Результат интеллектуальной деятельности: БАРАБАН, СИСТЕМА И СПОСОБ ДЛЯ РАБОТЫ С ДЛИННЫМИ КАТАНЫМИ ИЗДЕЛИЯМИ, ПОСТУПАЮЩИМИ С РАЗНЫХ УЧАСТКОВ ПРОКАТНОГО СТАНА
Вид РИД
Изобретение
Изобретение относится к барабану и способу для работы с катаными длинными изделиями, поступающими с разных участков прокатного стана. Изобретение также относится к системе, включающей такой барабан.
Изобретение может быть использовано, в частности, но не исключительно, в агрегатах горячей прокатки для производства длинных изделий черной металлургии, например, стержней, прутков или тому подобного.
Чтобы получить готовые длинные металлические изделия, например, стержень, пруток или тому подобное, агрегат по изготовлению длинных металлических изделий содержит, среди прочих устройств, множество клетей прокатного стана, установленных вдоль прокатной линии для непрерывной прокатки заготовок, принятых из печи или другого подобного источника.
После последней клети прокатки изделие обычно нарезается на стержневые сегменты, которые затем охлаждаются до температуры окружающей среды, например, на охлаждающей платформе.
Длинное изделие может быть выгружено на охлаждающую платформу при помощи устройства, называемого барабаном.
Агрегат по производству длинных изделий может быть спроектирован с возможностью одновременной обработки множества отрезков. Отрезки получают путем разрезания или разделения изделия, пока оно еще горячее, в заданном месте агрегата после заданного числа проходов прокатки. Разделение осуществляют, чтобы увеличить производительность агрегата без увеличения скорости прокатки последних клетей. После этой операции разделения длинное металлическое изделие разделено на разные отрезки, которые затем необходимо обрабатывать.
В документе ЕР 1877203 В1, чтобы иметь возможность обрабатывать сегменты длинных изделий, поступающие с разных производственных участков, предусмотрено, по меньшей мере, по два барабана на участок. Каждый барабан поочередно принимает один сегмент длинного изделия, которое было предварительно разрезано. Это означает, что на один отрезок изделия выделено два барабана. Кроме того, необходимы средства переключения для направления сегментов длинного изделия на подходящий барабан. Упомянутые выше элементы в значительной степени усложняют оборудование, увеличивают число его компонентов и требуют большого объема работ по обслуживанию.
В документе WO 02 070156 А1 описано устройство для приема и выгрузки стержней, поступающих с прокатного стана. В этом документе для работы со стержнями, поступающими с одного участка, используется две пары барабанов. Это, опять же, означает, что на один участок выделено две пары барабанов, что предполагает, что на один отрезок изделия требуется четыре барабана.
Главной задачей изобретения является упрощение работы со стержнями, поступающими с разных участков прокатного стана, перед их загрузкой в охлаждающее устройство.
Дополнительной задачей настоящего изобретения является уменьшение числа барабанов, систем привода и переключателей, необходимых для работы с сегментами стержней, поступающих с множества участков.
Другой задачей настоящего изобретения является увеличение производительности прокатного агрегата и получение более компактного агрегата.
Сущность изобретения
Упомянутые выше проблемы решаются при помощи барабана, предназначенного для приема, транспортировки и выгрузки длинных металлических изделий, например, стержней, прутков или тому подобного, в предпочтительном случае поступающих со стана горячей прокатки, отличающегося тем, что он содержит, по меньшей мере, одну пару периферийных каналов, проходящих параллельно оси барабана, причем упомянутая, по меньшей мере, одна пара каналов создана для одновременного приема двух длинных изделий, соответственно, одно длинное изделие в один канал из пары.
Согласно другим возможным признакам изобретения, взятым по отдельности или в комбинации:
- барабан содержит множество пар каналов, причем каждая пара каналов расположена на расстоянии от соседних пар каналов;
- каждая пара каналов расположена на угловом расстоянии от соседних пар каналов, которое больше или равно 12 градусам и предпочтительно находится между 12° и 45°;
- барабан содержит множество пар каналов, причем каждая пара каналов отделена от соседних каналов областью, свободной от каналов;
- упомянутая область, свободная от каналов, имеет угловую ширину α, находящуюся между 12 и 18 градусами;
- барабан (Прим.перев.1) содержит множество пар каналов, причем каждый канал из каждой пары каналов имеет первый размер, и барабан дополнительно содержит между парами каналов канал, имеющий второй размер, отличающийся от первого размера;
- угловая ширина и глубина каждого канала, имеющего второй размер, соответственно, больше угловой ширины и глубины каждого канала, имеющего первый размер;
- каждый канал проходит вдоль продольной оси, параллельной оси барабана, причем угловое расстояние между двумя осями пары каналов больше или равно 30° и предпочтительно находится между 30° и 45°;
- угловое расстояние между двумя каналами пары зависит от линейного расстояния между двумя длинными изделиями, для приема которых предназначена эта пара каналов,
причем угол В между двумя каналами пары находится между 14° и 24° и предпочтительно между 16° и 20°.
Изобретение также относится к системе для работы с множеством длинных изделий, в предпочтительном случае поступающих с множества участков стана горячей прокатки, отличающейся тем, что она содержит:
- по меньшей мере, один барабан, который определен выше;
- по меньшей мере, одну крышку, предназначенную для совместной работы с каждым каналом барабана с созданием камеры для мгновенного заключения в нее каждого длинного изделия;
- по меньшей мере, одну направляющую, имеющую, по меньшей мере, две входных секции, ведущих в общую выходную секцию, причем входные секции предназначены для приема, по меньшей мере, двух длинных изделий, поступающих с двух разных участков прокатного стана, и направления их к выходной секции, и выходная секция расположена напротив входов каналов барабана и предназначена для установки упомянутых, по меньшей мере, двух длинных изделий параллельно перед их вводом в каналы барабана; и
- средства торможения для торможения упомянутых двух параллельных длинных изделий, поступающих с направляющей.
Изобретение также относится к способу работы с, по меньшей мере, двумя длинными изделиями, в предпочтительном случае поступающими с двух разных участков прокатного стана, отличающемуся тем, что он содержит следующие этапы:
- вводят упомянутые, по меньшей мере, два длинных изделия в разные каналы одного и того же барабана одновременно; и
- затем выгружают упомянутые, по меньшей мере, два длинных изделия в одно и то же углубление охлаждающей платформы.
Предпочтительно перед первым этапом способ содержит следующие этапы:
- направляют упомянутые, по меньшей мере, два длинных изделия таким образом, чтобы установить их параллельно; и
- тормозят упомянутые, по меньшей мере, два длинных изделия.
Предпочтительно используется барабан, который определен выше.
Изобретением предлагается барабан, выполненный с возможностью работы одновременно с, по меньшей мере, двумя стержнями простым образом, и вследствие этого снижается до минимума число барабанов, необходимых для работы с множеством участков прокатного агрегата.
Барабан, соответствующий изобретению, особенно выгоден в случае, когда имеется множество отрезков, поступающих с прокатного стана, но также может быть использован, когда изготавливается только один отрезок.
Краткое описание чертежей
Принципы настоящего изобретения могут быть легче поняты при рассмотрении последующего подробного описания, не накладывающего ограничений, совместно с сопровождающими чертежами, из которых:
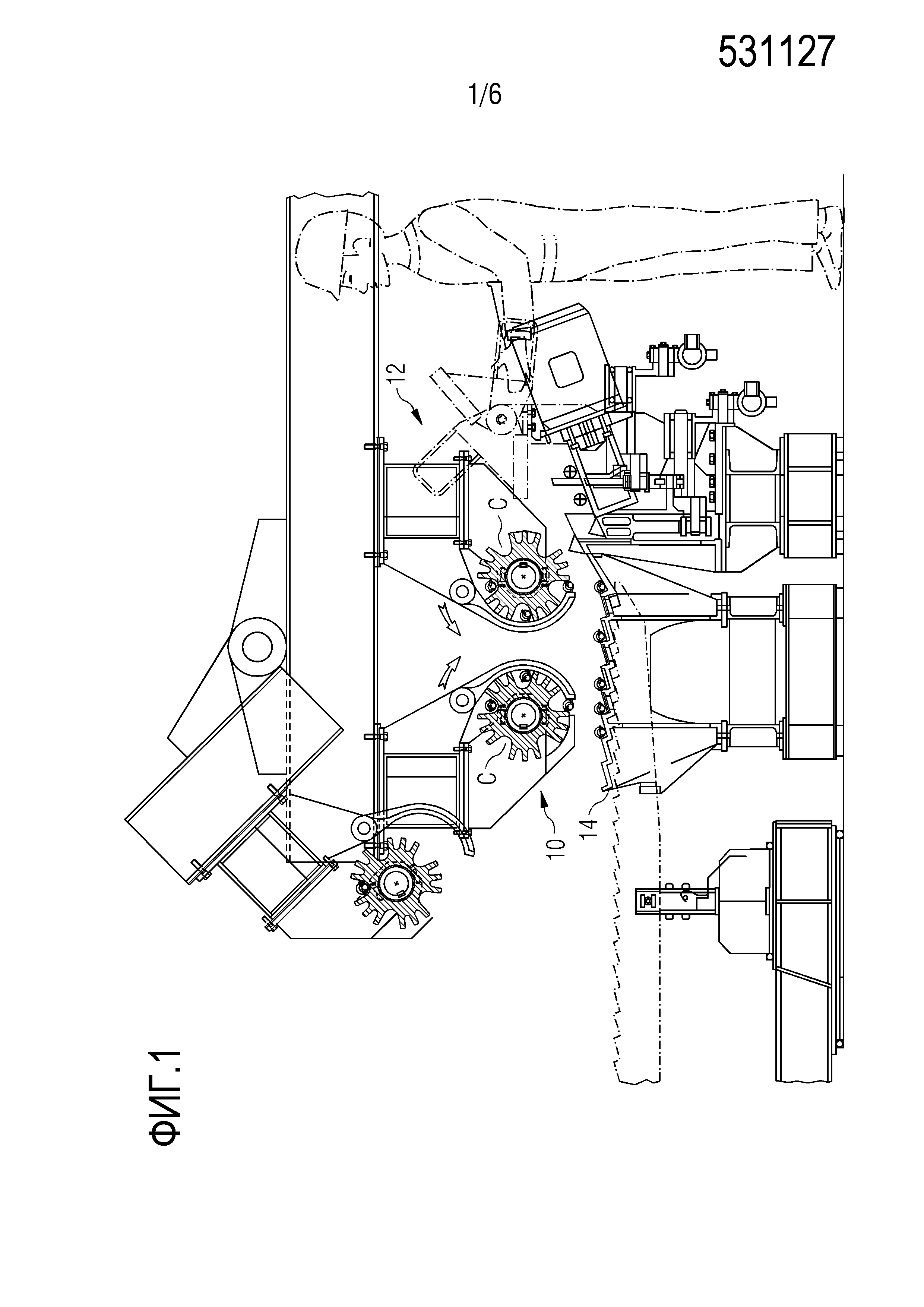
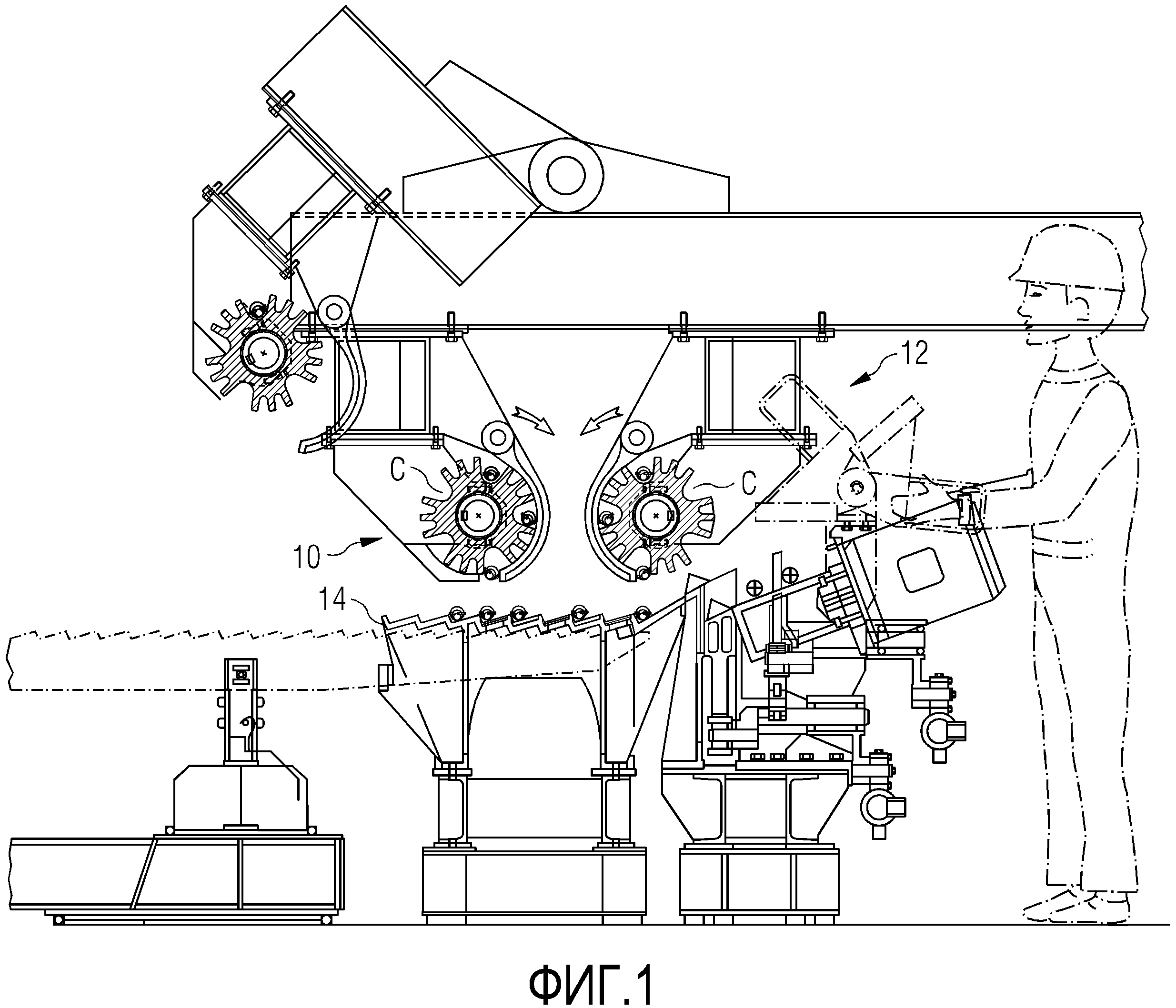
на Фиг.1 приведено поперечное сечение барабанов, соответствующих настоящему изобретению, которые расположены над охлаждающей платформой, причем в барабаны загружены длинные изделия, имеющие первый диаметр;
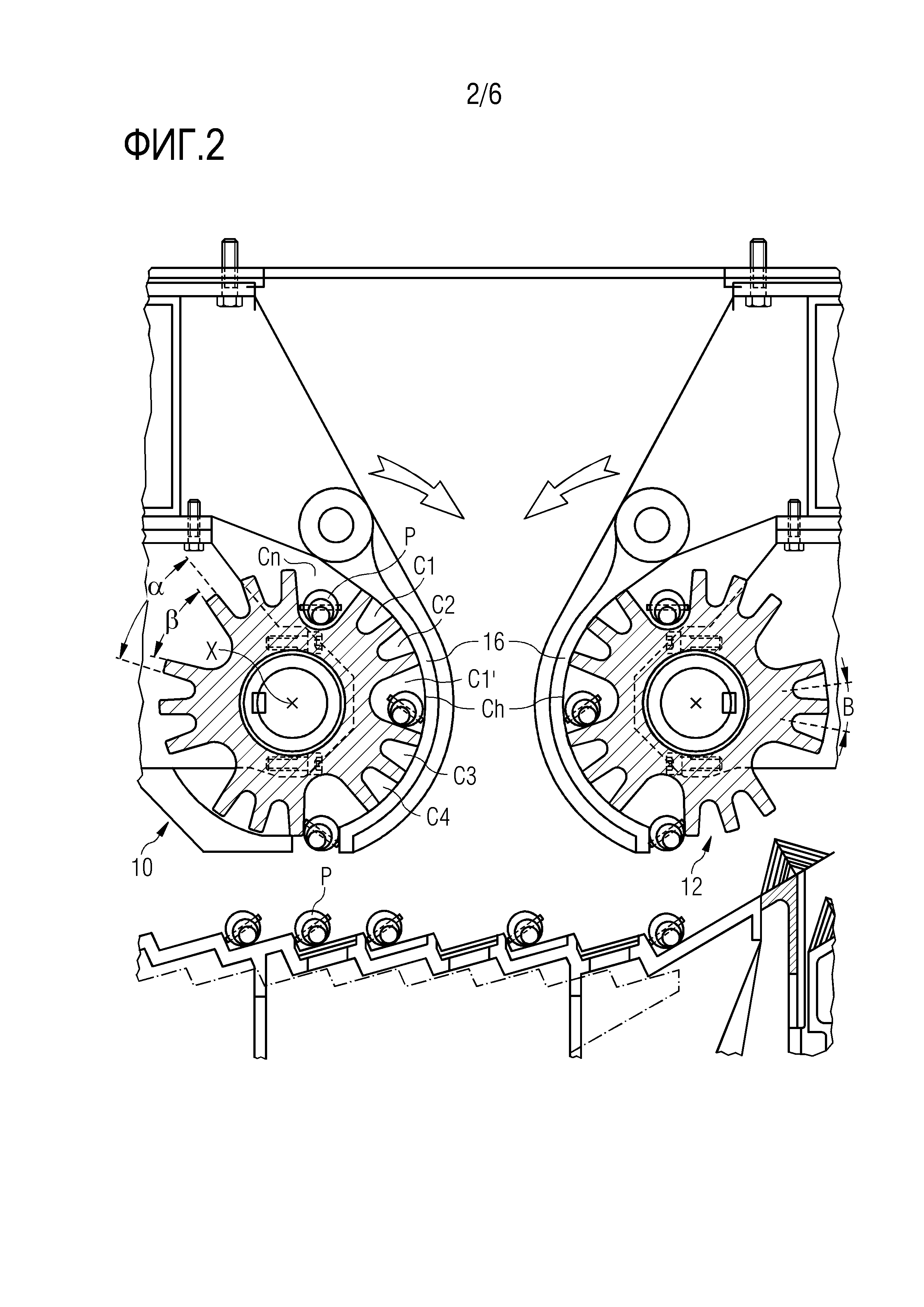
на Фиг.2 приведена часть показанного на Фиг.1 в увеличенном масштабе;
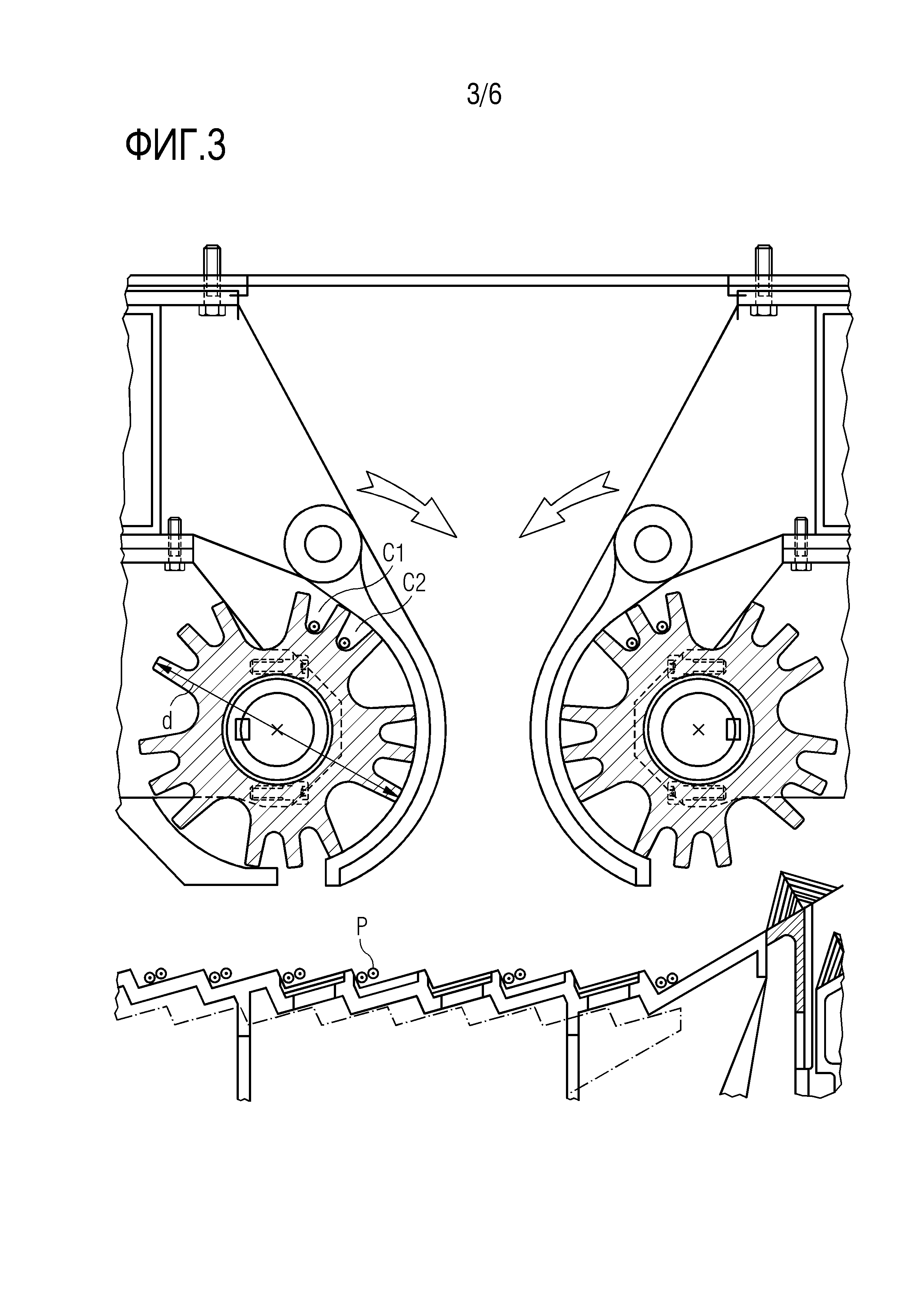
на Фиг.3 приведен вид, аналогичный Фиг.2, где в барабаны загружены длинные изделия, имеющие второй диаметр;
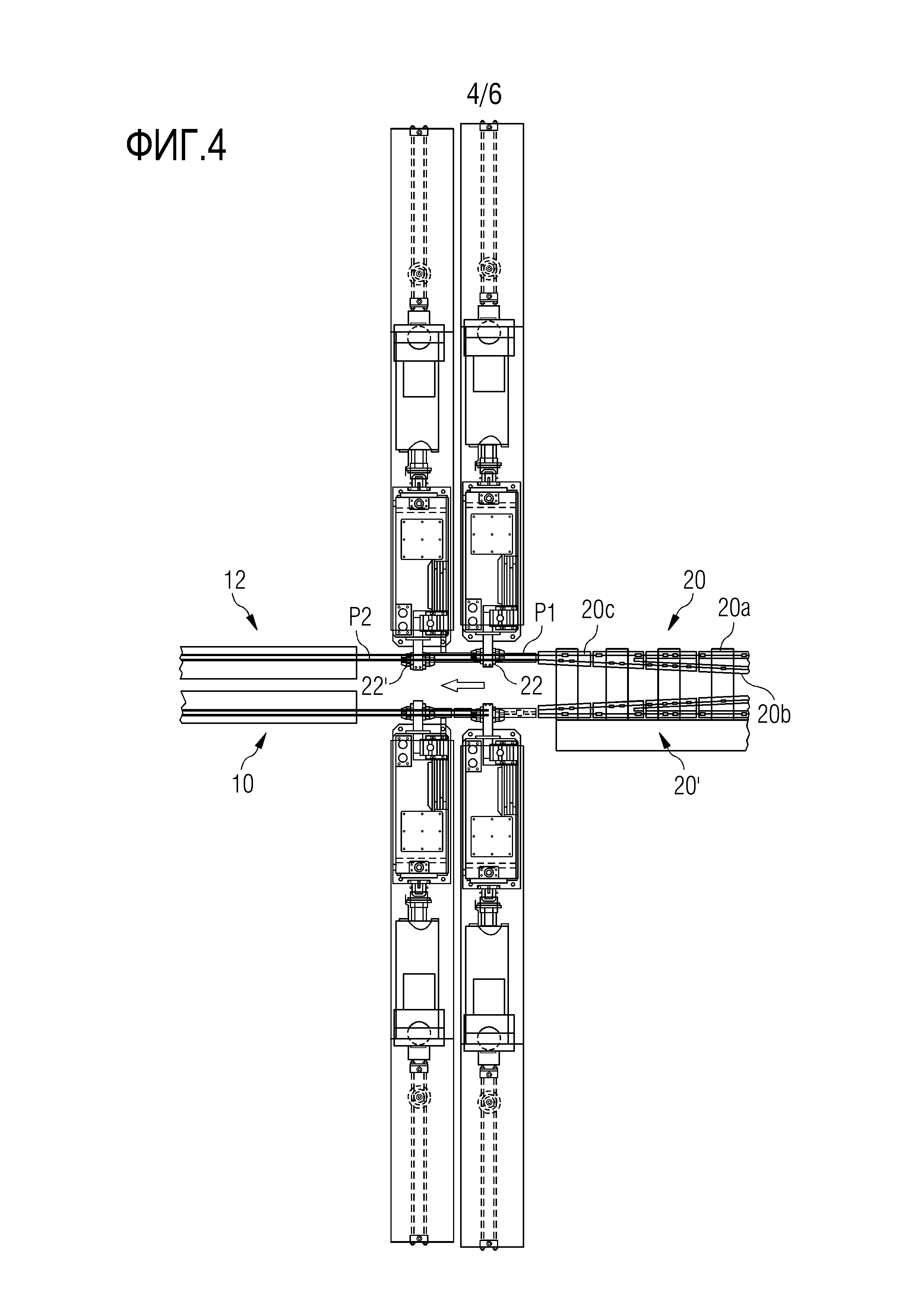
на Фиг.4 приведен схематичный вид первого варианта системы для работы с множеством отрезков длинных изделий, поступающих с прокатного стана;
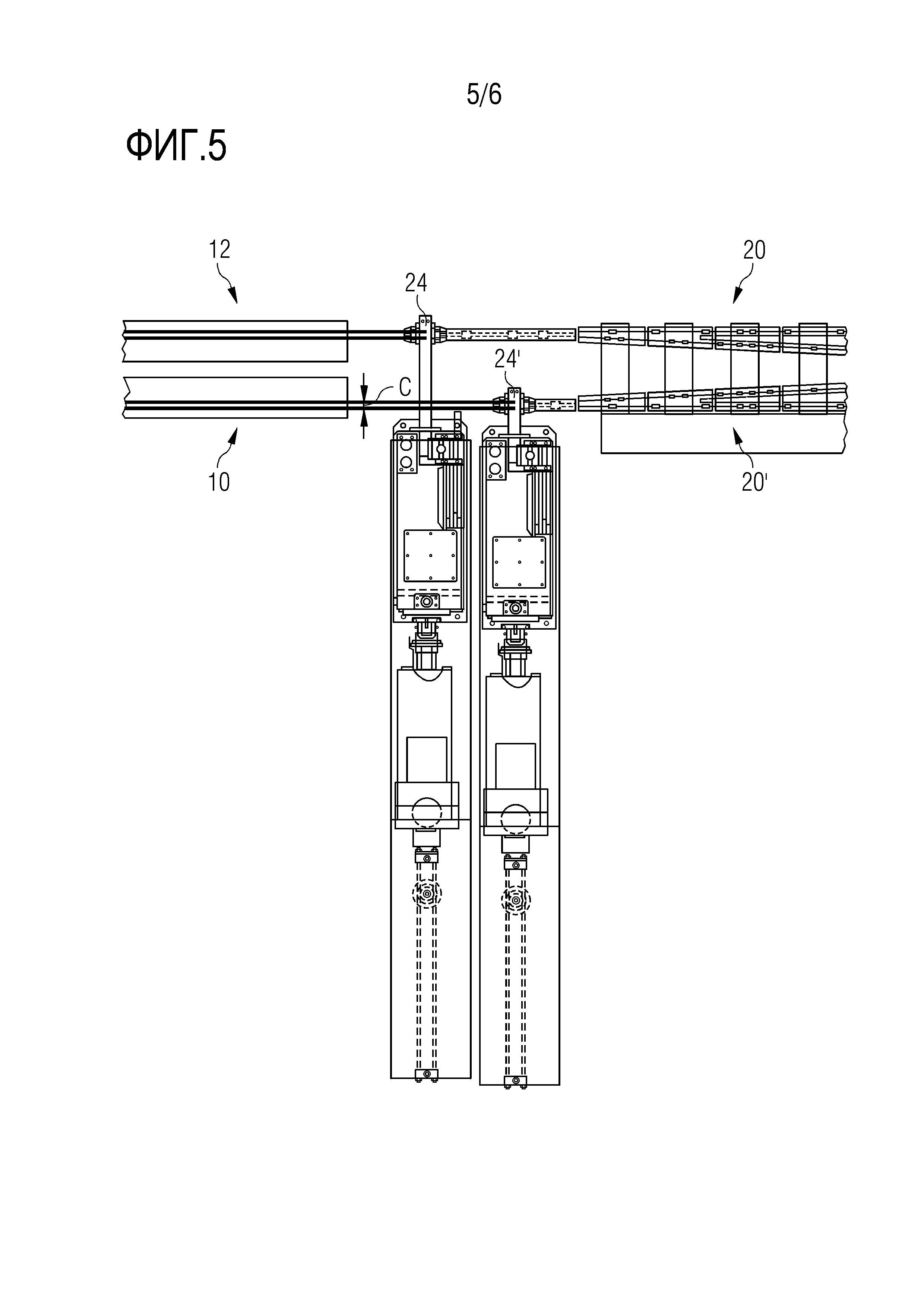
на Фиг.5 приведен схематичный вид второго варианта системы для работы с множеством отрезков длинных изделий, поступающих с прокатного стана; и
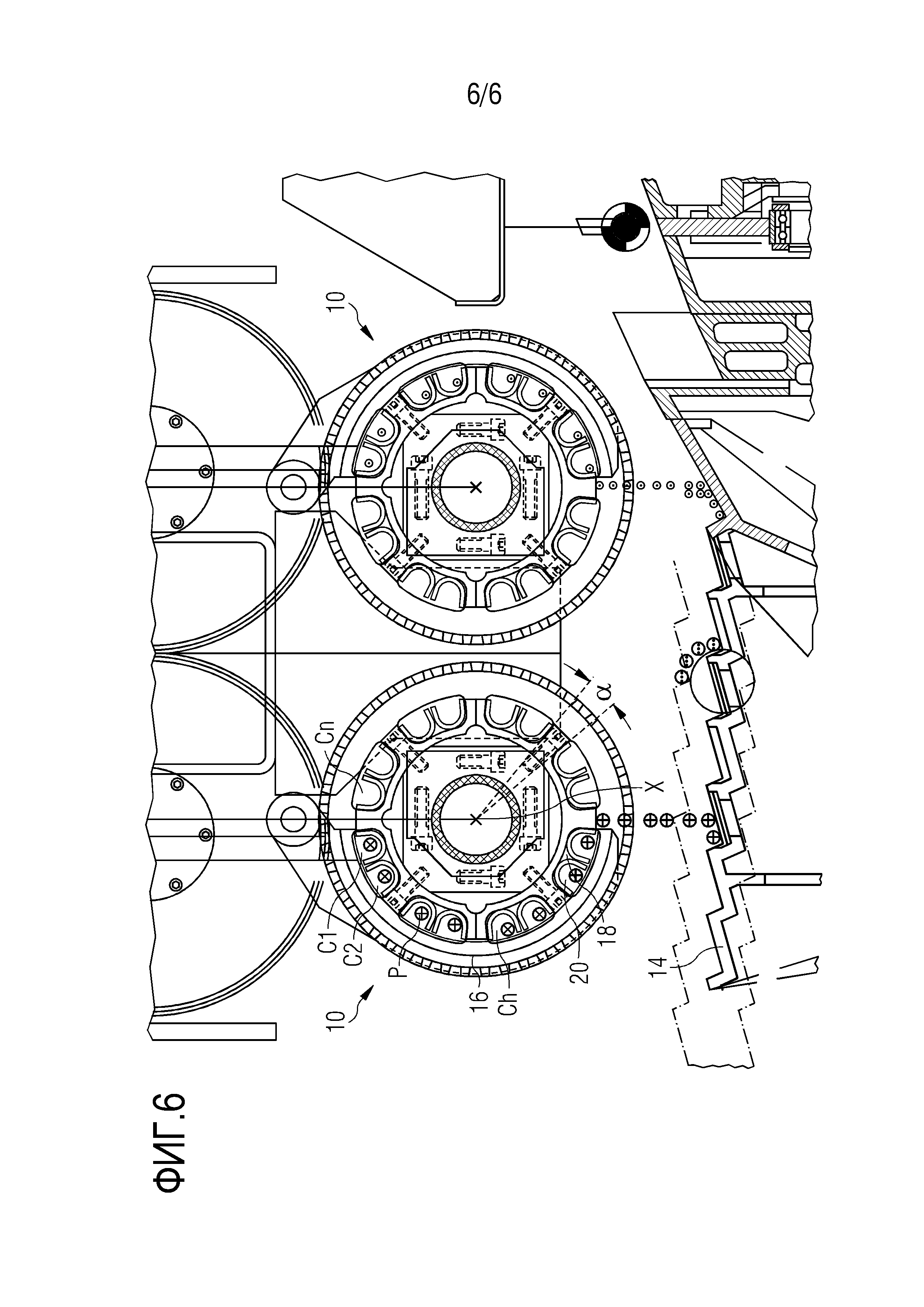
на Фиг.6 приведено поперечное сечение второго варианта барабанов, соответствующих настоящему изобретению.
Чтобы облегчить понимание, для обозначения идентичных элементов, которые являются общими для всех чертежей, там, где это возможно, используются идентичные ссылочные номера.
Кроме того, так как на одном и том же чертеже барабаны по большей части идентичны, для ясности все ссылочные номера для одного барабана не воспроизводятся дважды.
Подробное описание
На Фиг.1 и 2 в общем показана пара барабанов 10 и 12, расположенных над охлаждающей платформой 14. Каждый барабан 10 или 12 имеет цилиндрическую форму и приводится в действие таким образом, чтобы он вращался в пошаговом режиме вокруг своей оси Х. Каждый барабан 10, 12 имеет множество каналов С1–Cn. Каждый канал С1–Cn проходит вдоль и параллельно оси соответствующего ему барабана 10 или 12 и по периферии этого барабана.
Как можно лучше видеть на Фиг.2, 3 и 6, каждый канал С1–Cn предназначен для циклического приема одного длинного изделия Р, поступающего с прокатного стана, за один раз.
Каждый барабан также работает совместно с крышкой 16, проходящей вокруг части барабана 10 или 12 и снаружи него. Если говорить точнее, крышка 16 установлена таким образом, чтобы мгновенно закрывать каждый канал С1–Cn и создавать с каждым закрытым каналом С1–Cn камеру Ch, в которую заключено каждое длинное металлическое изделие Р перед выгрузкой на охлаждающую платформу 14. Каждая крышка 16 проходит на величину заданного углового сегмента с вершиной в центре Х барабана 10 или 12 (Прим.перев.2).
Согласно изобретению, чтобы иметь возможность работы с длинными изделиями, поступающими с разных участков, которые получены, например, благодаря процессу разделения, каждый барабан 10 или 12 содержит, по меньшей мере, два канала С1–С2, образующих пару каналов. Каналы пары расположены достаточно близко друг к другу, таким образом, что каналы пары могут принимать одновременно по одному длинному изделию за один раз. Другими словами, пара каналов принимает одновременно два длинных изделия. И еще раз другими словами, пара каналов создана таким образом, чтобы принимать одновременно два длинных изделия, а именно, одно длинное изделие в один канал из пары.
Угол В (см. барабан 12 на Фиг.2) между двумя каналами пары, который может быть определен как угол между осями каналов пары с вершиной на оси Х барабана, зависит от линейного расстояния С (см. Фиг.5) между двумя длинными изделиями перед их входом в каждую пару каналов. Этот угол может находиться, например, между 14° и 24° и предпочтительно между 16° и 20°. В одном из вариантов В равен 18°.
Как можно видеть на Фиг.2, 3 и 6, каждый барабан 10 или 12 содержит множество пар каналов, как определено выше. Каждая пара каналов расположена на угловом расстоянии от соседней пары каналов, равном заранее определенному углу α (с вершиной в центре Х барабана 10 или 12). Этот угол может быть, например, больше или равен 30°. В варианте, показанном на Фиг.2, α в предпочтительном случае может находиться между 30° и 45°. В одном из вариантов α равен 42°. Разумеется, этот угол зависит от диаметра наибольшего изделия, с которым необходимо работать, и от максимальной скорости вращения барабана.
В варианте, показанном на Фиг.6, каждая пара каналов находится на угловом расстоянии от соседних с ней каналов, равном величине области, свободной от каналов. Эта область имеет угол α' (с вершиной в центре Х барабана 10 или 12), который, например, может быть больше или равен 12° и в предпочтительном случае находиться между 12° и 18°. В одном из вариантов α' равен 15°. Если говорить точнее, каждый барабан имеет множество продольных выемок 18. Каждая выемка содержит пару U-образных половинок трубы, каждая из которых представляет собой канал, предназначенный для приема длинного изделия.
Расположение двух каналов (например, С1 и С2) в паре близко друг к другу также позволяет выгружать два длинных изделия в одно и то же углубление охлаждающей платформы 14, как можно видеть на Фиг.3 и 6.
Каналы пары имеют, в общем, одно и то же или достаточно похожее поперечное сечение.
В варианте, показанном на Фиг.2 – Фиг.4, каждый барабан содержит между парами каналов, например, между С1–С2 и С3–С4, канал С1', имеющий в поперечном сечении барабана форму, отличающуюся от формы каналов, например, С1–С4, в паре. Другими словами, в этом варианте каждый барабан имеет два разных типа каналов с двумя разными размерами.
Каналы первого размера, называемые небольшими каналами (например, С1–С4), предназначены для приема длинных изделий, например, с диаметром до 16 мм, а каналы второго размера, называемые большими каналами (например, С1'), предназначены для приема длинных изделий, например, с диаметром больше 16 мм и, например, до 42 мм. Угловая ширина β и глубина d каждого большого канала, соответственно, больше, чем угловая ширина и глубина каждого небольшого канала.
В дополнение к тому факту, что барабан, соответствующий изобретению, может работать с множеством отрезков одновременно, разные размеры каналов также позволяют расширить диапазон длинных изделий, с которыми можно работать при помощи барабана, соответствующего изобретению, по сравнению с известным барабаном. Другими словами, благодаря этому варианту, один и тот же барабан может работать с разными видами длинных изделий, имеющих широкий диапазон диаметров.
Кроме того, тот факт, что размеры каналов адаптированы к форме боковой стороны изделия, гарантирует устойчивость изделия во время его перемещения внутри канала.
В дополнение к этому, когда используются традиционные барабаны, длинные изделия, введенные внутрь канала, вызывают износ. В случае, если износ возникает в канале, предназначенном для длинного изделия, имеющего значительный диаметр, например, больше 32 мм, износ меняет форму канала. Это может привести к застреванию последующего длинного изделия, имеющего меньший диаметр, которое использует тот же канал. Этой проблемы можно избежать в случае барабана, соответствующего изобретению, так как предусмотрены выделенные каналы для длинных изделий небольшого диаметра и длинных изделий большего диаметра. Таким образом, все виды изделий всегда будут направляться удовлетворительным образом, даже когда в одном из каналов возникает износ.
Кроме того, в определенных обстоятельствах использование барабана, соответствующего этому варианту, может позволить избежать использования электромагнитных тормозов, которые в известных решениях обычно необходимо расположить выше охлаждающей платформы, если смотреть в направлении технологического процесса.
На Фиг.4 приведен схематичный вид, на котором показана система для работы с множеством отрезков длинных изделий, в предпочтительном случае поступающих с прокатного стана, согласно настоящему изобретению. В первом варианте эта система содержит, по меньшей мере, один барабан 10 или 12. Выше каждого барабана 10 или 12, если смотреть в направлении технологического процесса, обеспечена направляющая 20 или 20'. Каждая направляющая 20 или 20' имеет V-образную форму и содержит две расположенные на расстоянии друг от друга ветви или входные части 20а, 20b, сходящиеся в направлении концевой ветви или концевой части 20с. Во время работы прокатного стана каждая из расположенных на расстоянии друг от друга частей принимает сегменты Р1 или Р2 длинных изделий, поступающие с двух разных участков прокатного стана. Каждая из ветвей 20а, 20b направляет сегмент длинного изделия к концевой части 20с направляющей, где два сегмента Р1, Р2 длинного изделия устанавливаются параллельно. Затем сегменты Р1, Р2 длинного изделия вводятся одновременно в пару каналов барабана при помощи тормозящего фрикционного ролика 22 или 22'.
Как показано выше, барабан 10 или 12, соответствующий изобретению, выполнен с возможностью работы совместно с системой, подающей одновременно два параллельных длинных изделия, поступающих с двух разных участков прокатного стана, и установлен для этого.
В варианте, показанном на Фиг.4, тормозящие фрикционные ролики 22, 22' представляют собой одноручьевые ролики и приводятся в действие при помощи одного двигателя (не показан).
В варианте, показанном на Фиг.5, для ввода обоих отрезков в пару каналов 10 или 12 (Прим.перев.3) используется один двухручьевой тормозящий фрикционный ролик 24 или 24', причем фрикционный ролик 24 или 24' приводится в действие отдельным двигателем (не показан). Этот вариант может быть использован в случаях, когда в этом месте агрегата доступное пространство ограничено.
Как можно видеть на Фиг.2, 3 и 6, после ввода пары длинных изделий небольшого диаметра, либо одного длинного изделия большого диаметра, каждый барабан вращается в пошаговом режиме и подает на охлаждающую платформу за один раз пару длинных изделий небольшого диаметра или одно длинное изделие большого диаметра.
Даже если это не показано, будет понятно, что система, соответствующая изобретению, содержит средства управления, приводящие барабан во вращение таким образом, чтобы пара каналов была расположена напротив средств 20, 22 и 22' загрузки, а также синхронизирующие торможение при помощи фрикционных роликов с перемещениями охлаждающей платформы для перемещения выгруженных длинных изделий вперед.
Когда два длинных изделия, поступающие с двух разных участков прокатного стана, достигают системы, работающей с ними (подаются фрикционными роликами, расположенными выше, если смотреть в направлении технологического процесса, которые не показаны), согласно изобретению, на первом этапе их направляют две входных секции 20а и 20b направляющей 20 или 20'.
На втором этапе два длинных изделия устанавливаются параллельно выходной секцией 20с направляющей 20 или 20'.
На третьем этапе два длинных изделия тормозятся фрикционными роликами 22, 22' и вводятся в пару каналов барабана 10 или 12, расположенных напротив фрикционных роликов.
На четвертом этапе барабан 10 или 12 приводится во вращение с перемещением на один шаг, таким образом, чтобы два длинных изделия, которые были ранее заключены в две камеры Ch, закрытые крышкой 16, выгружались под действием силы тяжести в одно и то же углубление охлаждающей платформы 14.
Способ и устройство для загрузки железосодержащего материала
Способ прокатки прокатываемого материала
Уменьшающее пылевыделение ограждение охлаждающего устройства для охлаждения горячего сыпучего материала
Мотальное устройство с асимметричным охлаждением намотанной полосы
Смазочное устройство для нанесения смазочного средства при прокатке прокатываемого материала
Охлаждающее устройство для охлаждения сыпучего материала
Доменная печь с энергонезависимым контролем вдувания углерода
Быстродействующий гидравлический клапан с пьезоэлектрическим управлением
Очищающее устройство для прокатной клети
Способ прямого восстановления с использованием отходящего газа
Установка и способ производства металлических удлиненных изделий
Способ и устройство для изготовления металлических прокатных изделий
Система и способ разрезания на мерные длины длинномерного проката, выходящего из разных ручьев прокатного стана
Устройство и способ изготовления длинных металлических изделий
Выдачной узел кофемашины эспрессо с фронтальной вставкой фильтродержателя

