Результат интеллектуальной деятельности: ТИСНЕНИЕ ЛИСТА, ПОДВЕРГНУТОГО ЭЛЕКТРОРАЗРЯДНОМУ ТЕКСТУРИРОВАНИЮ
Вид РИД
Изобретение
Перекрестные ссылки на родственные заявки
Эта заявка заявляет приоритет предварительной заявки № 62/263193 на патент США под названием «Embossing for Electro Discharge Textured Sheet», поданной 4 декабря 2015 года, которая включена в данный документ во всей своей полноте посредством ссылки.
Область изобретения
Настоящее изобретение относится к устройству и способам прокатки металла в листы и более конкретно - к нанесению поверхностной текстуры на металлический лист.
Предшествующий уровень техники
Известны различные способы производства листового металла, обладающего заданной текстурой поверхности. Например, текстура поверхности, такая как получаемая посредством прокатки листа валками, которые были обработаны электроразрядным текстурированием (ЭРТ), может быть нанесена на алюминиевые, стальные и другие металлические поверхности в ходе операции с малым обжатием (3-5% или при 8-10%) после холодной прокатки, что приводит к 40-60% переносу шероховатости валка. Обжатия при использовании валков ЭРТ в диапазоне 3-5% или 8-10% являются причиной создания твердых частиц во время процесса прокатки вследствие большого числа неровностей на поверхности валка и скольжения в зазоре валков. Эти твердые частицы часто оказываются на листе и могут требовать дополнительного этапа очистки после прокатки или во время обработки потребителем. Прокатка ЭРТ при последовательном дрессировочном проходе значительно замедляет скорость линии и требует внесения изменений в валок на станции холодной прокатки ЭРТ, в зависимости от того, требуется ли текстурирование или работа на полной скорости без текстурирования. Стан холодной прокатки или дрессировочный стан подразумевают значительные капиталовложения в зависимости от типа стана и требуемой производительности. Следовательно, сохраняется потребность в усовершенствованных и альтернативных способах и устройстве для текстурирования листа.
Сущность изобретения
Раскрытый объект изобретения относится к способу нанесения текстуры на металлический лист, включающему прокатку листа на прокатной клети с валком, имеющим поверхность ЭРТ, при обжатии < 1% и при уровне усилия прокатки, обеспечивающем шероховатость поверхности на листе в диапазоне от приблизительно 1 мкм до 5 мкм.
В одном варианте осуществления настоящего изобретения уровень усилия прокатки поддерживается по меньшей мере одним из по меньшей мере одного гидравлического цилиндра или механического привода.
В другом варианте осуществления настоящего изобретения усилие прокатки поддерживается в пределах диапазона от +/- 0,3 до 0,5% от общего усилия прокатки.
В другом варианте осуществления настоящего изобретения усилие прокатки поддерживается в пределах диапазона +/- 0,1 от общего усилия прокатки.
В другом варианте осуществления настоящего изобретения усилие прокатки поддерживается в пределах диапазона от +/- 1 до 5 тонн от общего усилия прокатки. В другом варианте осуществления настоящего изобретения шероховатость поверхности, которую придают листу, находится в диапазоне от приблизительно 1 мкм до 1,5 мкм Sa.
В другом варианте осуществления настоящего изобретения поверхность листа перераспределяют посредством этапа прокатки до глубины от приблизительно 1 мкм до 2 мкм.
В другом варианте осуществления настоящего изобретения лист имеет ширину от приблизительно 1,5 м до приблизительно 1,85 м, и усилие прокатки, оказываемое валком с поверхностью ЭРТ, находится в диапазоне от приблизительно 200 до 350 метрических тонн.
В другом варианте осуществления настоящего изобретения усилие прокатки измеряют датчиками усилия и/или датчиками давления, и данные об усилии используют для управления гидравлическим или механическим приводом (-ами), которые регулируют усилие прокатки.
В другом варианте осуществления настоящего изобретения этап прокатки выполняют посредством 2-х валковой прокатной клети.
В другом варианте осуществления настоящего изобретения прокатная клеть представляет собой чеканочный станок или подобное устройство с по меньшей мере одним валком, представляющим собой валок с текстурой ЭРТ.
В другом варианте осуществления настоящего изобретения оба валка 2-х валковой прокатной клети снабжены текстурой ЭРТ.
В другом варианте осуществления настоящего изобретения металлический лист после этапа прокатки имеет число пиков от 20 до 100 пиков/см с использованием порога отсечения +/- Sa/2 приблизительно 0,5 мкм.
В другом варианте осуществления настоящего изобретения валок с поверхностью ЭРТ имеет диаметр в диапазоне от приблизительно 300 до 500 мм.
В другом варианте осуществления настоящего изобретения валок с поверхностью ЭРТ имеет выпуклость бочки приблизительно 0,635 мм.
В другом варианте осуществления настоящего изобретения металлический лист протягивают через прокатную клеть.
В другом варианте осуществления настоящего изобретения сматывающая система протягивает металлический лист через прокатную клеть и приводит в движение валок с поверхностью ЭРТ.
В другом варианте осуществления настоящего изобретения металлический лист приводят в движение через прокатную клеть.
В другом варианте осуществления настоящего изобретения лист представляет собой продукт, выходящий с прокатного стана, перед тем, как подвергается прокатке на прокатной клети с валком, имеющим поверхность ЭРТ.
В другом варианте осуществления настоящего изобретения лист, выходящий с прокатного стана перед прокаткой валком, имеющим поверхность ЭРТ, находится в пределах 99% своего окончательного размера.
В другом варианте осуществления настоящего изобретения лист перед прокаткой валком, имеющим поверхность ЭРТ, имеет толщину в диапазоне от приблизительно 0,8 мм до 1,1 мм.
В другом варианте осуществления настоящего изобретения лист перед прокаткой валком, имеющим поверхность ЭРТ, имеет толщину в диапазоне от приблизительно 0,5 мм до 5 мм.
В другом варианте осуществления настоящего изобретения лист перед прокаткой валком, имеющим поверхность ЭРТ, имеет толщину в диапазоне от приблизительно 0,5 мм до 20 мм.
В другом варианте осуществления настоящего изобретения лист перед прокаткой валком, имеющим поверхность ЭРТ, имеет толщину в диапазоне, допускающей обработку на станке для тиснения. В другом варианте осуществления настоящего изобретения лист перед прокаткой валком, имеющим поверхность ЭРТ, имеет толщину в диапазоне от приблизительно 0,8 мм до 1,1 мм.
В другом варианте осуществления настоящего изобретения смазку не наносят на лист перед прокаткой валком, имеющим поверхность ЭРТ.
В другом варианте осуществления настоящего изобретения дополнительно предусмотрена очистка листа перед прокаткой валком, имеющим поверхность ЭРТ.
В другом варианте осуществления настоящего изобретения на этапе очистки удаляют смазку с листа.
В другом варианте осуществления настоящего изобретения валок ЭРТ очищают во время прокатки листа.
В другом варианте осуществления настоящего изобретения валок ЭРТ очищают после того, как он выполняет прокатку листа.
В другом варианте осуществления настоящего изобретения лист очищают после этапа прокатки валком, имеющим поверхность ЭРТ.
В другом варианте осуществления настоящего изобретения процентная доля переноса во время этапа прокатки находится в диапазоне от приблизительно 80% до 100%.
В другом варианте осуществления настоящего изобретения линейная скорость листа во время этапа прокатки находится в диапазоне от 10 до 500 м/мин.
В другом варианте осуществления настоящего изобретения прокатную клеть ЭРТ выборочно размещают в линии прокатки, чтобы обеспечивать возможность работы линии прокатки с прокатной клетью ЭРТ или без нее.
В другом варианте осуществления настоящего изобретения прокатную клеть ЭРТ выборочно включают/выключают или открывают и закрывают, чтобы обеспечивать возможность работы линии прокатки с прокатной клетью ЭРТ или без нее.
В другом варианте осуществления настоящего изобретения дополнительно предусмотрен этап термической обработки листа или перед прокаткой валком, имеющим поверхность ЭРТ, или после нее.
В другом варианте осуществления настоящего изобретения дополнительно предусмотрено формование панели транспортного средства из листа после придания текстуры листу посредством этапа прокатки.
В другом варианте осуществления настоящего изобретения листовой прокат производят посредством прокатки листа на прокатной клети с валком, имеющим поверхность ЭРТ, при обжатии < 1% и при уровне усилия прокатки, обеспечивающем шероховатость поверхности на листе в диапазоне от приблизительно 1 мкм до 5 мкм.
Краткое описание графических материалов
Для более полного понимания настоящего изобретения производится ссылка на следующее подробное описание иллюстративных вариантов осуществления, рассматриваемых вместе с сопутствующими графическими материалами.
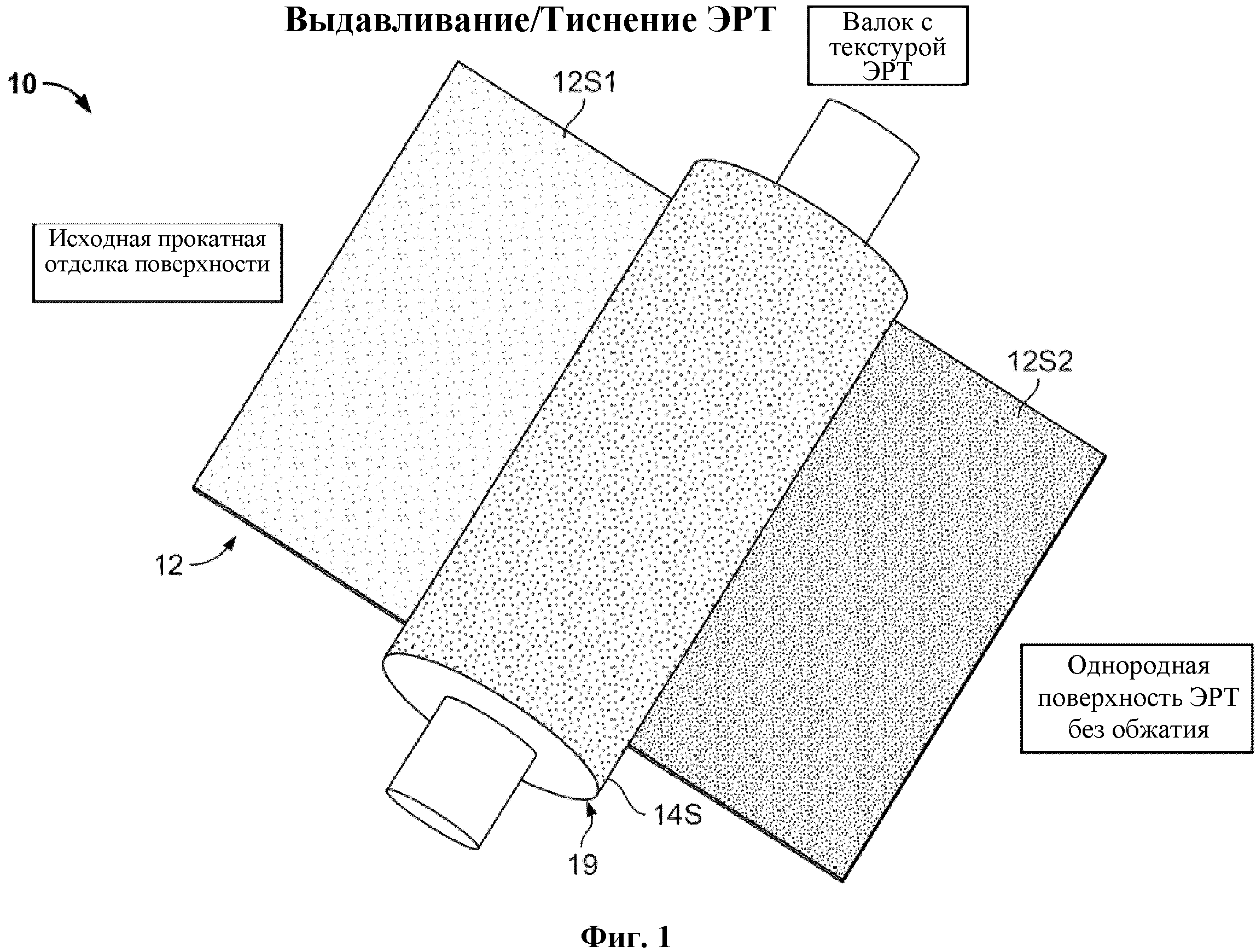
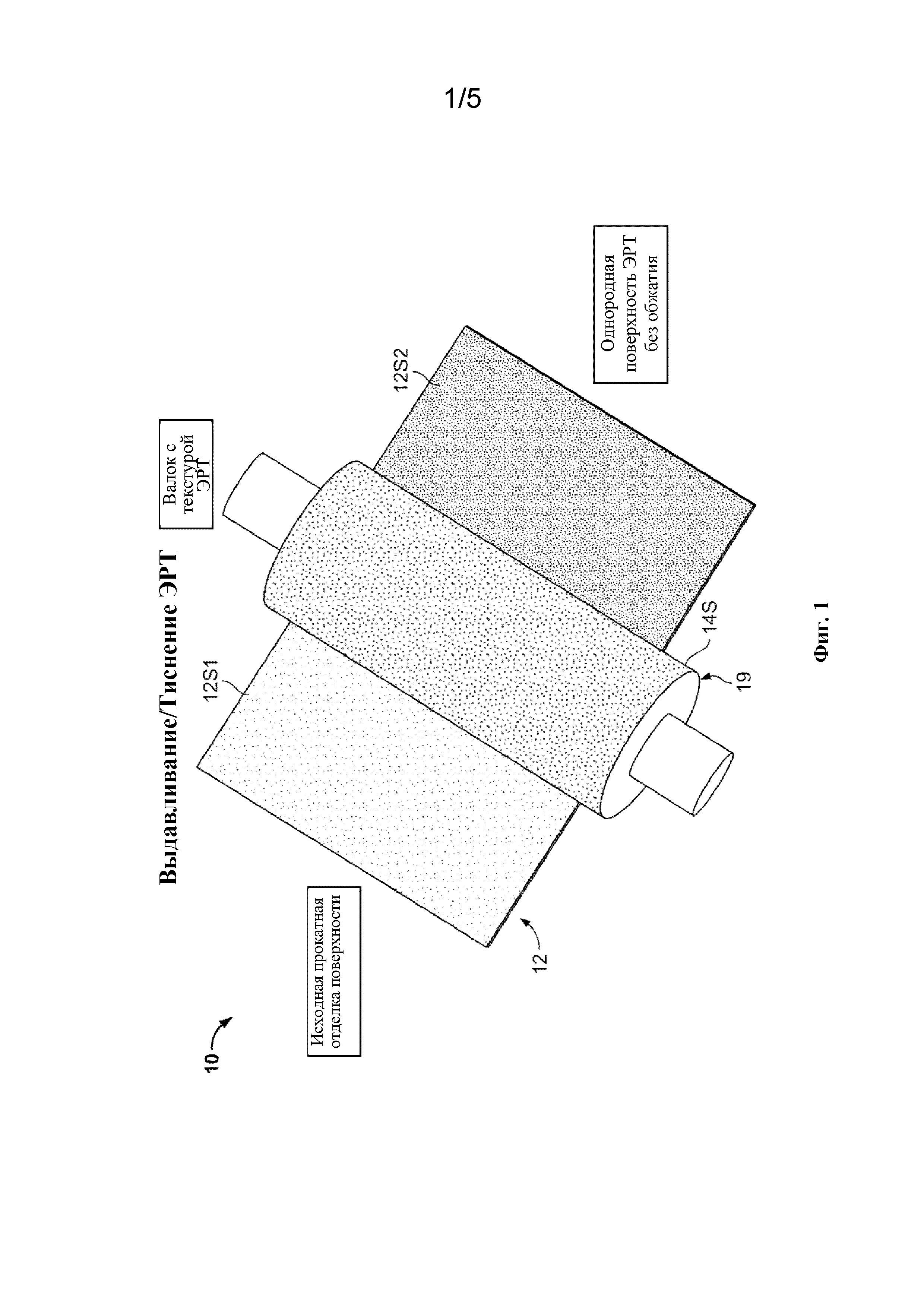
Фиг. 1 представляет собой вид в изометрии прокатного устройства согласно одному варианту осуществления настоящего изобретения.
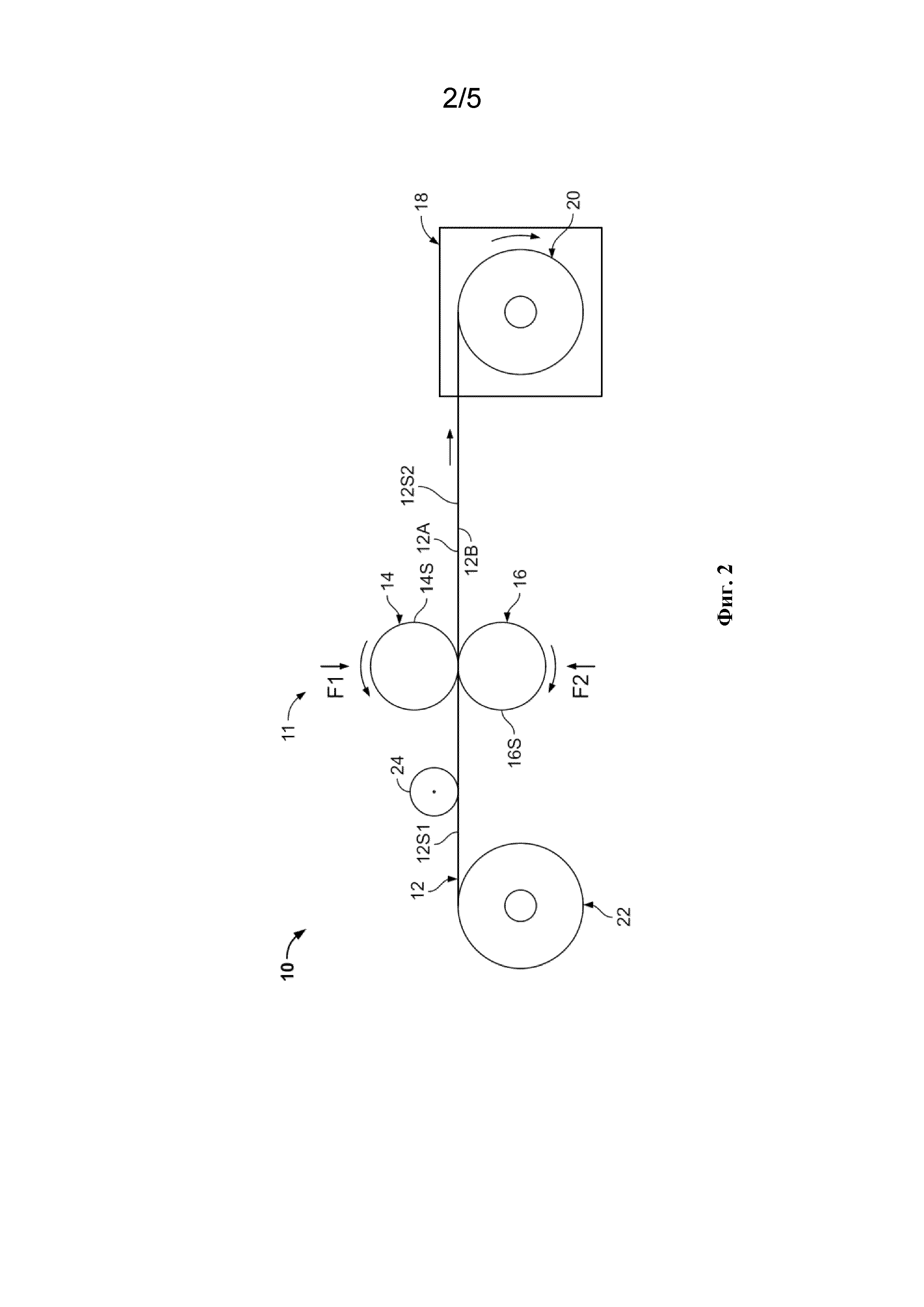
Фиг. 2 представляет собой схему прокатного устройства согласно одному варианту осуществления настоящего изобретения.
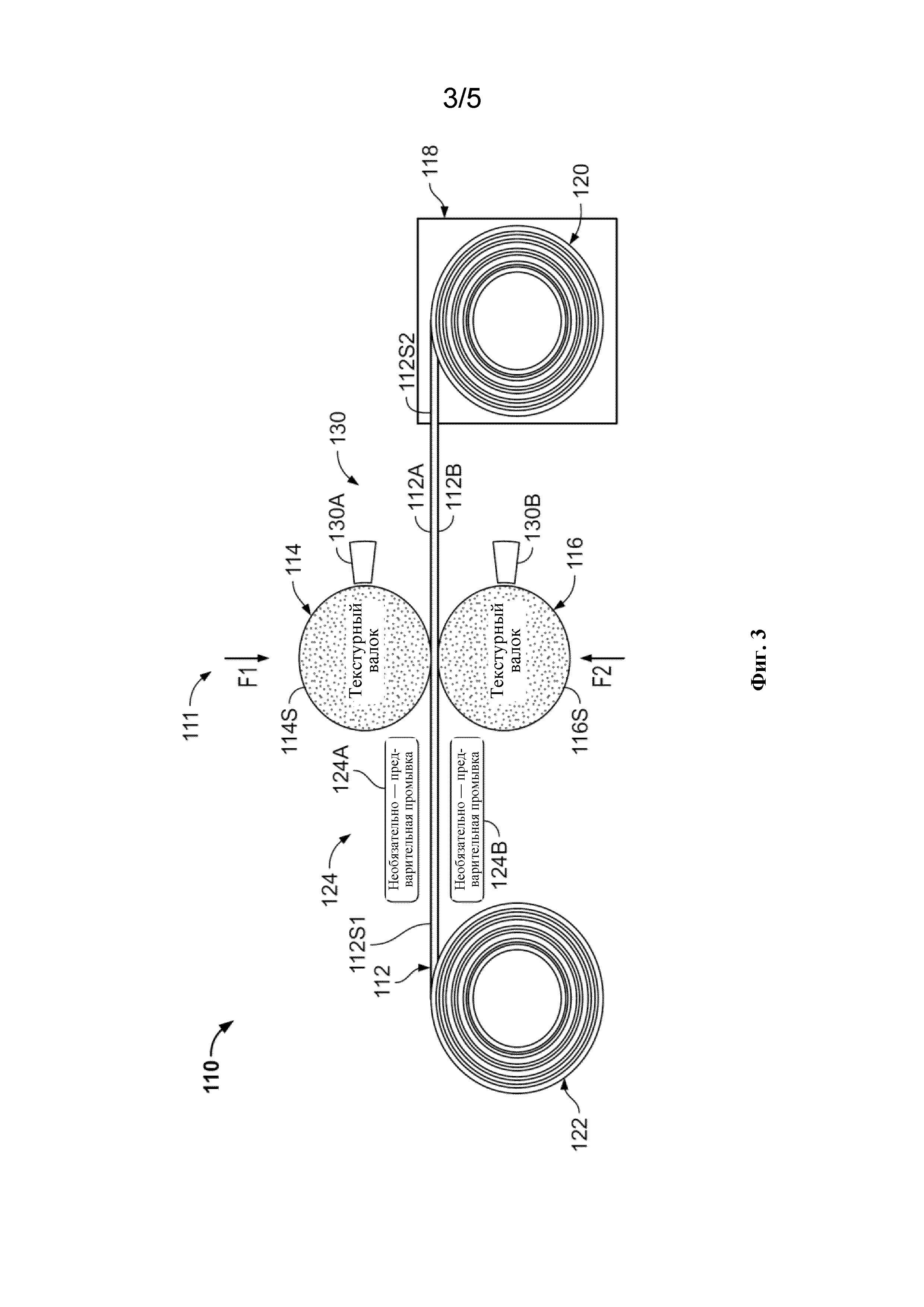
Фиг. 3 представляет собой схему прокатного устройства согласно альтернативному варианту осуществления настоящего изобретения.
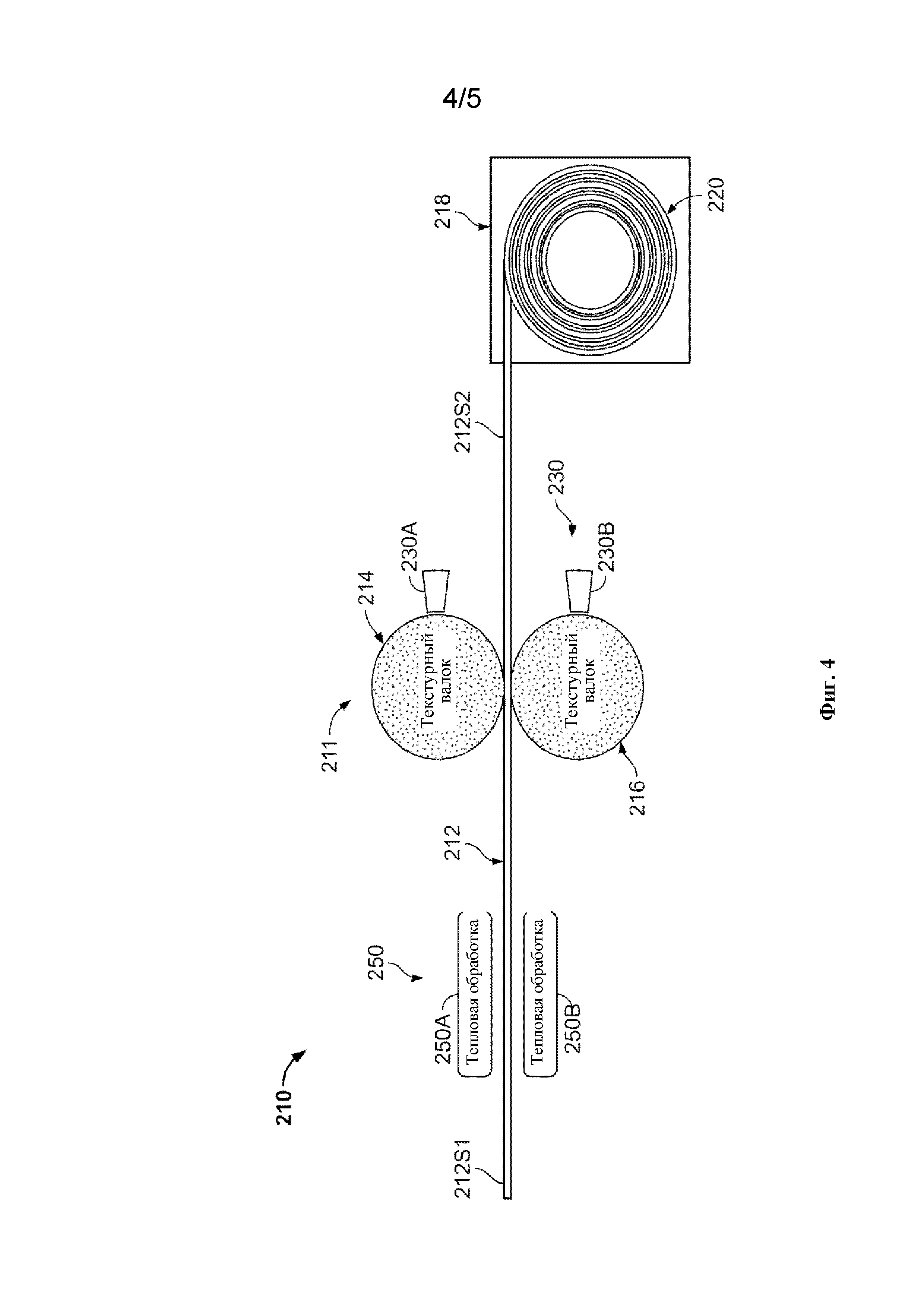
Фиг. 4 представляет собой схему прокатного устройства согласно альтернативному варианту осуществления настоящего изобретения.
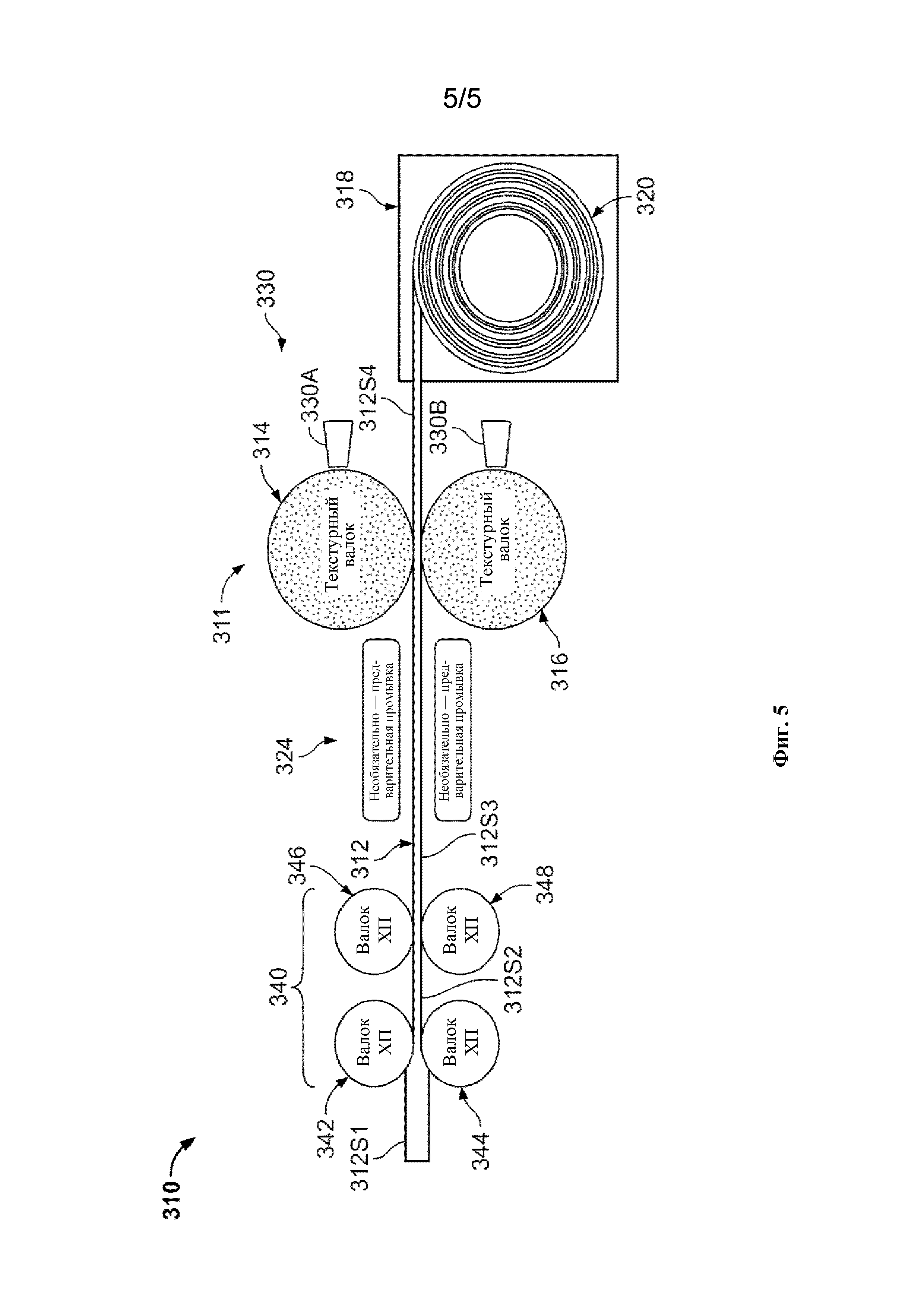
Фиг. 5 представляет собой схему прокатного устройства согласно альтернативному варианту осуществления настоящего изобретения.
Подробное описание иллюстративных вариантов осуществления
Согласно одному аспекту настоящего изобретения станок для тиснения может быть использован для придания металлическому листу текстуры ЭРТ при малом обжатии, например, <1%. Это использование станка для тиснения может быть эффективным для сообщения текстуры ЭРТ металлическому листу, например, для применения в областях, связанных с автомобильными панелями. Придание текстуры ЭРТ с обжатием < 1% может дать в результате лист с лучшим качеством поверхности, поскольку образуется меньше твердых частиц. Кроме того, требуется меньше энергии, поскольку для достижения обжатия <1% не требуется настолько большое усилие прокатки, как требуется для выполнения существенного уменьшения толщины. В одном примере прокатной операции, выполняемой согласно настоящему изобретению, валки сжимают вместе с усилием от приблизительно 200 до 350 метрических тонн, для ширины листов 60 дюймов и 73 дюйма (1,54 м и 1,85 м), соответственно. Поскольку станки для тиснения являются менее капиталоемкими, чем станы холодной прокатки, применение станка для тиснения для придания текстуры ЭРТ может приводить к более эффективному использованию ресурсов, чем применение более дорогостоящих станов холодной прокатки, которые, при наличии, могут быть использованы для других функций. Хотя известны станки для тиснения для придания узоров листовому металлу при давлении валка от 100 до 400 метрических тонн, наносимые узоры, как правило, являются грубыми, например, имеющими шероховатость поверхности Ra в диапазоне от приблизительно 25 мкм до 250 мкм и, как правило, получаются в результате локального изгибания листа (всей его толщины) для выполнения видимого узора деформации. Напротив, текстуры ЭРТ, наносимые во время холодной прокатки/дрессировки, как правило, обладают шероховатостью поверхности порядка от 1 мкм до 1,5 мкм и обычно считаются достижимыми только при существенном уменьшении толщины в диапазоне 3-5% или 8-10% с использованием высокого давления валка. Диапазон шероховатости поверхности для ЭРТ согласно настоящему изобретению составляет от 1 до 5 мкм, в другом варианте осуществления - от 1 до 2 мкм, и в другом варианте осуществления - от 1 до 1,5 мкм. Придание текстуры ЭРТ согласно настоящему изобретению с использованием «клети для тиснения», т. е. набора валков, имеющих характерные размеры и давление, применяемые при тиснении, следовательно, может представлять дешевую и эффективную альтернативу нанесению текстуры ЭРТ посредством дрессировочного стана или стана холодной прокатки. Придание текстуры ЭРТ посредством «машины для тиснения» представляет собой новое применение машины для тиснения и ее модификацию, состоящие в том, что применяемым валкам придана текстура ЭРТ, а не узор тиснения. Текстура ЭРТ, в отличие от узора тиснения, не изгибает или деформирует толщину листа для получения видимого узора, а вместо этого перераспределяет очень тонкий поверхностный слой листа порядка от 1 мкм до 5 мкм, чтобы сообщить текстуру ЭРТ листу. В отличие от тисненого изобразительного узора, такого как геометрический или цветочный узор, текстура ЭРТ не является макроскопической, но является визуально наблюдаемой по тому, как лист взаимодействует со светом, падающим на поверхность, в отношении его отражательной способности, рассеивания, степени похожести на зеркало и изотропности.
Текстура ЭРТ является желательной во многих областях применения, поскольку она обеспечивает лист хорошим внешним видом, например, при использовании для изготовления покрашенного корпуса автомобиля, а также помогает в процессах формования, применяемых для изготовления панелей со сгибами/изгибами, в том, что она обеспечивает согласованное, ненаправленное фрикционное взаимодействие с инструментами, применяемыми для формирования окончательной формы панели. В этом отношении внешний вид листа может быть связан с тем, как поверхность отражает и рассеивает свет, который падает на его поверхность. Более конкретно, поверхность может вести себя как зеркало, которое отражает приходящий свет в одном направлении (отражающая); она может рассеивать приходящий свет во всех направлениях равномерно (изотропная) или она может рассеивать приходящий свет в одной плоскости или нескольких плоскостях (направленная), например, благодаря наличию разных поверхностных узоров на поверхности, например, когда свет рассеивается поперечно шлифованному валком узору.
На фиг. 1 и 2 показано прокатное устройство 10 для обработки листа 12, например, алюминиевого. Прокатное устройство 10 имеет клеть или станцию 11 текстурирования с верхним валком 14 и нижним валком 16 (фиг. 2). Лист 12 проходит между валками 14, 16 и при этом переходит из первого состояния 12S1, имеющего первую текстуру поверхности (исходная прокатная отделка поверхности, получаемая в результате предыдущих прокатных операций), во второе состояние 12S2, имеющее вторую текстуру, например, полную или частичную текстуру ЭРТ поверхности. Лист 12 может иметь толщину в диапазоне от 0,010 до 5,0 мкм, в другом варианте осуществления - от 0,5 мкм до 5,0 мкм, и от 0,010 до 0,100 мкм в другом варианте осуществления. Верхний валок 14 и/или нижний валок 16, которые, как правило, выполнены из стали или легированных видов стали, могут быть снабжены поверхностью 14S, 16S, соответственно, обладающей шероховатостью Sa поверхности в диапазоне от 0,5 до 5,0 мкм, в другом варианте осуществления - от 0,5 до 2,0 мкм, в другом варианте осуществления - от 0,5 мкм до 1 мкм, и числом пиков от 20 до 100 пиков/см с использованием порога отсечения +/- Sa/2. Эта текстура поверхности 14S, 16S валков может быть придана валкам 14, 16 посредством различных этапов шлифовки, полировки, дробеструйной обработки, лазерного травления и электроразрядного текстурирования, как известно в данной области техники для изготовления ЭРТ валков. Валки 14, 16 могут иметь радиус от 300 мм до 500 мм. В одном альтернативном варианте валки 14, 16 могут быть снабжены выпуклостью бочки для компенсации отклонения во время прокатки. Например, выпуклость бочки 0,025 дюйма (0,635 мм) может быть выполнена на разгруженных валках 14, 16, при измерении. Выпуклость бочки такой величины позволит валкам 14, 16 встречаться на листе 12 вдоль их ширины (параллельно оси вращения) при воздействии усилия F1, F2 прокатки. Радиус валков 14, 16 находится в диапазоне от 300 до 500 мм, что значительно больше, чем радиус валков, применяемых для достижения существенного обжатия во время горячей или холодной прокатки, которые, как правило, имеют радиус от 250 до 400 мм. Согласно одному аспекту настоящего изобретения валки 14, 16 большого диаметра обеспечивают большую дугу контакта и меньший угол приближения текстуры ЭРТ к листу в зоне контакта. Это уменьшение угла приближения снижает нагрузку на поверхность контакта валок/лист, приводя к меньшему износу текстурированного валка 14, 16, меньшей потере четкости наносимой текстуры и меньшему образованию твердых частиц.
Прокатное устройство 10, представленное на фиг. 2, может представлять собой двухвалковую машину для тиснения. Валки 14, 16 обычно не приводятся в движение моторами и т. п., и лист 12 протягивается через валки 14, 16 сматывающей системой 18, которая приводит в движение сматываемый рулон 20, в результате чего происходит вытягивание листа 12 из поступающего рулона 22 через валки 14, 16 и сматывание его в сматываемый рулон 20. В альтернативном подходе вместо поступающего рулона 22 лист 12 может быть предоставлен в состоянии 12S1 в виде продукта, выходящего с прокатного стана или другого устройства предварительной обработки. Поскольку валки 14, 16 приводятся в действие листом 12, а не наоборот, и лист 12 приводит в движение валки 14, 16 синхронно посредством фрикционного сцепления, минимизируется относительное скольжение. Приведение в движение листа 12 сматывающей системой 18 является возможным, поскольку усилия F1, F2 на валках 14, 16 являются низкими в сравнении с традиционными подходами текстурирования ЭРТ и приводят к минимальному уменьшению толщины листа 12, например, в диапазоне от 0 до 1%. Соответственно, устройство 10 и способ применения, описанные выше, применимы для нанесения поверхностной текстуры на лист 12 металла, например, алюминиевый лист, который уже был прокатан до окончательной толщины, или близко к ней, например, от 0,010 до 5,0 мкм в одном варианте осуществления, от 0,030 до 0,100 мм в другом варианте осуществления и толщиной от 0,7 мм до 1,2 мм в другом варианте осуществления. Для определенных областей применения, таких как применение панелей автомобильного корпуса, лист 12 в состоянии 12S2 предпочтительно имеет текстуру поверхности в пределах заданного целевого диапазона шероховатости поверхности и качественных характеристик внешнего вида, например, от 1 мкм до 1,5 мкм Sa.
Согласно одному аспекту настоящего изобретения в условиях текстурирования ЭРТ, описанных выше для нанесения текстуры ЭРТ посредством устройства 10, требуется минимальное количество смазки, вследствие чего достаточно остаточной смазки, которая сохраняется на листе 12 с предыдущих прокатных операций. В этом состоит отличие от обычных практических подходов, которые предполагают, что во время процесса нанесения текстуры ЭРТ требуется смазка. Смазка требуется при обычном текстурировании ЭРТ по причине существенного применяемого обжатия и для того, чтобы обеспечить некоторое проскальзывание листа относительно валков. Поскольку, согласно настоящему изобретению, на валках 14, 16 осуществляется минимальное обжатие, смазка, помимо остаточной смазки, не требуется. Избыточная смазка покрывает лист 12, придавая ему определенно большую толщину при прохождении между валками 14, 16 и уменьшая контакт с текстурированной поверхностью валков 14, 16, тем самым ухудшая перенос текстуры и увеличивая вероятность проскальзывания листа относительно валков 14, 16, когда он протягивается через валки 14, 16 сматывающей системой 18. В одном варианте осуществления устройство очистки листа, такое как полировальный круг 24 или водная форсунка (не показана), может быть применено для очистки листа 12 от твердых частиц и избыточной смазки перед прохождением через валки 14, 16. Отсутствие больших количеств смазки и грязи (связанной с традиционным текстурированием ЭРТ при большем обжатии) на листе 12 и устройстве 10 приводит к более чистой операции прокатки, снижая потребность в устройстве и способах удаления грязи и смазки с листа перед сматыванием в сматываемый рулон 20.
Согласно настоящему изобретению масштаб деформации поверхности устройством 10 является очень малым, например, от приблизительно 1 мкм до 5 мкм, что намного меньше, чем масштаб, при котором выполняется «тиснение». По этой причине нанесение текстуры ЭРТ, как описано в данном документе, не может быть описано как «тиснение» в том смысле, в котором обычно используется этот термин. Скорее в настоящем раскрытии описано применение машины для тиснения при существенно отличающихся рабочих параметрах с валками 14, 16, которые обладают ЭРТ текстурой, а не узором тиснения, для выполнения текстурирования ЭРТ. Это расстояние скольжения с обжатием отвечает за уменьшение образования твердых частиц, характерных для текстурирования ЭРТ. Одним аспектом настоящего изобретения является выбор валков 14, 16 с надлежащим радиусом. Более конкретно, валки 14, 16, имеющие радиус от 300 мм до 500 мм, которые при усилиях F1, F2 прокатки в соответствии с настоящим изобретением будут демонстрировать приемлемую величину выпуклости бочки (поперечное изгибание валков 14, 16), минимизирующую неровную эффективность переноса по лицевой поверхности валков 14, 16.
Хотя приведенное выше описание определяет машину для тиснения как подходящее устройство для выполнения операции прокатки ЭРТ согласно настоящему изобретению, следует понимать, что любое прокатное устройство, обладающее указанными выше признаками, а именно прокатное устройство, обладающее возможностью проведения листа через валки с поверхностями ЭРТ при давлении валка от 100 до 400 метрических тонн. Валки должны быть надлежащего диаметра для их длины с заданной выпуклостью бочки валка, чтобы обеспечивать коэффициент переноса по меньшей мере от 80% до 100%. Поскольку эти требования выполняются машиной для тиснения, которая, как правило, представляет собой двухвалковое прокатное устройство, она является экономически оправданным выбором для выполнения текстурирования ЭРТ согласно настоящему изобретению, но настоящее изобретение не ограничено этой конфигурацией для прокатного устройства. Линейная скорость, получаемая с помощью устройства 10, наподобие раскрытого, составляет от 10 до 500 м/мин. Это сравнимо с линейной скоростью от 400 до 1500 м/мин для обычного листопрокатного стана.
На фиг. 3 представлено прокатное устройство 110, подобное устройству 10, представленному на фиг. 2, для обработки листа 112, например, алюминиевого. Прокатное устройство 110 имеет клеть или станцию 111 текстурирования с верхним валком 114 и нижним валком 116. Лист 112 проходит между валками 114, 116 и при этом переходит из первого состояния 112S1, имеющего первую текстуру поверхности (исходная прокатная отделка поверхности, получаемая в результате предыдущих прокатных операций), во второе состояние 112S2, имеющее вторую текстуру, например, полную или частичную текстуру ЭРТ поверхности. Параметры, описанные выше со ссылкой на фиг. 2, могут быть приняты такими же или подобными описанным со ссылкой на фиг. 3, 4 и 5, например, в отношении поверхностной текстуры листа 112, шероховатости поверхности, внешнего вида поверхности, предела текучести, композиции материала, толщины листа 112, композиции валка 114, шероховатости поверхности, подготовки поверхности, радиуса, выпуклости бочки, усилия F1, F2 прокатки, типа машины для тиснения, привода листа и т. п. На фиг. 3 лист 112 в рулоне 122 может быть предварительно произведен, например, посредством прокатного стана, который включал как горячую, так и холодную прокатку для производства листа с конечными размерами или близкими к ним. В одном альтернативном варианте лист 112 был предварительно обработан теплом перед разматыванием с рулона для его прохождения через валки 114, 116. В другом альтернативном варианте лист 112 может быть обработан теплом после прохождения через валки 114, 116 и/или после сматывания в рулон 120. Поскольку валки 114, 116 приводятся в действие листом 112, а не наоборот, лист 112 приводит в движение валки 114, 116 синхронно посредством фрикционного сцепления, минимизируя относительное скольжение. За счет устранения скольжения листа 112 относительно валков 114, 116 устраняется размывание текстуры, придаваемой валками 114, 116. Приведение в движение листа 112 сматывающей системой 118 является возможным, поскольку усилия F1, F2 на валках 114, 116 являются низкими в сравнении с традиционными подходами текстурирования ЭРТ. Прикладываемые усилия F1, F2 прокатки приводят к минимальному уменьшению толщины листа 112, например, <1% Минимальное уменьшение толщины/отсутствие уменьшения толщины также соответствует цели, заключающейся в предотвращении размывания текстуры ЭРТ, поскольку существенные обжатия включают изменение скорости листа рядом с зоной контакта между валками 114, 116, связанное с увеличенной длиной/уменьшенной толщиной листа. Низкие уровни усилия прокатки, связанного с минимальным/отсутствующим обжатием, приводят к намного лучшему разрешению, например, в 5-10 раз в сравнении с обычными прокаточными процедурами, что позволяет более точно контролировать поверхность, выполняемую на листе. В одном варианте осуществления настоящего изобретения уровень усилия прокатки может поддерживаться гидравлическим цилиндром (-ами) или механическим проводом (-ами). Усилие прокатки может быть измерено датчиками усилия и/или датчиками давления, и данные об усилии используют для управления гидравлическим или механическим приводом (-ами), которые регулируют усилие прокатки.
Усилие прокатки может поддерживаться в пределах диапазона от +/- 0,3 до 0,5% от общего усилия прокатки. В другом варианте осуществления усилие прокатки поддерживается в пределах диапазона +/- 0,1% от общего усилия прокатки. В другом варианте осуществления усилие прокатки поддерживается в пределах диапазона от +/- 1 до 5 тонн от общего усилия прокатки.
Согласно одному аспекту настоящего изобретения в условиях текстурирования ЭРТ, описанных выше для наложения ЭРТ текстуры посредством устройства 110, смазка требуется в минимальном количестве или не требуется. Это согласуется с предотвращением относительного скольжения между листом 112 и валками 114, 116. Кроме того, наличие смазки ухудшает контакт между листом 112 и валками 114, 116, уменьшая эффективность переноса. Это особенно справедливо в контексте получения очень низкого уменьшения толщины листа 112 или отсутствия уменьшения толщины посредством валков 114, 116 для тиснения при низких уровнях усилия. На фиг. 3 показано, что устройство 124 предварительной промывки с омывателями 124A, 124B, такими как водные форсунки, может быть применено для очистки одной или обеих сторон 112A, 112B листа 112 от твердых частиц и избыточной смазки перед его проведением через валки 114, 116. Отсутствие смазки и грязи на листе 112 и устройстве 110 приводит к более эффективной операции текстурирования, т. е. более высокой точности текстуры ЭРТ и большей процентной доле переноса. Текстура валков 114, 116 также может быть сохранена во время использования посредством системы 130 очистки валков с устройствами 130A, 130B очистки валков, такими как буфер, скребок или лезвие, которая действует над валками 114, 116 во время текстурирования, непрерывно счищая твердые частицы с валков 114, 116, которые иначе бы засоряли текстуру валков 114, 116 и/или сами бы вдавливались в поверхность листа 112. В альтернативном варианте устройства 130A, 130B очистки валков могут иметь форму распылителя воды под высоким давлением или лазера. В другом альтернативном варианте система дополнительной промывки, подобная устройству 124 предварительной промывки, может быть использована на листе 112 после прохождения через валки 114, 116 для удаления грязи и смазки с листа 112 перед сматыванием в сматываемый рулон 120.
Прокатное устройство 110 может представлять собой автономную отдельную клеть для тиснения с относительно малыми габаритами в сравнении с машиной холодного проката. Необязательно прокатное устройство 110 может быть портативным/перемещаемым, в том смысле, что оно может быть выборочно расположено в прокатной линии или отсоединено от нее, чтобы обеспечивать текстурирование листа, выходящего с линии проката, или прохождение по прокатной/обрабатывающей линии с высокой скоростью без текстурирования ЭРТ. Прокатное устройство может иметь такой размер, чтобы соответствовать необходимой производительности прокатки, и его не нужно непосредственно встраивать в линию прокатки. Поскольку линии прокатки спроектированы так, чтобы обеспечивать высокую выработку, вставка валка, который придает ЭРТ, как правило, замедляет существующую линию прокатки и снижает производительность. Поскольку не весь листовой прокат, производимый данной линией прокатки, будет необходимо подвергать текстурированию ЭРТ, за счет текстурирования ЭРТ отдельно от прокатной линии на выделенном устройстве сохраняется выходная мощность прокатной линии с одновременным обеспечением возможности текстурирования любого заданного количества (подмножества) листов, производимых на прокатном стане. Текстура ЭРТ, придаваемая устройством 110, в состоянии 112S2 обладает изотропной матовой отделкой, подходящей, например, для панелей кузова автомобиля. Текстурирование выполняют посредством усовершенствованного переноса текстуры с меньшим количеством твердых частиц под меньшим усилием, увеличивая срок полезной службы текстурного валка 114, 116. За счет более длительного срока эксплуатации валка снижается количество замен валка и сокращается итоговое время простоя. Получаемый в результате лист 112 обладает лучшей согласованной отделкой и является более чистым благодаря проводимым этапам очистки валка и листа, а также уменьшенному образованию твердых частиц.
На фиг. 4 представлено прокатное устройство 210, подобное устройству 10, представленному на фиг. 2, для обработки листа 212, например, алюминиевого. Прокатное устройство 210 имеет клеть или станцию 211 текстурирования с верхним валком 214 и нижним валком 216. Лист 212 проходит между валками 214, 216 и при этом переходит из первого состояния 212S1, имеющего первую текстуру поверхности (исходная прокатная отделка поверхности, получаемая в результате предыдущих прокатных операций), во второе состояние 212S2, имеющее вторую текстуру, например, полную или частичную текстуру ЭРТ поверхности. Лист 212 затем сматывается сматывающим устройством 218 в рулон 220. Перед текстурированием валками 214, 216 лист 212 проходит тепловую обработку посредством станции 250 тепловой обработки, которая может включать множество нагревателей 250A, 250B, таких как электрические индукционные нагреватели или газовые нагреватели. Необязательно в станции 250 тепловой обработки могут быть использованы охлаждающие станции, такие как распылители холодной воды, ванны, воздушные ножи и т. п. и/или машина правки растяжением (не показаны). На фиг. 4 лист 212 мог быть предварительно произведен, например, посредством прокатного стана, для производства листа 212 с конечными размерами или близкими к ним. Следовательно, лист 212 может представлять собой непосредственный продукт с прокатного стана или может быть предварительно смотан в рулон, подобный рулону 120, после производства и затем размотан для тепловой обработки и текстурирования посредством устройства 210. За счет наличия станции 250 тепловой обработки может быть устранена необходимость удаления смазки посредством системы предварительной промывки, наподобие системы 124, представленной на фиг. 3, благодаря тому, что тепло испаряет смазку с поверхности листа 212. Необязательно устройство очистки поверхности (не показано), такое как вакуумное устройство, воздушный нож или щетка, может быть использовано для удаления твердых частиц с поверхности листа 212 перед текстурированием валками 214, 216.
Как и в системе 110, представленной на фиг. 3, текстура валков 214, 216 может быть сохранена посредством системы 230 очистки валков с устройствами 230A, 230B очистки валков, такими как буфер, скребок или лезвие, распылитель воды под высоким давлением или лазер, которая действует над валками 214, 216, непрерывно счищая твердые частицы с валков 214, 216, которые иначе бы засоряли текстуру и/или сами бы вдавливались в поверхность листа 212. Система дополнительной промывки, подобная устройству 124 предварительной промывки, может быть использована на листе 212 после прохождения через валки 214, 216 для удаления грязи и смазки с листа 212 перед сматыванием в сматываемый рулон 220 сматывающей системой 218. Эффективность процесса, представленного на фиг. 4, демонстрирует усовершенствованный перенос текстуры при более низких нагрузках на валки с меньшим количеством дефектов листов и обеспечивает согласованную поверхность листа, которая может позволить устранить холодное прохождение, т. е. конечное прохождение через стан холодной прокатки, в котором применяются валки с текстурой ЭРТ при обжатии 3-5% или 8-10%.
На фиг. 5 показано прокатное устройство 310, которое имеет клеть или станцию 311 текстурирования с верхним текстурным валком 314 и нижним текстурным валком 316. Лист 312 проходит между валками 314, 316 и при этом переходит из предыдущего состояния 312S3, имеющего первую текстуру поверхности (исходная прокатная обработка поверхности, получаемая в результате предыдущих прокатных операций), в последующее состояние 312S4, имеющее вторую текстуру, например, полную или частичную текстуру ЭРТ поверхности. Лист 312 затем сматывается сматывающим устройством 318 в рулон 320. Перед текстурированием валками 314, 316 лист 312 подвергают холодной прокатке из первого состояния 312S1 во второе состояние 312S2 и затем в третье состояние 312S3 в устройстве 340 холодной прокатки, которое может содержать одну или несколько станций холодной прокатки. Например, первая станция, имеющая валки 342 и 344, осуществляет первое обжатие листа 312, и вторая станция, имеющая валки 346 и 348, осуществляет второе обжатие. На фиг. 5 лист 312 в состоянии 312S1 мог быть перед этим произведен, например, посредством стана горячей прокатки. Устройство 340 холодной прокатки подразумевает, что смазка вероятно используется во время холодной прокатки и, согласно настоящему изобретению, смазка может быть удалена посредством системы 324 предварительной промывки. Как и на фиг. 1-4, текстурные валки 314, 316 ЭРТ большого диаметра придают текстуру ЭРТ поступающему листу в состоянии 312S3 для производства текстурированного листа в состоянии 312S4. Как ранее, текстурирование выполняют с малым обжатием чистого листа 312 или без обжатия с наличием малого количества смазки/при ее отсутствии.
Как и в системе 110, представленной на фиг. 3, текстура валков 314, 316 может быть сохранена посредством системы 330 очистки валков с устройствами 330A, 330B очистки валков, такими как буфер, скребок или лезвие, распылитель воды под высоким давлением или лазер, которая действует над валками 314, 316, непрерывно счищая твердые частицы с валков 314, 316, которые иначе бы засоряли текстуру и/или сами бы вдавливались в поверхность листа 312. Система дополнительной промывки, подобная устройству 324 предварительной промывки, может быть использована на листе 312 после прохождения через валки 314, 316 для удаления грязи и смазки с листа 312 перед сматыванием в сматываемый рулон 320 сматывающей системой 318. В этом подходе применение текстурирующих валков 314, 316 при малом обжатии/без обжатия в клети для тиснения может быть использовано для придания текстуры листу в конце операции холодной прокатки перед сматыванием в рулон. Этот подход устраняет потребность в сматывании листа в рулон после прохождения через стан холодной прокатки и затем его разматывание из рулона для нанесения текстуры ЭРТ. Станция 311 текстурирования, в которой применяются валки 314 и 316, может быть встроена в стан холодной прокатки или линию обработки и может быть портативной/съемной, чтобы обеспечивать возможность работы линии холодной прокатки со станцией текстурирования или без нее. В другом варианте осуществления прокатную клеть ЭРТ выборочно включают/выключают или открывают и закрывают, чтобы обеспечивать возможность работы линии прокатки с прокатной клетью ЭРТ или без нее.
Будет понятно, что варианты осуществления, описанные в данном документе, являются лишь иллюстративными, и что специалист в данной области техники может выполнить много изменений и модификаций без отхода от сущности и объема заявленного объекта изобретения. Все такие изменения и модификации предназначены для включения в объем настоящего изобретения.
Колесо в сборе
Изделия из алюминиевого сплава и способы их получения
Системы и способы экструдирования труб
Устройство и способ для прокатки металла
Способы получения кованых изделий и других обработанных изделий
Изделия из алюминиевого сплава
Способы получения изделий посредством аддитивного производства
Усовершенствованные способы чистовой обработки экструдированных титановых изделий
Материалы с гпу-структурой на основе алюминия, титана и циркония и изделия, полученные из них
Проволоки из множества материалов для аддитивного производства титановых сплавов
Устройство и способ для придания выбранных топографий алюминиевому листу и способы его применения
Устройство и способ для прокатки металла

