Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ВОЛЬФРАМОКОБАЛЬТОВОГО ТВЕРДОГО СПЛАВА С УНИКАЛЬНОЙ ПЛАСТИЧНОСТЬЮ ПРИ СЖАТИИ ДЛЯ ЦИКЛИЧЕСКИХ УДАРНЫХ НАГРУЖЕНИЙ
Вид РИД
Изобретение
Изобретение относится к порошковой металлургии, в частности к спеченным высокопрочным твердым сплавам с повышенной пластичностью для обработки металлов давлением (бесстружковое формообразование) при многоцикличном ударном нагружении и может быть использовано для изготовления изделий сложной формы путем точения, сверления и фрезерования и других видов обработки на металлорежущих станках.
Эксплуатационные свойства твердого сплава для бесстружковой обработки металлов при ударном нагружении и волочении зависят от долговечности твердого сплава, от способности выдерживать высокие механические напряжения и сохранять контролируемые постоянства размеров, т.е. незначительный износ рабочей части инструмента.
На практике при бесстружковой обработке металлов применяют твердые сплавы разных марок. В области высадки и формообразования применяют твердые сплавы с крупным (от 3 мкм до 20 мкм) зерном карбидной фазы с пластичностью не более 2-3%, в области бухтового волочения высоколегированной стальной проволоки и волочения стальных прутков используют твердые сплавы с тонким зерном (<1,5 мкм) карбидной фазы с пластичностью не более 0,3%. Актуальной является проблема создания для области бесстружковой обработки металлов универсального высокопрочного твердого сплава с высокой пластичностью при сжатии (от 7% до 9%) (усталостная циклическая прочность) и с высокой износостойкостью как для формообразования, высадки, так и для волочения.
Попытки улучшить прочностные и эксплуатационные характеристики привели на практике к двум самостоятельным направлениям по созданию твердых сплавов для высадки и формообразования, и твердых сплавов для волочения. В последние годы область марок твердых сплавов, которые могут быть использованы для высадки и формообразования, значительно расширилась за счет применения твердых сплавов с крупным зерном (средний размер зерна от 3 мкм до 20 мкм) и средним содержанием кобальта (от 6 мас. % до 20 мас. %) и также за счет обработки спеченного твердого сплава горячим изостатическим прессованием (ГИП) при 1300-1400°С для исключения свободной пористости и повышения плотности.
В области волочения выявилась определенная тенденция к применению твердого сплава с тонким размером зерна (средний размер зерна меньше 1,5 мкм) и применением ГИП.
Каждое из этих двух направлений к предложенному изобретению является близким только по постановке задачи об улучшении прочностных и эксплуатационных характеристик твердых сплавов для бесстружковой обработки металлов.
Наиболее близким к предложенному является способ изготовления наноразмерного твердого сплава, включающий приготовление смеси из наноразмерных порошков карбида вольфрама и кобальта с добавлением этилового или изопропилового спирта, введение в смесь пластификатора, гранулирование полученной шихты, прессование ее в стальной пресс-форме при давлении 2000-4000 кгс/см2, отгонку пластификатора при температуре 450°С в среде водорода в течение 60 минут и жидкофазное спекание в вакууме при температуре 1400-1450°С в течение 60 минут (RU 2569288 С1, 20.11.2015) [1].
Недостатком известного способа является то, что механическое прессование обеспечивает невысокую и неоднородную плотность твердых сплавов. При прессовании крупногабаритных и длинномерных заготовок твердого сплава из наноразмерных порошков в стальной прессформе и достичь однородной плотности твердого сплава выше 7 г/см3 при давлении 0,2 ГПа невозможно. Известный способ имеет преимущества в области изготовления режущего мелкого инструмента для стружковой обработки металлов, например, в виде режущих пластин. Однако с его помощью нельзя получить высокопрочный пластичный твердый сплав для крупных изделий для бесстружковой обработки металлов (обработка металлов давлением).
Задачей изобретения является разработка технологии получения твердого сплава, позволяющего получить универсальный твердый сплав с прочностными и эксплуатационными характеристиками, значительно превышающими характеристики известных твердых сплавов и пригодный для использования как в области формообразования и высадки, так и в области волочения.
Задача решается способом получения высокопрочного твердого сплава, включающий прессование пластифицированной вольфрамокобальтовой порошковой смеси, отгонку пластификатора из полученной заготовки и ее жидкофазное спекание, в котором, согласно изобретению, используют крупнозернистую с размером зерна от 3 до 20 мкм вольфрамокобальтовую пластифицированную порошковую смесь, осуществляют прессование при низком изостатическом давлении от 0,2 до 0,4 ГПа, после отгонки пластификатора осуществляют прессование заготовки при высоком изостатическом давлении от 0,8 до 1,5 ГПа и затем жидкофазное спекание заготовки в течение 20-30 минут.
Кроме того, отгонку пластификатора из полученной заготовки и очищение ее от внешних примесей осуществляют в среде водорода при температуре от 500 до 600°С. Данный интервал температур является предпочтительным, хотя температура отгонки пластификатора может быть ниже или выше данного интервала, поскольку она не влияет на характеристики получаемого твердого сплава.
Техническим результатом изобретения является уникально высокое повышение пластичности твердого сплава при сжатии и весомое улучшение прочностных (сжатие, изгиб, твердость) и эксплуатационных (износостойкость, долговечность) характеристик с использованием стандартной крупнозернистой пластифицированной промышленной вольфрамокобальтовой смеси.
Технический результат достигается тем, что после отгонки пластификатора из промышленной крупнозернистой (размер зерна от 3 до 20 мкм) пластифицированной вольфрамокобальтовой смеси твердый сплав подвергается воздействию высокого изостатического давления (от 0,8 Гпа до 1,5 ГПа) при температуре окружающей среды. Твердый сплав служит для изготовления, например, длинномерных пуансонов различного диаметра, матриц с простыми и сложными внутренними формами и волок для волочения стальной проволоки и прутков.
Сущность изобретения заключается в следующем.
Прочностные свойства твердых сплавов определяются микроструктурой, высокой дисперсностью карбидной фазы, высокой плотностью, снижением микропористости и остаточных технологических напряжений. Указанные характеристики значительно влияют на увеличение пластичности при сжатии твердого сплава, используемого при ударных циклических нагрузках.
Согласно предложенному способу создание высокопрочного твердого сплава с уникальной пластичностью, с высокой дисперсностью карбидной фазы, с теоретической плотностью и с низкими остаточными технологичными напряжениями происходит на технологической операции изостатического прессования при обжатии твердого сплава с содержанием кобальта от 6 до 20 мас. % без пластификатора (например, синтетического каучука или полиэтиленгликоля) высоким изостатическим давлением (от 0,8 ГПа до 1,5 ГПа) до достижения плотности заготовки 11 г/см3. Стандартная плотность в промышленности при прессовании твердого сплава не превышает 7-8 г/см3. При обжатии твердого сплава без пластификатора высоким изостатическим давлением одновременно происходит два самых важных изменения в состоянии твердого сплава - достигается высокое уплотнение твердого сплава и разрушение крупных исходных карбидных зерен до тонких размеров. Высокая плотность твердого сплава позволяет значительно сократить выдержку при жидкофазном спекании от 20 до 30 минут, что препятствует росту карбидных зерен в процессе перекристаллизации и сохранению мелкого зерна в микроструктуре спеченного сплава. Температура жидкофазного спекания твердого сплава является стандартной (1400-1450°С) и соответствует температуре спекания твердого сплава с определенным содержанием кобальта. Стандартное время выдержки в обычной практике и в известном способе [1] при жидкофазном спекании твердого сплава составляет от 40 до 60 минут. Получение твердого сплава с высокодисперсной микроструктурой путем прессования тонкодисперсных порошков также сталкивается с непреодолимым увеличением усилия прессования и с большой вероятностью неоднородной плотности и с внутренними напряжениями в прессовках.
Далее приведены примеры реализации предложенного способа получения высокопрочного пластичного твердого сплава.
Пример 1. Изготовление твердого сплава с 8 мас. % Со из пластифицированной, например, синтетическим каучуком или полиэтиленгликолем крупнозернистой промышленной вольфрамокобальтовой смеси для изделий типа матрицы.
В стальной прессформе из промышленной смеси прессовали заготовки матрицы с внешним диаметром до 100 мм с формой по ГОСТу или по чертежам заказчика. Извлеченную заготовку помещали в плотную латексную оболочку и подвергали изостатическому давлению 0,2 ГПа. Полученная заготовка обладала механической прочностью, достаточной для работы с ней при дальнейших технологических операциях. После изостатического давления от 0,2 ГПа заготовку помещали в вакуумную печь, и в потоке водорода при низких температурах (до 600°С) происходила отгонка пластификатора и очищение твердого сплава от посторонних примесей. После этой операции заготовку помещали в плотно облегающую латексную оболочку и подвергали воздействию высокого изостатического давления 0,8 ГПа. В результате твердый сплав заготовки приобретал однородную высокую плотность до 11 г/см3, что составляет 70% от максимальной плотности 15 г/см3 для спеченных твердых сплавов с 8 мас. % Со и значительно превышает стандартную и неоднородную плотность твердых сплавов (7-8 г/см3) после прессования в механических прессформах, как в ближайшем аналоге. Затем высокоплотную заготовку из твердого сплава спекали в вакуумной печи при стандартной температуре жидкофазного спекания 1450°C с выдержкой по времени 20 минут. В таблице 1 приведены физико-механические свойства полученного спеченного твердого сплава и лучшие данные для стандартных промышленных твердых сплавов с 8 мас. % Со.
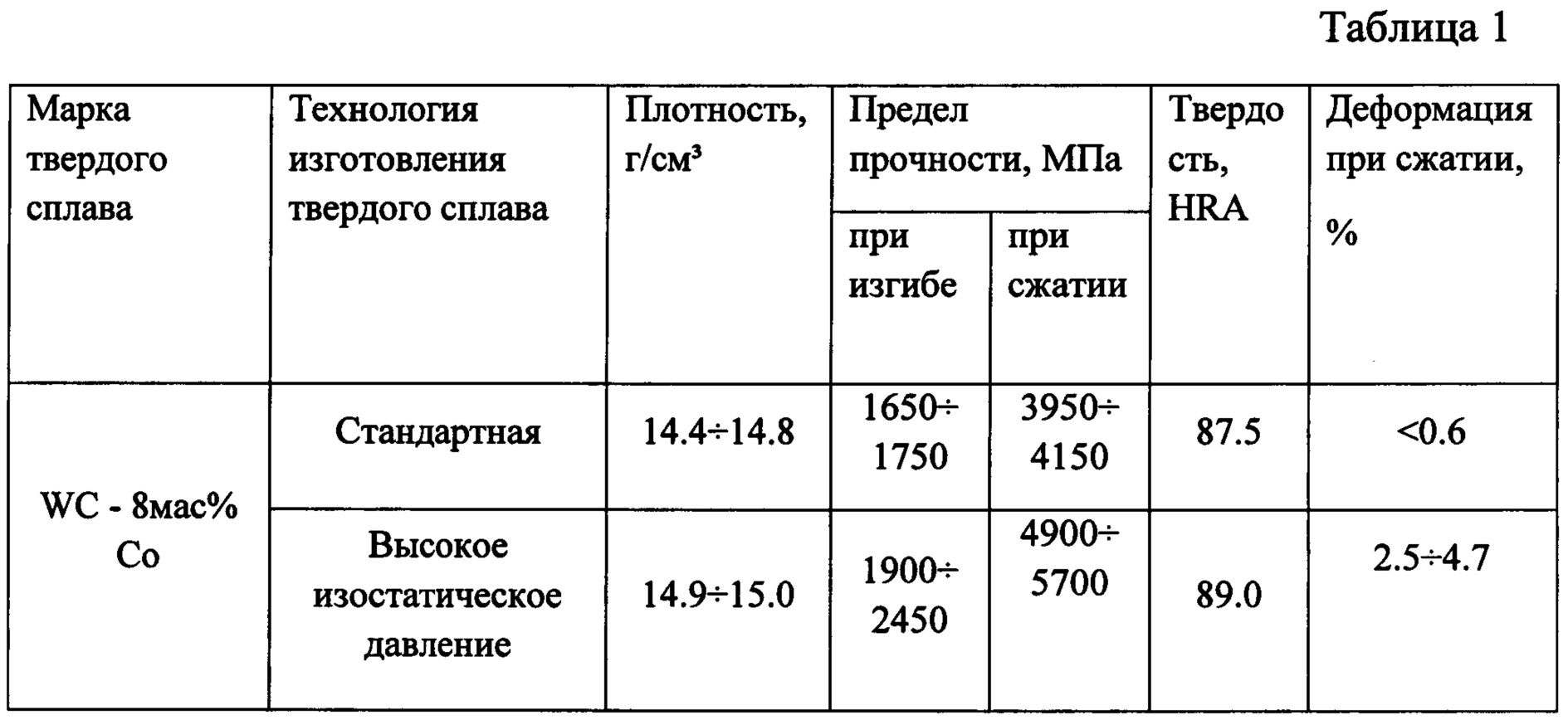
Пределы прочности при изгибе и сжатии и твердость превышают лучшие известные данные. Особое внимание обращает на себя уникально высокая пластичность при сжатии твердого сплава.
Технология изготовления твердого сплава с содержанием 15 мас. % Со из пластифицированной крупнозернистой промышленной смеси при высоком изостатическом давлении принципиально не отличается от технологии изготовления твердого сплава при высоком изостатическом давлении из промышленной смеси с содержанием 8 мас. % Со. Изделия любой формы (матрицы, пуансоны, волоки, отрезные ножи и др.) могут быть изготовлены из твердого сплава с 8 мас. % Со и 15 мас. % Со. Некоторые отличия в технологии изготовления изделий, отличающихся между собой геометрической формой, например, между матрицей и длинномерными пуансонами, связаны с механической обработкой.
Технология изготовления при высоком изостатическом давлении длинномерных пуансонов отличается от изготовления матриц и приведена ниже на примере получения твердого сплава с 15 мас. % Со.
Пример 2. Изготовление твердого сплава с 15 мас. % Со из промышленной пластифицированной крупнозернистой твердосплавной смеси на примере для длинномерного пуансона с разным поперечным сечением по длине.
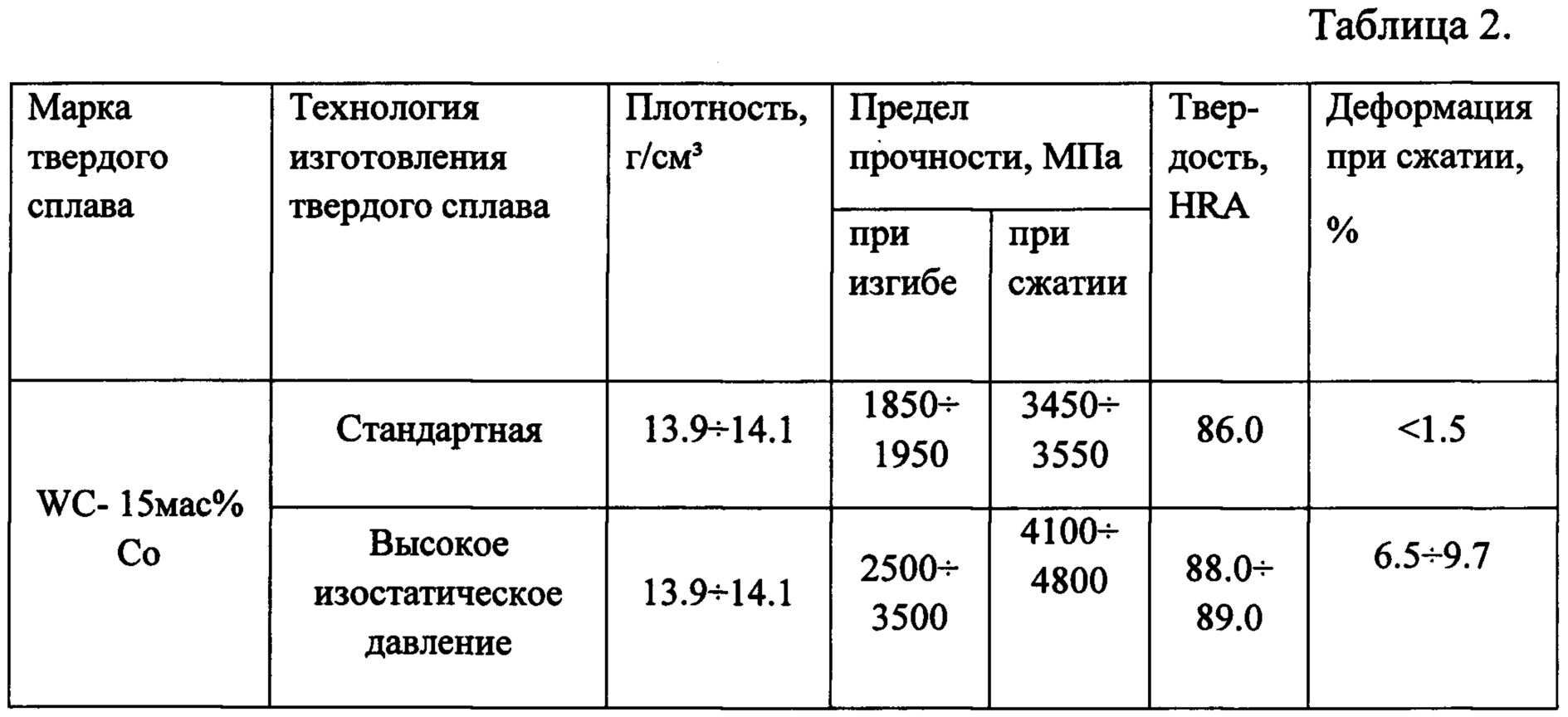
Первую заготовку длинномерного пуансона формировали в заполненной промышленной смесью с содержанием 15 мас. % Со латексной оболочке, размещенной в металлическом полом стакане на вибростоле. После уплотнения на вибростоле заготовку в той же латексной оболочке без воздуха помещали в гидростат и обжимали давлением 0,4 ГПа. Следующей технологической операцией с твердым сплавом являлась отгонка пластификатора и очищение твердого сплава от внешних примесей в токе водорода при температуре от 500 до 600°С. Очищенную твердосплавную заготовку помещали затем в плотную латексную оболочку и подвергали в гидростате воздействию высокого изостатического давления 1,5 ГПа с приобретением плотности, как и в случае с твердосплавной матрицей, до 11 г/см3. При столь высокой плотности твердый сплав обладает большой прочностью для механической обработки на станке и для придания необходимой геометрической формы для готового изделия. Таким способом изготавливались твердосплавные пуансоны с соотношением 15/1 длины к диаметру с диаметром рабочей части 17 мм. Твердый сплав после механической обработки спекали в вакууме при стандартной температуре жидкофазного спекания 1420°С для твердого сплава с 15 мас. % Со с выдержкой по времени 30 минут. Полученный твердый сплав с содержанием 15 мас. % Со обладает высокими прочностными свойствами, высокой твердостью и уникальной пластичностью по сравнению с известными характеристиками для твердых сплавов в мировой практике (см. таблицу 2).
Многокамерное устройство для выращивания крупных кристаллов алмазов
Многокамерное устройство для выращивания крупных кристаллов алмазов без силовой рамы
Способ получения керамики из оксида иттербия
Способ получения сверхтвердого материала и сверхтвердый материал на основе пентаборида вольфрама
Материалы на основе тетраборида хрома и способы их получения
Материалы на основе тетраборида хрома и способы их получения

