7 в горизонтальном положении на штангах 8 при помощи хомутов-стяжек 9. Горизонтальное размещение траверсы 4 на верхней части горизонтально расположенного трубопровода 7 наиболее удобно для склеивания разъема 5 манжеты 6, однако для наклонных трубопроводов не обязательно. Монтаж штанг 8 по нормали к поверхности трубопровода обеспечивает наиболее равномерное распределение давления при затягивании упорных винтов 3, препятствует перекосу и боковому сдвигу траверсы 4 и подпрессовочной плиты 1.
Хомуты-стяжки 9 выполнены из двух полухомутов и закрепляются на трубопроводе перехода при помощи болтовых соединений 10 на резиновых прокладках 11 для защиты антикоррозионного покрытия на неразрезном трубопроводе 7. Защита антикоррозионного покрытия на неразрезном трубопроводе 7 от повреждений повышает надежность перехода трубопровода.
Способ сборки разъемной резиновой манжеты на неразрезном трубопроводе осуществляют следующим образом:
Вокруг трубопровода 7 размещают разъемную манжету 6, накладывают друг на друга промазанные клеем охватываемый 13 и охватывающий 12 элементы разъема 5. Манжету 6 с предварительно склеенными элементами 12,13 разъема 5 устанавливают на верхней части трубопровода 7 разъемом 5 вверх для его окончательного склеивания путем сжатия элементов разъема 12, 13 друг с другом без натяжения в спокойном состоянии.
Затем на неразрезной трубопровод 7 устанавливают резиновые прокладки 11, хомуты-стяжки 9 со штангами 8 так, чтобы манжета 6 находилась между ними. Штанги 8 располагают на верхней части хомутов-стяжек 9 параллельно друг другу и по нормали к поверхности трубопровода 7. Хомуты-стяжки 9 закрепляют на трубопроводе 7 перехода при помощи болтовых соединений 10.
На штанги 8 устанавливают траверсу 4 с упорными винтами 3 и жестко ее закрепляют на штангах 8.
На склеиваемый разъем 5 между двух штанг 8 внутренней стороной устанавливают подпрессовочную плиту 1. Внутренняя сторона подпрессовочной плиты 1 может быть выполнена плоской для ширины склеиваемого разъема 5 менее 80 мм и диаметра трубопровода 7 более 325 мм. Для наилучшего склеивания разъема 5 внутренняя сторона подпрессовочной плиты 1 также может быть выполнена с радиусным углублением R 174-722 мм для трубопроводов диаметром от 325 до 1420 мм в зависимости от диаметра трубопровода.
После установки подпрессовочной плиты 1 на разъем 5 манжеты 6 упорные винты 3, расположенные на траверсе 4, перемещают вниз на подпрессовочную плиту 1 в посадочные места 2, и создают давление от середины к краям равномерно по всей длине поверхности элементов разъема 5 манжеты 6 без смещения и натяжения в местах склеивания охватываемого 12 и охватывающего 13 элементов разъема 5 друг с другом.
При создании давления на подпрессовочную плиту 1 одновременно контролируют давление путем замера момента затяжки упорных винтов 3 на заданную величину.
В момент склеивания разъема 5 манжеты 6 осуществляют подпрессовку путем увеличения момента затяжки ослабленных упорных винтов 3.
При создании устойчивого постоянного давления на подпрессовочную плиту 1 и на разъем 5 манжеты 6 процесс склеивания выдерживают в течение 24-27 часов.
По истечению заданного времени устройство для сборки манжеты 6 снимают, и при отсутствии видимых зазоров на манжете 6 между боковыми торцевыми 14 поверхностями охватываемого 12 и охватывающего 13 элементов разъема, осуществляют герметизацию межтрубного пространства перехода. Для этого монтируют манжету 6 на защитный кожух 15, создают гофру путем перемещения цилиндрической части манжеты по трубопроводу 7 во внутрь защитного кожуха, закрепляют хомутами на трубопроводе 7 и защитном кожухе-футляре 15, и переход сдают в эксплуатацию.
Предлагаемые устройство и способ сборки разъемной манжеты были применены 10.08.2017 г. на переходе трубопровода диаметром 1020/1220 мм при строительстве под скоростной автомобильной дорогой Москва-Санкт-Петербург, где были получены положительные результаты.
Переход газонефтепровода и способ его сборки, хомут-стяжка, опорно-направляющее кольцо для перехода и устройство для сборки кольца.
Опорно-направляющее кольцо, способ его сборки и разборки
Манжета из эластичного материала
Манжета из эластичного упруговязкого материала
Манжета из упругого материала
Хомут-стяжка для крепления резиновой манжеты на трубопроводе
Опора для протаскивания трубопровода внутри защитного кожуха
Резиновая манжета
Насадка акустического смесителя
Акустический смеситель
Опорно-направляющее кольцо, способ его сборки и разборки
Манжета из эластичного материала
Хомут-стяжка для крепления резиновой манжеты на трубопроводе
Резиновая манжета
Способ определения степени шаржирования металлических поверхностей абразивными зёрнами из сверхтвердых абразивных материалов

