Результат интеллектуальной деятельности: ПРЕСС-ПОДБОРЩИК И СПОСОБ УСОВЕРШЕНСТВОВАННОГО МАНИПУЛИРОВАНИЯ ТЮКОМ
Вид РИД
Изобретение
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ (ЗАЯВКИ)
Отсутствует.
ЗАЯВЛЕНИЕ О СПОНСИРУЕМЫХ ПРАВИТЕЛЬСТВОМ ИССЛЕДОВАНИЯХ ИЛИ РАЗРАБОТКАХ
Отсутствует.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к пресс-подборщикам, включая формирование, обертывание и завязывание законченных тюков.
УРОВЕНЬ ТЕХНИКИ
В различных сельскохозяйственных и других установках, может использоваться формирование тюков из убираемого (или другого растительного) материала, такого как сено или кукурузная солома. Для сбора материала (например, из валка вдоль поля) и обработки его в тюки могут использоваться различные машины или механизмы. Сформированные тюки могут иметь различные размеры, и в некоторых вариантах применения, могут иметь в общем прямоугольные (или другие) поперечные сечения. Для того, чтобы создавать, например, прямоугольные тюки пресс-подборщик для квадратных тюков может двигаться вдоль валка срезанного убираемого материала, собирая материал в прессовальную камеру. Затем возвратно-поступательный плунжер или другие механизмы могут спрессовывать убираемый материал в тюки.
Известные пресс-подборщики могут содержать различные узловязальные устройства (или «узловязатели»), которые вяжут тюки посредством завязывания шпагата в петли вокруг тюков. В обычных конфигурациях, узловязатели и аналогичные устройства управления шпагатом могут быть расположены в ряду, продолжающемся в боковом направлении поперек верхней части (или дна) прессовальной камеры. Петля шпагата для каждого узловязателя пресс-подборщика может подаваться устройствами управления шпагатом для оборачивания вокруг тюка по мере образования тюка. По мере того, как плунжер перемещает тюк назад через прессовальную камеру, перемещение тюка назад через (а затем из) прессовальной камеры вытягивает шпагат из бобин для согласования с растущим размером тюка. Когда тюк полностью сформирован, каждый узловязальный механизм затем может завязывать петлю своего соответствующего шпагата для того, чтобы закрепить шпагат на тюке. Подобные завязанные петли могут помочь тюку удерживать свою форму и общую целостность после того, как его выбрасывают из пресс-подборщика.
По мере того, как пресс-подборщики манипулируют тюками (например, формируют, обертывают и выбрасывают) у известных пресс-подборщиков могут возникать различные проблемы. Среди данных проблем, производство, работу и техническое обслуживание пресс-подборщиков может усложнять сложность, размер и масса различных узловязателей. Например, относительно большой размер обычных узловязателей может ограничивать общее количество узловязателей, которые могут быть предусмотрены для данной прессовальной камеры. По причине того, что известные узловязатели обычно выполняют с возможностью завязывания за один раз только одной петли шпагата, соответственно, может быть ограничено количество петель шпагата для завязывания тюков из данной прессовальной камеры. Кроме того, по причине сложности обычных узловязателей, узловязатели также могут подвергаться частым поломкам или повреждению. Это может приводить к незавершенному или неадекватному завязыванию законченных тюков, а также к значительному времени простоя и расходам на техническое обслуживание для пострадавшего пресс-подборщика.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Предложены пресс-подборщик и способ для формирования и обертывания тюков убираемого материала.
Согласно одному аспекту изобретения пресс-подборщик может содержать прессовальную камеру и перемещающее сельскохозяйственную культуру устройство, такое как возвратно-поступательный плунжер, для прессования убираемого материала в тюк внутри прессовальной камеры. Лоток прессовальной камеры может быть расположен снаружи прессовальной камеры. Лист обертывающего материала может быть обернут вокруг обертывающей рамы, поддерживаемой лотком прессовальной камеры, для того, чтобы образовать рукав обертывающего материала. После формирования внутри прессовальной камеры, тюки можно выбрасывать из прессовальной камеры в лоток прессовальной камеры и продвигать через обертывающую раму для того, чтобы оборачивать рукавом.
В некоторых вариантах осуществления прессовальной камерой может быть глухая прессовальная камера с задней стенкой и боковым элементом. Тюки можно выбрасывать из прессовальной камеры посредством перемещения бокового элемента для выдавливания тюка из прессовальной камеры к лотку прессовальной камеры. Перед выбрасыванием тюка из прессовальной камеры, дверца прессовальной камеры может быть передвинута для обеспечения прохода с целью выбрасывания тюка из прессовальной камеры в лоток прессовальной камеры.
В некоторых вариантах осуществления один лоток прессовальной камеры может быть расположен вдоль первой стороны прессовальной камеры, а другой лоток прессовальной камеры может быть расположен вдоль второй стороны прессовальной камеры. Боковой элемент прессовальной камеры может быть расположен на второй стороне прессовальной камеры, когда перемещающее сельскохозяйственную культуру устройство прессует убираемый материал в первый тюк, и может перемещаться в направлении первой стороны прессовальной камеры для выдавливания сформированного первого тюка на один лоток прессовальной камеры. С боковым элементом, расположенным на первой стороне прессовальной камеры, может формироваться второй тюк. Затем боковой элемент может перемещаться в направлении второй стороны прессовальной камеры, для выдавливания сформированного второго тюка на другой лоток прессовальной камеры.
В некоторых вариантах осуществления рукав обертывающего материала может быть выполнен с впускным концом и выпускным концом, при этом выпускной конец находится дальше от прессовальной камеры, чем впускной конец. Когда тюк проходит через рукав, передний участок тюка может зацеплять рукав на выпускном конце таким образом, чтобы тюк вытягивал обертывающий материал из прессовальной камеры. Участок обертывающего материала, который обертывает тюк, может быть выполнен с возможностью отделения от рукава таким образом, чтобы, когда тюк извлекается из лотка прессовальной камеры, участок обертывающего материала оставался обернутым на тюке, а рукав оставался поддерживаемым лотком прессовальной камеры.
В некоторых вариантах осуществления прессовальная камера может содержать подвижную заднюю стенку, при этом перемещающее сельскохозяйственную культуру устройство выполнено с возможностью прессования убираемого материала о подвижную заднюю стенку с формированием тюка. Во время пре убираемого материала, задняя стенка может перемещаться на основании одного или более предварительно заданных интервалов прессования для убираемого материала и предварительно определенного заданного давления для убираемого материала.
Согласно еще одному аспекту изобретения пресс-подборщик может содержать прессовальную камеру с боковым элементом, выполненным с возможностью перемещения в боковом направлении внутри прессовальной камеры. Первый и второй лотки прессовальной камеры могут быть расположены за пределами прессовальной камеры, соответственно, вдоль первой и второй боковых сторон прессовальной камеры. Один или более выбрасывающих исполнительных механизмов могут быть выполнены с возможностью выбрасывания сформированных тюков на первый и второй лотки прессовальной камеры, соответственно, посредством перемещения бокового элемента от второй и первой боковых сторон прессовальной камеры, соответственно, в направлении первой и второй боковых сторон прессовальной камеры, соответственно.
В некоторых вариантах осуществления первое обертывающее устройство может быть расположено вдоль первого лотка прессовальной камеры. Первое обертывающее устройство может содержать опору для удерживания рукава обертывающего материала на первом лотке прессовальной камеры. По мере того, как первый тюк перемещается вдоль первого лотка прессовальной камеры, первый тюк может выходить через рукав обертывающего материала таким образом, чтобы участок обертывающего материала обертывал первый тюк.
Детали одного или более вариантов осуществления изложены на сопровождающих чертежах и в описании ниже. Другие признаки и преимущества станут очевидны из описания, чертежей и формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГ.1 представляет собой вид в перспективе иллюстративного пресс-подборщика предшествующего уровня техники, буксируемого рабочим транспортным средством;
ФИГ.2-5 представляют собой виды в перспективе, показывающие формирование и выбрасывание квадратных тюков иллюстративным пресс-подборщиком согласно данному изобретению;
ФИГ.6A и 6B представляют собой боковые изображения иллюстративного механизма для перемещения плунжера с формированием квадратных тюков;
ФИГ.7-10 представляют собой виды в перспективе, показывающие формирование и выбрасывание квадратных тюков еще одним иллюстративным пресс-подборщиком согласно данному изобретению;
ФИГ.11-16 представляют собой виды в перспективе, показывающие формирование и выбрасывание квадратных тюков еще одним иллюстративным пресс-подборщиком согласно данному изобретению;
ФИГ.17 представляет собой схематичное изображение способа обращения с тюками, который может быть осуществлен пресс-подборщиком по фиг.2-5 и 7-16; и
ФИГ.18 представляет собой схематичное изображение, представляющее дополнительную подробность некоторых операций, изображенных на Фиг.17.
Одинаковые ссылочные позиции на различных чертежах обозначают одинаковые элементы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Далее описаны один или более иллюстративных вариантов осуществления раскрытого пресс-подборщика и связанного с ним способа, как показано на сопровождающих фиг. чертежей, кратко описанных выше. Различные модификации иллюстративных вариантов осуществления могут быть предусмотрены любым квалифицированным специалистом в данной области техники, включая осуществление раскрытого способа посредством вычислительной системы специального назначения, использующей одно или более процессорных устройств и архитектур памяти.
Как использовано в данной заявке, «обертывающий материал» может обозначать один из различных типов материалов, используемых для удерживания тюков спрессованного растительного материала вместе или для сохранения иным образом целостности тюков (структурной или иной). Обертывающий материал может включать, например, шпагат или аналогичный материал, сетчатый обертывающий материал, пластиковый или другой листовой материал (т.е. «листовой обертывающий материал»), ленточный материал, ремни, композитные рулоны с различными слоями паропроницаемых, непроницаемых для влаги и других материалов и так далее. В некоторых случаях, обертывающий материал может быть предусмотрен в бобинах или рулонах, включая бобины шпагата, рулоны сетчатого обертывающего материала, рулоны пластикового листового материала и так далее.
Также, как использовано в данной заявке, «обертывание» тюка может включать наложение обертывающего материала на тюк различными способами для того, чтобы удерживать тюк вместе или иным образом сохранять целостность тюка. Например, тюк может быть обернут шпагатом посредством перекручивания шпагата вокруг тюка, а в некоторых случаях завязывания петель. Аналогичным образом, тюк может быть обернут сетчатым или листовым обертывающим материалом посредством наложения сетки или листа поверх наружных участков тюка. В некоторых случаях, обертывание тюка также может включать закрепление обертывающего материала на своем месте на тюке. Например, для закрепления обертывающего материала на тюке, обертывающий материал может быть закручен петлей вокруг себя, завязан узлом или связан, термосварен или запечатан, запечатан посредством вибрации, усадки на своем месте, расширения, крепления с помощью застежек и так далее. Тюк, который совсем не был обернут обертывающим материалом, можно рассматривать, как «необернутый» тюк. Тюк, который был только частично обернут обертывающим материалом, так что перед выбрасыванием тюка в поле (или куда-то еще) будет применяться дальнейшее обертывание, можно рассматривать, как «частично необернутый» тюк.
Как отмечалось выше, обычные пресс-подборщики могут обертывать тюк с помощью петель шпагата по мере формирования тюка в прессовальной камере. После того, как тюк полностью сформирован, узловязатели могут завязывать узлами петли шпагата для закрепления шпагата вокруг тюка. Узловязатели могут быть распределены в боковом направлении по ширине прессовальной камеры таким образом, чтобы каждый узловязатель завязывал единственную петлю шпагата вокруг сформированного тюка.
Вследствие относительно большого размера известных узловязателей, общее количество узловязателей, которые могут использоваться для конкретной прессовальной камеры - и посредством этого количество петель шпагата, которые могут быть завязаны для соответствующего тюка - может быть ограничено. Соответственно, обычные пресс-подборщики могут содержать только ограниченное количество узловязателей для каждой из соответствующих прессовальных камер. В комбинации с ограничениями прочности материала, это может ограничивать силу связывания, которая может применяться к тюку шпагатом и узловязателями, что, в свою очередь, может ограничивать количество убираемого материала, который может быть спрессован в тюк конкретного размера.
С обычными конструкциями пресс-подборщиков, сложность узловязателей и операций, которые они выполняют, также может вносить осложнения. Например, узловязатели могут иметь тенденцию к заеданию, заклиниванию или поломке с некоторой регулярностью, когда шпагат запутывается или заплетается внутри узловязателя (и в связанных с ним системах). Это может приводить к простою пресс-подборщика, а также к значительному техническому обслуживанию и расходам на замену. Узловязатели также могут быть как тяжелыми, так и дорогими, что может вносить вклад в увеличенную массу пресс-подборщика и стоимость производства.
Раскрытые пресс-подборщик и способ прессования могут решать данные и другие проблемы. В некоторых вариантах осуществления после формирования тюка в прессовальной камере, тюк можно выбрасывать из прессовальной камеры на лоток прессовальной камеры. В квадратном пресс-подборщике, например, возвратно-поступательный плунжер может циклически прессовать собранный убираемый материал внутри прессовальной камеры с формированием тюка с прямоугольным в целом (например, квадратным) поперечным сечением. Затем тюк может быть выброшен из прессовальной камеры в лоток прессовальной камеры, в котором тюк может быть обернут обертывающим материалом перед выбрасыванием из лотка прессовальной камеры в поле.
В некоторых вариантах осуществления прессовальная камера пресс-подборщика может не содержать узловязатели или другие обертывающие (и завязывающие) устройства, так что тюками, выбрасываемыми из прессовальной камеры, могут быть необернутые тюки. Для обертывания тюка по мере того, как тюк садится на лоток прессовальной камеры (или движется поперек него) относительно лотка прессовальной камеры могут быть расположены одно или более обертывающих устройств. В некоторых вариантах осуществления тюками, выбрасываемыми из прессовальной камеры, могут быть частично необернутые тюки. Например, в некоторых вариантах осуществления сформированный тюк может быть частично обернут шпагатом или другим обертывающим материалом, находясь еще внутри прессовальной камеры, затем выброшен на лоток прессовальной камеры для дальнейшего обертывания.
В некоторых вариантах осуществления лотки прессовальной камеры могут быть расположены вдоль одной или более боковых сторон прессовальной камеры. Например, в квадратном пресс-подборщике с плунжером, который совершает внутри прессовальной камеры возвратно-поступательные движения по траектории вперед-назад (или с другим перемещающим сельскохозяйственную культуру устройством), единственный лоток прессовальной камеры может быть расположен вдоль боковой (т.е. правой или левой) стороны прессовальной камеры. В других вариантах осуществления может быть предусмотрена пара лотков прессовальной камеры, по одному на каждой боковой стороне прессовальной камеры. После того, как в прессовальной камере плунжером был сформирован необернутый (или частично необернутый) тюк, исполнительный механизм может выталкивать тюк в боковом направлении из прессовальной камеры в конкретный лоток прессовальной камеры для обертывания и выбрасывания в поле. Это может составлять контраст с известными пресс-подборщиками, в которых тюки обычно вытесняются из открытого сзади конца прессовальной камеры.
В некоторых вариантах осуществления рукав обертывающего материала может поддерживаться на (или вокруг) лотке прессовальной камеры с одним открытым концом (т.е. «впускным» концом) рукава, расположенным в направлении прессовальной камеры, и одним открытым концом (т.е. «выпускным» концом) рукава, расположенным напротив прессовальной камеры от впускного конца. Когда тюк перемещается из прессовальной камеры в лоток прессовальной камеры, тюк может проходить в рукав через впускной конец. Когда тюк выходит из рукава на выпускном конце, участок обертывающего материала может быть зацеплен тюком таким образом, что участок обертывающего материала продолжается с тюком (например, прилипает к нему). Таким образом, когда тюк выбрасывают из лотка прессовальной камеры в поле, тюк может быть должным образом обернут. Рукав пластикового листового материала, например, может поддерживаться на опорной раме на лотке прессовальной камеры таким образом, что тюк, выбрасываемый из прессовальной камеры, проходит в одно отверстие рукава. По мере того, как тюк проходит через рукав в направлении выпускного конца, участок тюка может зацеплять провисающий участок обертывающего материала (например, свободный край обертывающего материала на выпускном конце рукава) таким образом, чтобы пластиковый листовой материал тянулся посредством перемещения тюка, должным образом обертывая тюк. Когда тюк выходит из рукава, пластиковый листовой материал, окружающий тюк, может вытягиваться из более большого рукава (например, в уже существующем перфорированном отверстии, в разрезе, образованном режущим устройством (не показано), и так далее) для того, чтобы оставаться обернутым вокруг тюка.
Также могут быть возможны другие обертывающие материалы и обертывающие устройства. Например, рулоны сетчатого обертывающего материала или пластикового листового материала могут крутиться (или иным образом перемещаться) вокруг тюка в лотке прессовальной камеры (или где-то еще) таким образом, чтобы тюк оборачивался последовательными петлями сетчатого обертывающего материала или пластикового листового материала. Аналогичным образом, в лотке прессовальной камеры (или где-то еще) могут быть предусмотрены бобины шпагата для того, чтобы обертывать тюк с помощью петель шпагата. При необходимости, данные петли затем могут быть завязаны узловязальным устройством или другим механизмом.
В некоторых вариантах осуществления тюк может пошагово перемещаться вдоль лотка прессовальной камеры по мере того, как обертывающее устройство накручивает последовательные петли обертывающего материала вокруг тюка. Это может приводить к спирали обертывающего материала вокруг тюка. Например, по мере того, как тюк проталкивают вдоль лотка прессовальной камеры (например, с помощью другого тюка, выбрасываемого из прессовальной камеры), обертывающее устройство может обеспечивать непрерывную подачу шпагата, сетчатого обертывающего материала, пластикового листового материала или другого обертывающего материала с образованием петель. Перемещение тюка мимо обертывающего устройства может соответственно вызывать относительно противоположное движение данной подачи с образованием петель на тюке. Таким образом, при условии продолжения пошагового перемещения и подачи с образованием петель тюк может быть обернут спиралью обертывающего материала.
В некоторых вариантах осуществления боковой элемент прессовальной камеры может перемещаться в боковом направлении для того, чтобы выбрасывать тюки из прессовальной камеры в лоток прессовальной камеры. Например, подвижная боковая стенка прессовальной камеры может приводиться в действие гидравлическим поршнем (или другим исполнительным механизмом) для того, чтобы толкать, тянуть или иным образом вытеснять тюк из прессовальной камеры. Движение бокового элемента, выбрасывающее тюки из прессовальной камеры, также может толкать тюки через (или мимо) конкретного обертывающего устройства для того, чтобы облегчать обертывание тюков в лотке прессовальной камеры. Например, подвижная боковая стенка может толкать тюк (непосредственно или опосредованно, в том числе посредством еще одного тюка) для прохождения из прессовальной камеры на лоток прессовальной камеры, затем для прохождения через рукав обертывающего материала, который поддерживается на лотке прессовальной камеры.
В некоторых вариантах осуществления может быть предусмотрена дверца, которая может открываться, предоставляя возможность прохода тюков из прессовальной камеры в лоток прессовальной камеры. Например, первый боковой элемент прессовальной камеры (например, еще одна подвижная боковая стенка) может подниматься гидравлическим цилиндром (или другим исполнительным механизмом) для того, чтобы обеспечить возможность выталкивания второй боковой стенкой (например, как отмечалось выше) тюка из прессовальной камеры.
В некоторых вариантах осуществления может быть использован единственный боковой элемент для раздельного вталкивания тюков в каждый из двух (или более) лотков прессовальной камеры. Например, прессовальная камера может содержать подвижный боковой элемент (или быть связана с ним иным образом), а лоток прессовальной камеры может быть предусмотрен на каждой из двух боковых сторон прессовальной камеры. Первый тюк может быть сформирован с боковым элементом (например, подвижной боковой стенкой) на первой стороне прессовальной камеры. Затем боковой элемент может перемещаться от первой стороны прессовальной камеры в направлении второй стороны прессовальной камеры для того, чтобы толкать первый тюк на первый из лотков прессовальной камеры. Затем боковой элемент может удерживаться на второй стороне прессовальной камеры в то время, как формируется второй тюк, затем перемещаться назад в направлении первой стороны прессовальной камеры для того, чтобы толкать второй тюк на второй из лотков прессовальной камеры.
В некоторых вариантах осуществления прессовальной камерой может быть глухая прессовальная камера. Например, в квадратном пресс-подборщике с возвратно-поступательным плунжером может быть предусмотрена задняя стенка прессовальной камеры, о которую плунжер может прессовать убираемый материал с формированием тюка. По мере того, как дополнительный убираемый материал вводится для прессования, задняя стенка может постепенно перемещаться назад в прессовальной камере (или иным образом прочь от плунжера) для того, чтобы вмещать растущий тюк. В некоторых вариантах осуществления задняя стенка прессовальной камеры может быть подвижной.
Положение подвижной задней стенки прессовальной камеры во время операции прессования (и обертывания) может регулироваться различными способами. В некоторых вариантах осуществления задняя стенка может регулироваться посредством перемещения задней стенки на предварительно заданное расстояние для каждого цикла плунжера. Например, когда плунжер прессует последующие «хлопья» убираемого материала в формирующийся тюк, задняя стенка может перемещаться на конкретное расстояние назад (т.е. в сторону от плунжера) для каждого вороха. По причине того, что подобное расстояние может соответствовать конкретной величине спрессовывания хлопьев номинального размера, расстояние можно рассматривать, как «интервал прессования». Для того, чтобы обеспечить подходящее сдавливание хлопьев, подходящий интервал прессования может быть меньше, чем средняя толщина хлопьев (спереди назад, относительно прессовальной камеры).
В некоторых вариантах осуществления положение задней стенки прессовальной камеры может регулироваться на основании заданного давления. Например, когда задняя стенка приводится в действие гидравлическим цилиндром, для поддержания конкретного заданного давления для цилиндра может использоваться гидравлический аккумулятор (или другое устройство или система). (Следует понимать, что подобное заданное давление может быть частью заданного диапазона давлений). Подходящее заданное давление (или диапазон) может, например, соответствовать желательной величине сдавливания убираемого материала для формирования тюков.
В некоторых вариантах осуществления положение задней стенки прессовальной камеры может регулироваться на основании как заданного интервала сдавливания (или другого), так и заданного давления (или диапазона давлений). Например, для каждого цикла возвратно-поступательного движения плунжера задняя стенка может первоначально перемещаться на предварительно заданный интервал прессования. Это может, например, предоставлять возможность первоначального сдавливания хлопьев об относительно жесткую стенку (т.е. заднюю стенку, которая удерживается на своем месте на основании интервала прессования). Когда плунжер продвигается (например, по мере того, как кривошип, приводящий в движение плунжер, приближается к расположению с большим механическим преимуществом), тогда на задней стенке может поддерживаться предварительно определенное заданное давление, с перемещением задней стенки (например, назад), при необходимости, для обеспечения на плунжере подходящего резистивного давления по мере перемещения плунжера. Это может, например, обеспечить возможность сдавливания хлопьев на конкретную величину для того, чтобы сформировать тюк должной плотности.
Различные иллюстративные варианты осуществления, описанные ниже, могут включать конкретные квадратные пресс-подборщики. Однако, следует понимать, что усовершенствования, раскрытые в данной заявке, могут использоваться в отношении множества пресс-подборщиков и типов пресс-подборщиков.
Далее со ссылкой на Фиг.1, изображен большой пресс-подборщик 20 для квадратных тюков известной конфигурации. По мере того, как пресс-подборщик 20 перемещается по всему полю (например, при буксировании транспортным средством 22 посредством соединения 22a) и наталкивается на валок или другое расположение материала (не показано), подбирающий узел 26 может собирать материал и перемещать его в корпус 24 для обработки в тюк 28. В некоторых конфигурациях, плунжер (не показано на Фиг.1) может последовательно прессовать хлопья убираемого материала внутри прессовальной камеры 30 до тех пор, пока тюк 28 не будет полностью сформирован. Перед тем, как сформированный тюк 28 выбрасывают из задней части корпуса 24, и пока тюк 28 все еще находится внутри прессовальной камеры 30, тюк 28 может быть обернут шпагатом (или другим материалом), а шпагат завязан узловязателем (не показано на Фиг.1).
Также со ссылкой на фиг.2, изображен усовершенствованный иллюстративный пресс-подборщик 40, в котором пресс-подборщик 40 выполнен с возможностью выбрасывания сформированных тюков в сторону от пресс-подборщика 40, в качестве альтернативы (или в дополнение) к выбрасыванию сформированных тюков из задней части пресс-подборщика 40. (Для ясности представления различных внутренних механизмов, на различных фиг. корпус пресс-подборщика 40 не показан). Для перемещения по полю пресс-подборщик 40 в общем поддерживается колесами 42, установленными на шасси 44. Предусмотрен подбирающий узел 46 для сбора убираемого материала с поля, который может быть аналогичен подбирающему узлу 26. Убираемый материал, собранный подбирающим узлом 46, направляется вверх и назад через пресс-подборщик 40 и формируется в прямоугольные в общем хлопья 54. Затем хлопья 54 прессуются внутри прессовальной камеры 50 возвратно-поступательным плунжером 48 с формированием тюка.
В различных вариантах осуществления, описанных в данной заявке, может использоваться возвратно-поступательный плунжер, такой как плунжер 48, для прессования убираемого материала внутри соответствующей прессовальной камеры. Дополнительно (или в качестве альтернативы) могут использоваться другие перемещающие сельскохозяйственную культуру устройства. Например, для подачи убираемого материала в прессовальную камеру, а в некоторых вариантах осуществления для прессования убираемого материала в тюки внутри прессовальной камеры может быть задействован шнек (не показано).
Пресс-подборщик 40 (или другие аналогичные пресс-подборщики) также может содержать один или более контроллеров 52. Контроллеры 52 могут быть выполнены в виде вычислительных устройств со связанными с ними процессорными устройствами и архитектурами памяти, в виде гидравлических, электрических или электрогидравлических контроллеров или иных. В связи с этим, контроллеры 52 могут быть выполнены с возможностью выполнения различных вычислительных и регулирующих функций относительно пресс-подборщика 40 (и другого машинного оборудования). На фиг.2 показано иллюстративное расположение для контроллеров 52. Однако, следует понимать, что возможны другие расположения, в том числе другие расположения на пресс-подборщике 40 или различные удаленные расположения (например, на буксирующем транспортном средстве (не показано), на удаленно расположенном пункте управления (не показано), и так далее). Контроллеры 52 могут быть в электронном, гидравлическом или ином сообщении с различными другими системами или устройствами пресс-подборщика 40 (или машинного оборудования). Например, контроллер 52 может быть в электронном или гидравлическом сообщении с различными исполнительными механизмами, датчиками и другими устройствами внутри (или за пределами) пресс-подборщика 40, включая различные устройства, связанные с прессовальной камерой 50, и связанные с ней механизмы. Контроллер 52 может взаимодействовать с другими системами или устройствами (включая другие контроллеры) различными известными способами, в том числе посредством шины сети локальных контроллеров (не показано) пресс-подборщика 40 или буксирующего транспортного средства, беспроводным способом, гидравлически или иным образом.
В варианте осуществления, изображенном на фиг.2, возвратно-поступательный плунжер 48 перемещается по циклической траектории вперед-назад (т.е. на фиг.2 в общем слева-направо), которая обусловлена вращающимся коленчатым рычагом 56 (или множеством коленчатых рычагов (не показано)). Узел подачи последовательно доставляет хлопья 54 убираемого материала (например, хлопья 54a, изображенные на фиг.2) на путь плунжера 48, около переднего участка прессовальной камеры 50. Циклическое движение плунжера 48 толкает данные хлопья 54 назад в прессовальную камеру 50, спрессовывая хлопья 54 в растущий тюк.
В некоторых вариантах осуществления как изображено на фиг.2-5, для того, чтобы перемещать плунжер 48, гидравлический (или другой) цилиндр 38 может быть выполнен с возможностью приведения в движение коленчатого рычага 56. В данных вариантах осуществления коленчатый рычаг 56 может поворачиваться только в течение части полного оборота по мере того, как цилиндр 38 переходит между выдвигающей и втягивающей операциями. В некоторых вариантах осуществления в качестве альтернативы (или дополнительно) для приведения в действие коленчатого рычага 56 может быть предусмотрен редуктор. Например, редуктор может быть выполнен с возможностью приема крутящего момента от вала отбора мощности транспортного средства 22 (например, который может проходить через соединение 22a), и использования принимаемого момента для вращения коленчатого рычага 56. В вариантах осуществления с редуктором, коленчатый рычаг 56 может крутиться на протяжении полного оборота. В качестве альтернативы (или дополнительно), другие устройства или системы могут использоваться для перемещения коленчатого рычага (например, коленчатого рычага 56) или устройства перемещения сельскохозяйственной культуры (например, плунжера 48). Например, в некоторых вариантах осуществления для перемещения плунжера в прессовальную камеру или из нее может использоваться винтовой привод (не показано) или другой механизм.
Прессовальная камера может быть ограничена (или образована иным образом) множеством способов. Как изображено, камера 50 в общем ограничена с левой стороны боковой стенкой 66, а с правой стороны дверцей 60. Также как изображено, гидравлические цилиндры 62 и 64, установленные на опорные конструкции 64 и 70, соответственно, выполнены с возможностью приведения в движение боковой стенки 66 и дверцы 60, соответственно, для того, чтобы выбрасывать тюки из прессовальной камеры 50. Например, при управлении контроллером 52 и при координирующей синхронизации с плунжером 48 и другими составными элементами пресс-подборщика, цилиндр 68 может перемещать боковую стенку 66 в боковом направлении поперек прессовальной камеры слева-направо и справа-налево. Аналогичным образом, цилиндр 62 может перемещать дверцу 60 вверх и вниз для открывания или закрывания прохода для выбрасывания тюка, который был сформирован в прессовальной камере 50. Таким образом, сформированный тюк может перемещаться боковой стенкой 66 и цилиндром 68 через отверстие дверцы 60.
Следует понимать, что могут быть возможны другие конфигурации. В общем, для выбрасывания сформированных тюков из камеры 50, боковой элемент различных конструкций может перемещаться в боковом направлении (или иным образом) поперек прессовальной камеры 50. В некоторых вариантах осуществления боковой элемент может быть выполнен в виде целой боковой стенки прессовальной камеры 50, как в случае боковой стенки 66. В некоторых вариантах осуществления боковой элемент может быть выполнен по-другому. Например, может быть предусмотрена решетка, сетка, решетчатая конструкция или другая частичная стенка, которая также может перемещаться в боковом направлении поперек прессовальной камеры исполнительным механизмом различных типов. Аналогичным образом, может быть предусмотрен поршень, плунжер или другой боковой элемент, который может не перекрывать всю длину, высоту или ширину камеры 50, но который, тем не менее, может приводиться в действие для выбрасывания тюка из камеры 50. В некоторых вариантах осуществления боковой элемент может быть расположен на стороне прессовальной камеры 50, не являющейся боковой стороной прессовальной камеры (например, верхней, нижней или задней стороне камеры 110). В некоторых вариантах осуществления вместо цилиндра 68 и опорной конструкции 76 могут использоваться различные соединения, вращающиеся элементы или другие исполнительные механизмы.
Дверца также может быть выполнена различными способами. В общем, дверца может служить для удерживания при необходимости тюка внутри прессовальной камеры 50 пока тюк формируется (и после), а также для высвобождения сформированного тюка из прессовальной камеры 50. Дверцей может быть ножевая дверца, такая как изображенная дверца 60, которая перемещается вверх и вниз по ограниченной траектории для открывания или закрывания прохода для выбрасывания тюка. В качестве альтернативы (или дополнительно) дверца может быть выполнена с возможностью скольжения в боковом направлении, вперед или назад относительно пресс-подборщика 40 с распахиванием и закрыванием различными способами, со складыванием или со скатыванием и так далее.
Все еще со ссылкой на фиг.2, задняя стенка 72 прессовальной камеры 50 обеспечивает сопротивление плунжеру для того, чтобы спрессовывать плунжером 48 различные хлопья 54 в законченный тюк. Исполнительный механизм, наподобие гидравлического цилиндра 74 предусмотрен (например, поддерживается относительно шасси 44 опорной конструкцией 76) для того, чтобы управлять приведением в движение задней стенки 72. Как обсуждается более подробно ниже, цилиндр 74 (или другой исполнительный механизм) может управлять задней стенкой 72 на основании предварительно заданных интервалов прессования, давлений прессования или других факторов.
И снова следует понимать, что могут быть возможны другие конфигурации. Как изображено, вследствие того, что задняя стенка 72 ограничивает прессовальную камеру 50 напротив плунжера 48, прессовальную камеру 50 можно рассматривать, как глухую прессовальную камеру. В качестве альтернативы изображенной задней стенке 72 могут быть предусмотрены другие типы и конфигурации задней стенки камеры 50. В некоторых вариантах осуществления, например, прессовальная камера 50 может не содержать заднюю стенку и, в связи с этим, может представлять собой не глухую камеру.
Различные опорные конструкции 64, 70 и 76 для цилиндров 62, 68 и 74 (или другие опорные конструкции для других исполнительных механизмов) могут быть выполнены множеством способов. Как изображено, опорные конструкции 64, 70, и 76 содержат металлическую трубу, приваренную к шасси 44 пресс-подборщика 40 для того, чтобы жестко поддерживать цилиндры 62, 68, и 74 относительно шасси 44 и прессовальной камеры 50. Также возможны другие компоновки.
Также на пресс-подборщике 40 могут быть предусмотрены один или более лотков прессовальной камеры для приема и обертывания тюков, которые выбрасывают из прессовальной камеры 50. В варианте осуществления, изображенном, например, на фиг.2, лоток 82 прессовальной камеры выполнен в виде платформы, которая в боковом направлении находится рядом с прессовальной камерой 50 и проходит в боковом направлении прочь от ее правой стороны. Соответственно, тюк, выброшенный через правую сторону прессовальной камеры 50, может обычно выходить на лоток 82 прессовальной камеры перед выбрасыванием из пресс-подборщика 40 в поле (или в другое местоположение). Как изображено, лоток 82 прессовальной камеры ориентирован в общем горизонтально таким образом, что тюк, находящийся на лотке 82 прессовальной камеры, может стремиться оставаться на лотке 82 прессовальной камеры в отсутствие активного выбрасывающего усилия.
Также возможны другие конфигурации. В общем, лоток прессовальной камеры может быть выполнен в виде множества платформ или других опорных конструкций, которые находятся рядом и за пределами соответствующей прессовальной камеры. Платформа или другие опорные конструкции лотка прессовальной камеры могут быть выполнены с возможностью расположения на разной ширине в боковом направлении, в сторону от связанной с ними прессовальной камеры. В некоторых вариантах осуществления подобная платформа или опорная конструкция может быть в целом менее широкой, чем номинальная ширина соответствующего тюка (или прессовальной камеры). Таким образом, тюк, который полностью выброшен из прессовальной камеры на лоток прессовальной камеры, может располагаться в боковом направлении мимо наружного в боковом направлении края лотка прессовальной камеры. В некоторых вариантах осуществления лоток прессовальной камеры может быть расположен наклонно относительно горизонтали таким образом, чтобы тюк на лотке прессовальной камеры мог смещаться силой тяжести в сторону от (или в направлении) соответствующей прессовальной камеры. В некоторых вариантах осуществления как обсуждается более подробно ниже, для конкретной прессовальной камеры может быть предусмотрено множество лотков прессовальной камеры.
Лоток прессовальной камеры обычно может поддерживать или быть иным образом связан с обертывающим устройством для обертывания тюков на лотке прессовальной камеры обертывающим материалом (а в некоторых вариантах осуществления завязывания или иным образом закрепления обертывающего материала). Таким образом, даже если тюк находится в необернутом (или частично необернутом) состоянии при выбрасывании из прессовальной камеры в лоток прессовальной камеры, тюк все-таки может быть обернут перед его итоговым выбрасыванием из пресс-подборщика (например, в поле или в заднюю тележку). Как изображено на фиг.2, пресс-подборщик 40 содержит различные опоры 88 рукава, поддерживаемые шасси 44. Рукав 84 обертывающего материала (например, пластикового обертывающего материала) поддерживается на опорах 88 таким образом, что тюк, передвигаемый из прессовальной камеры 50 через лоток 82 прессовальной камеры, проходит через рукав 84 и обертывается обертывающим материалом рукава 84. Опоры 88 рукава изображены в виде продолжающихся в боковом направлении элементов, расположенных на лотке 82 прессовальной камеры для закрепления рукава 84 на своем месте на лотке 82 прессовальной камеры и удерживания концов рукава 84 открытыми на внутреннем и наружном боковых краях лотка 82 прессовальной камеры. Также могут быть возможны другие конфигурации опор 88, рукава 84 и так далее.
В некоторых вариантах осуществления может быть предусмотрено обертывающее устройство, не являющееся рукавом и опорой рукава. В некоторых вариантах осуществления, например, обруч или другое устройство может использоваться для обматывания обертывающего материала (например, из рулонов обертывающего материала) вокруг тюка в лотке прессовальной камеры. Как изображено, например, на фиг.3, в качестве альтернативы (или в дополнение) к опорам 88 и рукаву 84 (или другой конфигурации обертывающего устройства) может быть предусмотрен рулон 94 обертывающего материала и связанное с ним обертывающее устройство (или другая аналогичная компоновка). Рулон 94 обертывающего материала может поддерживаться на лотке 82 прессовальной камеры (или около него) множеством способов, а для того, чтобы обертывать тюк связанное с ним устройство (не показано) может обматывать материал из рулона 94 вокруг тюка на лотке 82 прессовальной камеры.
В некоторых вариантах осуществления в качестве альтернативы (или в дополнение) к рукаву 84 (или другим конфигурациям обертывающего материала) может использоваться шпагат или аналогичный материал. Как изображено, например, на фиг.2, может быть предусмотрен ряд узловязателей 92 (или других обертывающих устройств). Шпагат (не показано) может обматываться вокруг тюка в лотке 82 прессовальной камеры, а затем завязываться узловязателями 92 для закрепления шпагата на тюке.
В некоторых вариантах осуществления обертывающее устройство может обертывать тюк на лотке прессовальной камеры обертывающим материалом по мере того, как тюк пошагово перемещается поперек лотка прессовальной камеры. Например, по мере того, как тюк проталкивают поперек лотка прессовальной камеры (например, непосредственно посредством подвижного бокового элемента прессовальной камеры или опосредованно посредством подвижного бокового элемента, толкающего еще один тюк о тюк в лотке прессовальной камеры), обертывающее устройство может обматывать шпагат, сетчатый обертывающий материал, пластиковый листовой материал или другой обертывающий материал вокруг тюка. Соответственно, по мере того, как тюк в лотке прессовальной камеры перемещается мимо обертывающего устройства, тюк может обертываться последующими спиралями обертывающего материала.
Возвращаясь конкретно к изображенному варианту осуществления пресс-подборщика 40, различные механизмы, отмечавшиеся выше, могут действовать совместно с формированием тюка в прессовальной камере 50, выбрасыванием тюка в лоток 82 прессовальной камеры, обертыванием тюка, затем выбрасыванием тюка из пресс-подборщика 40. Вновь со ссылкой на фиг.2, в начале цикла прессования, боковая стенка 66 расположена с левой стороны прессовальной камеры 50, а дверца 60 находится в опущенной конфигурации (и посредством этого предоставляет вторую боковую стенку для прессовальной камеры 50). Цилиндр 74 находится в выдвинутой конфигурации таким образом, что задняя стенка 72 находится около передней части прессовальной камеры 50. Когда ряд первоначальных хлопьев 54a последовательно предоставляется подающим механизмом, возвратно-поступательное движение плунжера 48 прессует хлопья 54a об заднюю стенку 72 для начала формирования тюка. В некоторых случаях, внутри рукава 84 на лотке 82 прессовальной камеры уже может находиться ранее сформированный тюк 86a.
Как отмечалось выше, цилиндром 74 и задней стенкой 72 можно управлять множеством способов для облегчения сдавливания хлопьев 54a плунжером 48. В некоторых вариантах осуществления контроллер 52 может направлять цилиндр 74 для перемещения задней стенки 72 назад внутри прессовальной камеры 50 на конкретное расстояние для каждого цикла плунжера 48. Например, если обычный ворох 54a должен быть спрессован плунжером 48 до толщины спереди назад, составляющей 1,5 дюйма, для того, чтобы сформировать в прессовальной камере 50 должным образом спрессованный тюк, цилиндр 74 может приводиться в действие для перемещения задней стенки 72 в прессовальной камере 50 приблизительно на 1,5 дюйма назад для каждого нового вороха 54a (и соответственно, для каждого возвратно-поступательного цикла плунжера 48). Как также отмечалось выше, по причине того, что данное расстояние можно рассматривать, как ширину, до которой может сдавливаться отдельный ворох 54a, его можно рассматривать, как интервал прессования.
В некоторых вариантах осуществления контроллер 52 может направлять цилиндр 74 для обеспечения конкретного давления на заднюю стенку 72 для того, чтобы противостоять сжимающему движению плунжера 48 назад. Например, если конкретное давление сжатия (т.е. заданное давление) требуется для сдавливания должным образом отдельного вороха 54a (или набора хлопьев 54a) в тюк, цилиндр 74 может приводиться в действие с оказанием данного давления на заднюю стенку 72. В некоторых вариантах осуществления для содействия в поддержании подходящего заданного давления цилиндром 74 может предоставляться аккумулятор 78 (или аналогичное устройство).
В некоторых вариантах осуществления контроллер 52 может направлять цилиндр для осуществления комбинированного управления на основании давления и расстояния. Например, в начале или перед сжимающим ходом плунжера 48, цилиндр 74 может приводиться в действие для перемещения задней стенки 72 назад на конкретный интервал прессования, причем данный интервал может быть немного меньше чем ожидаемая (или заданная) толщина полностью спрессованного вороха 54a. Спустя некоторое время, цилиндр 74 может тогда использоваться для поддержания подходящего заданного давления (или диапазона давлений) для противодействия силе сжатия плунжера 48 и обеспечения надлежащего сжатия текущего вороха 54a (например, даже когда цилиндр 74 обеспечивает возможность перемещения задней стенки 72 внутри прессовальной камеры 50 назад).
В качестве одного преимущества комбинированного управления на основании давления и расстояния задней стенки 72, постоянное (или регулируемое иным образом) резистивное давление, обеспечиваемое цилиндром 74 посредством задней стенки 72, может применяться против движения плунжера 48, только когда коленчатый рычаг 56 ориентирован для обеспечения увеличенного выигрыша в силе относительно движения плунжера 48. Например, следует понимать, что когда коленчатый рычаг 56, приводящий в движение плунжер 48, ориентирован вертикально, к коленчатому рычагу 56 должен быть приложен относительно большой крутящий момент для того, чтобы обеспечить заданную величину давления на плунжере 48. Соответственно, задняя стенка 72 может перемещаться назад в течение заданного интервала прессования для того, чтобы обеспечивать относительно небольшое сопротивление плунжеру 48 в то время, как коленчатый рычаг 56 плунжера находится близко к своей вертикальной ориентации.
Со ссылкой на фиг.6A, например, изображена иллюстративная конфигурация для приведения в движение коленчатого рычага 56 редуктором 58. (Как изображено на фиг.6A, редуктор 58 может быть расположен в пресс-подборщике 40 с прессовальной камерой 50 справа). По мере того, как редуктор 58 вращается коленчатым рычагом 56 в направлении по часовой стрелке (с точки зрения фиг.6A), коленчатый рычаг 56 может перемещать плунжер 48 (не показанный на фиг.6A) для прессования тюка внутри прессовальной камеры 50. В то время, как коленчатый рычаг 56 находится в пределах конкретного углового диапазона вокруг или около вертикальной ориентации (например, в пределах диапазона 56a), задняя стенка 72 может быть должным образом отрегулирована на основании интервала прессования. Следует понимать, что диапазон 56a предусмотрен только в качестве примера, и что могут быть выбраны другие диапазоны ориентации коленчатого рычага, чтобы соответствовать управлению задней стенкой 72 на основании расстояния. Кроме того, следует понимать, что аналогичная стратегия управления может использоваться в вариантах осуществления, в которых плунжер 48 перемещается иным образом (например, в вариантах осуществления с использованием цилиндра, такого как цилиндр 38, изображенный на фиг.2-5).
В отличие от этого, по мере того, как кривошип продвигается в направлении горизонтальной ориентации (например, для перемещения плунжера 48 назад внутри прессовальной камеры 50), к коленчатому рычагу 56 должен применяться относительно меньший крутящий момент для того, чтобы обеспечить на плунжере 48 такую же величину давления (или большую). По мере того, как коленчатый рычаг 56 продвигается в направлении горизонтали, вследствие этого, задняя стенка 72 может обеспечивать (посредством цилиндра 74) предварительно определенное заданное давление (например, вместо заданного интервала прессования), обеспечивая посредством этого плунжеру 48 возможность сильно прессовать хлопья 54a об заднюю стенку 72, не требуя избыточного крутящего момента на коленчатом рычаге 56.
Со ссылкой, например, на фиг.6B, изображена иллюстративная конфигурация редуктора фиг.6A с коленчатым рычагом 56, имеющим продвинутую почти до горизонтали ориентацию. Несмотря на то, что коленчатый рычаг 56 находится в пределах конкретного углового диапазона вокруг или около горизонтальной ориентации (например, в пределах диапазона 56b), задняя стенка 72 может регулироваться на основании заданного давления вместо интервала прессования. Следует понимать, что диапазон 56b предусмотрен только в качестве примера, и что другие диапазоны ориентации коленчатого рычага могут соответствовать управлению задней стенкой 72 на основании давления. Кроме того, следует понимать, что аналогичная стратегия управления может быть задействована в вариантах осуществления, в которых плунжер 48 перемещается иным образом (например, в вариантах осуществления с использованием цилиндра, такого как цилиндр 38, изображенный на фиг.2-5).
В некоторых вариантах осуществления другие механизмы могут регулироваться различными способами в зависимости от относительного положения плунжера 48, коленчатого рычага 56 и так далее. В варианте осуществления, изображенном, например, на фиг.2-5, цилиндр 38 (или аналогичный цилиндр) может регулироваться относительно положения коленчатого рычага 56, положения плунжера 48 или положения или давления на задней стенке 72. Например, как также отмечалось выше, когда задняя стенка 72 перемещается на предварительно заданный интервал прессования внутри прессовальной камеры 50, для должного перемещения плунжера 48 в цилиндре 38 может быть необходима относительно небольшая величина усилия. Соответственно, относительно низкое давление или поток небольшой мощности может использоваться цилиндром 38 для перемещения коленчатого рычага 56 для прессования убираемого материала об заднюю стенку 72. Затем, когда цилиндр 74 используется для обеспечения заданного давления на задней стенке 72, для прессования соответствующие вороха может быть необходимо большее усилие. Соответственно, для перемещения коленчатого рычага 56 цилиндром 38 может использоваться повышенное давление или поток повышенной мощности.
Вновь со ссылкой на фиг.3, по мере того, как пресс-подборщик 40 движется по полю, прессовальная камера 50 постепенно наполняется рядом спрессованных хлопьев 54. Как можно видеть, например, на фиг.3, первоначальные хлопья 54a (см. Фиг.2) приближаются к задней части прессовальной камеры 50, даже когда продолжается доставка новых хлопьев 54b для прессования. По мере продолжения операции прессования (т.е. с фиг.2 до фиг.3), задняя стенка 72 дальше и дальше перемещается задним цилиндром 76 в заднюю часть прессовальной камеры 50. Как отмечалось выше, для данного перемещения назад возможны различные типы управления, включая управление на основании предварительно заданных интервалов прессования и управление на основании заданного давления. В некоторых вариантах осуществления конкретные интервалы прессования или заданные давления могут модулироваться в зависимости от прохождения формирования тюка (например, в зависимости от текущего размера тюка или относительного положения задней стенки 72 внутри прессовальной камеры 50).
Также со ссылкой на Фиг.4, различные хлопья 54 были спрессованы внутри прессовальной камеры 50 в необернутый тюк 86b. Соответственно, цилиндр 62 вызывает поднятие дверцы 60, открывая посредством этого проход 90 для выбрасывания между прессовальной камерой и лотком 82 прессовальной камеры. Затем цилиндр 68 заставляет боковую стенку 66 выталкивать тюк 86b из прессовальной камеры 50 в лоток 82 прессовальной камеры для обертывания. Как изображено, например, по мере того, как тюк 86b выталкивают из прессовальной камеры 50, тюк 86b проходит во впускной конец 84d рукава 84 обертывающего материала, который поддерживается опорами 88 рукава, и посредством этого обертывается обертывающим материалом.
Когда ранее сформированный тюк 86a уже находится в лотке 82 прессовальной камеры, как в варианте осуществления, изображенном на Фиг.4, выталкивание тюка 86b из прессовальной камеры 50 в лоток 82 прессовальной камеры заставляет тюк 86a перемещаться из лотка 82 прессовальной камеры в боковом направлении. В некоторых вариантах осуществления это может вносить дополнительный вклад в обертывание ранее сформированного тюка 86a. Как изображено, например, на фиг.2 и 3, когда тюк 86b полностью поддерживается лотком 82 прессовальной камеры, наружные боковые края тюка 86b могут входить в зацепление с наружным боковым краем 84a рукава 84 (т.е. могут входить в зацепление с обертывающим материалом около выпускного конца рукава 84). Данное зацепление тюка 86b краем 84a (или другим участком) рукава 84 заставляет тюк 86a вытягивать материал из рукава 84 по мере того, как тюк 86a проталкивают в боковом направлении наружу из пресс-подборщика 40. Таким образом, обертывающий материал рукава 84 может обертывать всю боковую ширину тюка 86a по мере того, как тюк 86a выбрасывают из лотка 82 прессовальной камеры и пресс-подборщика 40.
Как изображено на Фиг.5, по мере того, как тюк 86a выпадает из лотка 82 прессовальной камеры, участок 84b обертывающего материала рукава 84 может отделяться от рукава 84 для сохранения обернутого состояния тюка 86a. Например, перфорированный шов может отделять рукав 84 с отделением на краю 84c, когда тюк 86a падает из лотка 82 прессовальной камеры, и посредством этого предоставлять возможность оставлять обернутым участок 84b на тюке 86a. Затем край 84c может располагаться с зацеплением наружного бокового края следующего тюка 86b. В некоторых вариантах осуществления участок 84b рукава 84 может отделяться от остальной части рукава 84 другими способами, в том числе с помощью различных разрезающих устройств (не показано) или других механизмов.
Все еще со ссылкой на Фиг.5, вследствие перемещения боковой стенки 66 и дверцы 60, тюк 86b выбрасывается из прессовальной камеры 50 в лоток 82 прессовальной камеры (и в рукав 84), а ранее сформированный тюк 86a выбрасывается, в полностью обернутом состояния, из лотка 82 прессовальной камеры в поле. Затем система может быть вновь установлена в конфигурацию Фиг.1 для того, чтобы предоставить возможность поступления хлопьев 54c для спрессовывания внутри прессовальной камеры 50 в еще один тюк.
В некоторых вариантах осуществления для выбрасывания тюка из прессовальной камеры 50 в лоток 82 прессовальной камеры может потребоваться более долгое время, чем для завершения цикла сдавливания спереди назад плунжером 48. Соответственно, в некоторых вариантах осуществления в работе плунжера 48 может быть предпочтительным сделать паузу или иным образом отсрочить сдавливание новых хлопьев 54c внутри прессовальной камеры 50 во время выбрасывания уже сформированного тюка из прессовальной камеры 50. В варианте осуществления, изображенном, например, на Фиг.5, цилиндр 68 сначала выдвигает боковую стенку 66 поперек прессовальной камеры для выбрасывания тюка, затем втягивает боковую стенку 66 на свое стартовое положение. Во время данного цикла, движение плунжера 48 может быть заблокировано (или замедлено) или поступающий убираемый материал (не показано) может временно храниться в другом месте (не показано), пока цилиндр 68 действует, выбрасывая тюк 86b. После того, как боковая стенка 66 расположена должным образом, работа плунжера 48 по прессованию множества поступающих хлопьев может затем возобновиться.
В некоторых вариантах осуществления тюк может быть пережат внутри прессовальной камеры таким образом, что тюк будет отчасти расширяться после того, как будут устранены соответствующие сжимающие силы прессовальной камеры. В некоторых вариантах осуществления подобное повышенное сжатие может дополнительно облегчить улучшенное обертывание соответствующего тюка. Относительно пресс-подборщика 40, например, плунжер 48 и задняя стенка 72 могут взаимодействовать для повышенного сжатия тюка 86b в прессовальной камере 50 до размера, который немного меньше, чем проход 90 для выбрасывания или опорные конструкции 88 и рукав 84. В результате, сформированный тюк 86b может относительно легко перемещаться через проход 90 для выбрасывания и в рукав 84, с небольшим риском ненужного зацепления сторон тюка 86b на сторонах прохода 90, рукава 84, опорных конструкций 88 и так далее. Кроме того, вследствие повышенного сжатия, тюк 86b может начать немного расширяться после того, как были устранены сжимающие силы плунжера 48 и задней стенки 72. С подходящей синхронизацией, данное расширение может происходить, по меньшей мере частично, пока тюк 86b окружен рукавом 84 (или иным образом зацеплен обертывающим устройством). В связи с этим, вследствие первоначального повышенного сжатия тюка 86b, тюк 86b может иметь тенденцию к расширению в обертывающий материал рукава 84 и посредством этого к обеспечению более прочного зацепления обертывающего материала с тюком 86b.
Как также отмечалось выше, в некоторых вариантах осуществления может быть предусмотрено множество лотков прессовальной камеры. Также со ссылкой на фиг.7, изображен еще один иллюстративный пресс-подборщик 100. (Для ясности представления различных внутренних механизмов, корпус пресс-подборщика 100 на других чертежах не показан). Пресс-подборщик 100 может быть аналогичным пресс-подборщику 40 различными способами. Например, пресс-подборщик 100 в общем поддерживается для перемещения по полю колесами 102, установленными на шасси 104. Предусмотрен подбирающий узел 106 для сбора убираемого материала с поля, который может быть аналогичен подбирающим узлам 26 и 46. Убираемый материал, собранный подбирающим узлом 106, направляется вверх и назад через пресс-подборщик 100 и формируется в прямоугольные в общем хлопья 114. Затем хлопья 114 спрессовываются внутри прессовальной камеры 110 посредством возвратно-поступательного плунжера 108 с формированием тюка. Пресс-подборщик 100 также может содержать один или более контроллеров 112.
В варианте осуществления, изображенном на фиг.7, возвратно-поступательный плунжер 108 перемещается по циклической, траектории вперед-назад (т.е. в общем слева-направо, на фиг.7), которая обусловлена вращающимся коленчатым рычагом 116. Узел подачи последовательно доставляет хлопья 114 убираемого материала (например, хлопья 114a, изображенные на фиг.2) на путь плунжера 108 около переднего участка прессовальной камеры 110. Циклическое движение плунжера 108 толкает данные хлопья 114 назад в прессовальную камеру 110, сдавливая хлопья 114 в растущий тюк. В варианте осуществления, изображенном на фиг.7-10, для перемещения коленчатого рычага 116 может использоваться гидравлический цилиндр 118. Следует понимать, что для перемещения коленчатого рычага 116 могут использоваться другие компоновки, включая редуктор, аналогичный редуктору 58 фиг.6A и 6B, шнек или другой механизм.
Как изображено, прессовальная камера 110 в общем ограничена в боковом направлении единственной подвижной боковой стенкой 120. Гидравлический цилиндр 122, установленный на опорной конструкции 124, выполнен с возможностью приведения в движение боковой стенки 120 для того, чтобы выбрасывать тюки из прессовальной камеры 110. Например, при управлении контроллером 112 и при координирующей синхронизации с плунжером 108 и другими составными элементами пресс-подборщика, цилиндр 122 может перемещать боковую стенку 120 в боковом направлении поперек прессовальной камеры слева-направо и справа-налево. Таким образом, плунжер 108 и боковая стенка 120 могут поочередно выбрасывать сформированные тюки в правую и в левую стороны от прессовальной камеры 110.
Следует понимать, что могут быть возможны другие конфигурации. В общем, для выбрасывания сформированных тюков из камеры 110, боковой элемент различных конструкций может перемещаться в боковом направлении (или иным образом) поперек прессовальной камеры 110. В некоторых вариантах осуществления боковой элемент может быть выполнен в виде целой боковой стенки прессовальной камеры 110, такой как боковая стенка 120. В некоторых вариантах осуществления боковой элемент может быть выполнен по-другому. Например, может быть предусмотрена решетка, сетка, решетчатая конструкция или другая частичная стенка, которая также может перемещаться в боковом направлении поперек прессовальной камеры исполнительным механизмом различных типов. Аналогичным образом, может быть предусмотрен поршень, плунжер, или другой боковой элемент, который может не перекрывать всю длину, высоту или ширину камеры 110, но который, тем не менее, может приводиться в действие для выбрасывания тюка из камеры 110. В некоторых вариантах осуществления боковой элемент может быть расположен на стороне прессовальной камеры 110, не являющейся боковой стороной прессовальной камеры (например, на верхней, нижней или задней стороне камеры 110). В некоторых вариантах осуществления вместо цилиндра 122 и опорной конструкции 124 могут использоваться различные соединения, вращающиеся элементы или другие исполнительные механизмы.
В варианте осуществления, изображенном на фиг.7, для регулирования прохода для выбрасывания с целью высвобождения тюка из прессовальной камеры 110, дверца, аналогичная дверце 60 (см., например, Фиг.5), не используется. Однако, в некоторых вариантах осуществления может использоваться дверца иных конфигураций, включая дверцу, аналогичную дверце 60 фиг.2-5.
Все еще со ссылкой на фиг.7, задняя стенка 126 прессовальной камеры 110 обеспечивает сопротивление плунжеру для того, чтобы спрессовывать различные хлопья 114 плунжером 108 в законченный тюк. Для того, чтобы управлять приведением в движение задней стенки 126, предусмотрен исполнительный механизм, подобный гидравлическому цилиндру 128 (например, поддерживаемый относительно шасси 104 опорной конструкцией 130). Как обсуждалось выше относительно цилиндра 74 и задней стенки 72, цилиндр 128 (или еще один исполнительный механизм) может управлять задней стенкой 126 на основании предварительно заданных интервалов прессования, давлений прессования или различных других факторов.
И снова, следует понимать, что могут быть возможны другие конфигурации. Как изображено, по причине того, что задняя стенка 126 ограничивает прессовальную камеру 110 напротив плунжера 108, прессовальную камеру 110 можно рассматривать, как глухую прессовальную камеру. В качестве альтернативы изображенной задней стенке 126 могут быть предусмотрены другие типы и конфигурации задней стенки камеры 110. В некоторых вариантах осуществления, например, прессовальная камера 110 может не содержать заднюю стенку и, в связи с этим, может быть не глухой камерой.
Различные опорные конструкции 124 и 130 для цилиндров 122 и 128 (или другие опорные конструкции для других исполнительных механизмов) могут быть выполнены множеством способов. Как изображено, опорные конструкции 124 и 130 содержат металлическую трубу, приваренную к шасси 104 пресс-подборщика 100 для того, чтобы жестко поддерживать цилиндры 122 и 128 относительно шасси 104 и прессовальной камеры 110. Также возможны другие компоновки.
На пресс-подборщике 100 также может быть предусмотрено множество лотков прессовальной камеры для приема и обертывания тюков, которые выбрасывают из прессовальной камеры 110. В варианте осуществления, изображенном, например, на фиг.7, лоток 136 прессовальной камеры выполнен в виде платформы, которая в боковом направлении находится рядом с правой стороной прессовальной камеры 110 и в боковом направлении расположена в сторону от нее. Соответственно, тюк, выброшенный через правую сторону прессовальной камеры 110, может в общем выходить на лоток 136 прессовальной камеры перед выбрасыванием из пресс-подборщика 100 в поле (или в другое местоположение). Аналогичным образом, лоток 140 прессовальной камеры выполнен в виде платформы, которая в боковом направлении находится рядом с левой стороной прессовальной камеры 110 и в боковом направлении расположена в сторону от нее. Соответственно, тюк, выброшенный через левую сторону прессовальной камеры 110, может в общем выходить на лоток 136 прессовальной камеры перед выбрасыванием из пресс-подборщика 100 в поле (или в другое местоположение). Как изображено, лотки 136 и 140 прессовальной камеры ориентированы в общем горизонтально, таким образом что тюк, находящийся на каждом из лотков 136 и 140 прессовальной камеры, может стремиться оставаться на лотках 136 и 140 прессовальной камеры в отсутствие активной выбрасывающей силы (или наклона пресс-подборщика 100). Также возможны другие конфигурации, включая конфигурации, на которых каждый из лотков 136 и 140 прессовальной камеры может быть расположен наклонно относительно горизонтали. В некоторых вариантах осуществления один или более лотков 136 и 140 прессовальной камеры могут сами быть подвижными. Например, может быть предусмотрен гидравлический исполнительный механизм (не показано) для наклона одного из лотков 136 и 140 прессовальной камеры в сторону от прессовальной камеры 110 для того, чтобы стимулировать соскальзывание тюка на лотке 136 или 140 прессовальной камеры с лотка 136 или 140.
Как отмечалось выше, лоток прессовальной камеры может в общем поддерживать или иным образом быть связан с обертывающим устройством. Таким образом, если при выбрасывании из прессовальной камеры в лоток прессовальной камеры тюк находится в необернутом (или частично необернутом) состоянии, тюк может быть обернут в лотке прессовальной камеры перед его выбрасыванием в поле (или куда-то еще). Как изображено на фиг.7, пресс-подборщик 100 содержит различные опоры 146 и 148 рукава, поддерживаемые шасси 104. Рукава 138 и 142 обертывающего материала (например, пластикового обертывающего материала) поддерживаются, соответственно, на опорах 146 и 148 таким образом, чтобы тюки, двигаясь из прессовальной камеры 110 поперек лотков 136 и 140 прессовальной камеры, выходили через рукава 138 и 142, соответственно, и оборачивались обертывающим материалом рукавов 138 и 142. Опоры 146 и 148 рукава изображены в виде продолжающихся в боковом направлении элементов, расположенных на лотках 136 и 140 прессовальной камеры для закрепления рукавов 138 и 142 на своем месте на лотках 136 и 140 прессовальной камеры и удерживания концов рукавов 138 и 142 открытыми на внутреннем и наружном боковых краях лотков 136 и 140 прессовальной камеры. Также могут быть возможны другие конфигурации опор 146 и 148, рукавов 138 и 142 и так далее.
В некоторых вариантах осуществления могут быть предусмотрены обертывающее устройство, не являющееся рукавом и опорой рукава. В некоторых вариантах осуществления, например, обруч или другое устройство может использоваться для обматывания обертывающего материала (например, из рулонов обертывающего материала) вокруг тюка в лотке прессовальной камеры. Как изображено, например, на фиг.8, в качестве альтернативы (или в дополнение) к опорам 146 и 148 и рукавам 138 и 142 могут быть предусмотрены рулоны 152 обертывающего материала и связанные с ними обертывающие устройства (или другие аналогичные компоновки). Рулоны 152 обертывающего материала могут поддерживаться на (или вокруг) лотков 136 и 140 прессовальной камеры различными способами, и для того, чтобы обертывать тюки различные связанные с ними устройства (не показано) могут обматывать материал из рулонов 152 вокруг тюков на лотках 136 и 140 прессовальной камеры.
В некоторых вариантах осуществления в качестве альтернативы (или в дополнение) к рукавам 138 и 142 (или другим конфигурациям обертывающего материала) может использоваться шпагат или аналогичный материал. Как изображено, например, на фиг.7, для каждого из лотков 136 и 140 прессовальной камеры может быть предусмотрен ряд узловязателей 150 (или других обертывающих устройств). Шпагат (не показано) может обматываться вокруг тюков в лотках 136 и 140 прессовальной камеры, а затем завязываться узловязателями 150 для закрепления шпагата на тюках.
Возвращаясь конкретно к пресс-подборщику 100, как изображено, различные механизмы, отмечавшиеся выше, могут действовать совместно для формирования тюка в прессовальной камере 110, выбрасывания тюка в один из лотков 136 и 140 прессовальной камеры, обертывания тюка, затем выбрасывания тюка из пресс-подборщика 100. Вновь со ссылкой, например, на фиг.7, боковая стенка 120 в начале цикла тюкования расположена с правой стороны прессовальной камеры 110. Цилиндр 128 находится в выдвинутой конфигурации, таким образом чтобы задняя стенка 126 находилась около передней части прессовальной камеры 110. По мере того, как ряд первоначальных хлопьев 114a последовательно предоставляется подающим механизмом, возвратно-поступательное движение плунжера 108 прессует хлопья 114a об заднюю стенку 126 для начала формирования тюка. В некоторых случаях, на лотках 136 и 140 прессовальной камеры внутри (или по меньшей мере частично внутри) рукавов 138 и 142 уже могут находиться уже сформированные тюки 144a и 144b.
Аналогично цилиндру 74 пресс-подборщика 40 (см., например, Фиг.2), для облегчения сдавливания хлопьев 114a плунжером 108 цилиндр 128 и задняя стенка 126 могут регулироваться множеством способов. В некоторых вариантах осуществления, например, контроллер 112 может управлять задней стенкой 126 на основании заданного интервала прессования, предварительно определенного заданного давления, комбинации интервала прессования и заданного давления или различных других параметров.
Вновь со ссылкой на фиг.8, по мере того, как пресс-подборщик 100 движется по полю, прессовальная камера 110 постепенно наполняется рядом спрессованных хлопьев 114. Как можно видеть, например, на фиг.8, первоначальные хлопья 114a (см. Фиг.7) приближаются к задней части прессовальной камеры 110, даже когда для прессования продолжают доставляться новые хлопья 114b. По мере перемещения операции прессования (т.е. от фиг.7 к фиг.8), задняя стенка 126 перемещается задним цилиндром 128 дальше и дальше в заднюю часть прессовальной камеры 110. Как отмечалось выше, для цилиндра 128 и задней стенки 126 возможны различные типы управления.
Также со ссылкой на фиг.9, различные хлопья 114 были спрессованы внутри прессовальной камеры 110 в завершенный, необернутый тюк 144c. Затем цилиндр 122 заставляет боковую стенку 120 выталкивать тюк 144c из прессовальной камеры 110 в лоток 140 прессовальной камеры для обертывания. Как изображено, например, по мере того, как тюк 144c выталкивают из прессовальной камеры 110, тюк 144c проходит в рукав 142 обертывающего материала, поддерживаемого опорами 148 рукава. Посредством этого, обертывающий материал может быть навернут на тюк по мере того, как тюк проходит через рукав (или из него). (Следует понимать, что, в некоторых вариантах осуществления тюк 144c может быть частично обернут другими обертывающими устройствами (не показано) перед выбрасыванием из прессовальной камеры 110 в лоток 140 или во время него).
Когда ранее сформированный тюк 144b уже находится в лотке 140 прессовальной камеры, как в варианте осуществления, изображенном на фиг.9, выталкивание нового тюка 144c из прессовальной камеры 110 в лоток 136 прессовальной камеры заставляет старый тюк 144a перемещаться в боковом направлении из лотка 136 прессовальной камеры. В некоторых вариантах осуществления это может дополнительно вносить вклад в обертывание старого тюка 144b. Как изображено, например, на фиг.7 и 8, когда тюк 144b полностью поддерживается лотком 136 прессовальной камеры, наружные боковые края тюка 144b могут зацепляться с наружным боковым краем 142a рукава 142. Данное зацепление тюка 144b с краем 142a (или другим участком) рукава 142 заставляет тюк 144b вытягивать материал из рукава 142 по мере того, как тюк 144b проталкивают в боковом направлении наружу из пресс-подборщика 100. Таким образом, обертывающий материал рукава 142 может обертывать всю боковую ширину тюка 144b по мере того, как тюк 144b выбрасывают из лотка 140 прессовальной камеры и пресс-подборщика 100.
Как изображено на Фиг.10, по мере того, как тюк 144b выпадает из лотка 140 прессовальной камеры, часть 142b обертывающего материала рукава 142 может отрываться от рукава 142 для сохранения обернутого состояния тюка 144b. Например, перфорированный шов может высвобождать рукав 142 с разделением на краю 142c, когда тюк 144b выпадает из лотка 140 прессовальной камеры, и посредством этого предоставлять участку 142b возможность оставаться завернутым на тюке 86a. Затем край 142c может располагаться для зацепления с наружным боковым краем следующего тюка 144c. Тюк 144a может аналогичным образом взаимодействовать с краем 138a рукава 138 по мере того, как тюк 144a выбрасывают из лотка 136 прессовальной камеры.
Все еще со ссылкой на Фиг.10, вследствие перемещения боковой стенки 120, тюк 144c выбрасывается из прессовальной камеры 110 в лоток 140 прессовальной камеры (и в рукав 142), а ранее сформированный тюк 144b выбрасывается в полностью обернутом состоянии из лотка 140 прессовальной камеры в поле. С боковой стенкой 120, остающейся с левой стороны прессовальной камеры 110, задняя стенка 126 тогда может быть возвращена в конфигурацию фиг.7 для того, чтобы обеспечить возможность прессования новых поступающих хлопьев 114c внутри прессовальной камеры 110 в еще один тюк. Когда данный тюк (не показано) завершается, боковая стенка 120 может тогда перемещаться цилиндром 122 назад в правую сторону прессовальной камеры 110 для того, чтобы выбрасывать новый тюк в лоток 136 прессовальной камеры.
Также со ссылкой на Фиг.11, изображен еще один иллюстративный пресс-подборщик 160. (Для ясности представления различных внутренних механизмов, корпус пресс-подборщика 160 на других чертежах не показан). Пресс-подборщик 160 может быть аналогичным пресс-подборщику 100 различными способами. Например, пресс-подборщик 160 в общем поддерживается для перемещения по полю колесами 162, установленными на шасси 164. Предусмотрен подбирающий узел 166 для сбора убираемого материала с поля, который может быть аналогичным подбирающему узлу 106. Убираемый материал, собранный подбирающим узлом 166, направляется вверх и назад через пресс-подборщик 160 и формируется в прямоугольные в общем хлопья 174. Затем хлопья 174 сдавливаются внутри прессовальной камеры 170 возвратно-поступательным плунжером 168 (или другим перемещающим сельскохозяйственную культуру устройством) с формированием тюка. Пресс-подборщик 160 также может содержать один или более контроллеров 172, выполненных с возможностью управления различными операциями пресс-подборщика 160.
В варианте осуществления, изображенном на Фиг.11, возвратно-поступательный плунжер 168 перемещается по циклической траектории вперед-назад (т.е. в общем слева-направо, на Фиг.11), которая обусловлена вращающимся коленчатым рычагом 176. Узел подачи последовательно доставляет хлопья 174 убираемого материала (например, хлопья 174a, изображенные на фиг.2) на путь плунжера 168 около переднего участка прессовальной камеры 170. Циклическое движение плунжера 168 толкает данные хлопья 174 назад в прессовальную камеру 170, спрессовывая хлопья 174 в растущий тюк. В варианте осуществления, изображенном на фиг.11-16, гидравлический цилиндр 178 может использоваться для перемещения коленчатого рычага 176. Следует понимать, что для перемещения коленчатого рычага 176 могут использоваться другие устройства, включая редуктор, аналогичный редуктору 58 фигур 6A и 6B, шнек или другой механизм.
Как изображено, прессовальная камера 170 в общем ограничена в боковом направлении единственной подвижной боковой стенкой 180. гидравлический цилиндр 182 (или другой исполнительный механизм), установленный на опорной конструкции 184, выполнен с возможностью приведения в движение боковой стенки 180, которая может использоваться для выбрасывания сформированных тюков из прессовальной камеры 170. Например, при управлении контроллером 172 и при координирующей синхронизации с плунжером 168 и другими составными элементами пресс-подборщика, цилиндр 182 может перемещать боковую стенку 180 в боковом направлении поперек прессовальной камеры слева-направо и справа-налево. Таким образом, плунжер 168 и боковая стенка 180 может поочередно выбрасывать сформированные тюки в правую и левую стороны прессовальной камеры 170.
Следует понимать, что могут быть возможны другие конфигурации. В общем, для выбрасывания сформированных тюков из камеры 170, боковой элемент различных конструкций может перемещаться в боковом направлении (или иным образом) поперек прессовальной камеры 170. В некоторых вариантах осуществления боковой элемент может быть выполнен в виде целой боковой стенки прессовальной камеры 170, например, боковой стенки 180. В некоторых вариантах осуществления боковой элемент может быть выполнен по-другому. Например, может быть предусмотрена решетка, сетка, решетчатая конструкция или другая частичная стенка, которая также может перемещаться в боковом направлении поперек прессовальной камеры исполнительным механизмом различных типов. Аналогичным образом, может быть предусмотрен поршень, плунжер или другой боковой элемент, который может не перекрывать всю длину, высоту или ширину камеры 170, но который тем не менее может приводиться в действие для выбрасывания тюка из камеры 170. В некоторых вариантах осуществления боковой элемент может быть расположен на стороне прессовальной камеры 170, не являющейся боковой стороной прессовальной камеры (например, на верхней, нижней или задней стороне камеры 170). В некоторых вариантах осуществления вместо цилиндра 182 и опорной конструкции 184 могут использоваться различные соединения, вращающиеся элементы или другие исполнительные механизмы.
В варианте осуществления, изображенном на Фиг.11, для высвобождения тюка из прессовальной камеры 170 не используется дверца, аналогичная дверце 60 (см., например, Фиг.5), с целью регулирования (например, открывания и закрывания) прохода для выбрасывания. Однако, в некоторых вариантах осуществления может использоваться дверца различных конфигураций, включая дверцу, аналогичную дверце 60 фигур 2-5.
Все еще со ссылкой на Фиг.11, задняя стенка 186 прессовальной камеры 170 оказывает сопротивление плунжеру 168 для того, чтобы спрессовывать плунжером 168 различные хлопья 174 в законченный тюк. Для того, чтобы управлять приведением в движение задней стенки 186 предусмотрен исполнительный механизм, наподобие гидравлического цилиндра 188 (например, поддерживаемый относительно шасси 164 опорной конструкцией 190). Как обсуждалось выше, в отношении цилиндра 74 и задней стенки 72, и цилиндра 128 и задней стенки 126, цилиндр 188 (или другой исполнительный механизм) может управлять задней стенкой 186 на основании предварительно заданных интервалов прессования, давлений прессования или различных других факторов.
Как изображено, по причине того, что задняя стенка 186 ограничивает прессовальную камеру 170 напротив плунжера 168 (или другого перемещающего сельскохозяйственную культуру устройства), прессовальную камеру 170 можно рассматривать, как глухую прессовальную камеру. В качестве альтернативы изображенной задней стенке 186 могут быть предусмотрены другие типы и конфигурации задней стенки камеры 170. В некоторых вариантах осуществления, например, прессовальная камера 170 может не содержать заднюю стенку и, в связи с этим, может быть не глухой камерой.
Различных опорные конструкции 184 и 190 для цилиндров 182 и 188 (или другие опорные конструкции для других исполнительных механизмов) могут быть выполнены множеством способов. Как изображено, опорные конструкции 184 и 190 содержат металлическую трубу, приваренную к шасси 164 пресс-подборщика 160 для того, чтобы жестко поддерживать цилиндры 182 и 188 относительно шасси 164 и прессовальной камеры 170. Также возможны другие компоновки.
Также на пресс-подборщике 160 может быть предусмотрено множество лотков прессовальной камеры для приема и обертывания тюков, которые выбрасывают из прессовальной камеры 170. В варианте осуществления, изображенном, например, на Фиг.11, лоток 196 прессовальной камеры выполнен в виде платформы, которая в боковом направлении находится рядом с правой стороной прессовальной камеры 170 и расположена в боковом направлении в сторону от нее. Соответственно, тюк, выброшенный с правой стороны прессовальной камеры 170, может обычно выходить на лоток 196 прессовальной камеры перед выбрасыванием из пресс-подборщика 160 в поле (или в другое местоположение). Аналогичным образом, лоток 200 прессовальной камеры выполнен в виде платформы, которая в боковом направлении находится рядом с левой стороной прессовальной камеры 170 и расположена в боковом направлении в сторону от нее. Соответственно, тюк, выброшенный с левой стороны прессовальной камеры 170, может обычно выходить на лоток 196 прессовальной камеры перед выбрасыванием из пресс-подборщика 160 в поле (или в другое местоположение).
Как изображено, лотки 196 и 200 прессовальной камеры ориентированы в общем горизонтально таким образом, что тюк, находящийся на каждом из лотков 196 и 200 прессовальной камеры, может иметь тенденцию оставаться на лотках 196 и 200 прессовальной камеры, в отсутствие активной выбрасывающей силы (или наклона пресс-подборщика 160). Также возможны другие конфигурации, включая конфигурации, на которых каждый из лотков 196 и 200 прессовальной камеры может быть расположен наклонно относительно горизонтали. В некоторых вариантах осуществления один или более лотков 196 и 200 прессовальной камеры сами могут быть подвижными. Например, для наклона одного из лотков 196 и 200 прессовальной камеры в сторону от прессовальной камеры 170 может быть предусмотрен гидравлический исполнительный механизм (не показан) для того, чтобы стимулировать тюк на лотке 196 или 200 прессовальной камеры соскальзывать с лотка 196 или 200.
Как отмечалось выше, лоток прессовальной камеры может в общем поддерживать обертывающее устройство или быть связан с ним иным образом. Таким образом, если тюк находится в необернутом (или частично необернутом) состоянии, при выбрасывании из прессовальной камеры в лоток прессовальной камеры, тюк может быть обернут в лотке прессовальной камеры перед его выбрасыванием в поле (или куда-то еще). Как изображено на Фиг.11, пресс-подборщик 160 содержит различные обертывающие рамы 206 и 208, поддерживаемые лотками 196 и 200 прессовальной камеры, соответственно (или иным образом поддерживаемые шасси 164). Как изображено, обертывающие рамы 206 и 208 выполнены в виде металлических (или других) коробов с непрерывными листами из металла, образующими верхнюю, переднюю и заднюю стороны обертывающих рам 206 и 208, и с верхними поверхностями лотков 196 и 200 прессовальной камеры, соответственно, образующими нижние стороны обертывающих рам 206 и 208. В боковом направлении внутренние и наружные стороны рам 206 и 208 являются открытыми, таким образом что рамы 206 и 208 в общем образуют прямоугольную трубу, и тюки из прессовальной камеры 170 могут выходить в боковом направлении через рамы 206 и 208 по мере того, как тюки перемещаются поперек лотков 196 и 200 прессовальной камеры. В других вариантах осуществления обертывающие рамы 206 и 208 могут быть выполнены по-другому (например, в виде конструкции из балок или труб, в виде пластмассового или иного материала, в виде коробов с решетчатыми или иным образом частично открытыми сторонами и так далее). На стадии операции прессования, изображенной на Фиг.11, каждый из лотков 196 и 200 прессовальной камеры поддерживает тюк (т.е. тюки 204a и 204b, соответственно) внутри связанной с ним обертывающей рамы 206 или 210. На других стадиях, могут поддерживаться другие количества тюков.
В общем, обертывающие рамы 206 и 208 могут быть выполнены с возможностью поддержки отдельных рукавов обертывающего материала. Таким образом, например, по мере того, как тюк, выбрасываемый из прессовальной камеры 170, проходит через соответствующие рамы 206 и 208, тюк может быть обернут с помощью рукавов обертывающего материала. В некоторых вариантах осуществления как описано более подробно ниже, рукав обертывающего материала, поддерживаемый каждой из обертывающих рам 206 и 208, может не привлекаться для обертывания тюка, пока тюк перемещается через обертывающую раму 206 или 208, соответственно (например, когда тюк выбрасывается из лотка 196 прессовальной камеры или 200 в землю). В некоторых вариантах осуществления как описано более подробно ниже, рамы 206 и 208 могут быть выполнены таким образом, чтобы во время работы пресс-подборщика 160 рукав обертывающего материала мог быть образован на рамах 206 и 208 из листов обертывающего материала.
В варианте осуществления, изображенном на фиг.11-16, рулон 210 из листа обертывающего материала (т.е. «листовой обертывающий материал») 210a поддерживается пресс-подборщиком 160 относительно обертывающей рамы 206, а рулон 212 листового обертывающего материала 212a поддерживается пресс-подборщиком 160 относительно обертывающей рамы 208. Листовой обертывающий материал 210a и 212a рулонов 210 и 212 может принимать множество форм, включая, например, пластиковый листовой материал, сетчатый обертывающий материал, воздухопроницаемый листовой обертывающий материал, композитные листы и так далее. Во время работы пресс-подборщика 160, как описано более подробно ниже, рулоны 210 и 212 могут перемещаться в общем по циклической траектории вокруг соответствующих обертывающих рам 206 и 208 таким образом, что листовой обертывающий материал 210a и 212a на рулонах 210 и 212 формируется в рукава вокруг обертывающих рам 206 и 208. Затем тюки, проходящие через рукава, могут зацеплять листовой обертывающий материал 210a или 212а таким образом, чтобы перед выбрасыванием в поле (или куда-то еще) тюки были должным образом обернуты.
Листовой обертывающий материал 210a и 212a на рулонах 210 и 212 может быть свернут в рукава различными способами. Как изображено, пресс-подборщик 160 содержит направляющее устройство 214 и 216, продолжающееся в общем вокруг обертывающих рам 206 и 208. Соответственно, опорные конструкции для рулонов 210 и 212 содержат элементы (например, колеса) для зацепления направляющих устройств 214 и 216, соответственно. По мере того, как элементы опорных конструкций двигаются по направляющим устройствам 214 и 216, а рулоны 210 и 212 могут, соответственно, перемещаться в последующих циклах вокруг контуров, установленных направляющими устройствами 214 и 216, и создаются рукава обертывающего материала. Как изображено, например, рулон 212 поддерживается конструкцией, содержащей колесо 218, которое зацепляет направляющее устройство 216 для того, чтобы перемещать рулон 212 по циклической траектории вокруг обертывающей рамы 208. Однако, следует понимать, что могут быть возможны другие конфигурации. Для перемещения рулонов 210 и 212 по траектории вокруг направляющих устройств 214 и 216 могут быть предусмотрены различные исполнительные механизмы (не показано) или другие механизмы (например, электрические двигатели, зубчатые или цепные передачи и так далее).
Все еще со ссылкой на иллюстративный пресс-подборщик 160, различные механизмы, отмечавшиеся выше, могут действовать совместно с формированием тюка в прессовальной камере 170, выбрасыванием тюка в один из лотков 196 и 200 прессовальной камеры, обертыванием тюка, затем выбрасыванием тюка из пресс-подборщика 160. Как изображено, например, на Фиг.11, в начале цикла тюкования боковая стенка 180 расположена с правой стороны прессовальной камеры 170. Цилиндр 188 находится в выдвинутой конфигурации таким образом, чтобы задняя стенка 186 находилась около передней части прессовальной камеры 170. По мере того, как ряд первоначальных хлопьев 174a последовательно предоставляется подающим механизмом, возвратно-поступательное движение плунжера 168 прессует хлопья 174a об заднюю стенку 186 для начала формирования тюка. В некоторых случаях, в том числе как изображено, внутри (или по меньшей мере частично внутри) рукавов 198 и 202 на лотках 196 и 200 прессовальной камеры уже могут находиться уже сформированные тюки 204a и 204b.
Также со ссылкой на Фиг.12, по мере того, как пресс-подборщик 160 движется по полю, прессовальная камера 170 постепенно наполняется рядом спрессованных хлопьев 174. Как можно видеть, например, на Фиг.12, первоначальные хлопья 174a (см. Фиг.11) приближаются к задней части прессовальной камеры 170, даже когда новые хлопья 174b продолжают доставляться для прессования. По мере перемещения операции прессования (т.е. от Фиг.11 до Фиг.12), задняя стенка 186 перемещается задним цилиндром 188 все дальше и дальше в заднюю часть прессовальной камеры 170. Как отмечалось выше, для цилиндра 188 и задней стенки 186 возможны различные типы управления.
По мере того, как в прессовальной камере 170 из различных хлопьев 174 формируется новый тюк, может выполняться процесс обертывания одного или обоих тюков 204a и 204b. (Следует понимать, что процесс обертывания может выполняться также в другое время). Как изображено, например, на Фиг.12, по мере того, как хлопья 174 прессуются внутри прессовальной камеры 170, рулон 212 листового обертывающего материала перемещается вдоль направляющего устройства 216 (например, посредством колеса 218 (см. Фиг.11)) таким образом, что рулон 212 начинает формировать листовой обертывающий материал 212a в рукав, окружающий обертывающую раму 208. Как изображено, режущий механизм 220 закрепляет один конец листового обертывающего материала 212a таким образом, что листовой обертывающий материал 212a может разматываться с рулона 212 по мере того, как рулон 212 перемещается вокруг обертывающей рамы 208. Однако, следует понимать, что другие устройства составных элементов могут использоваться для зажима (или закрепления иным образом) листового обертывающего материала 212a, или иным образом обеспечивать, чтобы листовой обертывающий материал 212a должным образом раскручивался с рулона 212. Также как изображено, часть 222 листового обертывающего материала 212a, которая будет в конечном итоге образовать часть рукава обертывающего материала, продолжается в боковом направлении за пределы наружного края (краев) обертывающей рамы 208. Как описано более подробно ниже, данная часть 222 листового обертывающего материала 212a может предоставлять тюку 204b возможность зацепления листового обертывающего материала 212а таким образом, чтобы при выбрасывании из лотка 200 прессовальной камеры тюк 204b был обернут должным образом.
На стадии при операции обертывания (и прессования), изображенной на Фиг.12, рулон 212 еще не завершил полный цикл (например, полный оборот) вокруг обертывающей рамы 208. В связи с этим, полная петля листового обертывающего материала 212a еще не была образована. По мере прохождения операции обертывания (и прессования), рулон 212 может продвигаться по циклической траектории, образованной направляющим устройством 216, таким образом, чтобы завершилась полная петля, и посредством этого рукав (или по меньшей мере его часть) листового обертывающего материала 212a.
Как изображено, рулон 210 поддерживается в устойчивом положении относительно направляющего устройства 214 по мере того, как рулон 212 перемещается вокруг направляющего устройства 216 для создания рукава листового обертывающего материала 212a вокруг обертывающей рамы 208. В других вариантах осуществления рулоны 210 и 212 могут перемещаться одновременно вокруг соответствующих направляющих устройств 214 и 216 для того, чтобы одновременно, по меньшей мере частично, формировать рукава обертывающего материала 210a и 212a вокруг соответствующих обертывающих рам 206 и 208.
Также со ссылкой на Фиг.13, по мере того, как рулон 212 завершает ряд петель вокруг направляющего устройства 216 и обертывающей рамы 208, из одной или более петель листового обертывающего материала 212a может быть образован рукав 224. Как отмечалось выше, участок 222 обертывающего материала 212a (и посредством этого, участок 222 рукава 224) может продолжаться в боковом направлении наружу мимо наружного края (краев) обертывающей рамы 208. Это может использоваться, например, для того, чтобы обеспечить, чтобы тюк 204b должным образом зацеплял рукав 224 с целью обертывания тюка 204b. В изображенном варианте осуществления рукав 224 формируют по меньшей мере из двух петель листового обертывающего материала 212a. В других вариантах осуществления рукав 224 вместо этого может быть образован из иного количества петель листового обертывающего материала 212a.
Для того, чтобы отрезать листовой обертывающий материал 212a, образующий рукав 224, от листового обертывающего материала 212a, остающегося на рулоне 212, режущий механизм 220 может двигать режущий инструмент поперек листового обертывающего материала 212a в месте 232 разрезания. Режущий механизм 220 может быть выполнен множеством способов, в том числе с помощью режущего лезвия 226, передвигаемого электрическим или гидравлическим исполнительным механизмом, в виде электрического провода (не показано), получающего питание от источника электроэнергии (например, для разрезания пластикового листового обертывающего материала посредством применения тока для расплавления листового обертывающего материала) и так далее. Как изображено, режущее лезвие 226 может быть выполнено в виде в общем прямого лезвия, и режущий механизм 220 может содержать линейный исполнительный механизм для перемещения режущего лезвия 226 в боковом направлении относительно пресс-подборщика 160 для того, чтобы разрезать листовой обертывающий материал 212a (см. Фиг.13), и складывания режущего лезвия 226 в задней части пресс-подборщика 160 между операциями разрезания (см. Фиг.14). Для разрезания листового обертывающего материала 210a в лотке 196 прессовальной камеры может быть предусмотрен еще один (например, аналогичный) режущий механизм 228, или для разрезания листового обертывающего материала 212a и листового обертывающего материала 210a может использоваться единственный режущий механизм. После того, как листовой обертывающий материал 212a был разрезан, режущий механизм 220 может зажимать (или иным образом закреплять) свободный конец листового обертывающего материала 212a для того, чтобы облегчить дальнейшее отматывание листового обертывающего материала 212a от рулона 212 для формирования следующего рукава (не показано).
В некоторых вариантах осуществления может быть предпочтительным разрезать листовой обертывающий материал 212a (и листовой обертывающий материал 210a) посредством направления разрезающего усилия для листового обертывающего материала 212a в сторону от сформированного рукава 224 (или рукава листового обертывающего материала 210a). Таким образом, например, если ненароком прикладывается избыточное разрезающее усилие, или если режущее лезвие 226 или другой механизм ненароком продвигается слишком далеко через листовой обертывающий материал 212a, можно избежать повреждения самого рукава 224. В изображенном варианте осуществления режущий механизм находится на заднем конце пресс-подборщика 160. Вследствие этого, он может использоваться для прикладывания разрезающего усилия к листовому обертывающему материалу 212a в общем в направлении назад для того, чтобы избежать повреждения рукава 224. В некоторых вариантах осуществления режущий механизм может быть выполнен (или отрегулирован, например, с помощью контроллера 172) таким образом, чтобы режущее лезвие 226 выдвигалось для разрезания листового обертывающего материала 212a относительно быстро после того, как рулон 212 миновал режущее лезвие 226. Таким образом, режущее лезвие 226 может выдвигаться в зазор 230 между листовым обертывающим материалом 212a и рукавом 224, и листовой обертывающий материал 212a может разрезаться режущим лезвием 226 с разрезающим усилием, которое направлено в общем в сторону от рукава 224 (т.е. в направление назад, как изображено). Как изображено, зазор 230 естественно может быть обусловлен геометрией отматывания листового обертывающего материала 212a от катушки 212 таким образом, чтобы режущее лезвие 226 могло перемещаться в зазор 230 на основании синхронизации движения катушки 212 вокруг направляющего устройства 216 и мимо режущего механизма 220. Однако, следует понимать, что могут быть возможны другие конфигурации и варианты осуществления.
Как изображено на Фиг.13, операция разрезания для листового обертывающего материала 212a может выполняться, когда новый тюк почти сформирован внутри прессовальной камеры 170, но новые хлопья 174c убираемого материала все еще подаются в прессовальную камеру 170 для прессования. Это может использоваться, например, для того, чтобы обеспечить, чтобы рукав 224 был должным образом подготовлен для обертывания тюка 204b перед выбрасыванием тюка 204b из лотка 200 прессовальной камеры (т.е. создать пространство для нового тюка из прессовальной камеры 170). В других вариантах осуществления другая синхронизация может использоваться для разрезания листового обертывающего материала 212a (а также для обертывания листового обертывающего материала 212a для создания рукава 224). Например, листовой обертывающий материал 212a может разрезаться после того, как новый тюк был полностью сформирован в прессовальной камере 170, когда новый тюк не так близок к завершению, как изображено на Фиг.13, или с различными другими синхронизациями.
Также со ссылкой на Фиг.14-16, множество хлопьев 174 было спрессовано внутри прессовальной камеры 170 в завершенный, необернутый тюк 204c. Затем цилиндр 182 может заставлять боковую стенку 180 выталкивать тюк 204c из прессовальной камеры 170 в лоток 200 прессовальной камеры. В некоторых вариантах осуществления данное движение тюка 204c также может выбрасывание ранее сформированного тюка из лотка 200 прессовальной камеры. Как изображено, например, по мере того, как тюк 204c проталкивают из прессовальной камеры 170, тюк 204c проходит в обертывающую раму 208, посредством этого выталкивая тюк 204b из обертывающей рамы 208 и из лотка 200 прессовальной камеры.
Как также отмечалось выше, по мере того, как тюк перемещается из лотка прессовальной камеры, тюк может стягивать рукав обертывающего материала с тюка таким образом, чтобы тюк мог быть полностью обернут перед его падением на землю (или куда-то еще). Со ссылкой конкретно, например, на Фиг.15, по мере того, как тюк 204b проталкивают в боковом направлении из обертывающей рамы 208, наружный в боковом направлении край 234 тюка 204b зацепляет открытый участок 222 листового обертывающего материала 212а таким образом, что по мере того, как тюк 204b перемещается из обертывающей рамы 208 (см. Фиг.15), а затем выпадает из лотка 200 прессовальной камеры (см. Фиг.16), тюк 204b тянет рукав 224 с обертывающей рамы 208 для обертывания тюка 204b.
Со ссылкой отдельно на Фиг.16, вследствие движения боковой стенки 180, тюк 204c был выброшен из прессовальной камеры 170 в лоток 200 прессовальной камеры (и в обертывающую раму 208), а ранее сформированный тюк 204b был выброшен, в полностью обернутом состоянии, из лотка 200 прессовальной камеры в поле. С боковой стенкой 180, остающейся с левой стороны прессовальной камеры 170, задняя стенка 186 может тогда быть возвращена в конфигурацию Фиг.11 для того, чтобы обеспечить возможность спрессовывания новых поступающих хлопьев 174d внутри прессовальной камеры 170 в еще один тюк. Когда данный тюк (не показано) завершается, боковая стенка 180 может затем перемещаться цилиндром 182 назад в правую сторону прессовальной камеры 170, для того, чтобы выбрасывать новый тюк в лоток 196 прессовальной камеры.
В некоторых вариантах осуществления тюки могут быть немного излишне сдавлены внутри прессовальной камеры относительно ожидаемых размеров тюков после того, как они были обернуты и выброшены из пресс-подборщика. В подобных вариантах осуществления лотки прессовальной камеры и обертывающие рамы (или другие аспекты пресс-подборщика) иногда могут быть выполнены немного меньшими, чем итоговые размеры выброшенных тюков для того, чтобы сохранять некоторую степень повышенного сжатия, когда тюки поддерживаются (и содержаться внутри) лотков прессовальной камеры и обертывающих рам (или где-то еще в другом месте на пресс-подборщике). Таким образом, например, когда тюки выбрасывают из лотка прессовальной камеры, тюки могут расширяться в рукава обертывающего материала, поддерживаемые обертывающими рамами, обеспечивая посредством этого относительную плотность обертывания тюков обертывающим материалом. Например, в варианте осуществления, изображенном на фиг.11-16, тюк 204b может быть немного излишне сдавлен внутри прессовальной камеры 170, а лоток 200 прессовальной камеры и обертывающая рама 208 могут быть выполнены с размерами, которые сохраняют некоторую степень данного повышенного сжатия, когда тюк 204b поддерживается лотком 200 прессовальной камеры. Когда тюк 204b выбрасывают из лотка 200 прессовальной камеры и обертывающей рамы 208 (например, как изображено на Фиг.15), тюк 204b может расширяться из своего состояния повышенного сжатия в рукав 224 таким образом, чтобы рукав 224 удерживал тюк 204b с повышенным давлением и напряженностью.
В некоторых вариантах осуществления могут быть возможны другие конфигурации обертывающих рам 206 и 208 (или другие обертывающие рамы). Например, как изображено, обертывающие рамы 206 и 208 образованы в виде относительно жестких рам с в общем квадратными углами и сторонами. В некоторых вариантах осуществления обертывающая рама может быть выполнен с возможностью уклона в целом внутрь (т.е. в направлении тюка внутри обертывающей рамы) таким образом, что в боковом направлении наружные края обертывающей рамы образуют выпускное отверстие, которое немного меньше, чем впускное отверстие, образованное внутренними в боковом направлении краями обертывающей рамы. Это может использоваться, например, для того, чтобы способствовать более легкому стягиванию рукава листового обертывающего материала с обертывающей рамы по мере того, как тюк перемещается от обертывающей рамы из соответствующего лотка прессовальной камеры. В некоторых вариантах осуществления обертывающая рама может быть выполнена в виде телескопической, складной, расширяемой или иным образом деформируемой или подвижной конструкции. Это может быть предпочтительным во многих случаях.
Различные функции прессования и обертывания, включая различные операции, описанные выше, могут выполняться в виде части способа прессования и обертывания («BW»), который может регулироваться, по меньшей мере частично, контроллером различных конфигураций (например, одним из контроллеров 32, 112 или 172). Также со ссылкой, например, на Фиг.17, контроллер может содействовать выполнению различных операций способа 300 BW.
Способ 300 BW может включать приведение в действие 302 плунжера для прессования убираемого материала внутри прессовальной камеры. Как описано выше, например, плунжеры 48 и 108 можно приводить в движение, соответственно, для прессования хлопьев 54 и 114 убираемого материала внутри прессовальных камер 50 и 110. В некоторых вариантах осуществления коленчатый рычаг (например, один из коленчатых рычагов 56 и 116), прикрепленный к каждому из плунжеров 48 и 108, может приводиться в движение для вращения таким образом, чтобы плунжеры 48 и 108 совершали возвратно-поступательное движение относительно прессовальных камер 50 и 110. Данное движение может последовательно прессовать доставляемые хлопья 54 и 114 в тюк внутри соответствующей прессовальной камеры 50 или 110.
В некоторых вариантах осуществления соответствующей прессовальной камерой может быть глухая прессовальная камера с задней стенкой, а возвратно-поступательное движение плунжера может прессовать 304 убираемый материал о данную заднюю стенку. Также со ссылкой на Фиг.18, в подобном случае, задней стенкой можно управлять различными способами. В некоторых вариантах осуществления способа 300, могут быть предусмотрены один или более исполнительных механизмов (например, гидравлические цилиндры, такие как цилиндры 74 и 128) для управления 306 задней стенкой на основании заданного давления. Например, заданное давление сжатия для формирования тюка можно определять, а подходящим исполнительным механизмом управлять (например, используя по меньшей мере частично аккумулятор, такой как аккумулятор 78) для обеспечения заданного давления на задней стенке (например, посредством перемещения задней стенки в подходящую ориентацию). Таким образом, убираемый материал может сдавливаться между плунжером и задней стенкой с подходящим давлением.
В некоторых вариантах осуществления может быть предусмотрен исполнительный механизм для управления 308 задней стенкой на основании интервала прессования. Например, заданная толщина конкретного вороха после сдавливания плунжером может быть определена, а задняя стенка передвинута исполнительным механизмом для того, чтобы соответствовать данному сжатию.
В некоторых вариантах осуществления задней стенкой прессовальной камеры можно управлять 310 на основании как заданного давления, так и интервала прессования. Например, для каждого цикла возвратно-поступательного поршня, исполнительным механизмом можно управлять, чтобы сначала перемещать 312 заднюю стенку на основании заданного интервала прессования. Затем коленчатый рычаг плунжера может крутиться 314 (или плунжер может иным образом продвигаться по своему циклу), а после подходящего интервала (например, после достижения коленчатым рычагом подходящего угла относительно горизонтали), на задней стенке может быть предусмотрено 316 подходящее давление. Таким образом, например, плунжер может сначала прессовать хлопья убираемого материала в течение интервала прессования с относительно небольшим сопротивлением со стороны задней стенки. По мере продолжения вращения коленчатого рычага для обеспечения увеличения выигрыша в силе (т.е. по мере того, как коленчатый рычаг приближается к выравниванию с траекторией плунжера вперед-назад), задняя стенка может затем использоваться для противодействия плунжеру с заданным давлением. Это может приводить к эффективному и действенному сжатию хлопьев в относительно сильно спрессованные тюки.
Вновь со ссылкой на Фиг.17, после того, как тюк был сформирован (например, посредством работы 302 плунжера), тюк можно выбрасывать 320 из прессовальной камеры в примыкающий лоток прессовальной камеры. В некоторых вариантах осуществления тюк можно выбрасывать в необернутом состоянии 322. В некоторых вариантах осуществления тюк можно выбрасывать в частично необернутом состоянии 324 таким образом, чтобы некоторое количество обертывающего материала накладывалось на тюк (например, внутри прессовальной камеры), но дальнейшее обертывание необходимо перед итоговым выбрасыванием тюка из пресс-подборщика. В некоторых вариантах осуществления может быть предусмотрено множество лотков прессовальной камеры 326, с тюками, поочередно выбрасываемыми 320 из прессовальной камеры в один из множества лотков 326.
Тюк можно выбрасывать 320 из прессовальной камеры множеством способов. В некоторых вариантах осуществления боковой элемент (например, боковая стенка) прессовальной камеры может перемещаться 328, выталкивая тюк из прессовальной камеры в направлении подходящего лотка прессовальной камеры. Как описано выше, например, гидравлический цилиндр может использоваться для приведения в движение подвижной боковой стенки прессовальной камеры для того, чтобы выталкивать (или вытягивать) тюк из прессовальной камеры в конкретный лоток прессовальной камеры. В некоторых вариантах осуществления может быть предусмотрена дверца для прессовальной камеры, причем данная дверца может перемещаться 330 для того, чтобы открывать проход для выбрасывания с целью выбрасывания тюка из прессовальной камеры.
После выбрасывания (целиком или частично) в лоток прессовальной камеры, тюк может быть обернут 340 обертывающим материалом. Как также описано выше, тюк может быть обернут 340 множеством способов с помощью множества обертывающих устройств и с помощью множества обертывающих материалов. В некоторых вариантах осуществления тюк может проходить 342 через рукав обертывающего материала, поддерживаемого на (или около) соответствующего лотка прессовальной камеры таким образом, чтобы обертывающий материал прилипал к тюку и, посредством этого, должным образом обертывал тюк. В некоторых вариантах осуществления вокруг тюка могут быть обернуты петли шпагата и завязаны узлом 344 с помощью различных обертывающих (и завязывающих) устройств. В некоторых вариантах осуществления вокруг тюка могут быть обернуты 346 листы обертывающего материала, такого как сетчатый обертывающий материал или пластиковый листовой материал.
В некоторых вариантах осуществления листы обертывающего материала могут быть обернуты 348 вокруг обертывающей рамы для того, чтобы образовать рукав, а тюк может проходить 350 через обертывающую раму для зацепления рукава и, посредством этого, обертывания тюка. Например, трубо- или туннелеобразная обертывающая рама может поддерживаться на лотке прессовальной камеры таким образом, чтобы тюк, выброшенный 320 из прессовальной камеры на лоток прессовальной камеры, проходил в обертывающую раму. Затем (или прежде) различные механизмы могут использоваться для обертывания 348 листов обертывающего материала вокруг обертывающей рамы таким образом, чтобы сформировать вокруг обертывающей рамы рукав обертывающего материала. После того, как подходящий рукав был сформирован, тюк может затем перемещаться 350 через обертывающую раму таким образом, чтобы тюк зацеплял рукав и тянул рукав с обертывающей рамы. Таким образом, тюк может быть обернут образованным рукавов обертывающего материала перед полным выбрасыванием тюка из пресс-подборщика.
В некоторых вариантах осуществления листовой обертывающий материал может быть свернут 348 в рукав посредством перемещения 352 рулона листового обертывающего материала по схеме (например, по круглой, прямоугольной или другой траектории) вокруг обертывающей рамы. Кроме того, режущий механизм может быть снабжен местом разрезания, которое расположено таким образом, чтобы рулон передвигался мимо места разрезания по мере того, как рулон перемещается по схеме. Режущий механизм может тогда приводиться в действие 354, отрезая листовой обертывающий материал от рулона после того, как рулон миновал место разрезания. Вновь со ссылкой, например, на Фиг.13, по мере того, как рулон 212 перемещается мимо места 232 разрезания, между листовым обертывающим материалом 212a и образованным рукавом 224 может быть временно предусмотрен зазор 230. Режущий механизм 220 может приводиться в действие 354 таким образом, чтобы режущее лезвие 226 передвигалось в зазор 230, отрезая листовой обертывающий материал 212a от рулона 212.
После обертывания должным образом, тюк можно выбрасывать 360 из лотка прессовальной камеры. В некоторых вариантах осуществления тюк может активно выбрасываться 360 из лотка прессовальной камеры. Например, боковой элемент прессовальной камеры может выталкивать (или иным образом вытеснять) тюк из лотка прессовальной камеры непосредственно, или может опосредованно выталкивать первый тюк из лотка прессовальной камеры посредством выталкивания второго тюка из прессовальной камеры на тот же лоток прессовальной камеры. В некоторых вариантах осуществления тюк может пассивно выбрасываться 360 из лотка прессовальной камеры. Например, лоток прессовальной камеры может быть ориентирован под таким углом (или выполнен иным образом), чтобы тюк передвигался из лотка прессовальной камеры под действием тяжести или с ограниченным активным зацеплением тюка конкретным исполнительным механизмом (или без оного).
Как будет очевидно квалифицированному специалисту в данной области техники, различные аспекты раскрытого объекта могут быть осуществлены в виде реализуемого с помощью компьютера способа, системы или компьютерного программного продукта. Соответственно, некоторые варианты осуществления могут быть полностью реализованы в виде аппаратного обеспечения, полностью в виде программного обеспечения (включая встроенное программное обеспечение, резидентное программное обеспечение, микро код и т.д.) или в виде комбинации аспектов программного обеспечения и аппаратного обеспечения. Кроме того, некоторые варианты осуществления могут принимать форму компьютерного программного продукта на используемом на компьютере информационном носителе, имеющем используемый на компьютере программный код, реализованный на носителе.
Может использоваться любой подходящий используемый на компьютере или машиночитаемый носитель. используемым на компьютере носителем может быть носитель машиночитаемого сигнала или машиночитаемый информационный носитель. используемым на компьютере или машиночитаемым информационным носителем (включая устройство хранения, связанное с вычислительным устройством или клиентским электронным устройством) может быть, например, но без ограничения, электронная, магнитная, оптическая, электромагнитная, инфракрасная или полупроводниковая система, аппарат или устройство или любая подходящая комбинация изложенного выше. Более конкретные примеры (неисчерпывающий список) машиночитаемого носителя будут включать следующее: электрическое соединение, имеющее один или более проводов, портативных компьютерных дискет, жесткий диск, оперативное запоминающее устройство (RAM), постоянное запоминающее устройство (ROM), стираемое программируемое постоянное запоминающее устройство (EPROM или Флэш память), оптическое волокно, постоянное запоминающее устройство на портативном компакт-диске (CD-ROM), оптическое устройство хранения. В контексте данного документа, используемым на компьютере или машиночитаемым информационным носителем может быть любой материальный носитель, который могут содержать или хранить программу для использования соединением или в соединении с системой, аппаратом или устройством выполнения команд.
Носитель машиночитаемых сигналов может содержать распространяемый информационный сигнал с реализованным в нем машиночитаемым программным кодом, например, при немодулированной передаче или в виде части несущей волны. Подобный распространяемый сигнал может принимать любую из множества форм, включая, но без ограничения, электромагнитную, оптическую или любую подходящую их комбинацию. Носителем машиночитаемого сигнала может быть не промежуточный и может быть любой машиночитаемый носитель, который не является машиночитаемым информационным носителем и который может передавать, распространять или транспортировать программу для использования соединением или в соединении с системой, аппаратом или устройством выполнения команд.
Аспекты некоторых вариантов осуществления описаны в данной заявке со ссылкой на иллюстрации структурной схемы и/или блок-схемы способов, устройства (системы) и компьютерные программные продукты согласно вариантам осуществления изобретения. Следует понимать, что каждый блок любых иллюстраций структурной схемы и/или блок-схем, и комбинации блоков в иллюстрациях структурной схемы и/или блок-схем, могут быть осуществлены с помощью команд компьютерной программы. Данные команды компьютерной программы могут быть предусмотрены в процессор компьютера общего назначения, компьютер специального назначения или другое программируемое устройство обработки данных для получения машины, так чтобы команды, которые выполняются посредством процессора компьютера или другого программируемого устройства обработки данных, создавали средство осуществления функций/действий, указанных в структурной схеме и/или в блоке или блоках блок-схемы. Данные команды компьютерной программы также могут храниться в машиночитаемой памяти, которая может направлять компьютер или другое программируемое устройство обработки данных функционировать определенным образом, так чтобы команды, хранящиеся в машиночитаемой памяти, создавали промышленное изделие, содержащее команды, которые осуществляют функцию/действие, указанное в структурной схеме и/или в блоке или блоках блок-схемы. Команды компьютерной программы также могут загружаться на компьютер или другое программируемое устройство обработки данных, вызывая выполнение на компьютере или другом программируемом устройстве последовательности рабочих стадий для создания осуществляемого компьютером процесса таким образом, чтобы команды, которые выполняются на компьютере или другом программируемом устройстве, обеспечивали шаги для осуществления функций/действий, указанных в структурной схеме и/или в блоке или блоках блок-схемы.
Структурная схема и блок-схемы на чертежах иллюстрируют архитектуру, функциональность и процесс возможных вариантов осуществления систем, способов и компьютерных программных продуктов согласно различным вариантам осуществления представленного изобретения. В связи с этим, каждый блок в структурной схеме или блок-схеме может представлять модуль, сегмент или часть кода, который содержит одну или более выполняемых команд для осуществления указанной логической функции (функций). Кроме того, в некоторых альтернативных вариантах осуществления функции, отмечавшиеся в различных блоках, могут происходить вне порядка, отмеченного на фигурах. Например, два блока, показанные последовательно, фактически могут выполняться по существу одновременно, или блоки иногда могут выполняться в обратном порядке, в зависимости от вовлеченных функций. Также следует отметить, что каждый блок структурных схем и/или иллюстрации блок-схемы и комбинации блоков в иллюстрации структурной схемы или блок-схемы могут быть осуществлены с помощью систем на основе аппаратного обеспечения специального назначения, которые выполняют указанные функции или действия или с помощью комбинации аппаратного обеспечения специального назначения и компьютерных команд.
Терминология, использованная в данной заявке, предназначена для описания конкретных вариантов осуществления и не предназначена для ограничения изобретения. Как использовано в данной заявке, единственное число также включает множественное число, если в контексте четко не указано иное. Кроме того, следует понимать, что термины «содержит» и/или «содержащий» при использовании в данном описании, указывают на наличие заявленных признаков, чисел, стадий, операций, элементов и/или составных частей, но не исключают наличия или добавления одного или более других признаков, чисел, стадий, операций, элементов, составных частей и/или их групп.
Описание настоящего изобретения было представлено для пояснения и описания и не считается исчерпывающим или ограничивающим изобретение раскрытыми вариантами. Специалистам в данной области техники будет очевидны множество модификаций и вариантов без выхода за рамки объема и сущности изобретения. Ясные ссылки на варианты осуществления в данной заявке были выбраны и описаны для того, чтобы лучше всего объяснить принципы изобретения и их практическое применение и позволить другим специалистам в данной области техники понять изобретение и узнать множество альтернатив, модификаций и вариантов на описанном примере (примерах). Соответственно, различные варианты осуществления кроме тех, что подробно описаны, находятся в рамках объема формулы изобретения.
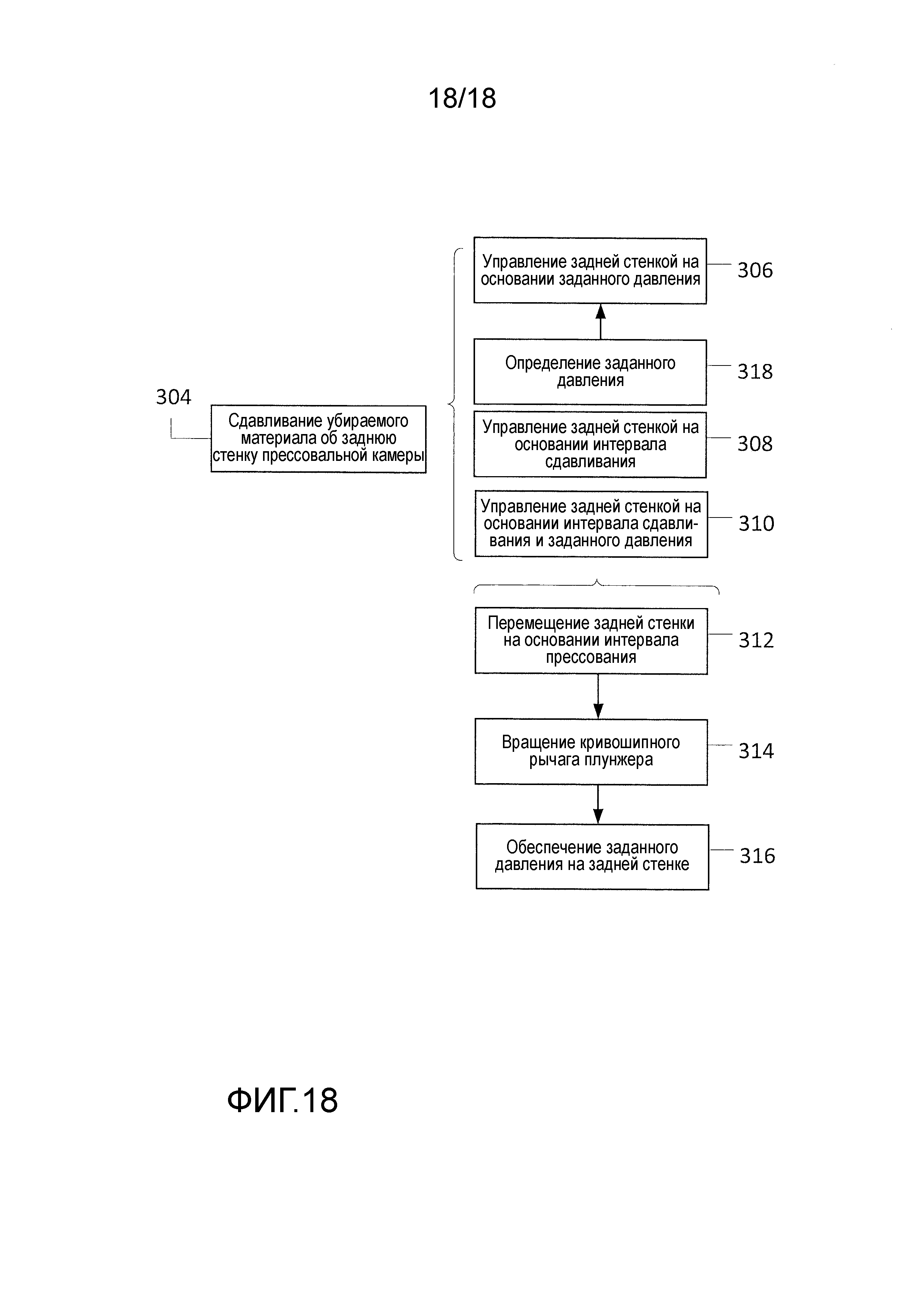
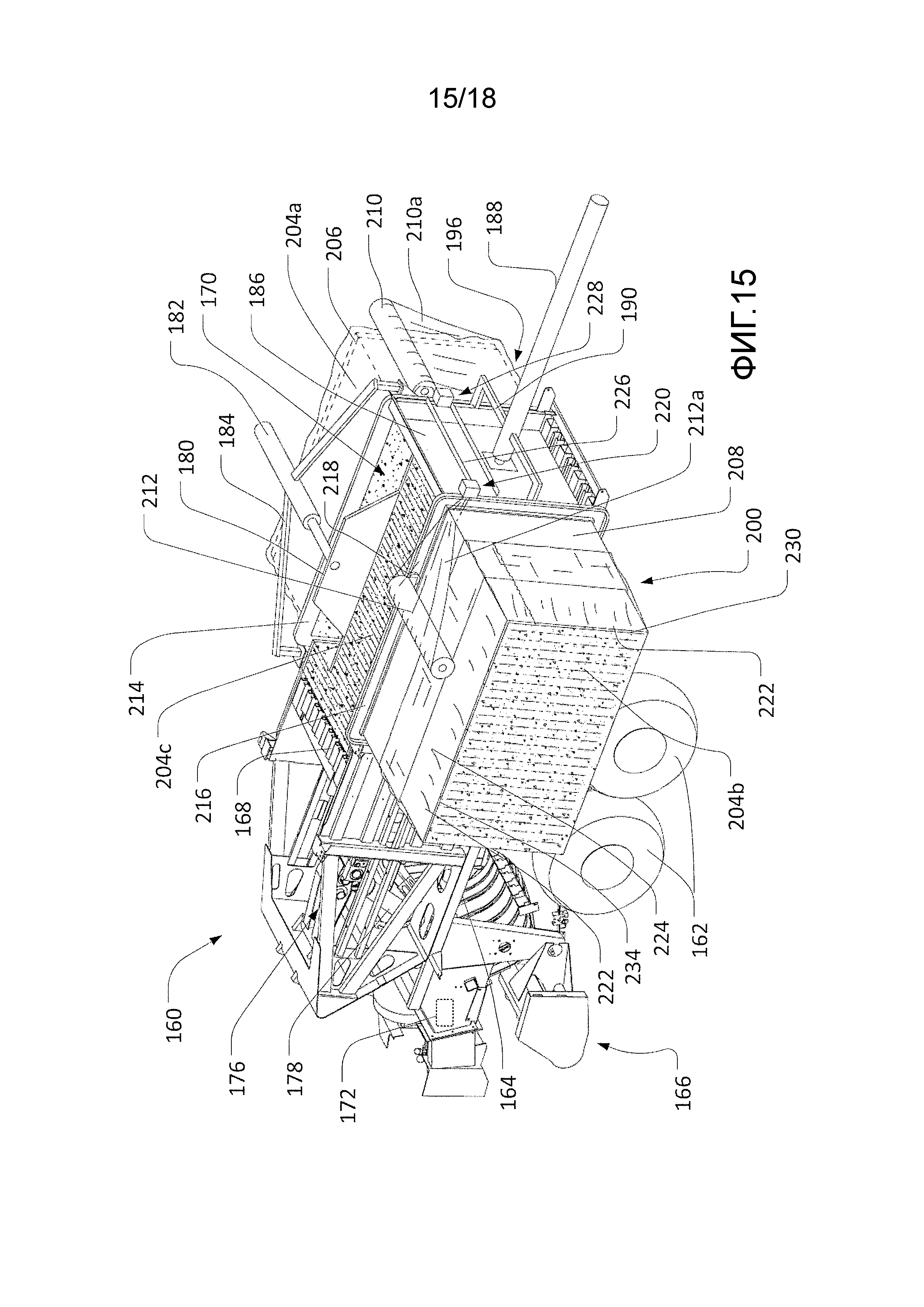
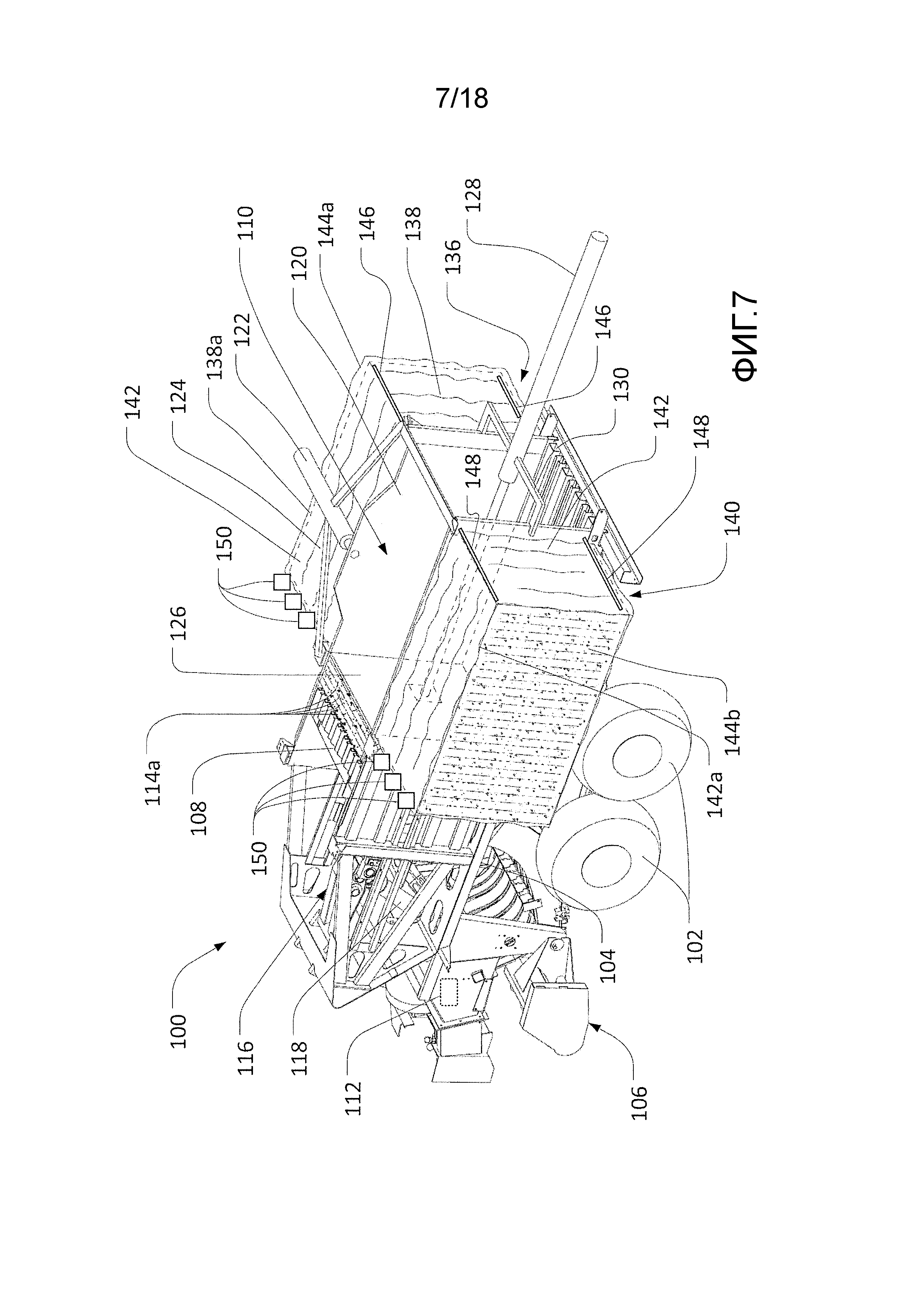
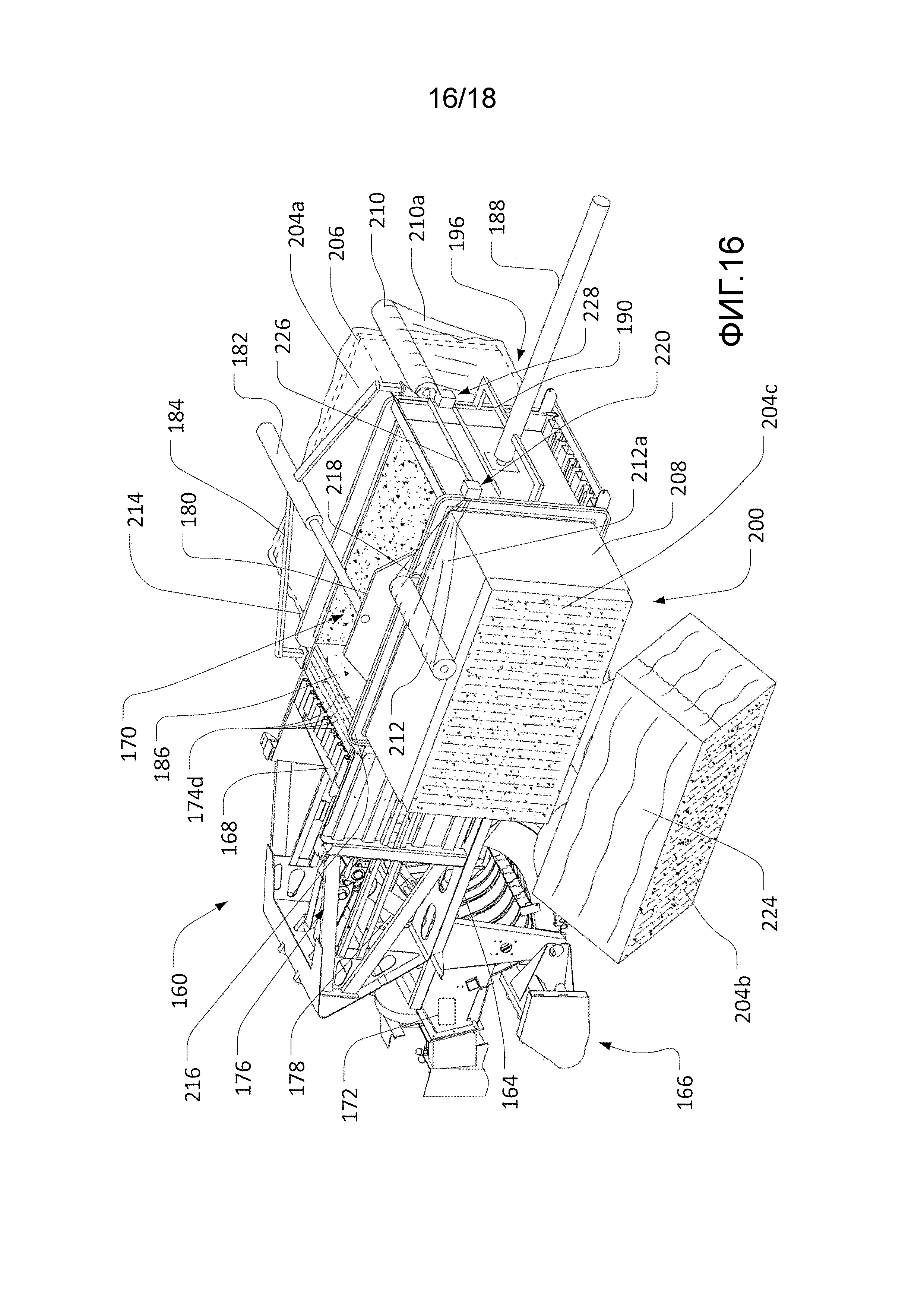
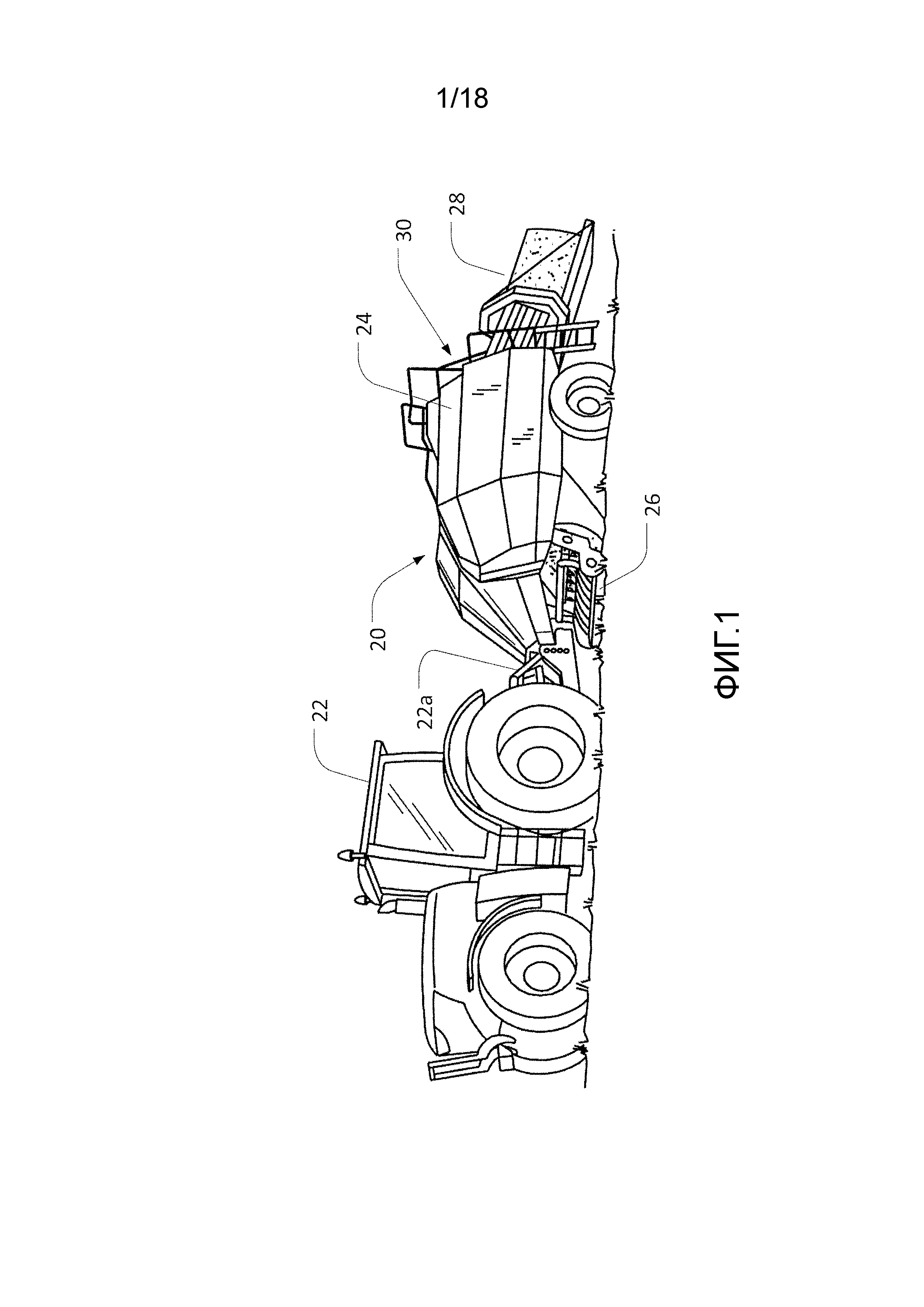
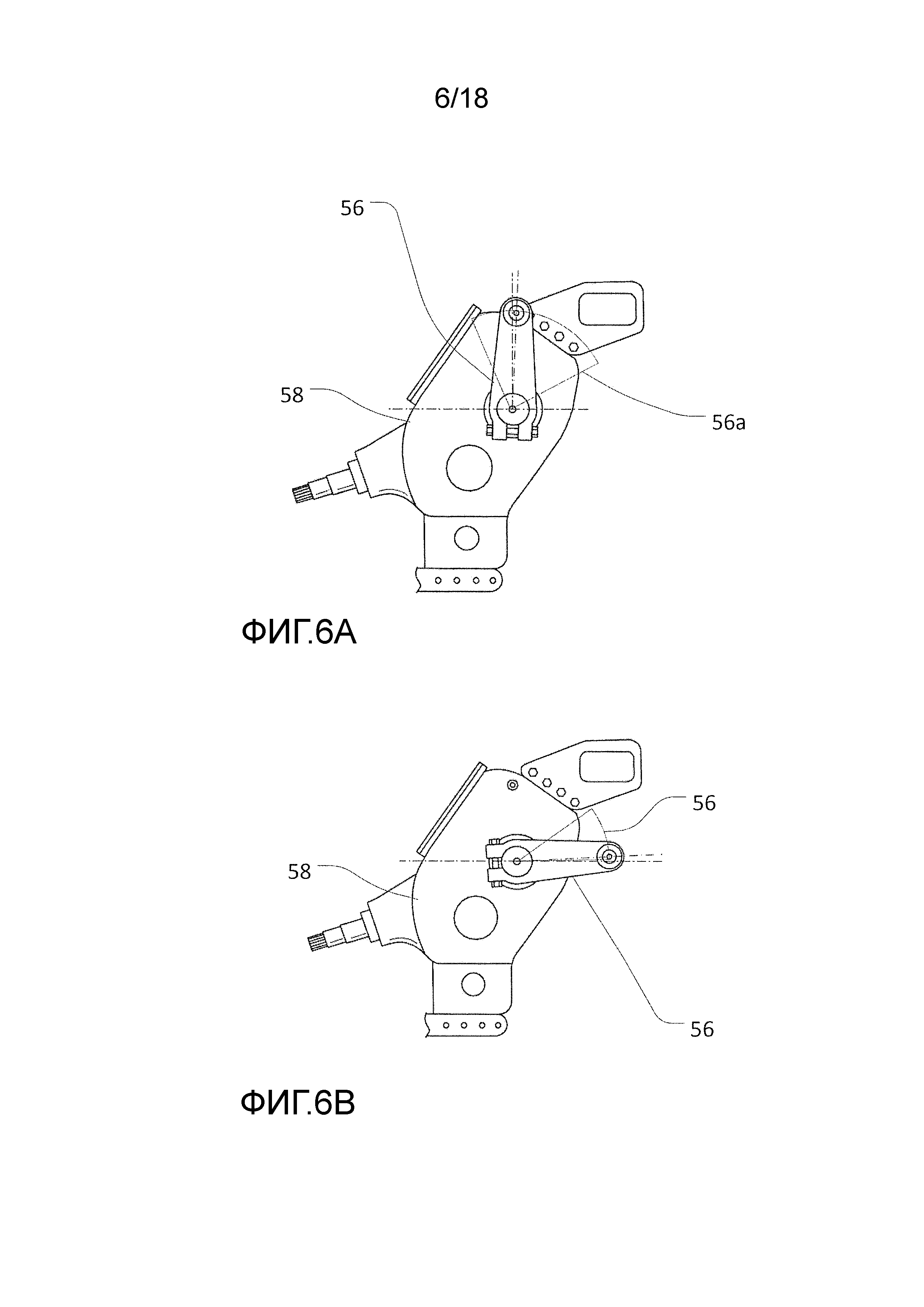
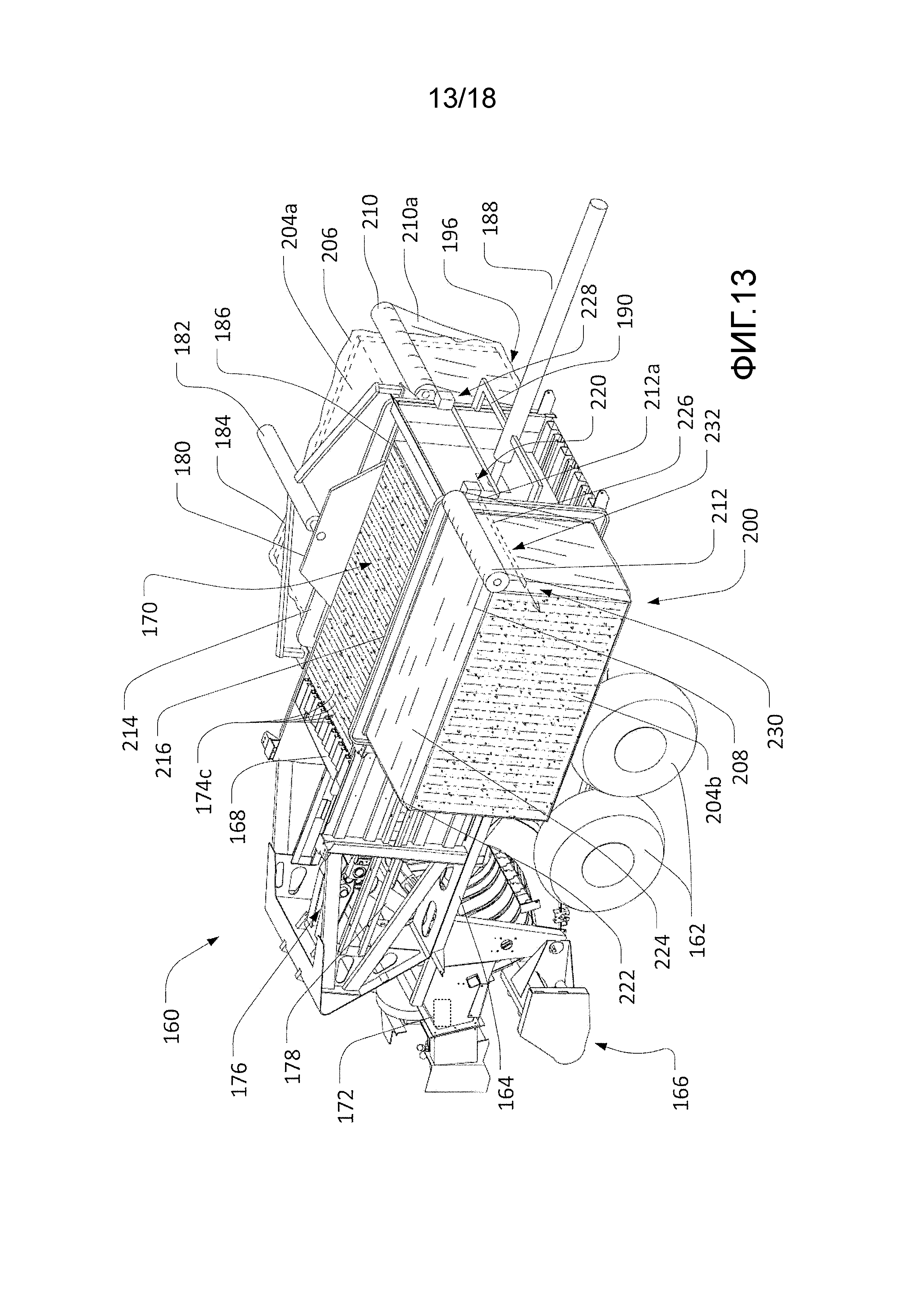
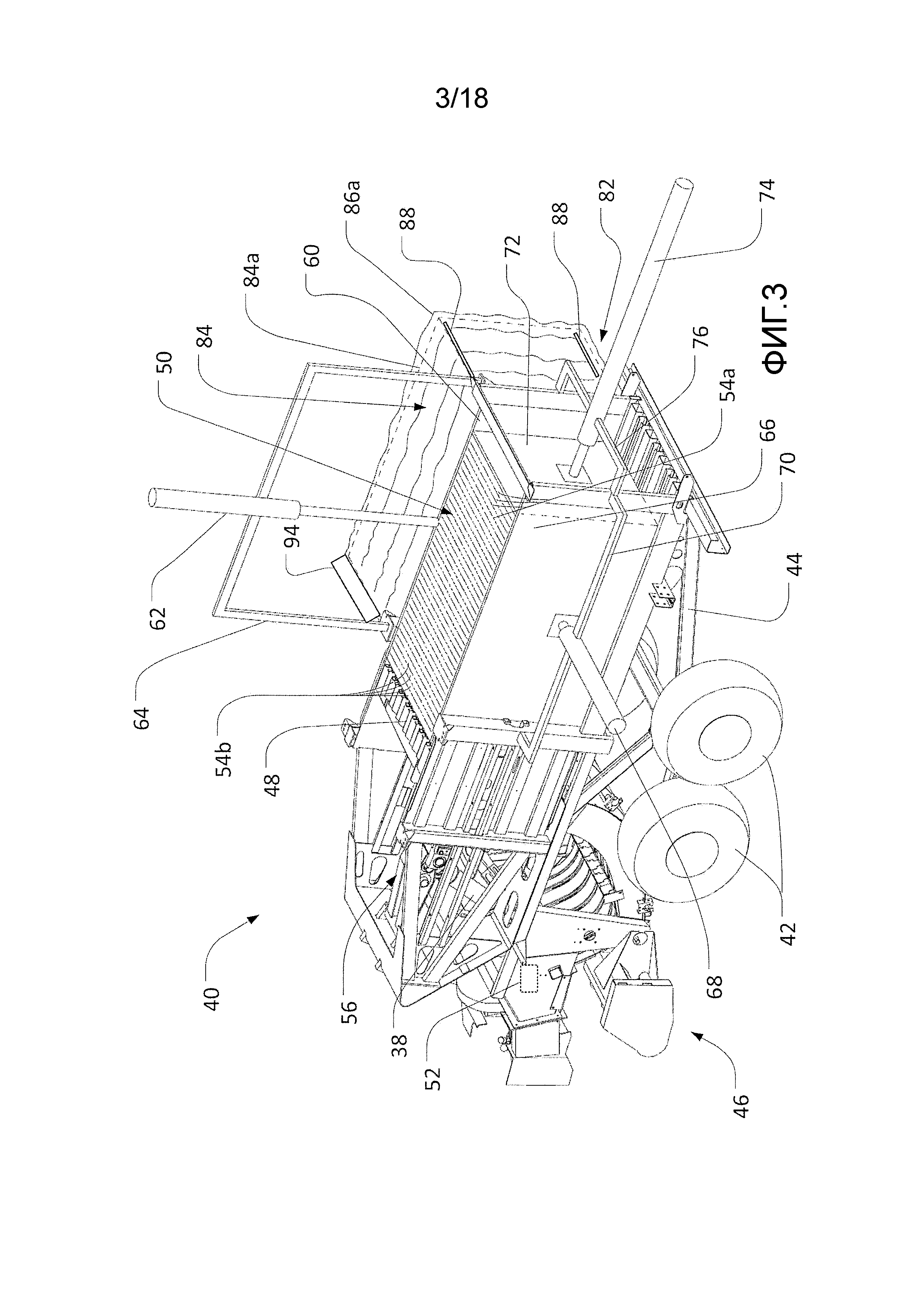
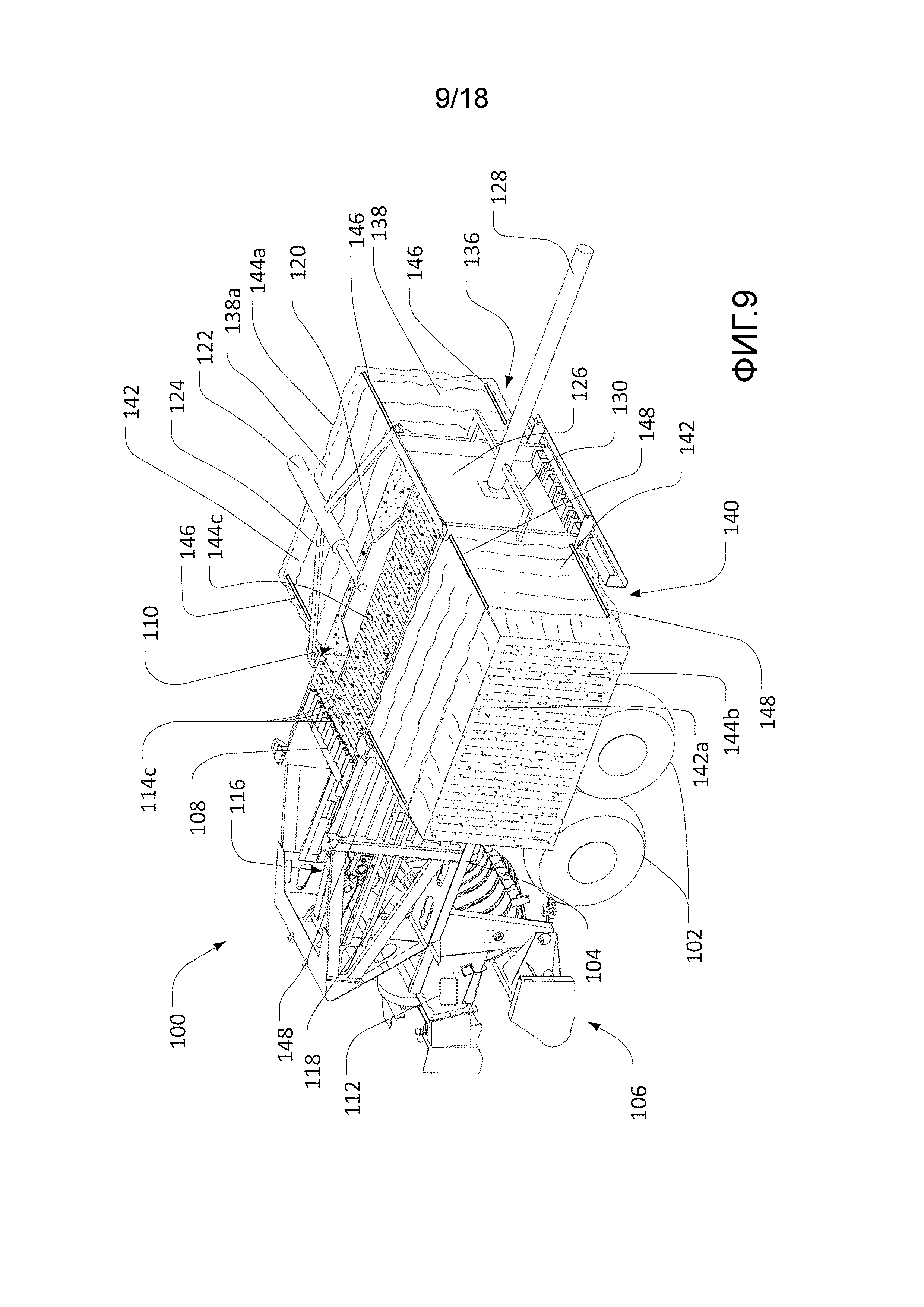
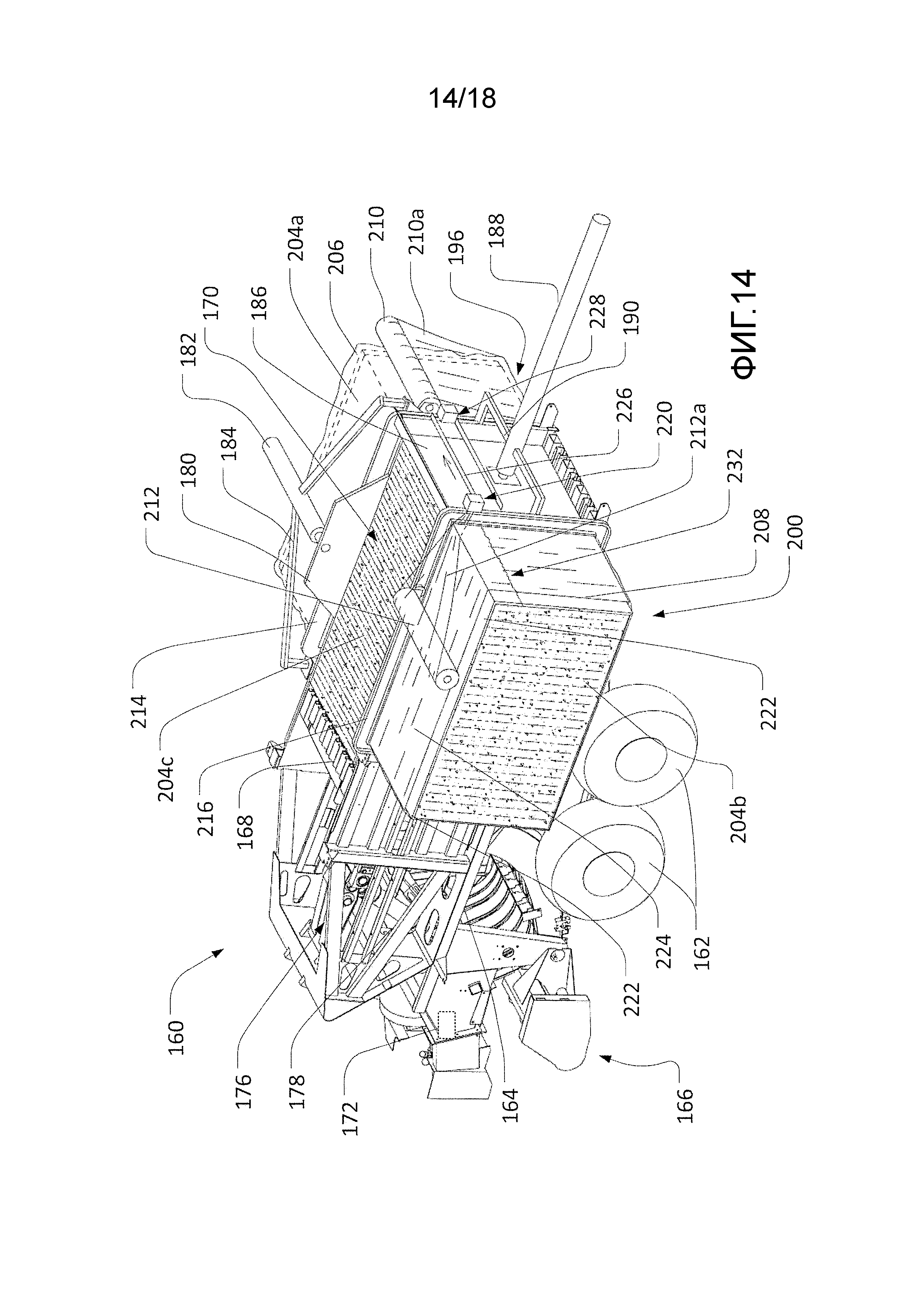
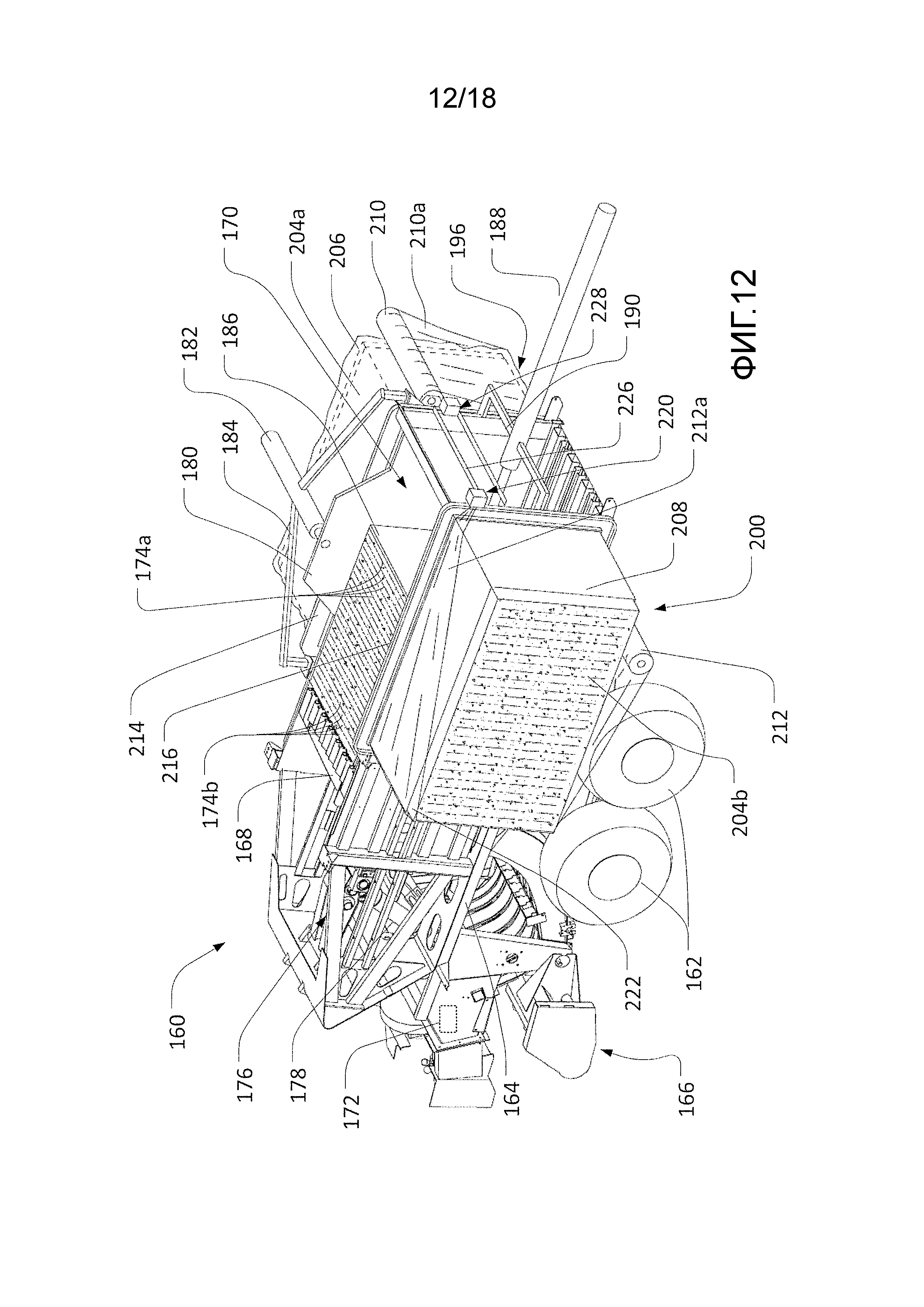
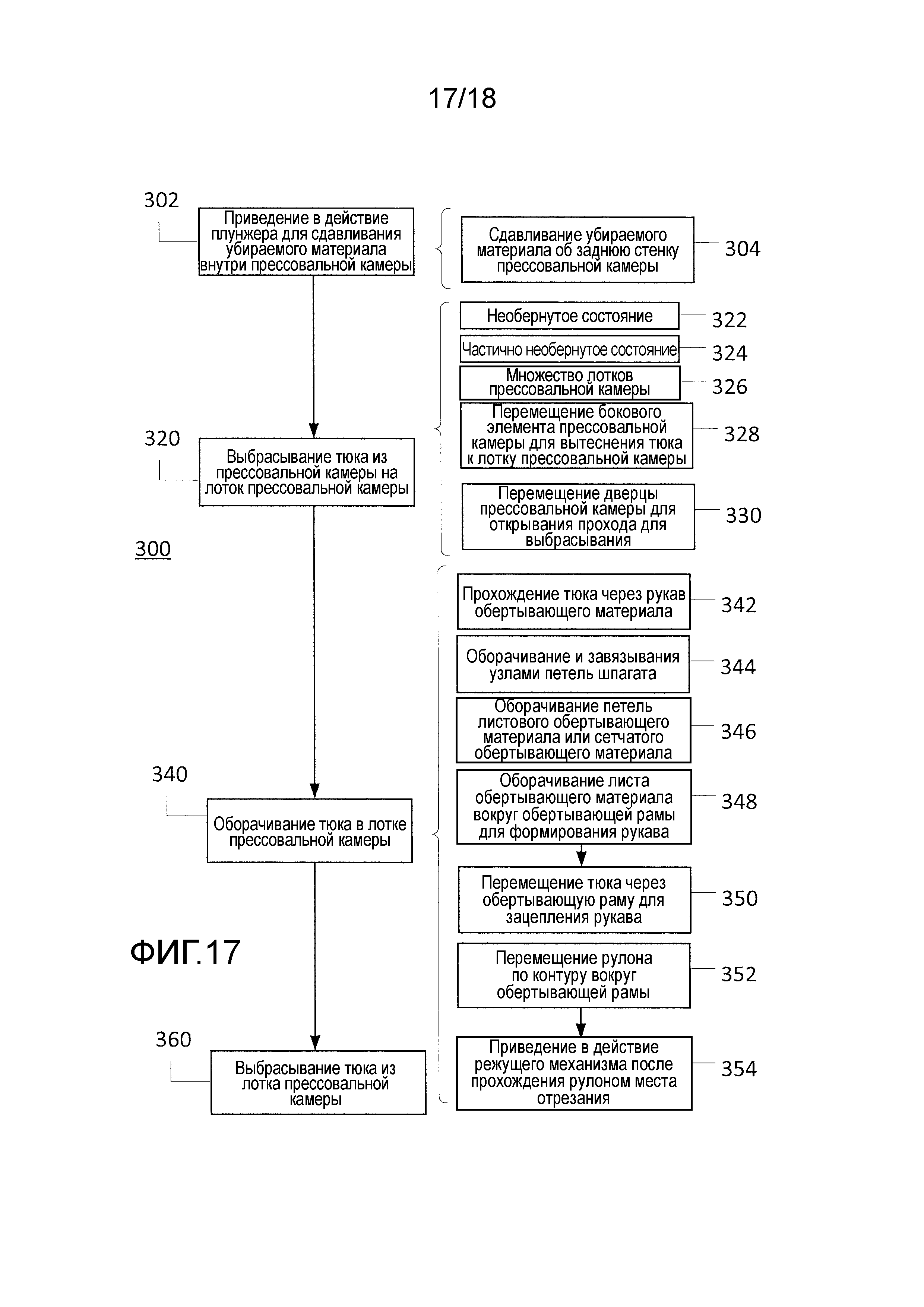
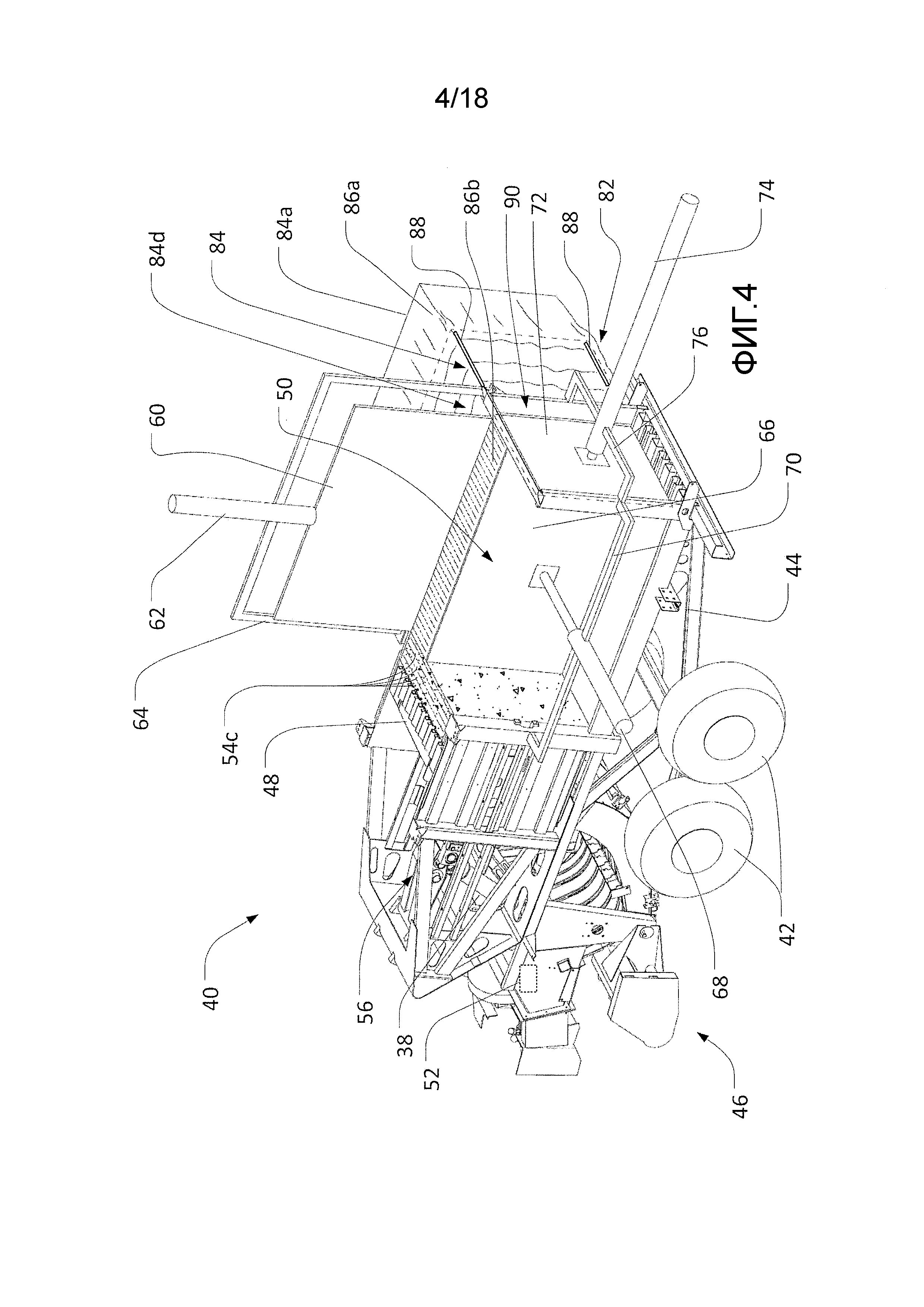
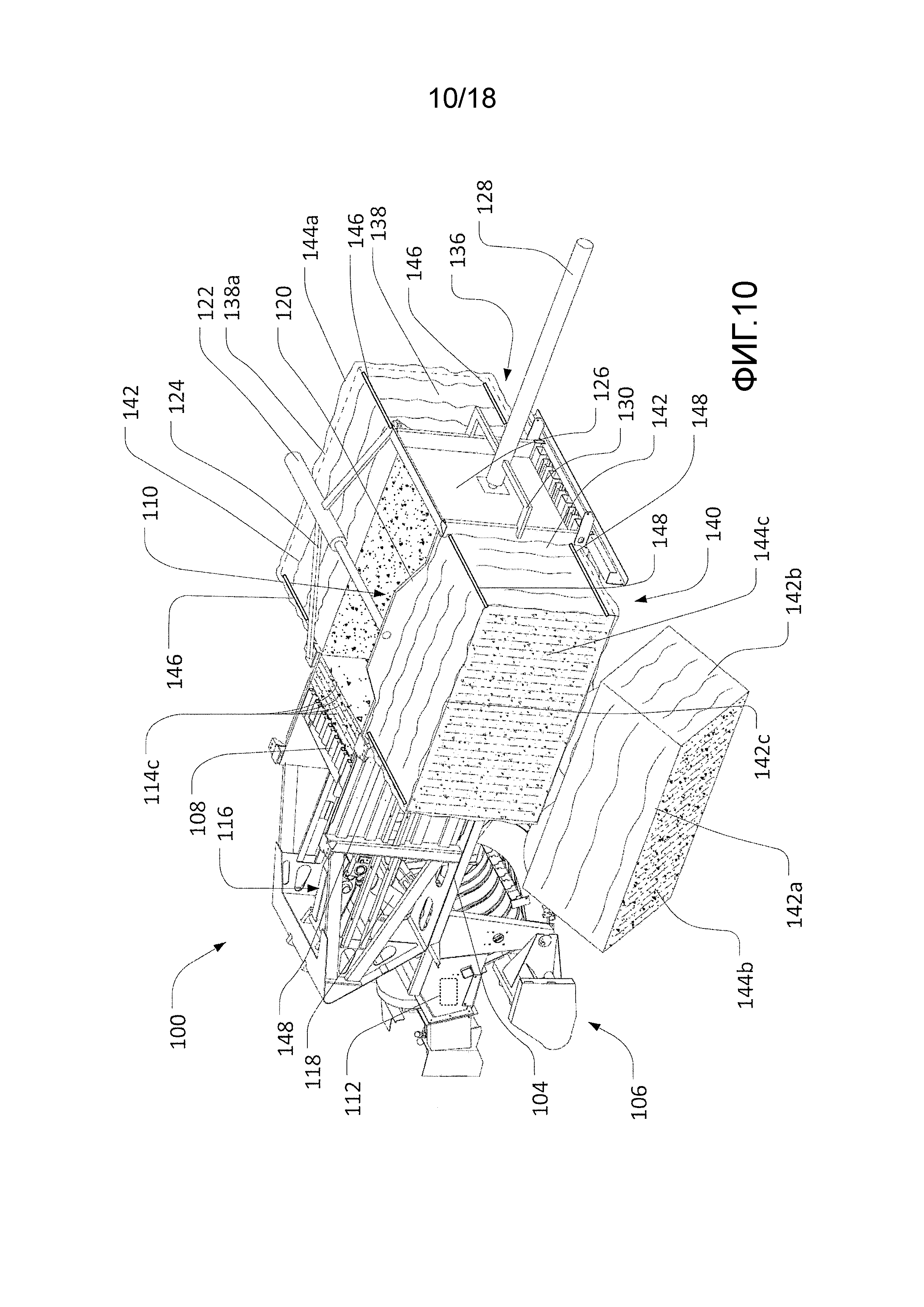
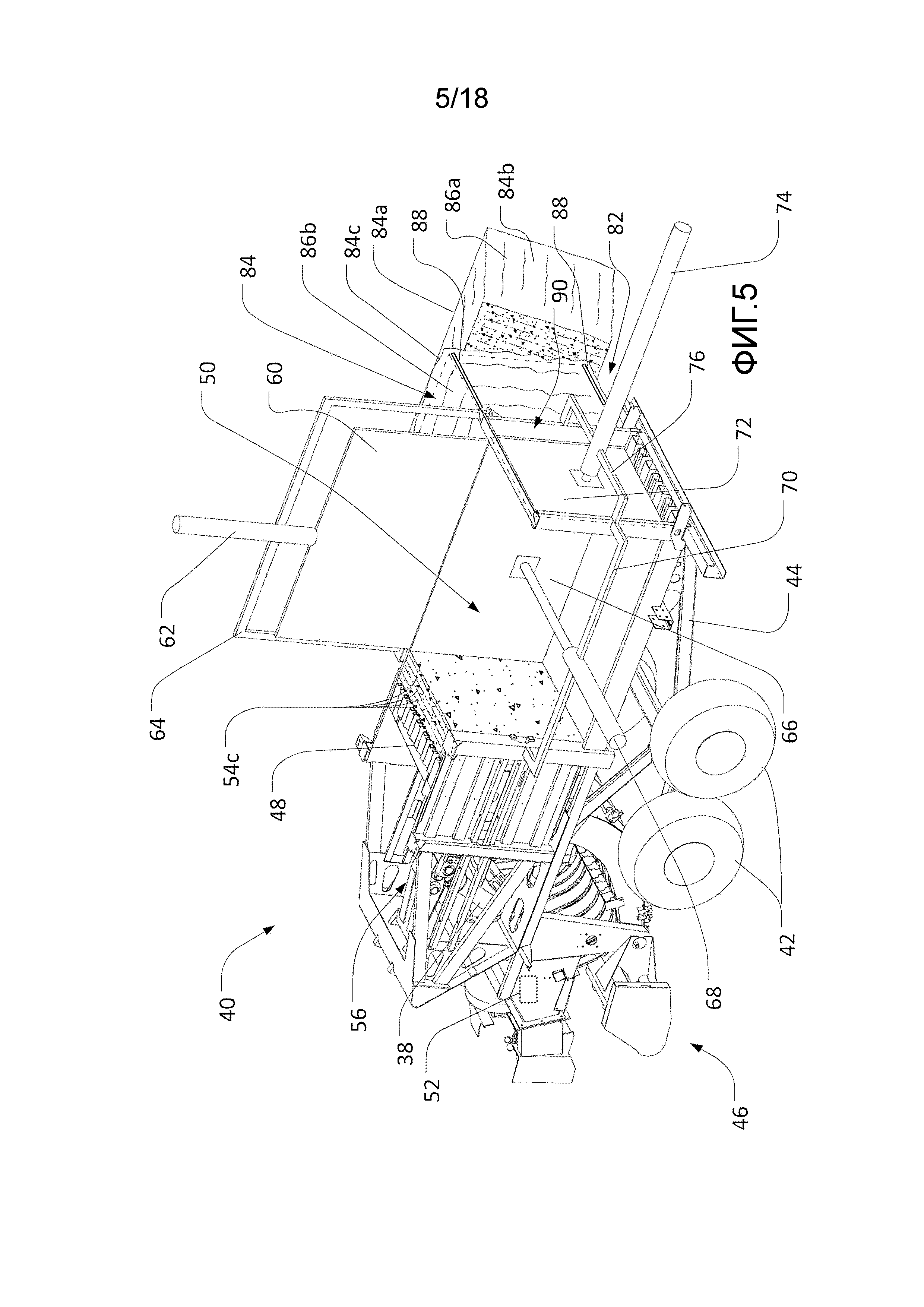
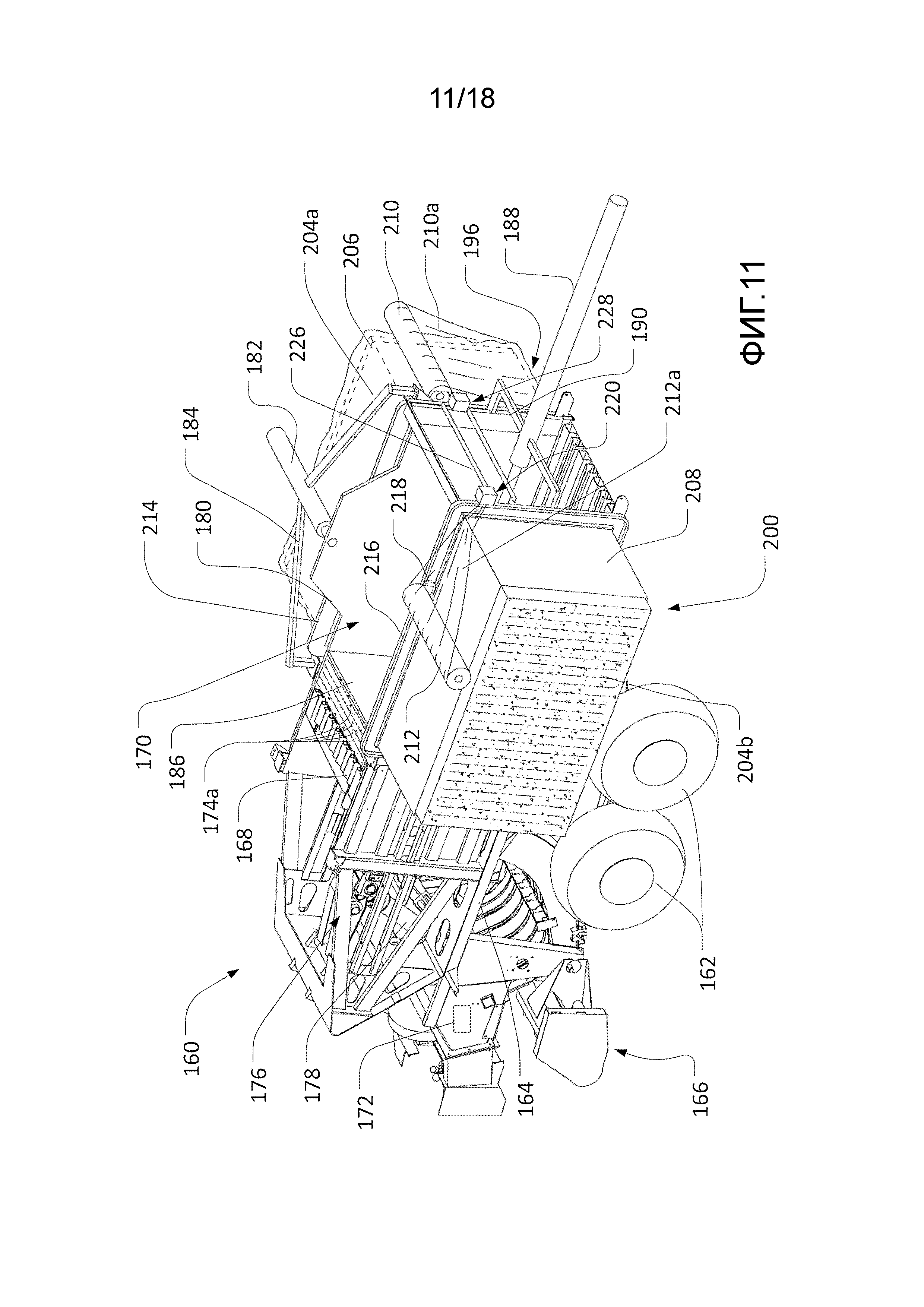
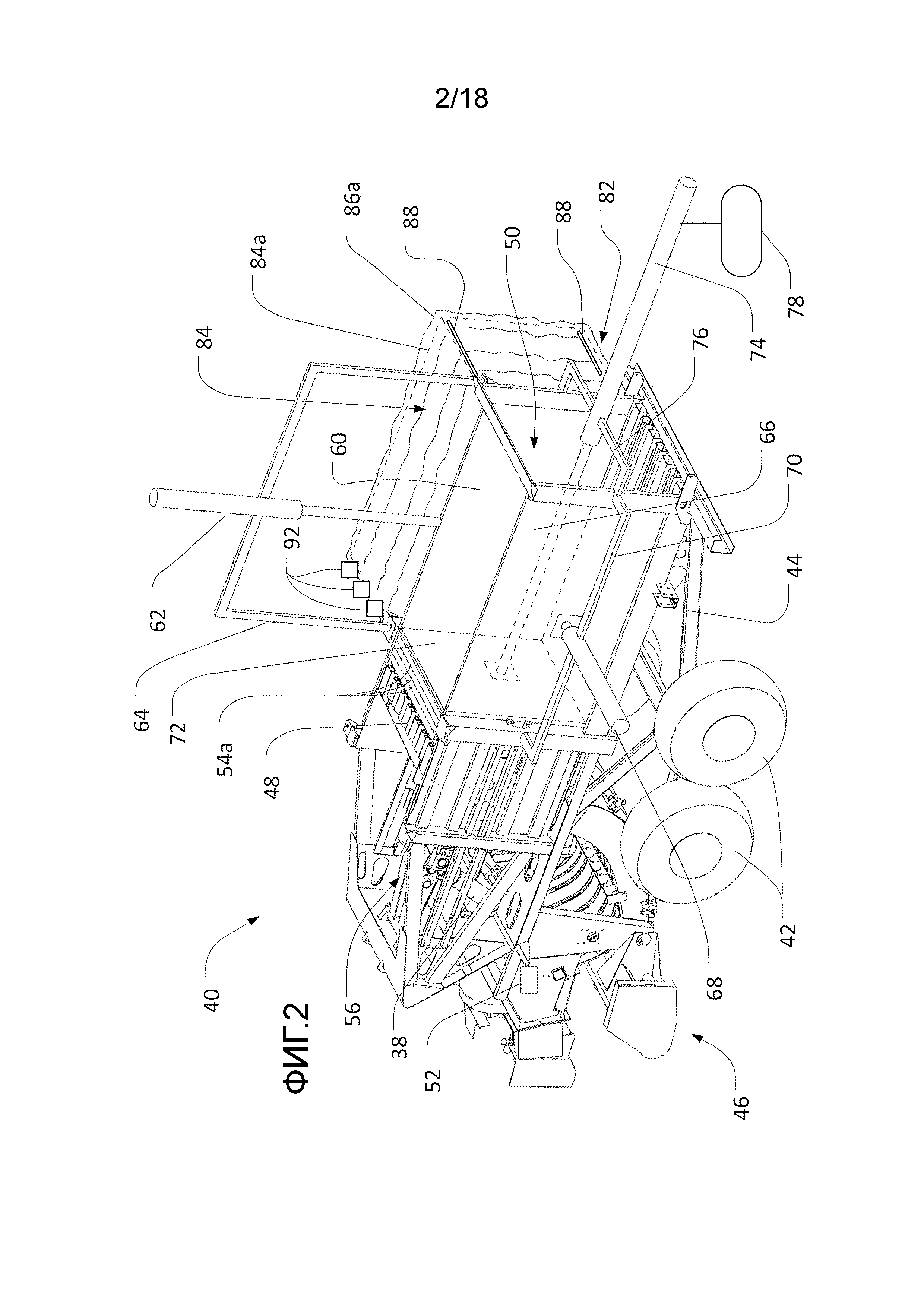
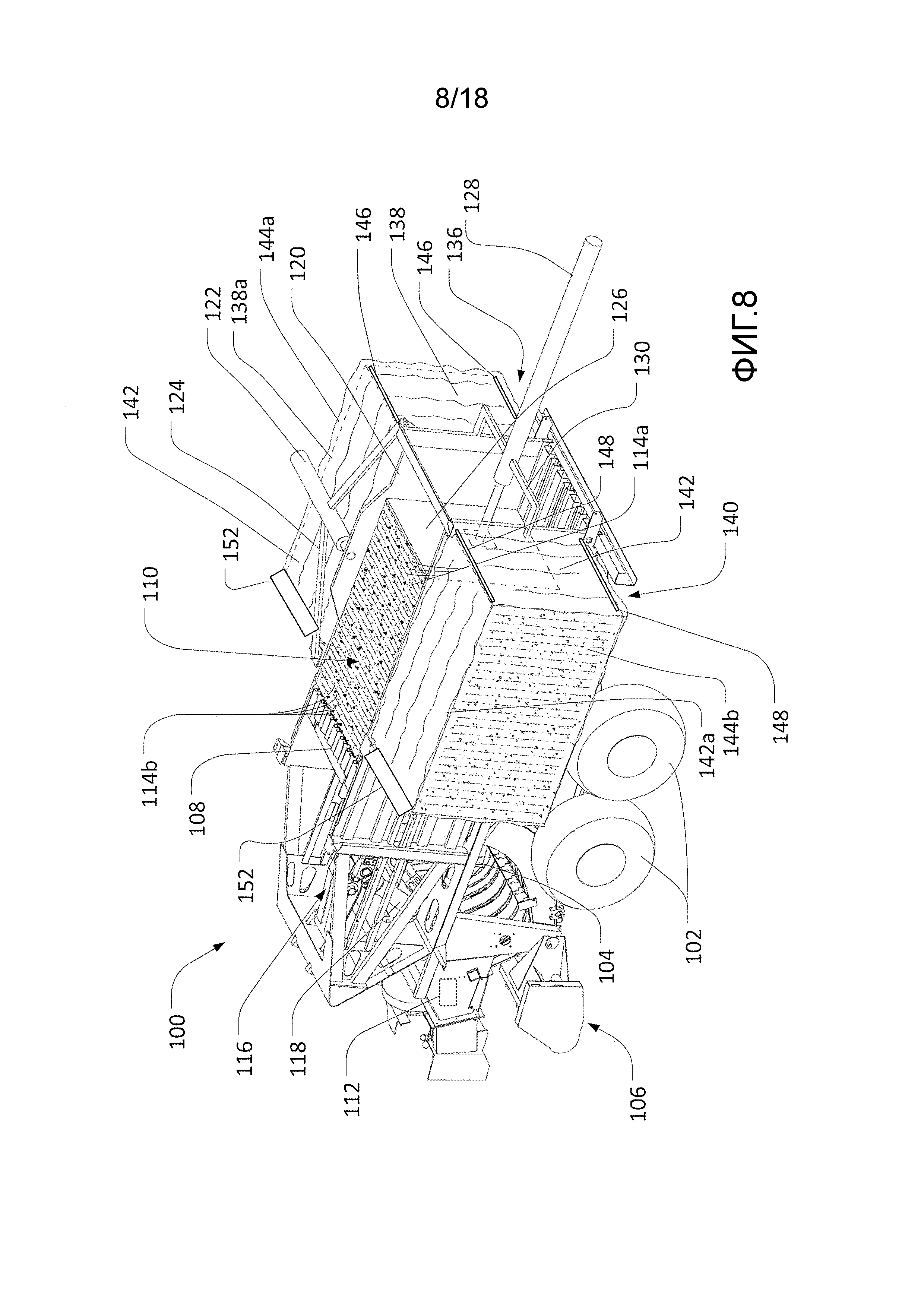
Режущая система с возвратно-поступательными ножами
Самоочищающееся рядное устройство
Втулка привода высеивающего диска
Распределительный кривошип и цилиндрический конвейер для сельскохозяйственной уборочной машины
Рабочая машина с бесступенчатой коробкой передач, мощность которой автоматически регулируется в зависимости от нагрузки двигателя
Сельскохозяйственный виндроуэр (варианты) и жатка для уборки зерновых
Дифференциальная трансмиссия с функцией очистки
Сельскохозяйственная посевная система
Рабочая машина (варианты) и рулевое устройство для такой машины
Нарезающее/заделывающее устройство для внесения удобрений для сельскохозяйственной машины
Способ нанесения консерванта на сельскохозяйственную культуру во время процесса прессования в тюки
Двухстадийная уборочная система
Система выгрузки с изменяющейся скоростью для накопительного устройства для урожая
Стратегическое расположение сельскохозяйственной культуры с использованием виртуальной линии срабатывания для комбинации уборочной машины и накопителя сельскохозяйственной культуры

