Результат интеллектуальной деятельности: Способ сварки неповоротных стыков частей магистрального трубопровода (варианты)
Вид РИД
Изобретение
Изобретения относятся к области сварки и могут быть использованы для получения корневого слоя шва неповоротных стыков магистральных трубопроводов.
Известны способы сварки стыков трубопроводов штучными электродами (см., например, «Руководящие технические материалы по сварке, термообработке и контролю трубных систем котлов и трубопроводов при монтаже и ремонте оборудования тепловых электростанций» РТМ-1C-81. Минэнерго СССР, М, Энергоиздат, 1982, с. 24-46, 50, 54, 65-70).
Недостатком сварки штучными электродами является то, что она не поддается автоматизации и требует наличия высококвалифицированного персонала.
Известны способы сварки плавящимся электродом (см., например, SU 1530374 A1, 23.12.1989, B23K 9/16).
Сварка плавящимся электродом имеет строгие требования к высоте притупления кромок, которая должна составлять от 0,8 до 2 мм в зависимости от условий, выбранной технологии и депланации кромок. Нарушение этих требований может привести к появлению дефектов (непроваров, прожогов). На пути одновременного решения этих двух задач возникает противоречие, обусловленное тем, что сборку более технологично проводить на внутреннем автоматическом самоходном центраторе, разжимающем трубу изнутри для придания ей идеальной круглой формы, что может привести к нарушению следующих требований по зазору:
- если труба не имеет идеально круглой формы, режущий инструмент при обработке кромки трубы вызывает вариации по толщине притупления кромки со стороны корня шва,
- внутренний центратор может выровнять кромки трубы по окружности, исказив при этом исходную плоскую поверхность среза разделки.
Для снижения влияния этих недостатков на качество сварки известно применение при сварке стыков трубопроводов специальных подкладок, снижающих требования к геометрии зазора и формированию обратного валика (см. А.И. Акулов, А.Ю. Мышкин, Ю.В. Доронин. Некоторые особенности формирования горизонтальных швов при односторонней сварке на вертикальной плоскости. - Сварочное производство, 1983, №4. С. 15-16).
Недостатком упомянутого выше приема является то, что он требует дополнительных операций установки и удаления подкладок, что не всегда технологично в условиях сварки протяженных конструкций, таких как трубопроводы.
Также известен способ адаптивной импульсно-дуговой сварки, в котором обеспечивается стабильность бездефектного формирования металла сварочной ванны благодаря применению гибкого технологического процесса, который основан на использовании алгоритмов импульсного управления энергетическими параметрами процесса сварки, корректируемых в ходе технологического процесса по законам адаптивного управления (см. патент RU 2410216 C2, 27.01.2011, B23K 9/095).
Известен способ электродуговой сварки плавящимся электродом с импульсной модуляцией сварочного тока, с регулированием длительности импульсов и пауз сварочного тока и наложением во время пауз дополнительных импульсов тока. Частоту дополнительных импульсов выбирают большей 50 Гц, а длительность от 0,5 до 2 мс, причем длительность основных импульсов и пауз регулируют автоматически в функции отклонения среднего напряжения дугового промежутка от заданного изменением длины дуги. (см. патент RU 2268809 C1, 27.01.2006, B23K 9/095)
Вышеупомянутые способы (RU 2410216, RU 2268809) имеют недостаток, заключающийся в том, что они имеют ограничение по депланации кромок трубопровода и величине зазора.
Решением этих недостатков может быть применение системы автоматической сварки компании CRC-Evans AW (см. http://arguslimited.net/public/upload/files/pdf/CRC_AW_2011.pdf и патент RU 2120845, МПК B23K 31/02, B23K 101/06, 27.10.1998)
Эта система предназначена для двусторонней сварки неповоротных стыков труб диаметром 630-1420 мм.
Согласно этой технологии сварное соединение выполняется сварочными головками, расположенными изнутри и снаружи сварного соединения труб при одновременном наличии центратора внутри трубы. Этот комплекс обеспечивает:
- повышение производительности сварки за счет уменьшения объема наплавленного металла при использовании специальной узкой разделки и сборки без скоса кромок в сочетании с повышенным коэффициентом наплавки при сварке тонкой электродной проволокой;
- гарантированное формирование корневого слоя шва за счет сварки корня с внутренней стороны трубы.
Недостатками этого подхода является очень высокая сложность и дороговизна оборудования. Обслуживающий персонал оборудования составляет свыше 60 человек. При практической реализации процесса часто возникает ситуация несрабатывания одной из сварочных головок. Исправлять такие сварные швы приходится ручной сваркой изнутри трубы, что неэффективно и опасно с точки зрения условий труда сварщика.
Кроме того, использование сварки плавящимся электродом, которая характеризуется высоким коэффициентом наплавки материала эффективно при заполнении разделки шва, а при сварке корневого шва приводит к ограничению величины притупления кромок, поскольку обеспечивает ограниченную глубину проплавления не более 2 мм.
Исходя из упомянутого выше, могло бы быть целесообразно применение способов сварки, не требующих обязательного наличия зазора в корне шва. Такими способами являются сварка неплавящимся электродом и сварка концентрированными источниками нагрева (лазерный или электронный луч, обжатая плазменная дуга).
Известны способы автоматической сварки неплавящимся электродом, описанные в патенте RU 2548541, B23K 9/10, B23K 9/167, 20.04.2015, в патенте US 4179059 B23K 9/028 18.12.1979 и в патенте US 4283617, B23K 9/028,11.08.1981.
В упомянутых выше технических решениях применяется автоматическая сварка неплавящимся электродом, которая резко снижает производительность труда, поскольку при такой сварке требуется специальная разделка кромок, более широкая, исключающая преимущественное оплавление боковых стенок разделки по отношению к корневой части шва.
Кроме того, сварка неплавящимся электродом также имеет ограничение по высоте притупления, составляющее не более 2 мм, что в совокупности с требованиями специальной широкой разделки приводит к крайне низкой производительности.
Значительное увеличение производительности и снижение расхода сварочных материалов можно достичь применением сварки корня шва концентрированными источниками нагрева со сборкой стыка с нулевым зазором и увеличением величины притупления кромок корневого шва. Дополнительным преимуществом концентрированных источников нагрева является уменьшение зоны термического влияния, повышение механических свойств металла шва и околошовной зоны, уменьшение уровня остаточных напряжений.
Известен способ сварки труб большого диаметра лазерной сваркой (см. патент RU 2523406 C1 МПК B23K 26/262, B23K 26/046, B23K 26/082, B23K 26/70, 20.07.2014), который позволяет сварить трубы с толщиной стенки до 20 мм.
Недостатком упомянутого технического решения является то, что в нем не обеспечивается необходимое формирование корневого шва и требуется дополнительная операция заполнения разделки с внутренней и внешней стороны дуговой сваркой.
Кроме того, при лазерной сварке предъявляются строгие требования к геометрии свариваемых кромок, а именно: направление на свариваемый стык проплавляющего лазерного луча должно быть с погрешностью не более 0,1 мм, поскольку при диаметре луча не более 0,4 мм он должен захватывать обе кромки на одинаковую ширину, иначе одна из кромок может не расплавиться, что недопустимо.
Еще одним недостатком применения лазерного луча в качестве источника нагрева при сварке является дороговизна оборудования и повышенные климатические требования, что является критичным в полевых условиях.
Известен способ плазменной сварки, в котором в процессе плазменной сварки между электродом и объектом для сварки с нагнетанием плазменного газа прикладывается напряжение для генерации плазмы, а сварка осуществляется с использованием плазмы в качестве источника тепла. В упомянутом способе осуществляется сварка корневого шва толщиной до 10 мм с использованием медных водоохлаждаемых формирующих пластин (см. патент ЕР 0689896, B23K 10/02; B23K 33/00, 03.01.1996).
Наиболее близким аналогом заявленных изобретений является способ формирования подводного трубопровода при его прокладке, заключающийся в том, что используют многослойные трубные секции с металлическими слоями, в которых металл одного слоя отличен от металла соседнего слоя, и выполненных с фасками на концах, при этом упомянутые трубные секции размещают на конце трубопровода, стыкуют их с концом трубопровода с образованием кольцевого соединения для сварки, выполняют по упомянутому соединению серию внешних сварочных проходов с обеспечением его полного провара, включающую внешний сварочный проход по корню свариваемого соединения с наплавкой сварочного металла в корень соединения с образованием корневого шва и внутренний сварочный проход по корневому шву посредством плазменной сварки с расплавлением корневого шва и изменением его формы, (см. патент RU 2588930 C2, B23K 9/028, B23K 101/10, F16L 13/02, 10.07.2016).
В упомянутом выше способе используют плазменную сварку как источник нагрева, позволяющий лучше сформировать валик изнутри трубы, переплавив металл, предварительно наплавленный снаружи традиционным дуговым способом. Также в упомянутом выше способе не применяется подача присадочной проволоки и сварка проникающей дугой, а также в нем не увеличивается производительность сварки по сравнению с традиционными методами.
Недостатком упомянутого выше способа является то, что он неприменим для сварки стыков магистральных трубопроводов, поскольку он не обеспечивает необходимое качество и высокую производительность сварки.
Задачей, на решение которой направлены заявленные изобретения, является обеспечение высокого качества сварных соединений, а также высокой производительности, снижения объема наплавленного металла (экономия сварочных материалов) и стабильности процесса сварки неповоротных стыков частей магистрального трубопровода.
Техническим результатом заявленных изобретений является повышение эффективности сварки за счет повышения производительности и качества сварки, уменьшения наплавленного металла (экономия сварочных материалов).
Технический результат обеспечивается тем, что в способе сварки неповоротных стыков частей магистрального трубопровода, выполненных из низкоуглеродистой низколегированной стали, осуществляют V-образную разделку кромок свариваемых стыков частей магистрального трубопровода с величиной притупления 6-8 мм осуществляют сборку частей магистрального трубопровода на внутреннем центраторе, снабженном оборудованием для автоматической плазменной сварки проникающей дугой, с образованием кольцевого трубного соединения, при этом упомянутую сборку осуществляют без зазора между притуплениями свариваемых стыков, затем производят сварку корневого слоя шва с внутренней стороны трубопровода автоматической плазменной сваркой проникающей дугой с одновременной подачей присадочной проволоки в хвостовую часть сварочной ванны, при этом плазменную сварку осуществляют в импульсном режиме, при котором происходит полное проплавление притупления свариваемых стыков магистрального трубопровода при первом сварочном импульсе с формированием технологического окна и обратного факела, причем величину силы сварочного тока первого сварочного импульса, расход плазмообразующего газа на первом импульсе и длительность первого импульса устанавливают меньше при меньшей толщине притупления и больше при большей толщине притупления и, кроме того, одновременно с выполнением корневого шва или после его выполнения осуществляют заполнение оставшейся части разделки стыков частей магистрального трубопровода путем выполнения сварочных проходов на наружной стороне кольцевого соединения с применением сварки плавлением.
Технический результат обеспечивается тем, что в способе сварки неповоротных стыков частей магистрального трубопровода, выполненных из низкоуглеродистой низколегированной стали осуществляют V- образную разделку кромок свариваемых частей с величиной притупления 4-6 мм, осуществляют сборку частей магистрального трубопровода на внутреннем центраторе с образованием кольцевого соединения, при этом упомянутую сборку осуществляют без зазора между притуплениями свариваемых частей магистрального трубопровода, после чего выполняют по наружной стороне упомянутого кольцевого соединения корневой шов автоматической плазменной сваркой проникающей дугой с одновременной подачей присадочной проволоки, при этом плазменную сварку осуществляют в импульсном режиме, при котором происходит полное проплавление притупления свариваемых стыков магистрального трубопровода при первом сварочном импульсе с формированием технологического окна и обратного факела, причем величину силы сварочного тока первого сварочного импульса, расход плазмообразующего газа на первом импульсе и длительность первого импульса устанавливают меньше при меньшей толщине притупления и больше при большей толщине притупления, затем осуществляют заполнение оставшейся части разделки путем выполнения сварочных проходов с применением сварки плавлением на наружной стороне кольцевого соединения.
При применении плазменной сварки обеспечивается значительное повышение производительности сварки частей магистрального трубопровода и высокое качество выполнения корневого слоя шва за счет значительного снижения необходимого объема наплавленного присадочного материала, а также единовременного и равномерного проплавления притупления кромки на величину 4-8 мм. Снижение необходимого объема наплавленного присадочного материала обеспечивает значительную экономию сварочных материалов.
Сущность предлагаемых изобретений поясняется чертежами.
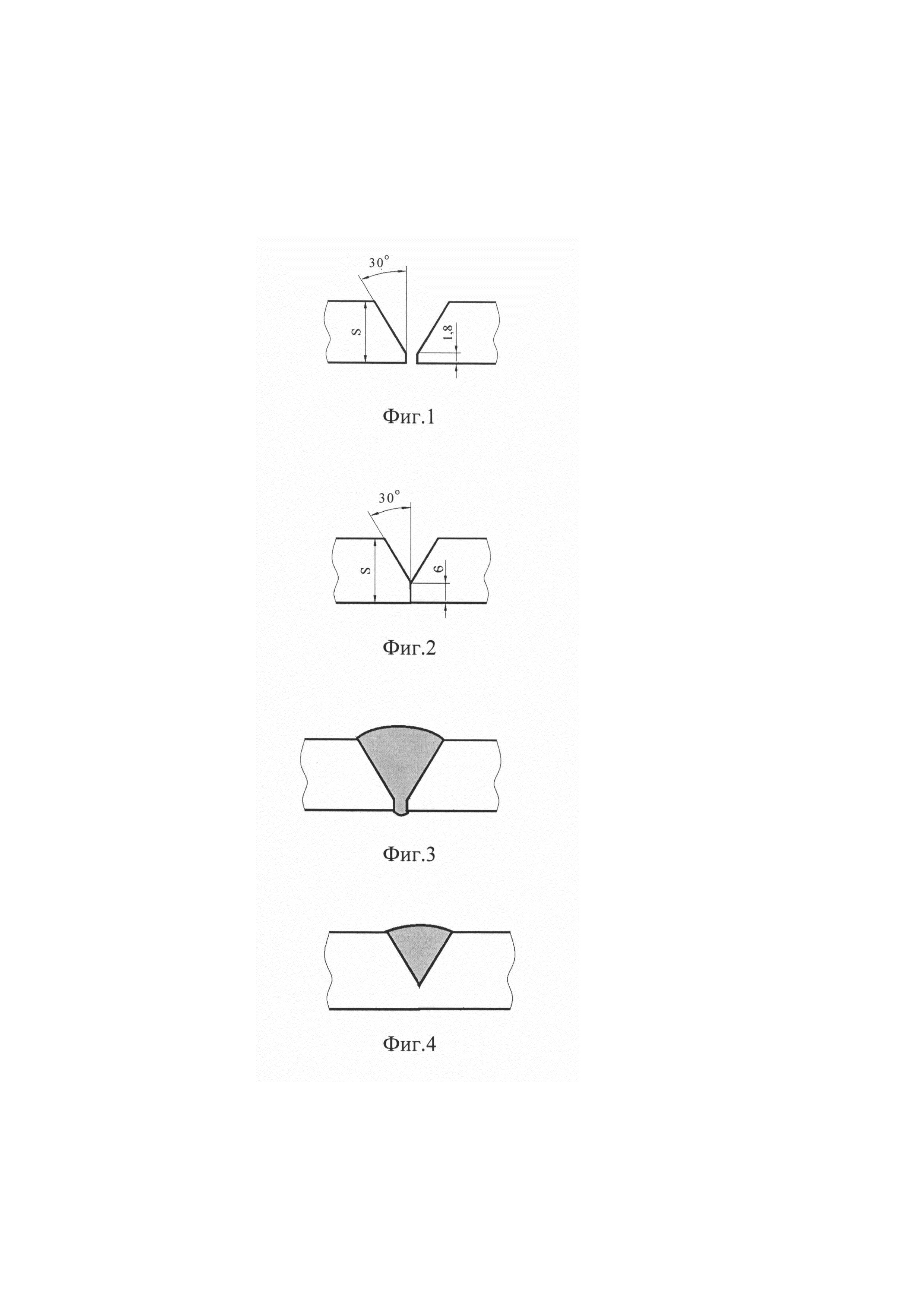
На фиг. 1 показана стандартная разделка кромок частей магистрального трубопровода под сварку.
На фиг. 2 показана предлагаемая разделка под сварку.
На фиг. 3 показан объем наплавленного металла при стандартной разделке.
На фиг. 4 показан объем наплавленного металла при предлагаемом способе сварки.
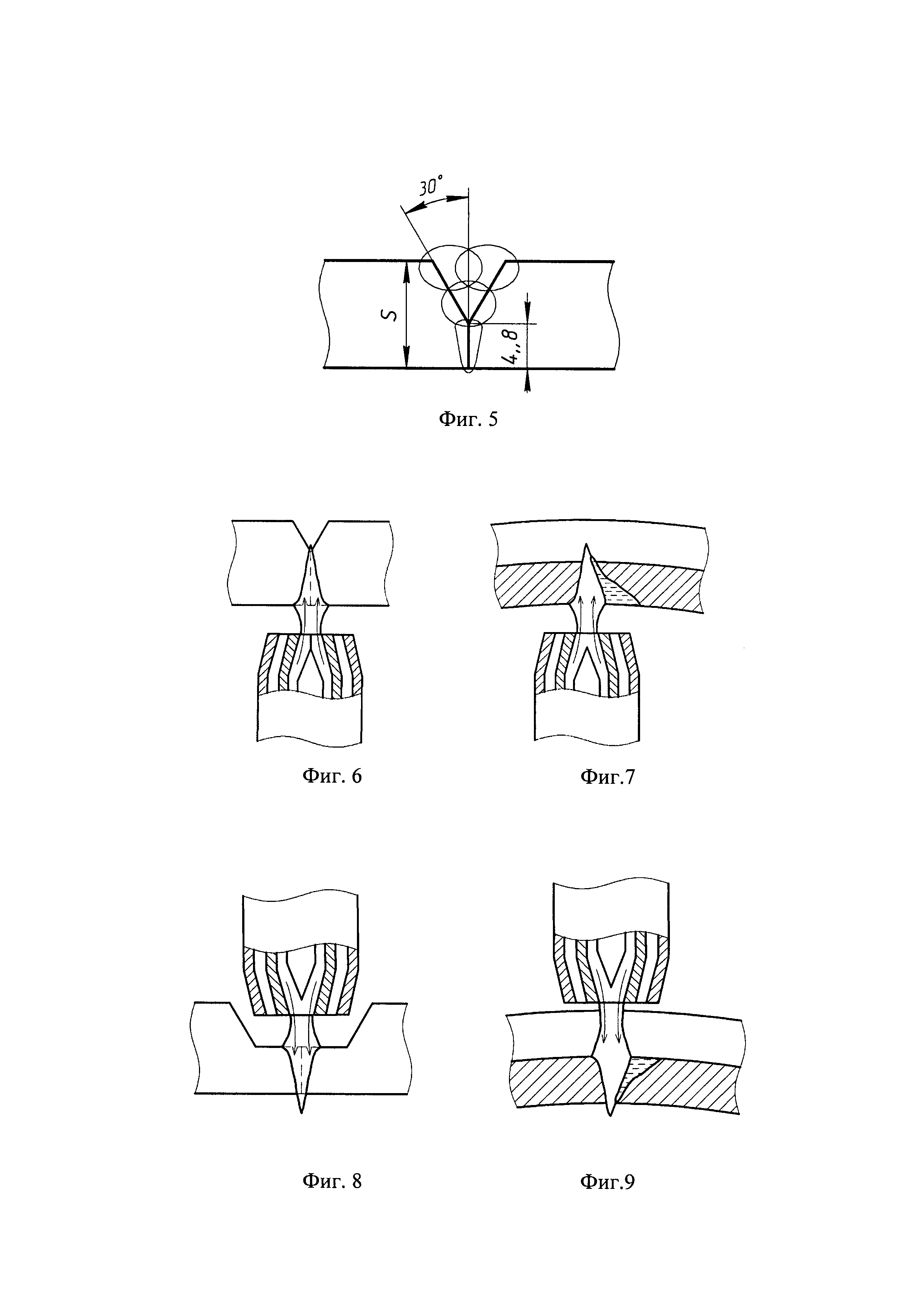
На фиг. 5 показан сварной шов, выполненный плазменной сваркой.
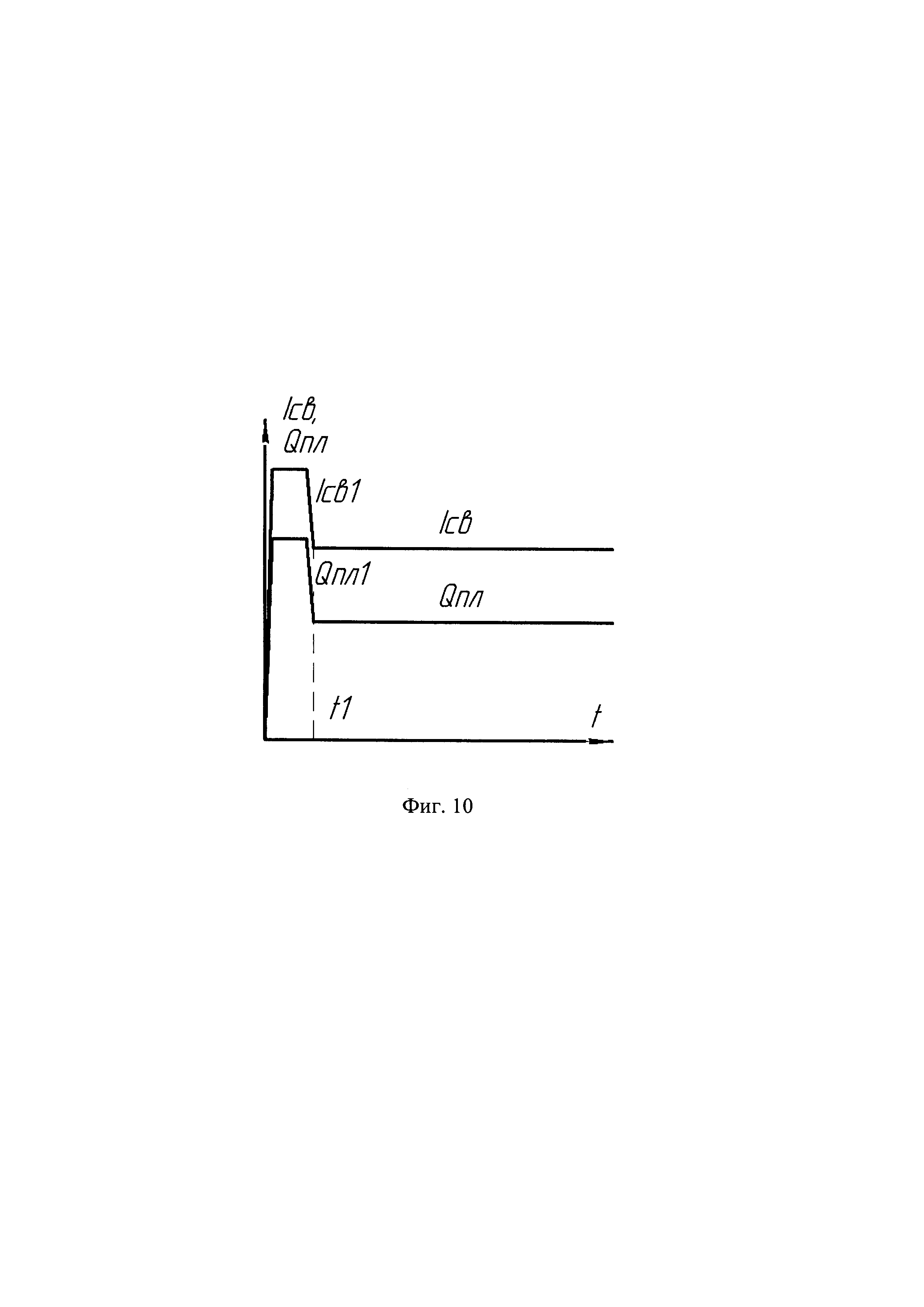
На фиг. 6, фиг. 7, фиг. 8, фиг. 9 показана принципиальная схема процесса сварки с проникающей дугой.
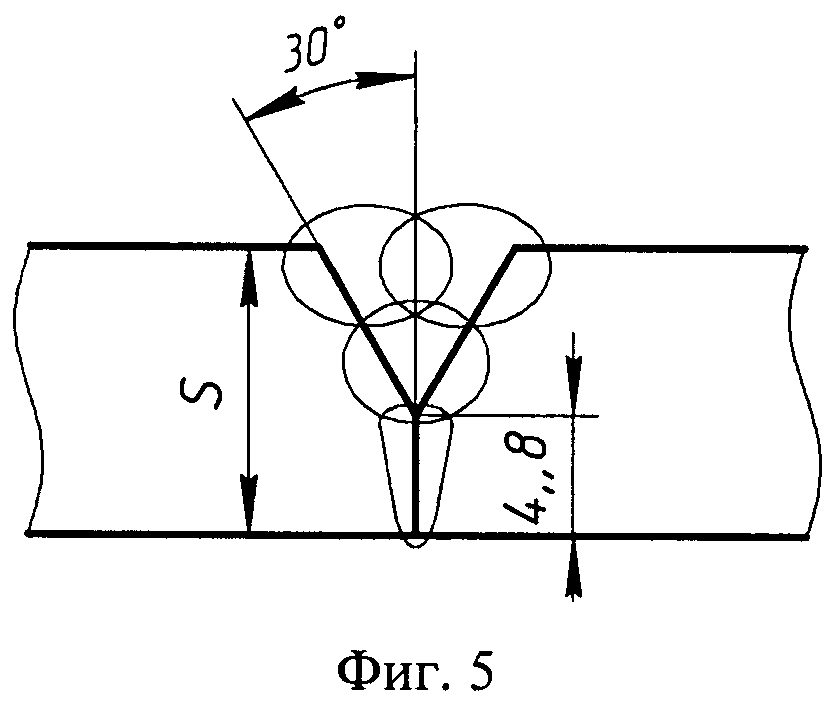
На фиг. 10 показана циклограмма, согласно которой осуществляется сварка проникающей дугой.
Магистральный трубопровод - это трубопровод диаметром до 1420 мм включительно с избыточным давлением среды свыше 1,18 МПа (12 кгс/см2) до 15 МПа (153 кгс/см2), предназначен для транспортирования углеводородов от места производства к месту потребления. Магистральный трубопровод изготавливают из сварных частей (труб) изготовленных из низкоуглеродистой низколегированной стали. На этапе сварки корневого слоя шва магистрального трубопровода к нему предъявляются наиболее строгие требования по геометрии и механическим свойствам.
Сварка неповоротных соединений магистрального трубопровода представляет собой сварку по замкнутому контуру во всех пространственных положениях, при которой свариваемые элементы неподвижны.
При этом при выполнении корневого слоя шва магистрального трубопровода для транспортировки углеводородов существует высокая вероятность получения дефектов при нарушении технологии сварки или некачественной сборке стыка частей магистрального трубопровода. Для снижения вероятности возникновения дефектов по причине нарушения технологии сварки при сварке корневого шва предлагается применять автоматическую сварку корневого шва двумя изложенными ниже способами сварки неповоротных стыков частей магистрального трубопровода.
Способ сварки неповоротных стыков частей магистрального трубопровода по первому варианту заявленного изобретения осуществляется следующим образом.
В первом варианте изобретения для сварки неповоротных стыков частей магистрального трубопровода, изготовленных из низкоуглеродистой низколегированной стали, применяют двустороннюю сварку с использованием следующего оборудования:
- установленный на центраторе сварочный блок для автоматической плазменной сварки, используемый при выполнении работ по сварке корневого слоя шва изнутри магистрального трубопровода;
- автоматическое оборудование для автоматической сварки плавлением, например, сварки в среде защитных газов, используемое при выполнении работ снаружи магистрального трубопровода.
Осуществляют V-образную разделку кромок свариваемых стыков частей магистрального трубопровода с величиной притупления до 6-8 мм (см. фиг. 2). Разделку кромок выполняют стандартными способами. Например, механическим способом. Суммарный угол раскрытия при V-образной разделке кромок составляет 60-70°.
Величина притупления выбрана исходя из достижения максимальной производительности сварки и минимальных затрат на сварочные материалы при технологическом пределе процесса плазменной сварки в различных пространственных положениях. При проведении расчетов и экспериментов было установлено, что при проведении двусторонней автоматической плазменной сварки неповоротных частей магистрального трубопровода величина притупления 6-8 мм является оптимальной, т.к. выполнение притупления меньше 6 мм нецелесообразно с точки зрения достижения максимальной производительности, а выполнение притупления более 8 мм может привести к непровару свариваемого стыка частей магистрального трубопровода.
Осуществляют сборку частей магистрального трубопровода на внутреннем центраторе, снабженном оборудованием для автоматической плазменной сварки проникающей дугой с образованием кольцевого трубного соединения. С помощью центратора совмещают стыки частей магистрального трубопровода большого диаметра, выполненного из низкоуглеродистой низколегированной стали. Центратор позволяет отцентрировать части магистрального трубопровода по внутреннему диаметру. При этом сборку частей трубопровода осуществляют без зазора (с нулевым зазором) между притуплениями.
Производят сварку корневого шва с внутренней стороны магистрального трубопровода автоматической плазменной сваркой проникающей дугой с одновременной подачей присадочной проволоки. Подача присадочной проволоки осуществляется строго в хвостовую часть сварочной ванны, образованной плазменной дугой. Также плазменная сварка проникающей дугой может осуществляться и без подачи присадочной проволоки.
Плазменная сварка проникающей дугой осуществляется согласно циклограмме, приведенной на фиг. 10. Циклограмма представляет собой совмещенные во времени графики изменения основных параметров режима сварки. На циклограмме показано изменение сварочного тока (Iсв) и расход плазмообразующего газа (Qmпл) в течение цикла сварочного процесса t
Плазменную сварку осуществляют в импульсном режиме. Первый импульс тока необходим для формирования технологического окна, через которое будет проникать плазменная дуга, и формировать сварное соединение. При первом сварочном импульсе (Iсв1, Qпл1 и t1 на циклограмме) происходит полное проплавление притупления свариваемых стыков магистрального трубопровода с формированием технологического окна, а также с формированием обратного факела.
В зависимости от толщины притупления первый импульс имеет различные технологические параметры режима. Величину силы сварочного тока первого сварочного импульса, расход плазмообразующего газа на первом импульсе и длительность первого импульса устанавливают меньше при меньшей толщине притупления и больше при большей толщине притупления.
Например, для притупления 4 мм:
Iсв1=100 А (сварочный ток первого импульса);
Qпл1=1,5 л/мин. (расход плазмообразующего газа на первом импульсе);
t1=3 с (длительность первого импульса).
Тогда как для притупления 6 мм:
Iсв1=140 А (сварочный ток первого импульса);
Qпл1=1,7 л/мин. (расход плазмообразующего газа на первом импульсе);
t1=5 с (длительность первого импульса).
Принцип плазменной сварки проникающей дугой основан на формировании сжатой дуги (плазменной струи), проплавляющей притупление свариваемых стыков частей магистрального трубопровода с формированием обратного факела и с формированием технологического окна. Питает дугу, образующую плазму, источник сварочного тока. Формирование шва при плазменной сварке происходит в основном за счет основного металла трубопровода, потери, связанные с выдуванием части металла, компенсируются подачей присадочного материала. При выполнении двусторонней сварки частей магистрального трубопровода сварочный блок для автоматической плазменной сварки механически соединен с центратором.
Корневой слой шва можно сформировать как заподлицо с внутренней стенкой трубопровода, так и с необходимым внутренним усилением. Расход присадочного материала в этом случае значительно меньше, чем при формировании корневого слоя шва плавящимся электродом.
Одновременно с выполнением корневого шва или после его выполнения осуществляют заполнение оставшейся части разделки путем выполнения сварочных проходов на наружной стороне кольцевого соединения с применением сварки плавлением. Для этого возможно применение любой разновидности высокопроизводительной автоматической сварки плавлением. Например, может применяться автоматическая сварка в среде защитных газов порошковой проволокой или автоматическая сварка в среде защитных газов проволокой сплошного сечения с использованием комплексов автоматической сварки или без использования их.
Способ сварки неповоротных стыков частей магистрального трубопровода по второму варианту заявленного изобретения осуществляется следующим образом.
Во втором варианте изобретения для сварки неповоротных стыков частей магистрального трубопровода, изготовленных из низкоуглеродистой низколегированной стали, применяют одностороннюю сварку с использованием следующего оборудования:
- сварочный блок для автоматической плазменной сварки, используемый при выполнении работ по сварке корневого шва снаружи магистрального трубопровода;
- автоматическое оборудование для автоматической сварки плавлением, например, сварки в среде защитных газов, используемое при выполнении работ снаружи трубопровода, а именно: при заполнении оставшейся части разделки стыков частей магистрального трубопровода.
Осуществляют V- образную разделку кромок свариваемых частей с величиной притупления до 4-6 мм. Суммарный угол раскрытия при V-образной разделке кромок составляет 60-70°.
Данная величина притупления выбрана исходя из достижения максимальной производительности сварки и минимальных затрат на сварочные материалы при технологическом пределе процесса плазменной сварки в различных пространственных положениях с учетом общей толщины кромки трубы. При проведении расчетов и экспериментов было установлено, что при проведении односторонней автоматической плазменной сварки неповоротных частей магистрального трубопровода величина притупления 4-6 мм является оптимальной, т.к. выполнение притупления меньше 4 мм нецелесообразно с точки зрения достижения максимальной производительности, а выполнение притупления более 6 мм, может привести к непровару свариваемого стыка частей магистрального трубопровода.
Осуществляют сборку частей магистрального трубопровода на внутреннем центраторе с образованием кольцевого трубного соединения.
Сборку осуществляют без зазора между притуплениями частей магистрального трубопровода.
Выполняют по наружной стороне упомянутого кольцевого соединения корневой шов автоматической плазменной сваркой проникающей дугой с одновременной подачей присадочной проволоки. Подача присадочной проволоки осуществляется строго в хвостовую часть сварочной ванны, образованной плазменной дугой. В некоторых случаях плазменная сварка проникающей дугой может осуществляться и без подачи присадочной проволоки.
Плазменная сварка проникающей дугой осуществляется согласно циклограмме, приведенной на фиг. 10. Плазменную сварку осуществляют в импульсном режиме. Первый импульс тока необходим для формирования технологического окна, через которое будет проникать плазменная дуга, и формировать сварное соединение. При первом сварочном импульсе происходит полное проплавление притупления свариваемых стыков магистрального трубопровода с формированием технологического окна, а также с формированием обратного факела. При выполнении односторонней сварки частей магистрального трубопровода сварочный блок для автоматической плазменной сварки может быть как механически соединен с центратором, так и быть абсолютно автономным.
В зависимости от толщины притупления первый импульс имеет различные технологические параметры режима. Величину силы сварочного тока первого сварочного импульса, расход плазмообразующего газа на первом импульсе и длительность первого импульса устанавливают меньше при меньшей толщине притупления и больше при большей толщине притупления.
Автоматическая плазменная сварка проникающей дугой с одновременной подачей присадочной проволоки высокопрочного сплава обеспечивает высокое качество корневого слоя шва магистрального трубопровода.
Осуществляют заполнение оставшейся части разделки путем выполнения сварочных проходов с применением сварки плавлением на наружной стороне кольцевого соединения. Возможно применение любой разновидности высокопроизводительной автоматической сварки плавлением. Например, может применяться автоматическая сварка в среде защитных газов порошковой проволокой или автоматическая сварка в среде защитных газов проволокой сплошного сечения с использованием комплексов автоматической сварки или без использования их.
В обоих вариантах заявленного изобретения применение плазменной сварки возможно на существующем сварочном оборудовании для автоматизации сварки неповоротных стыков трубопровода, а также не требует применения количества электроэнергии большего, чем применяемое в настоящее время.
Заявленные изобретения позволяют упростить технологию сварки, поскольку при формировании корневого шва исключается влияние режимов сварки на формирование корневого шва в различных пространственных положениях.
Способ аддитивного изготовления трехмерной детали
Способ электродуговой сварки неповоротных кольцевых швов трубопроводов
Способ получения пористого керамического биоматериала на основе диоксида циркония
Способ ультразвукового контроля изделий из полимерных композиционных материалов
Шихта для гибридного композиционного материала и способ его получения
Электромагнитно-акустический преобразователь
Эндопротез межпозвонкового диска
Автоматизированная установка ультразвукового контроля
Способ изготовления коррозионно-стойкой трубы (варианты)
Муфта для ремонта трубопровода и способ ее установки на дефектный участок
Установка и способ автоматической сборки и сварки алюминиевых панелей с ребрами

