Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ СТЕКЛА, ВКЛЮЧАЮЩЕЕ ПЕЧЬ, КАНАЛ И ПЕРЕГОРОДКУ
Вид РИД
Изобретение
Изобретение относится к устройству для плавления стекла, включающему электрическую печь с холодным сводом для получения расплавленного стекла.
Устройство согласно изобретению включает электрическую печь, оснащенную электродами в контакте с массой остекловываемых материалов, канал, соединяющий печь с устройством для переработки расплавленного стекла, и перегородку, которая погружается в стекло, предотвращая прохождение нерасплавленного и плавающего исходного материала через канал и поступление его в устройство для переработки стекла. В устройстве этого типа перегородка обычно размещается в канале. Однако было отмечено, что перегородка может задерживать застывшее стекло с последующим неконтролируемым высвобождением в форме твердых частиц в расплавленное стекло. Такое поведение оказывает вредное влияние на качество полученного стекла, в частности, когда стекло должно подаваться в волокнообразующие фильеры. Чтобы устранить этот недостаток, возникла идея разместить перегородку не в канале, а дальше выше по потоку, непосредственно на выходе из печи. На этом месте стекло является более горячим, и представляет собой место конвективных потоков, и эти два фактора предотвращают образование застывшего стекла на перегородке. Тем самым было достигнуто улучшение качества стекла.
Применяемая в контексте изобретения печь представляет собой печь «с холодным сводом», что обеспечивает возможность плавления остекловываемых материалов с использованием тепла, выделяющегося в результате термоэффекта Джоуля от электродов, погруженных в остекловываемые материалы. Твердая композиция остекловываемых материалов вводится через верх и образует верхний слой, также известный как корка, полностью покрывающий ванну расплавленных материалов. Согласно прототипу, расплавленные материалы выводятся через днище или боковую сторону, через горловину, чтобы пропускать через канал фидера, который питает волокнообразующие устройства. Формирование волокна может происходить непрерывно сразу же после расплавления остекловываемых материалов. Когда между печью и каналом фидера применяется горловина, наблюдается быстрый износ облицовывающих горловину огнеупорных материалов, в частности, верхней части последней. Это обусловливается тем, что, несмотря на применение систем охлаждения, которые позволяют ограничить воздействие на огнеупорные материалы расплавленных материалов при высокой температуре, эти огнеупорные материалы, как правило, должны заменяться чаще, чем другие огнеупорные компоненты печи. В дополнение, для такой замены требуется отключение печи. Кроме того, в горловине с большей вероятностью может образовываться пробка, когда печь переводится в режим ожидания для технического обслуживания, или в случае отключения питания. Удаление пробки застывшего стекла часто оказывается невозможным, и зачастую требует разрушения и восстановления горловины.
Как правило, производство этого типа проводится с выведением между 5 и 100 тоннами в день. Это представляет собой пропускание стекла через волокнообразующие фильеры, которое ограничивает выход. Поэтому преобразование в волокна является стадией, определяющей течение стекла на протяжении всего процесса (производительность). Печь этого типа с относительно умеренными размерами (площадь внутренней поверхности днища между 1 м2 и 30 м2) является очень универсальной, и может быть легко отключена в любой момент сообразно обстоятельствам. Как правило, она может работать непрерывно в течение времени между 24 часами и 6 месяцами, и даже дольше.
Патентный документ US 6 314 760 описывает круглую печь, имеющую электроды и имеющую коническое днище, питающее канал фидера, поток стекла между печью и каналом проходит через молибденовую трубу, окруженную рубашкой, через которую пропускается охлаждающая вода.
Патентный документ US 3 912 488 представляет круглую печь, имеющую электроды и имеющую коническое днище, содержащее отверстие для выведения расплавленных материалов через вершину конусообразного днища, причем указанное отверстие охлаждается циркулирующей водой.
Патентный документ WO2013098504 описывает способ изготовления минеральных волокон, в котором поток расплавленного стеклообразующего материала между печью и каналом фидера пропускается под регулируемой по высоте металлической перегородкой, включающей охлаждаемую потоком охлаждающей текучей среды рубашку. Регулирование перегородки по высоте позволяет влиять на температуру преобразуемого в волокна стекла, чтобы довести его вязкость до диапазона, желательного для формирования волокна. Высота перегородки регулирует только температуру, но не скорость течения стекла.
Патентный документ US2002/0000101 представляет устройство для плавления стекла, включающее круглую печь, оснащенную отверстием, образованным молибденовой трубой.
Патентный документ WO2004/052054 описывает печь, оснащенную электродами, включающую погруженную в стекло перегородку и удерживаемую только сводом. Эта перегородка является неподвижной.
Патентный документ US 2 559 683 представляет передвижную перегородку, размещенную в зоне очистки. Перегородка служит только для удерживания плавающего нерасплавленного исходного материала в печи. Зона очистки является такой же глубокой, как и печь.
Патентный документ GB 714 292 описывает перегородку, разделяющую две зоны печи, зону плавления и зону очистки. Стекло нагревается на одной из сторон перегородки, и горячая точка стекла локализована напротив расположенной ниже по потоку стороне перегородки. Перегородка служит только для удерживания плавающего нерасплавленного исходного материала в печи.
Настоящее изобретение относится прежде всего к устройству для плавления стекла, включающему печь, оснащенную электродами в контакте с массой остекловываемых материалов, причем указанная печь включает боковое отверстие, соединенное с каналом фидера для расплавленного стекла, удаляемую перегородку, погруженную в стекло в печи. В канале, и уже при протекании под перегородкой, стекло предпочтительно находится в состоянии пробкового режима течения, без обратного конвективного течения. Канал является в достаточной мере неглубоким для предотвращения обратных течений. Перегородка погружается достаточно глубоко в стекло, чтобы стекло, которое прошло под нею, не участвовало бы в обратном течении в печь.
Согласно изобретению, перегородка находится близко к отверстию, в печи перед отверстием или же в отверстии, и, в этом случае, непосредственно на выпуске печи. Если рассматривать самую большую горизонтальную окружность, которая может быть вписана в печь, минуя перегородку, и находится на самой дальней ее части ниже по потоку, то вертикальная плоскость, проведенная через обращенную к стороне выше по потоку поверхность перегородки, соприкасается с этой окружностью. Эта окружность проводится в горизонтальной плоскости, проходящей через самую высокую сторону днища канала. Перегородка не принимается в расчет при проведении этой окружности, отсюда и выражение «минуя перегородку». В частности, перегородка предпочтительно находится в печи и перед отверстием, будучи поддерживаемой боковыми стенками печи на одной стороне отверстия. В таком случае перегородка является более широкой, чем отверстие печи. Огнеупорные материалы на обеих сторонах отверстия могут быть описаны как «упоры», и они образуют хорошие опоры для поверхности перегородки, обращенной в сторону ниже по потоку. Если обращенная в сторону выше по потоку поверхность перегородки расположена не вертикально, но слегка наклонно относительно вертикали, то для этого достаточно наличия по меньшей мере одной вертикальной плоскости, проходящей через обращенную в сторону выше по потоку поверхность перегородки и касательной к этой определенной выше окружности, чтобы удовлетворять условию относительно положения перегородки согласно настоящему изобретению. Независимо от того, размещается ли перегородка в печи или во впускном отверстии канала, предпочтительно, чтобы она контактировала с огнеупорными боковыми стенками, в частности, боковыми стенками печи или стенками канала так, что стекло, проходящее по каналу, вынуждено протекать под перегородкой, и не может проходить сбоку от нее. Это благоприятным образом предотвращает попадание в канал нерасплавленного исходного материала. Как уже упоминалось, перегородка предпочтительно находится в печи.
Позиционирование перегородки согласно изобретению является идеальным для предотвращения отложений нерасплавленного стекла на перегородке благодаря ее близости к электродам, причем указанная перегородка находится в более горячей области, чем в канале, и вследствие того обстоятельства, что она размещается в зоне конвективных течений расплавленного стекла в печи. Применение удаляемую перегородки согласно изобретению позволяет действовать в режиме остановки и пуска, то есть, с обеспечением возможности отключения устройства и повторного пуска его без растрескивания огнеупорной футеровки, чтобы перевести его обратно в эксплуатационный режим. Тем фактом, что перегородка находится в области плавления, обеспечивается возможность развития конвективной рециркуляции между электродами и стенками печи, в том числе на перегородке. Моделирование показало, что конвективная рециркуляция была недостаточной, когда перегородка находится слишком далеко в канале.
Отверстие печи, используемое для сливания стекла через канал, является боковым, что означает, что оно находится в боковой стенке печи, причем указанная стенка, как правило, ориентирована вертикально.
Перегородка может быть изготовлена из стали, и охлаждается текучей средой, такой как воздух или вода. Она также может быть выполнена из молибдена, из сплава тугоплавких металлов, из керамического материала, из платины, из покрытого платиной керамического или огнеупорного материала, из сплава тугоплавких металлов, который покрыт платиной, или из покрытого платиной молибдена, причем это следует понимать так, что при таких материалах она может быть неохлаждаемой или охлаждаемой внутренним потоком охлаждающей текучей среды, такой как воздух или вода.
Перегородка удерживает плавающие нерасплавленные сырьевые материалы в печи. Перегородка может перемещаться по меньшей мере вертикально. Ее способность к вертикальному перемещению создает возможность регулирования ее по высоте. Как правило, она погружена в стекло на высоту h1 от дна корки сырьевых материалов, причем h1 предпочтительно составляет по меньшей мере 150 мм. Корка из сырьевых материалов обычно имеет толщину между 80 и 350 мм. Высота h2 стекла под перегородкой предпочтительно составляет по меньшей мере 100 мм. Высота h2 стекла под перегородкой является меньшей, чем высота h1 перегородки в контакте с расплавленным стеклом под коркой сырьевых материалов. Это положение перегородки имеет результатом увеличение продолжительности пребывания расплавленного стекла в печи, что является благоприятным для сокращения количества, вплоть даже до исчезновения, нерасплавленных частиц, смешанных с расплавленным стеклом. Перегородка благоприятным образом может перемещаться в боковом направлении, чем упрощается ее отсоединение от боковой стенки печи, с которой она контактирует. Ее способность перемещаться в боковом направлении позволяет отсоединять ее от боковой стенки печи. Подвижность в боковом направлении обеспечивается положением перегородки в печи, поддерживаемой боковыми стенками печи на обеих сторонах отверстия.
Если смотреть сверху, печь может иметь многоугольную, в частности, квадратную или прямоугольную форму, или может быть круглой. Днище печи может быть плоским, или может иметь наклонную поверхность. Наклонная поверхность днища позволяет проводить поток расплавленного стеклообразующего материала в сторону самой низкой точки днища при начале плавления. Это обусловливается тем, что предпочтительно собирать небольшой объем расплавленного стеклообразующего материала в начале заполнения печи, чтобы сформировать горячую точку, в которой аккумулируется тепло. Это позволяет проводить работу быстрее в начале заполнения и создает условия для начала работы печи. Наклонная поверхность может быть такой, как перевернутый конус, вершина которого является самой низкой точкой днища печи. Она также может быть наклонной плоскостью, пересечение которой с цилиндрической стенкой печи образует кривую линию, которая описывает место, которое является самым низким местом днища. Возможны другие формы. Электроды предпочтительно размещаются близко к месту, где вводятся сырьевые материалы. Таким образом, если последние могут быть введены последовательно в нескольких местах, преимущественно должна предусматриваться возможность перемещения электродов, чтобы быть в состоянии сделать их подвижными к месту введения сырьевых материалов.
Внутренность печи оснащается огнеупорными материалами, которые приходят в контакт с остекловываемыми материалами, как на днище, так и на боковой стенке. Боковая стенка обычно включает наружную металлическую обшивку в контакте с окружающим воздухом. Эта металлическая обшивка обычно включает две стенки, между которыми циркулирует охлаждающая текучая среда, такая как охлаждающая вода.
Электроды находятся в контакте с остекловываемыми материалами, чтобы нагревать их в результате термоэффекта Джоуля. Электроды могут входить в стекло через днище, или могут быть погружены через верх. Как правило, эти электроды включают изготовленную из молибдена часть в контакте с остекловываемыми материалами. В случае электродов, погружаемых в стекло через верх, они в дополнение могут включать часть, выполненную из стали, которая не контактирует со стеклом и находится над остекловываемыми материалами, и которая соединена с источником электрического напряжения. Введение электродов через верх представляет ряд преимуществ сравнительно с конфигурацией, согласно которой электроды проходили бы через днище. В частности, для пропускания через днище требуется изготовление электродных блоков, создающих соединение между электродом и днищем, и эти блоки являются в особенности проблематичными в изготовлении вследствие того, что днище также охлаждается металлической обшивкой. Число электродов регулируется в зависимости от размера и производительности печи.
Печь оснащена устройствами для введения остекловываемых материалов, которые включают стеклобой. Эти остекловываемые материалы, как правило, находятся в форме порошка, даже в виде гранул, обычно до диаметра 10 мм, что подразумевает, что свыше 90% по весу стеклообразующего материала образованы частицами, в которых расстояние между двумя наиболее далеко отстоящими друг от друга точками в каждой частице составляет менее 10 мм. Остекловываемые материалы равномерно распределяются по всей внутренней поверхности печи, чтобы сформировать покрывающую расплавленные материалы корку. В качестве устройства для введения остекловываемых материалов может применяться загрузчик шихты, который загружает печь через верх. Остекловываемые материалы равномерно распределяются по всей внутренней поверхности печи. Еще не расплавленные остекловываемые материалы образуют корку на поверхности над расплавленными остекловываемыми материалами. Эта корка формирует тепловой экран, который ограничивает теплопотери через верх. Как правило, печь не оснащается устройством для перемешивания остекловываемых материалов (без механической мешалки или погружной горелки), за исключением разве что типа барботера.
Поверхность стекла в печи в контакте с атмосферой печи обычно имеет площадь между 1 и 30 м2. В эксплуатационном режиме глубина остекловываемых материалов (расплавленных + нерасплавленных), как правило, варьирует между 200 и 1000 мм, и предпочтительно между 300 и 800 мм, или даже между 400 и 600 мм. Производительность действующего устройства, как правило, может составлять между 5 и 100 тоннами в день.
Канал фидера может включать по меньшей мере одно отверстие в его днище. Он может включать 2, или 3, или больше отверстий в зависимости от числа перерабатывающих устройств, в частности, волокнообразующих устройств, подача в которые производится одновременно. Струя расплавленных остекловываемых материалов, вытекающая через это отверстие, затем может быть направлена в сторону волокнообразующей установки. Течение стекла в канале является ламинарным.
Переработка в волокна может проводиться с использованием устройства для «внутреннего центрифугирования». Сам по себе принцип процесса внутреннего центрифугирования хорошо известен квалифицированному специалисту в этой области технологии. В общих чертах, этот способ состоит во введении струи расплавленного минерального материала в центробежное прядильное устройство, также известное как волокнообразующая тарелка, вращающееся с высокой скоростью и перфорированное по его краю очень большим количеством отверстий, через которые расплавленный материал под действием центробежной силы разбрасывается в форме нитей. Эти нити затем подвергаются воздействию кольцевого растягивающего потока при высокой температуре и высокоскоростному обжатию стенкой центрифуги, поток утончает их и преобразует их в волокна. Сформированные волокна увлекаются этим газовым растягивающим потоком в приемное устройство, обычно состоящее из проницаемой для газов ленты. Этот известный способ стал предметом многочисленных усовершенствований, в частности, таких, которые описаны в Европейских Патентных Заявках ЕР 0 189 534, ЕР 0 519 797 и ЕР 1 087 912.
Устройство согласно изобретению пригодно для плавления стекла всех типов.
В частности, устройство согласно изобретению может быть использовано для плавления стекла для волокон с составами, описанными в одном или прочих из документов WO99/57073, WO99/56525, WO00/17117, WO2005/033032 и WO2006/103376. Идеальная температура формования волокна зависит от состава расплавленного материала.
Как правило, цель состоит в достижении его вязкости между 25 Па·сек и 120 Па·сек.
Таким образом, изобретение также относится к способу получения стекла, включающему расплавление остекловываемых материалов с использованием устройства согласно изобретению. Соответственно этому способу, канал устройства может питать устройство для формирования волокон стекловаты.
Конечное стекло может иметь состав (состав А), включающий:
SiО2: от 35 до 80% по весу,
Al2О3: от 0 до 30% по весу,
СаО+MgО: от 5 до 35% по весу,
Na2O+K2O: от 0 до 20% по весу,
причем в общем понятно, что
сумма SiО2+Al2О3 варьируется в пределах диапазона от 50 до 80% по весу, и что сумма Na2O+K2O+В2О3 варьируется в пределах диапазона от 5 до 30% по весу.
Вводимые остекловываемые материалы могут соответствовать составу стекловаты (состав В), и могут включать:
SiО2: от 50 до 75% по весу,
Al2О3: от 0 до 8% по весу,
СаО+MgО: от 5 до 20% по весу,
оксид железа: от 0 до 3% по весу,
Na2O+K2O: от 12 до 20% по весу,
В2О3: от 2 до 10% по весу.
Вводимые остекловываемые материалы также могут соответствовать составу обогащенной оксидом алюминия стекловаты (состав С), и могут включать:
SiО2: от 35 до 50% по весу,
Al2О3: от 10 до 30% по весу,
СаО+MgО: от 12 до 35% по весу,
оксид железа: от 2 до 10% по весу,
Na2O+K2O: от 0 до 20% по весу.
Стекло в печи обычно имеет температуру свыше 1200°С. Кроме того, оно обычно имеет температуру менее 1700°С. Если стекло имеет состав обогащенной оксидом алюминия стекловаты, как только что приведенный (состав С), то его температура в печи, как правило, составляет между 1350 и 1700°С. Если стекло имеет состав стандартной стекловаты (состав В), то его температура в печи обычно варьирует между 1200 и 1420°С. В устройстве согласно изобретению наивысшая температура стекла имеет место в печи, и никогда после перегородки. Тем самым наиболее горячее место для стекла в печи находится напротив обращенной в сторону выше по потоку поверхности перегородки. Благодаря этому устройство согласно изобретению является в достаточной мере эффективным для расплавления стекла без необходимости создания зоны очистки позади перегородки.
Температура преимущественно является достаточно высокой для того, чтобы вязкость η в пуазах стекла на расстоянии 1 см от обращенной в сторону выше по потоку поверхности перегородки была такой, что log10η<2. Эта относительно высокая температура позволяет сделать стекло жидкотекучим, что, в свою очередь, обеспечивает возможность формирования сильного конвективного течения на выходе печи. Это сильное течение, в сочетании с позиционированием обращенной в сторону выше по потоку поверхности перегородки непосредственно в конвективном течении, предотвращает образование застывшего стекла на обращенной в сторону выше по потоку поверхности перегородки, устраняя по этой причине неконтролируемое и нежелательное выделение частиц во время изготовления. Эта вязкость рассматривается на расстоянии 1 см от обращенной в сторону выше по потоку поверхности перегородки внутрь печи, на середине ширины перегородки и на середине высоты по глубине погружения перегородки в контакте со стеклом.
Чем больше стеклообразующий материал поглощает ИК-излучение, тем сильнее ограничивается теплопередача, и тем больше наблюдается значительный температурный градиент от днища к корке из сырьевых материалов, плавающих над расплавленным стеклообразующим материалом. От содержания до 3% по весу оксида железа считается, что стекло мало поглощает инфракрасное излучение, и температура стекла является в основном однородной в печи. Изобретение в особенности пригодно для плавления стекла этого типа, имеющего низкое содержание оксида железа. В этом случае температура стекла в печи обычно варьирует между 1200 и 1400°С.
Канал фидера может питать, в частности, устройство для формирования волокон стекловаты, или устройство для изготовления пустотелых стеклянных изделий, таких как маленькие или большие бутылки.
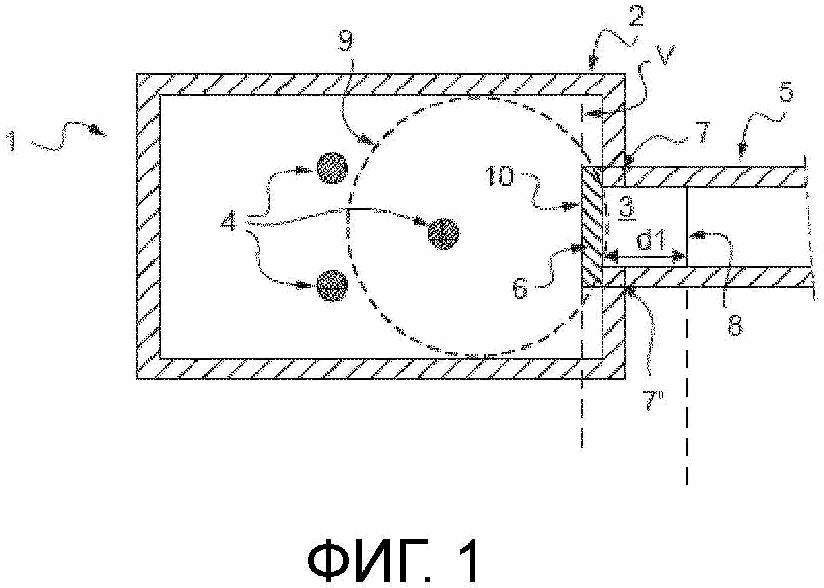
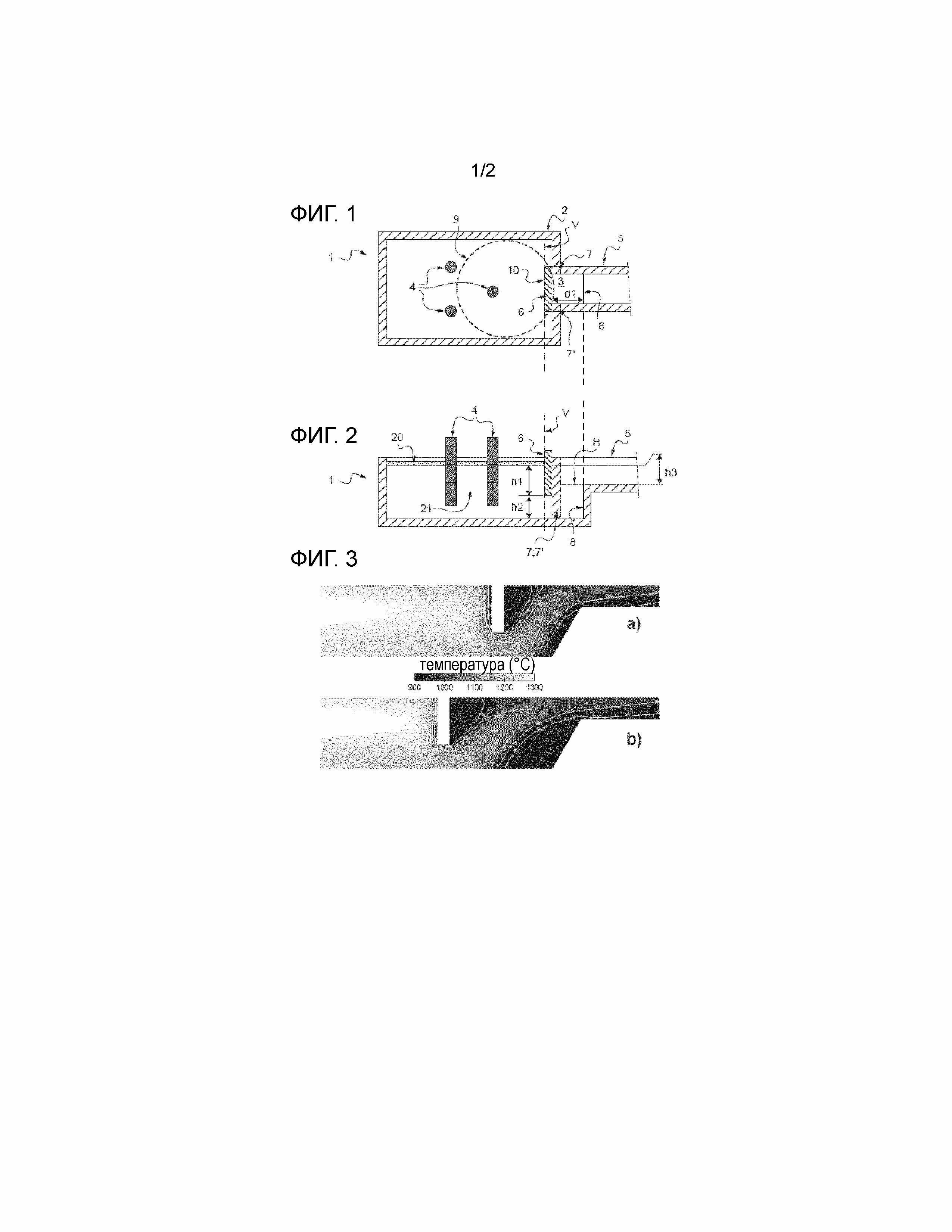
Фигура 1 представляет устройство согласно изобретению, вид сверху.
Фигура 2 представляет то же устройство, как на Фигуре 1, вид сбоку.
Фигура 3 представляет сравнение распределения температур в зависимости от того, находится ли перегородка в канале согласно а) или в печи согласно b).
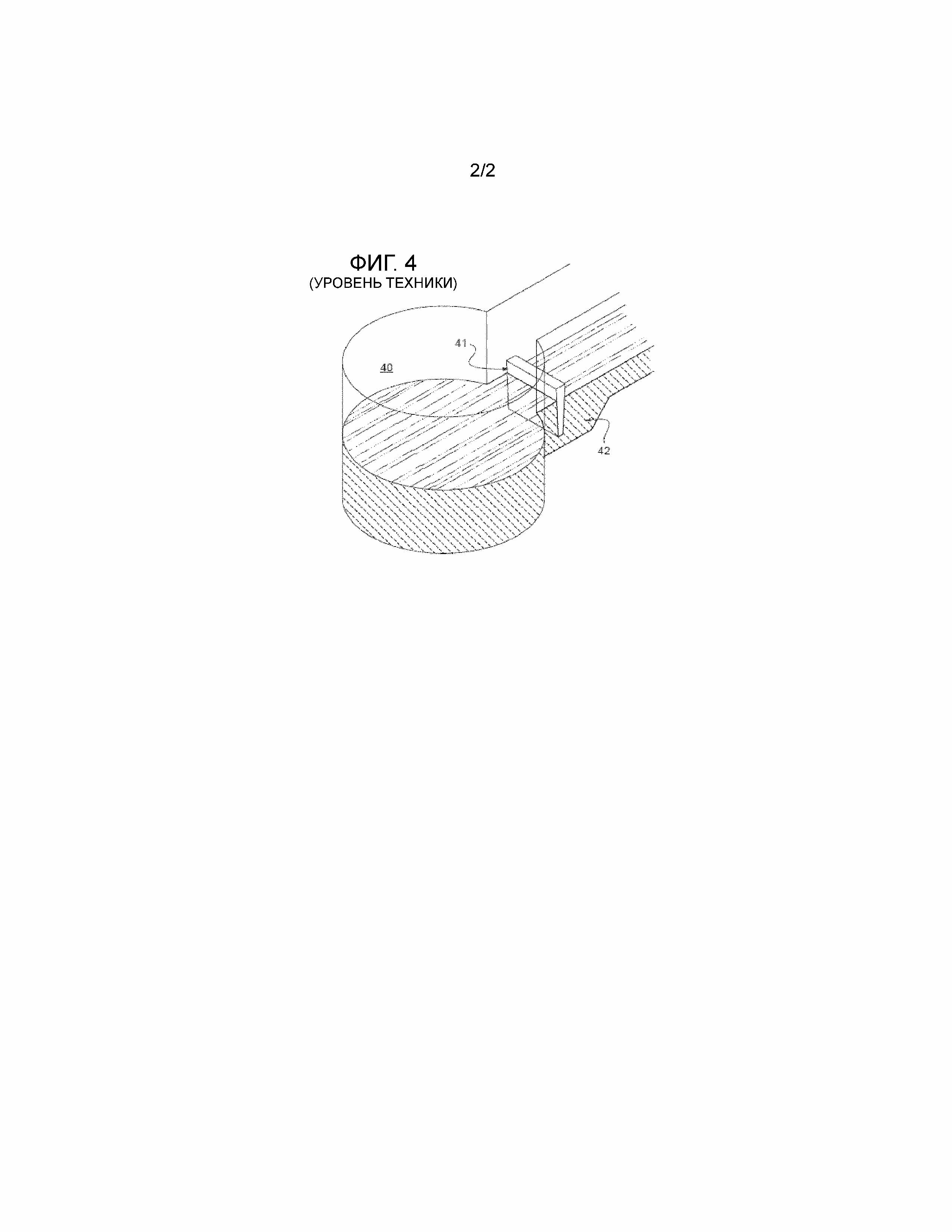
Фигура 4 представляет печь согласно патентному документу WO2013/098504 в перспективном изображении.
Чертежи выполнены не в масштабе.
Фигура 1 представляет устройство согласно изобретению на виде сверху. Оно включает печь 1, боковые стенки 2 которой образуют прямоугольник на виде сверху. Печь включает боковое отверстие 3. Молибденовые электроды 4 погружены в остекловываемые материалы через верх для нагревания последних в результате термоэффекта Джоуля. Это отверстие соединено с каналом 5 фидера. Перегородка 6, размещенная в печи 1, погружается в стекло через верх. Эта перегородка имеет бóльшую ширину, чем ширина отверстия, и опирается на упоры 7 и 7' стенок. Обращенный вверх уступ 8 в начале канала уменьшает толщину слоя стекла, вытекающего из печи в канал. Уступ находится на расстоянии d1 позади перегородки, причем d1 предпочтительно составляет более 250 мм. Наибольшая окружность 9, вписанная в печь дальше всего ниже по потоку в печи, если рассматривать сверху, не считая перегородки, представлена пунктиром. Эта воображаемая окружность касается боковых стенок и двух упоров на одной стороне отверстия, и поэтому для размещения этой окружности перегородка не принимается во внимание. Обращенная в сторону выше по потоку поверхность 10 перегородки находится внутри окружности 9. Вертикальная плоскость V, проходящая через обращенную в сторону выше по потоку поверхность 10 перегородки, на самом деле касается этой окружности 9, поскольку пересекает ее в двух местах. Перегородка находится в печи и опирается на боковые стенки печи на обеих сторонах отверстия 3.
Фигура 2 представляет то же устройство, как на Фигуре 1, в виде сбоку. Номера позиций, общие с номерами на Фигуре 1, обозначают одинаковые компоненты или характеристики. В печи 1 корка 20 из сырьевых материалов, которые еще не расплавились, плавает на поверхности стекла 21. Перегородка погружена в стекло на глубину h1 от нижнего края корки сырьевых материалов. Высота стекла под перегородкой составляет h2. Высота h3 стекла в канале является меньшей, чем высота расплавленного стекла h1+h2 в печи. Окружность 9 на Фигуре 1 проведена на уровне самой высокой стороны днища канала 5, то есть, в горизонтальной плоскости Н на Фигуре 2.
Фигура 3 представляет сравнение распределения температур в зависимости от того, находится ли перегородка в канале согласно ситуации а) или в печи согласно ситуации b). В этих конфигурациях а) и b) боковое отверстие печи размещается на уровне обращенной в сторону ниже по потоку поверхности перегородки, позиционированной согласно Фигуре 3b). В частности, видно, что поверхность перегородки, обращенная в сторону центра печи (в левую сторону на фигурах), является более горячей в b), чем в а). Для этих измерений использовалась печь с площадью поверхности стекла 2,5 м2, действующая с производительностью 6,2 тонны в день. Стекло содержало 65,7% SiО2, 17,1% Na2O+K2O, 4,5% В2О3, 2,05% Al2О3, 8% СаО и 2,5% MgО. Температура у дна составляла 1350°С.
Фигура 4 представляет печь согласно патентному документу WO2013/098504 в перспективном изображении. Представлена только общая форма, чтобы показать местоположение перегородки. Печь 40 является круглой, и перегородка 41, которая является подвижной по вертикали, размещается в канале 42 так, что наибольшая горизонтальная окружность, которая может быть вписана в самую дальнюю ниже по потоку сторону печи, не может касаться перегородки. Кроме того, наибольшая окружность соответствует кольцеобразной внутренней стенке печи. Согласно этой конструкции, перегородка находится в довольно холодной области, и перегородка не смещается вбок. Следовательно, может случиться так, что перегородка заблокируется в канале, и ее извлечение будет весьма затруднительным.
Устройство и способ плавления остекловывающихся материалов
Проклеивающая композиция для минеральных волокон и полученные с ней продукты
Композиция для склеивания минеральных волокон и получающиеся из нее материалы
Полунавесной фасад
Способ получения изоляционных продуктов на основе минеральной ваты и полученные продукты
Огнестойкий изоляционный продукт на основе минеральной ваты, способ получения и подходящая проклеивающая композиция
Связующая композиция для минеральной ваты, включающая сахарид, органическую поликарбоновую кислоту и реакционноспособное кремнийорганическое соединение и полученные из нее изоляционные изделия
Наружная изоляционная система для зданий
Проклеивающая композиция для минеральной ваты, содержащая невосстанавливающий сахар и соль металла и неорганической кислоты, и полученные изоляционные материалы
Фенольная смола, способ получения, проклеивающий состав для минеральных волокон и получаемые материалы
Устройство и способ плавления остекловывающихся материалов
Способ получения стекла с использованием электроварки

