Результат интеллектуальной деятельности: Способ диффузионной сварки металлокерамических узлов
Вид РИД
Изобретение
Изобретение относится к технологии электровакуумных приборов, а именно к технологии диффузионной сварки металлокерамических узлов электрическим взрывом прокладки.
Известен способ диффузионной сварки металлов в вакууме, в котором в зоне сварки размещают материал, обеспечивающий экзотермическую реакцию между входящими в него компонентами. В зоне сварки размещают, по меньшей мере, одну герметичную металлическую оболочку, осуществляют ее нагрев путем пропускания тока для инициирования экзотермической реакции между входящими в термореагирующий порошок компонентами. Испаряют оболочку электрическим взрывом с получением металлической прослойки на поверхностях свариваемых деталей. Свариваемые детали приводят в контакт и приводят их изотермическую выдержку в атмосфере азота под давлением (патент РФ 2259265).
Недостатком этого способа является разлетание материала прокладки из зоны контакта.
Известен также способ диффузионной сварки взрывом прокладки, наиболее близкий к заявленному (SU 1586880 А). Это способ диффузионной сварки, при котором между свариваемыми поверхностями деталей размещают промежуточную прокладку в виде фольги, закрепленную в токоподводящих штангах, детали сближают и в процессе сближения осуществляют напыление материала прокладки на свариваемые поверхности путем электрического взрыва прокладки.
Техническая проблема заключается в низком качестве соединения металлокерамических узлов вследствие разлетания материала прокладки из зоны контакта при электрическом взрыве.
Проблема решается тем, что в способе диффузионной сварки металлокерамических узлов, содержащий сдавливание соединяемых деталей через промежуточную прокладку и взрыв прокладки путем подачи импульса тока, прокладку выполняют из трех параллельных секций с разным электрическим сопротивлением, причем электрическое сопротивление крайних секций в 5-10 раз больше, чем средней ее секции, при этом осуществляют раздельный взрыв сначала средней секции прокладки, а затем ее крайних секций путем последовательной подачи на прокладку импульсов тока.
Технический результат заключается в исключении возможности разлетания материала прокладки при электрическом взрыве и повышении качества соединения.
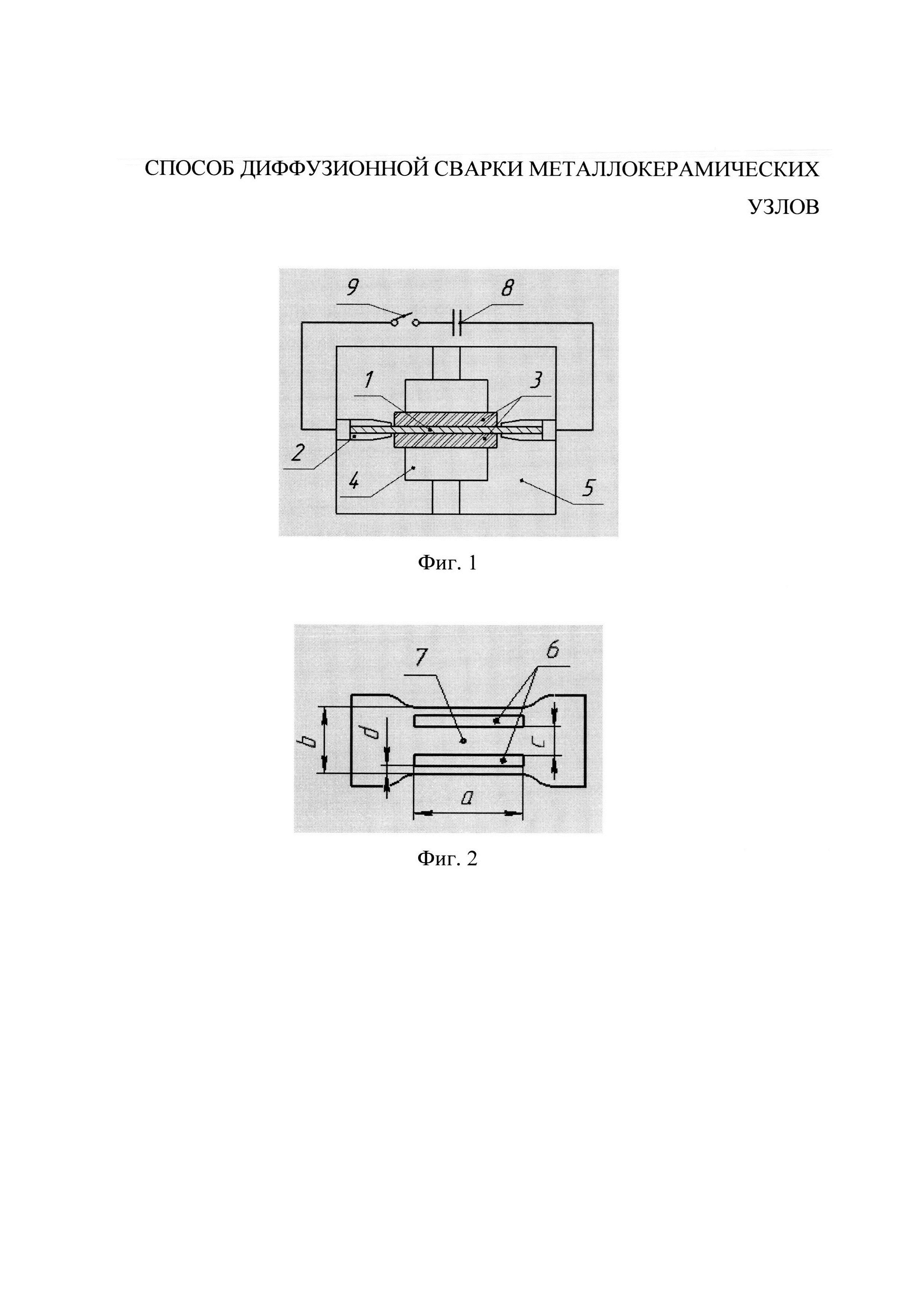
На фиг. 1 изображена схема сварки взрывом, а на фиг. 2 вид прокладки сверху. Позициями обозначены: 1 - прокладка; 2 - держатели; 3 - свариваемые детали; 4 - опоры; 5 - вакуумная камера; 6 - крайние секции прокладки; 7 - средняя секция прокладки; 8 - батарея конденсаторов; 9 - коммутатор.
Прокладку 1 зажимают в держателях 2, сдавливание деталей 3 через прокладку осуществляют с помощью опор 4 в вакуумной камере 5 при Р=2⋅10-3 Па. Батарею конденсаторов 8 заряжают до напряжения 3,5 кВ при емкости батареи 200 мкФ. Затем при замыкании коммутатора 9 батарея разряжается через прокладку 1. Прокладку 1 выполняют в виде трех секций с разным электрическим сопротивлением, причем электрическое сопротивление крайних секций 6 в 5-10 раз больше, чем средней секции 7. Осуществляют раздельный взрыв сначала средней секции 7 прокладки, а затем ее крайних секций 6 путем последовательной подачи на прокладку импульсов тока.
При взрыве средней секции 7 продукты распыления сохраняются в зоне контакта, так как их разлет ограничен наружными секциями 6. Сохранение продуктов распыления в зоне контакта обеспечивает качественное соединение. Если сопротивление крайних и средних секций отличается менее чем в 5 раз, то раздельный взрыв секций не гарантируется. Если сопротивление отличается более чем в 10 раз, то возможен повторный взрыв средних секций.
Пример выполнения изобретения.
Способ диффузионной сварки осуществляли следующим образом:
Сваривали детали из керамики 22ХС через танталовую прокладку 1 (фиг. 1) толщиной 0,1 мм. Размеры зоны сварки составляли а=20 мм и b=15 мм. Ширина средней секции прокладки с=13 мм, а наружных секций d=1 мм (фиг. 2). Свариваемые детали 3 зажимались через прокладку 1 с помощью опор 4 давлением 3 кг/мм2. Прокладка 1 соединялась с батареей конденсаторов 8 с помощью держателей 2. Вакуумная камера 4 откачивалась до давления 2⋅10-3 Па. Далее, батарея конденсаторов 8 заряжалась до напряжения 3,5 кВ при емкости батареи 200 мкФ. Затем при замыкании коммутатора 9 батарея разряжалась через прокладку 1. При этом взрывалась средняя секция 7 прокладки 1, а крайние секции 6 оставались целыми, что обеспечивало сохранение продуктов взрыва в зоне соединения. Далее повторно батарея 8 при разомкнутом коммутаторе 9 заряжалась до напряжения 2 кВ и затем разряжалась через прокладку 1. При этом взрывались крайние секции 7. Таким образом, последовательный взрыв сначала средних, а затем крайних секций обеспечивал сохранение продуктов взрыва в зоне соединения и повышает качество сварки. При испытании соединения на сдвиг наблюдалось разрушение керамики при сохранении очагов взаимодействия.
Способ диффузионной сварки металлокерамических узлов, включающий сдавливание соединяемых деталей узлов через промежуточную прокладку и взрыв прокладки путем подачи импульсов тока, отличающийся тем, что прокладку выполняют из трех параллельных секций с разным электрическим сопротивлением, причем электрическое сопротивление крайних секций прокладки в 5-10 раз больше, чем средней ее секции, при этом осуществляют раздельный взрыв сначала средней секции прокладки, а затем ее крайних секций путем последовательной подачи на прокладку импульсов тока.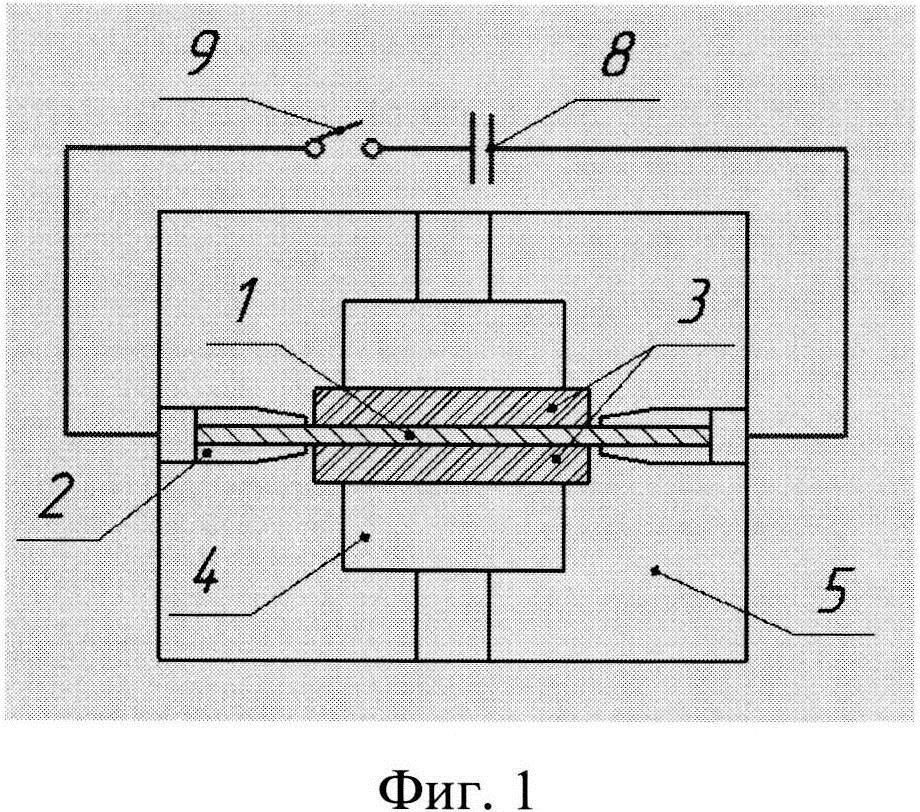
Способ формирования трехмерного изделия в свч электромагнитном поле
Способ рекультивации объектов, оказывающих негативное действие на окружающую среду
Способ работы бинарной парогазовой тэц
Бетонная смесь
Пресс-форма для изготовления бетонных и железобетонных конструкций
Способ термической переработки высокосернистых горючих сланцев
Способ определения толщины пленки с помощью интерферометрии белого света
Способ изготовления мультиэлектродного газоаналитического чипа на основе мембраны нанотрубок диоксида титана
Способ электроплазменного напыления биосовместимых покрытий на основе магнийсодержащего трикальцийфосфата
Способ измерения толщины тонкой пленки и картирования топографии ее поверхности с помощью интерферометра белого света
Способ определения веса и координат центра тяжести тел
Устройство для создания динамичных голографических изображений в пространстве
Устройство подзарядки аккумулятора беспилотного летательного аппарата
Способ определения магнитной девиации на подвижном объекте

