Результат интеллектуальной деятельности: СПОСОБ РАСКАТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Группа изобретений относится к способам и устройствам для раскатки с целью упрочнения поверхностного слоя, в частности к способам и устройствам для обработки внутренних поверхностей вращения.
Известна шариковая раскатка для окончательной обработки отверстий деталей на металлорежущих станках, содержащая оправку, стержень, сепаратор и два деформирующих элемента, расположенных диаметрально противоположно оси оправки, опирающиеся на упругую опору, имеющую возможность радиального перемещения, в которой концевая часть стержня установлена с зазором относительно внутренней поверхности опоры, в торце стержня выполнен сквозной паз, а в торце опоры - два глухих паза, при этом в паз стержня вставлена S-образная пружина, взаимодействующая с опорой в пазах, которые закрыты донными частями сепаратора (Патент Российской Федерации на полезную модель №85848, 2009 г., по кл. МПК В24В 39/02).
Вышеуказанная шариковая раскатка имеет техническую проблему: нагрузка, создаваемая каждым деформирующим элементом, прикладывается по всей траектории его движения однократно, что, ввиду использования в конструкции инструмента двух шариков, расположенных в одной плоскости, перпендикулярной оси раскатки, не позволяет обеспечить максимально возможное повышение механических свойств обрабатываемой поверхности, а именно твердость и соответственно - износостойкость.
Решение вышеназванной технической проблемы обеспечивается способом раскатки внутренних поверхностей вращения обрабатываемой детали, который заключается в том, что при подаче устройства шарики, закрепленные в пазах устройства, деформируют обрабатываемую внутреннюю поверхность вращения детали на определенную величину, при этом первый шарик каждого паза описывает по внутренней поверхности определенную траекторию, и, каждый расположенный за ним в пазу шарик, двигается по той же траектории, при этом подача устройства рассчитывается по формуле:

где:
t - расчетная величина подачи устройства (мм),
n - количество пазов в оправке устройства,
Rz - требуемая высота микронеровностей внутренних поверхностей вращения обрабатываемой детали (параметр шероховатости поверхности по ГОСТ 2789-73) (мм),
D - диаметр шарика устройства (мм), и принимается равной ближайшему меньшему значению подачи металлорежущего станка (tcm), на который будет установлено устройство.
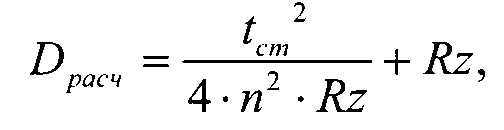
Для осуществления данного способа используется устройство, характеризующееся тем, что устройство состоит из оправки, в которой равномерно расположены не менее трех глухих пазов в плоскости перпендикулярной оси устройства, шариков, расположенных в пазах, в каждом пазу не менее двух шариков и фиксатора шариков от их осевого перемещения, при этом между диаметром каждого шарика устройства и принятой подачей металлорежущего станка выполняется следующая зависимость:

где Dрасч - расчетный диаметр шарика устройства, обеспечивающий требуемую высоту микронеровностей внутренних поверхностей вращения обрабатываемой детали (мм).
Первый шарик устройства, деформируя обрабатываемую внутреннюю поверхность вращения детали на определенную величину за счет процесса поверхностного пластического деформирования, повышает твердость поверхностного слоя обрабатываемой внутренней поверхности вращения детали. Последующие шарики устройства, двигаясь по той же траектории, что и первый шарик, повторно вызывают процесс поверхностного пластического деформирования, что дополнительно повышает твердость поверхностного слоя обрабатываемой внутренней поверхности вращения детали и, соответственно, ее износостойкость.
Таким образом, техническим результатом, обеспечиваемым группой изобретений, является повышение механических свойств обрабатываемой внутренней поверхности вращения детали, а именно твердости и соответственно - износостойкости.
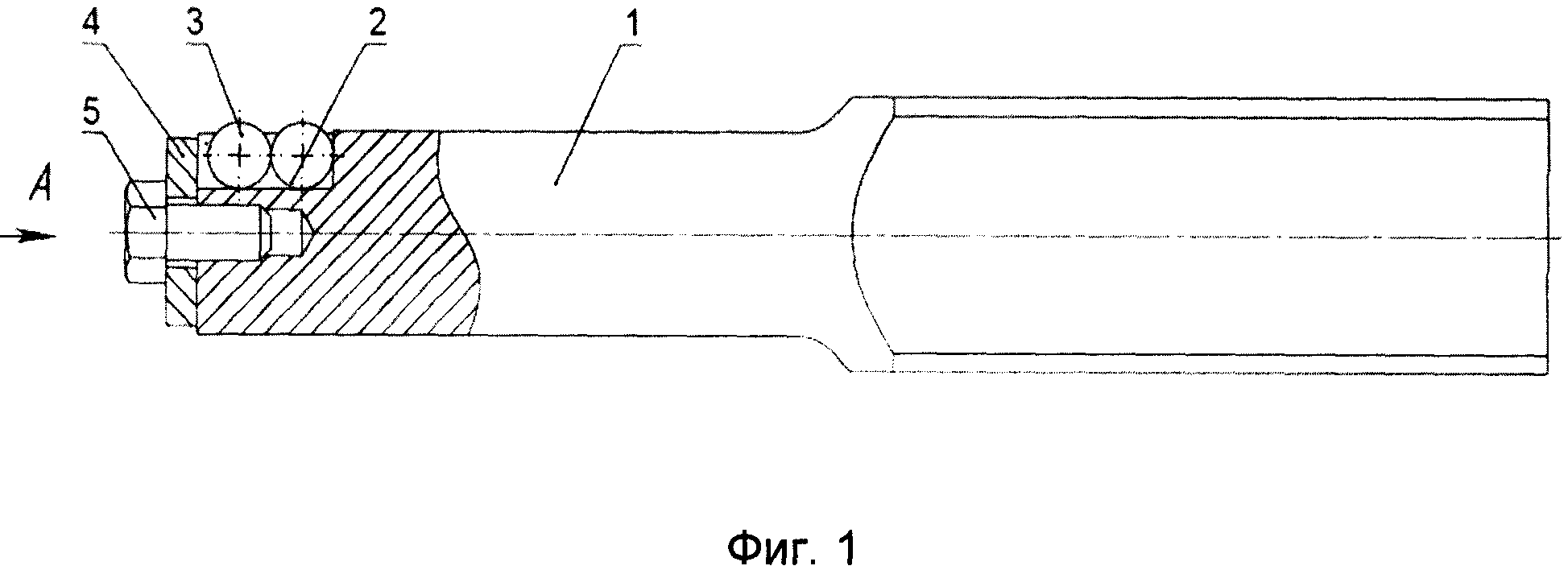
Способ раскатки внутренних поверхностей вращения и устройство для его осуществления поясняются на фиг. 1, 2, 3 и 4 где:
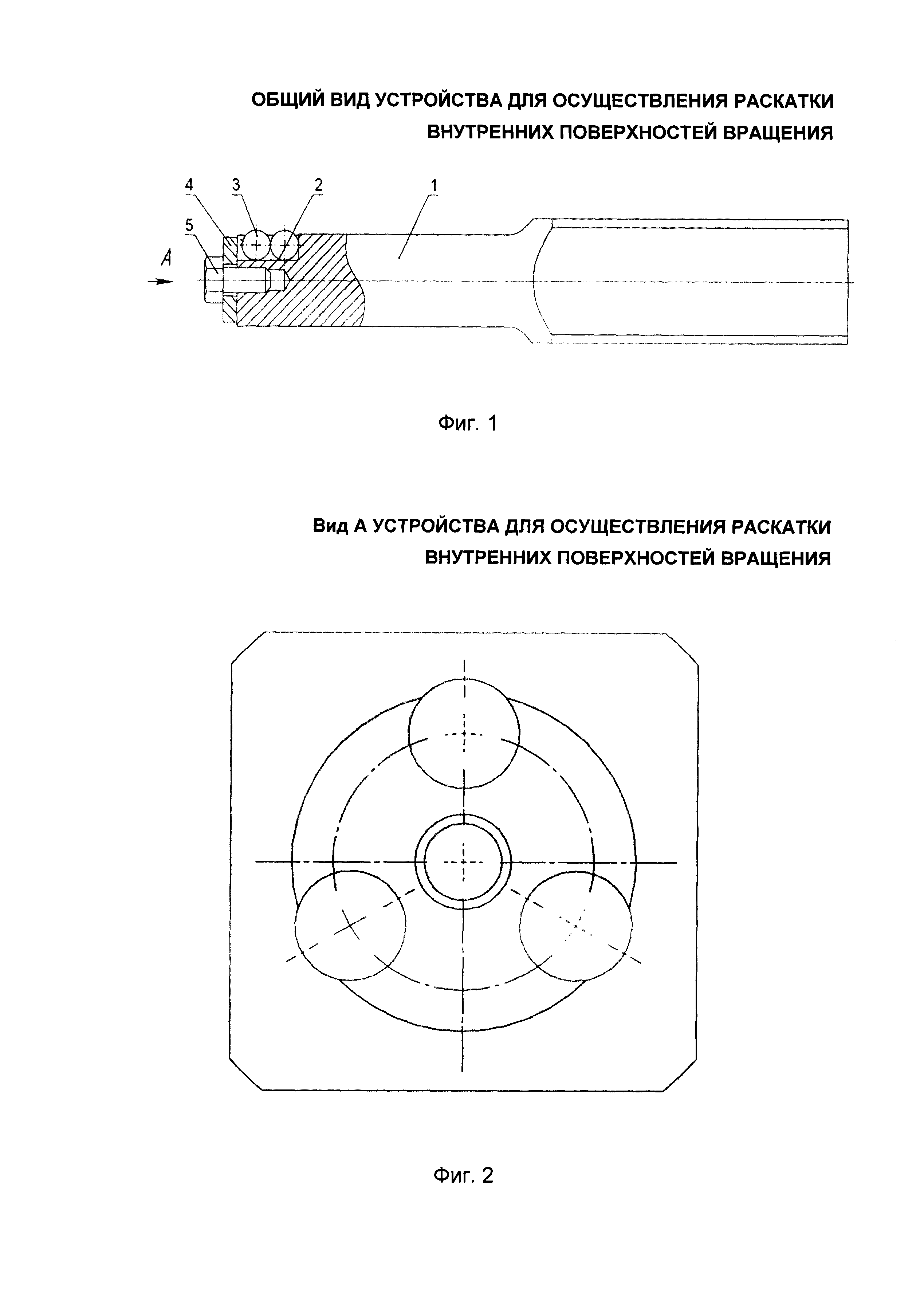
фиг. 1 - общий вид устройства для осуществления раскатки внутренних поверхностей вращения;
фиг. 2 - вид А устройства для осуществления раскатки внутренних поверхностей вращения;
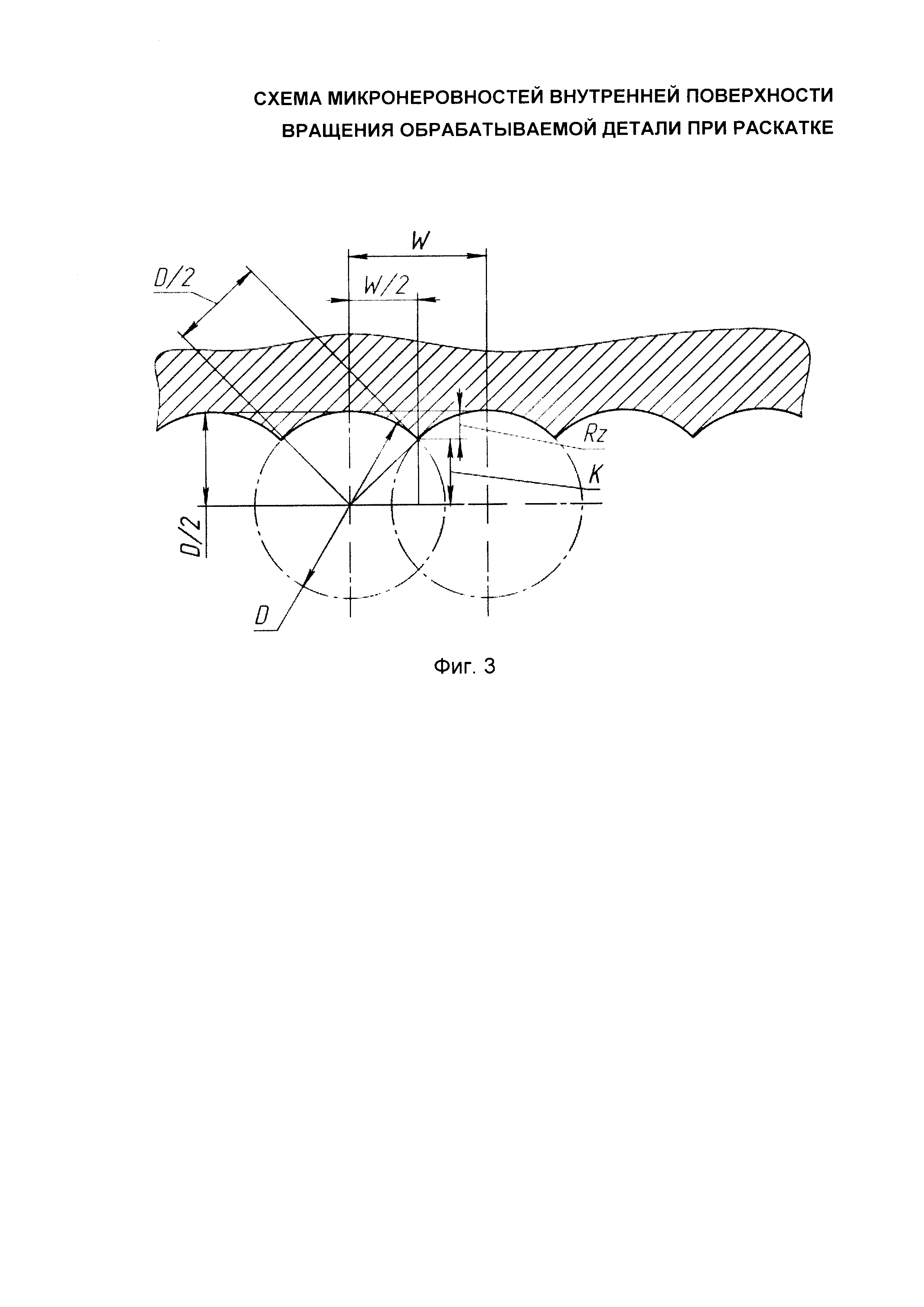
фиг. 3 - схема микронеровностей внутренней поверхности вращения обрабатываемой детали при раскатке;
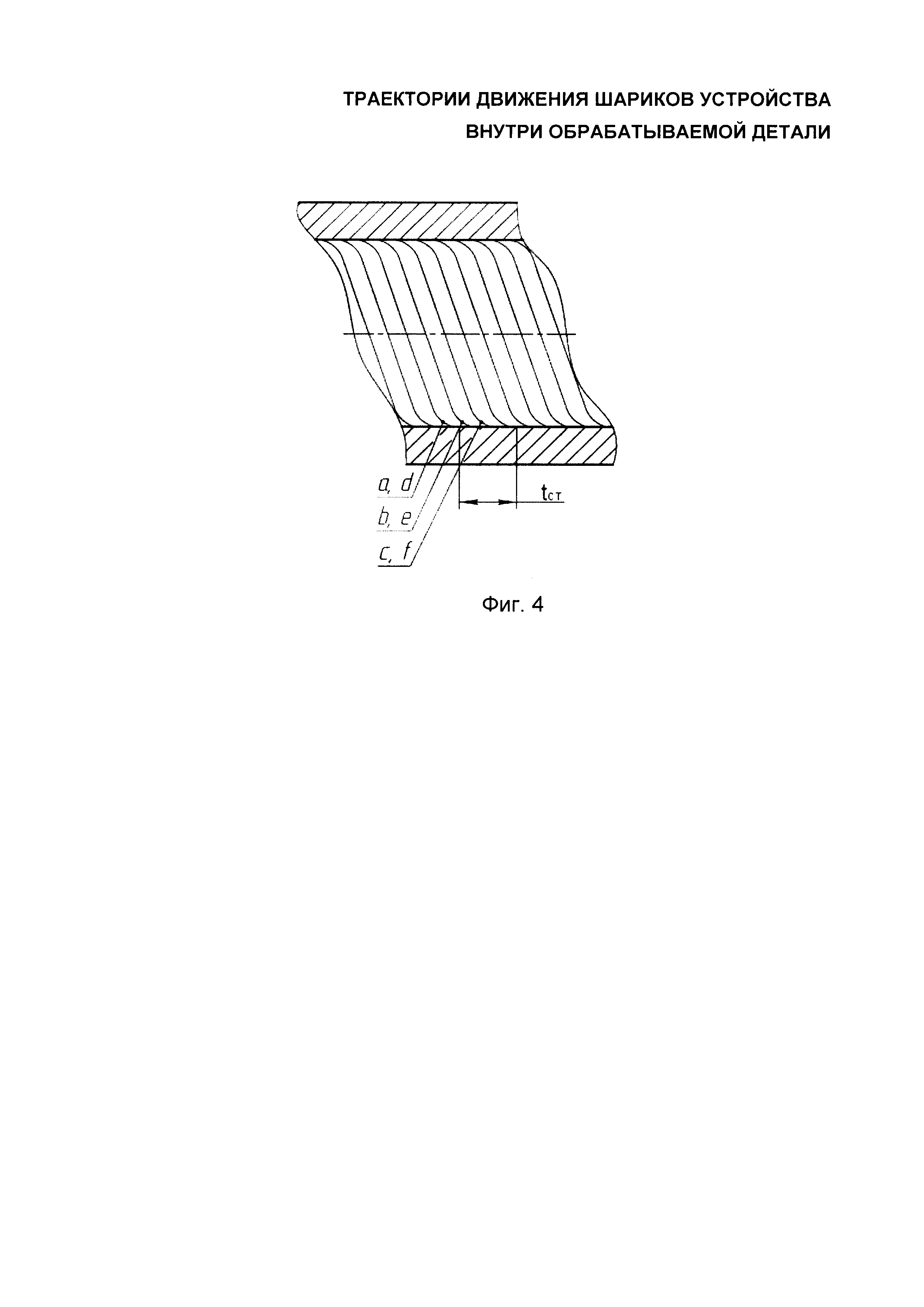
фиг. 4 - траектории движения шариков устройства внутри обрабатываемой детали,
где:
1 - оправка, 2 - пазы, 3 - шарик, 4 - шайба, 5 - болт,
а, b, с, d, е, f - траектории движения шариков устройства внутри обрабатываемой детали,
К - разница между половиной диаметра шарика и требуемой высотой микронеровностей внутренних поверхностей вращения обрабатываемой детали,
W - подача устройства на один шарик (мм).
Общая конструкция устройства для осуществления способа раскатки внутренних поверхностей вращения состоит из оправки 1, в которой равномерно расположено не менее трех глухих пазов 2 в плоскости перпендикулярной оси устройства, шариков 3, расположенных в пазах 2, в каждом пазу не менее двух шариков 3, фиксатора шариков 3 от их осевого перемещения в виде шайбы 4 и болта 5.
Устройство для осуществления способа раскатки внутренних поверхностей вращения работает следующим образом. Из фиг. 3 видно, что:

При этом:

Для обеспечения требуемого качества обрабатываемой поверхности, а именно, требуемой высоты микронеровностей Rz (см. фиг. 3), исходя из размера диаметра D шарика 3, подача устройства на один шарик 3 должна быть равной:

Для симметричности распределения нагрузки необходимой для деформирования обрабатываемой поверхности шариками 3 пазы 2 расположены в оправке 1 равномерно в плоскости перпендикулярной оси устройства. Симметричность распределения нагрузки достигается при количестве пазов 2 три или более. Тогда общая подача устройства будет рассчитываться по формуле:

Из формулы (6) следует, что при увеличении количества пазов 2, также повышается производительность (сокращение времени) раскатки.
Подставляя выражение (5) в выражение (6) получаем расчетную величину подачи устройства:

При данной величине подачи устройства первый шарик 3 каждого паза 2 описывает по внутренней поверхности определенную траекторию, а, каждый расположенный за ним в пазу шарик, двигается по той же траектории. Траектории первых шариков пазов обозначены а, b, с, а траектории последующих шариков d, е, f. Из фиг. 4 видно, что траектории а и d, b и е, с и f совпадают. Первый шарик, деформируя обрабатываемую поверхность на определенную величину, за счет процесса поверхностного пластического деформирования повышает твердость поверхностного слоя обрабатываемой поверхности. Последующие шарики, двигаясь по той же траектории, что и первый шарик, повторно вызывают процесс поверхностного пластического деформирования, что дополнительно повышают твердость поверхностного слоя обрабатываемой поверхности.
Количество шариков 3 в пазах 2 способствуют повышению твердости поверхностного слоя обрабатываемой поверхности, поэтому их количество должно быть не менее двух.
Так как металлоорежущий станок имеет дискретные подачи, то подачу станка (tcm) принимается равной ближайшему меньшему значению, при этом диаметр шарика рассчитывается по формуле:

где Dpacч - расчетный диаметр шарика, обеспечивающий требуемую высоту микронеровностей внутренних поверхностей вращения обрабатываемой детали (мм).
Далее устройство с помощью оправки 1 устанавливается в держателе инструмента металлорежущего станка, центрируется относительно оси патрона станка и фиксируется. При этом пазы 2 с шариками 3 направлены в сторону патрона металлорежущего станка. В патрон металлорежущего станка устанавливается обрабатываемая деталь с внутренней поверхностью вращения, которую требуется раскатать. Станок настраивается на принятую подачу (tcm) и производится раскатка.
Таким образом, предложенные способ раскатки внутренних поверхностей вращения и устройство для его осуществления, позволяют повысить механические свойства обрабатываемой внутренней поверхности вращения детали, а именно твердости и соответственно - износостойкости.

Устройство для испытаний на усталость золотников и сёдел запорных клапанов
Способ настройки кранов шаровых с резьбовыми втулками
Способ определения коэффициента расхода предохранительного клапана
Способ раскатки внутренних поверхностей вращения и устройство для его осуществления
Способ получения ингибитора коррозии в минерализованных водных средах
Способ раскатки внутренних поверхностей вращения и устройство для его осуществления
Устройство для выпуска газовоздушной среды
Прибор для стрельбы светозвуковыми патронами

