Результат интеллектуальной деятельности: Способ графитизации низкоуглеродистых сталей, совмещенный с предварительной цементацией в области температур полиморфного превращения
Вид РИД
Изобретение
Изобретение относится к термической и химико-термической обработке стальных деталей, а именно к процессам графитизации и термической обработки материалов посредством отжига в среде карбюризатора.
Известен способ цементации при изотермической выдержке при температуре выше Ас3 (920…940°С) [Производство зубчатых колес газотурбинных двигателей: Произв. - практ. издание / Ю.А. Елисеев, В.В. Крымов, И.П. Нежурин и др.; Под ред. Ю.С. Елисеева. - М.: Высш. шк., 2001. - 493 с.: ил.]. Данный способ заключается в изотермической выдержке деталей в контролируемой атмосфере эндогаза, скорость насыщения углеродом составляет при этом 0,1…0,15 мм/ч. Насыщение со скоростью 0,15…0,25 мм/ч также может производиться в среде, неконтролируемой по углеродному потенциалу, получаемой при капельной подаче жидких карбюризаторов.
Недостатками способа являются длительное время выдержки, определяемое из расчета 0,15 мм/ч - при глубине слоя до 1 мм, и 0,1 мм/ч - при глубине слоя более 1 мм. Продолжительность процесса цементации может составлять 8…10 часов и более в зависимости от требуемой глубины слоя. Также возможны нестабильность качества получаемого слоя и разброс его параметров.
Известен способ цементации стали 55С2 в пастообразном карбюризаторе, содержащем сажу, углекислый натрий и ПВА при различных температурах и с различными выдержками [Летов С.С. Исследование графитизации кремнистых сталей при цементации в карбонатно-сажевых карбюризаторах. Автореферат диссертации на соискание ученой степени кандидата технических наук. - Курск, 2004.]. Цементация образцов стали 55С2 проводится в цементационных контейнерах с высушенным сажево-карбонатным покрытием на поверхности деталей. В качестве наполнителя в контейнере используется отработанный древесноугольный бондюжский карбюризатор. Перед цементацией детали подвергаются закалке с температуры 850°С в воду.
Цементация кремнистой стали, закаленной перед науглероживанием, позволяет получить в диффузионных слоях большое количество графитных включений (на уровне или даже выше, чем у традиционно графитизированных сталей) за относительно короткое время. Высокая скорость графитизации является следствием большого количества дефектов в закаленных слоях, которые заполняются атомами углерода, поступающими из высокоактивной среды и кристаллизующимися на их внутренней поверхности в присутствии кремния в решетку графита.
Недостатком способа является необходимость в предварительной закалке, что не всегда возможно для деталей, имеющих сложную, ажурную форму и склонных к появлению закалочных трещин и применения специального оборудования для приготовления и нанесения пасты на детали.
Известен способ поверхностной графитизации сталей производится при двухступенчатой нитроцементации [Летова О.В. Поверхностная графитизация конструкционных сталей при двухступенчатой нитроцементации. Автореферат диссертации на соискание ученой степени кандидата технических наук. - Курск, 2012.]. На первом этапе нитроцементация проводится при температурах в области т. А1 для системы Fe-N с целью максимально возможного насыщения стали азотом. На втором этапе, проходящем при температурах выше т. А3 системы Fe-C, происходит деазотирование диффузионного слоя с образованием дефектов структуры и заполнение этих дефектов углеродом.
При увеличении длительности первой (низкотемпературной) ступени нитроцементации увеличивается глубина графитосодержащего слоя, а при увеличении длительности и температуры второй ступени (высокотемпературной) увеличивается содержание графита в диффузионных слоях стали 40 при ее нитроцементации в высокоактивной пасте на основе желтой кровяной соли и аморфного углерода. Способ позволяет получить на поверхности стали графитизированный слой толщиной 0,2…0,3 мм с содержанием графита от 2 до 5%.
К недостаткам данного способа также следует отнести необходимость применения специального оборудования для приготовления и нанесения пасты на детали и проведения азотирования и цементации при повышенных температурах, малая толщина диффузионного слоя дает малый припуск на износ, применение специальной пасты для насыщения азотом и углеродом для реализации технологического процесса по данному способу.
Наиболее близким к заявляемому способу является способ ступенчатой изотермической цементации в области температур полиморфных превращений в стали [Патент RU №2463380, С23С 8/26, д.п. 10.10.2012 г.]. Способ включает нагрев, цементацию в течение 2 часов при температуре насыщения выше Ас3 (920…940°С), подстуживание до температуры полиморфного превращения Ar1 (727+10)°С, выдержку при данной температуре в течение. 2 часов.
Недостатки способа сложность технологического процесса, низкое качество цементованного и графитизированного слоя.
Охлаждение цементируемых деталей после аустенизации до диапазона температур полиморфного превращения способствует ускорению проникновения углерода вглубь материала за счет повышения скорости диффузии в области температур полиморфного превращения [Сазонов Б.Г. Экстремальная диффузионная активность в стали в состоянии предпревращения / Металловедение и термическая обработка металлов. - 1990. - №7 - С. 13-15]. [О состоянии предпревращения металлов и сплавов: методика и результаты экспериментальных исследований и практических разработок // И.В. Тихонова, О.В. Кузовлева, А.Е. Гвоздев // Электронное издание №17583 от 27. 10. 2009. № гос. Per. 0320902220. - 1 электон. Опт. Диск (CD-ROM)]. Эффективная глубина цементации по данному способу достигает 0,9…1,0 мм, при этом структура слоя имеет характер, присущий структурам цементованных слоев, полученных при изотермической и термоциклической цементациях.
Основной целью предлагаемого изобретения является сокращение продолжительности и упрощение технологического процесса графитизации за счет возможности использования имеющегося оборудования, получение качественного цементованного, а затем и графитизированного слоя с высокими стабильными антифрикционными характеристиками.
Техническим результатом изобретения является получение на стальных деталях поверхностного графитизированного слоя (большой) глубины, сокращение и упрощение процесса обработки.
Технический результат достигается тем, что в способе графитизации низкоуглеродистых сталей включающем нагрев деталей в среде карбюризатора до температуры на 20…40°С выше точки Ас3, выдержку при данной температуре в течение 0,2…2,0 часов, нагрев и выдержку при температуре на 20…40°С выше точки Ас3 осуществляют для получения аустенитной структуры и формирования необходимой глубины науглероженного слоя, затем производят подстуживание до температур полиморфного превращения Ar3…Ar1, с последующей выдержкой при данной температуре в течение 6,0-8,0 часов для окончательного формирования цементованного, а затем и графитизированного слоя требуемой глубины.
Необходимо отметить, что физическая сущность предлагаемого способа графитизации заключается в том, что формирование графитовых включений в интервале температур двухфазного неравновесного состояния (феррит-аустенит) обусловлено, во-первых, образованием структурных вакансионных комплексов [Новиков И.И. Фазовые превращения в кристаллических телах (современное состояние проблемы) // Инженерно-физический журнал. 1980. Т 39. №6 СП 18-1132.] и, во-вторых, заполнением их атомами углерода, так как диффузия углерода, особенно при наличии феррита, существенно выше, чем самодиффузия железа.
Новые существенные признаки:
1. Нагрев до температуры выше Ас3 на 20…40°С и выдержка до завершения α→γ перестройки кристаллической решетки железа, то есть превращения феррито-перлитной смеси в аустенит.
2. Выдержка при температуре выше Ас3 на 20…40°С в течение 0,2…2,0 часа, для обеспечения необходимой глубины цементованного слоя.
3. Охлаждение до температуры Ar3…Ar1 выдержке при данной температуре в течение 6,0…8,0 часов, необходимой для ускоренной диффузии углерода, окончательного формирования глубины цементованного слоя и последующего протекания процесса графитизации.
Перечисленные новые существенные признаки в совокупности с уже известными обеспечивают получение технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны.
Изобретение поясняется фигурами где:
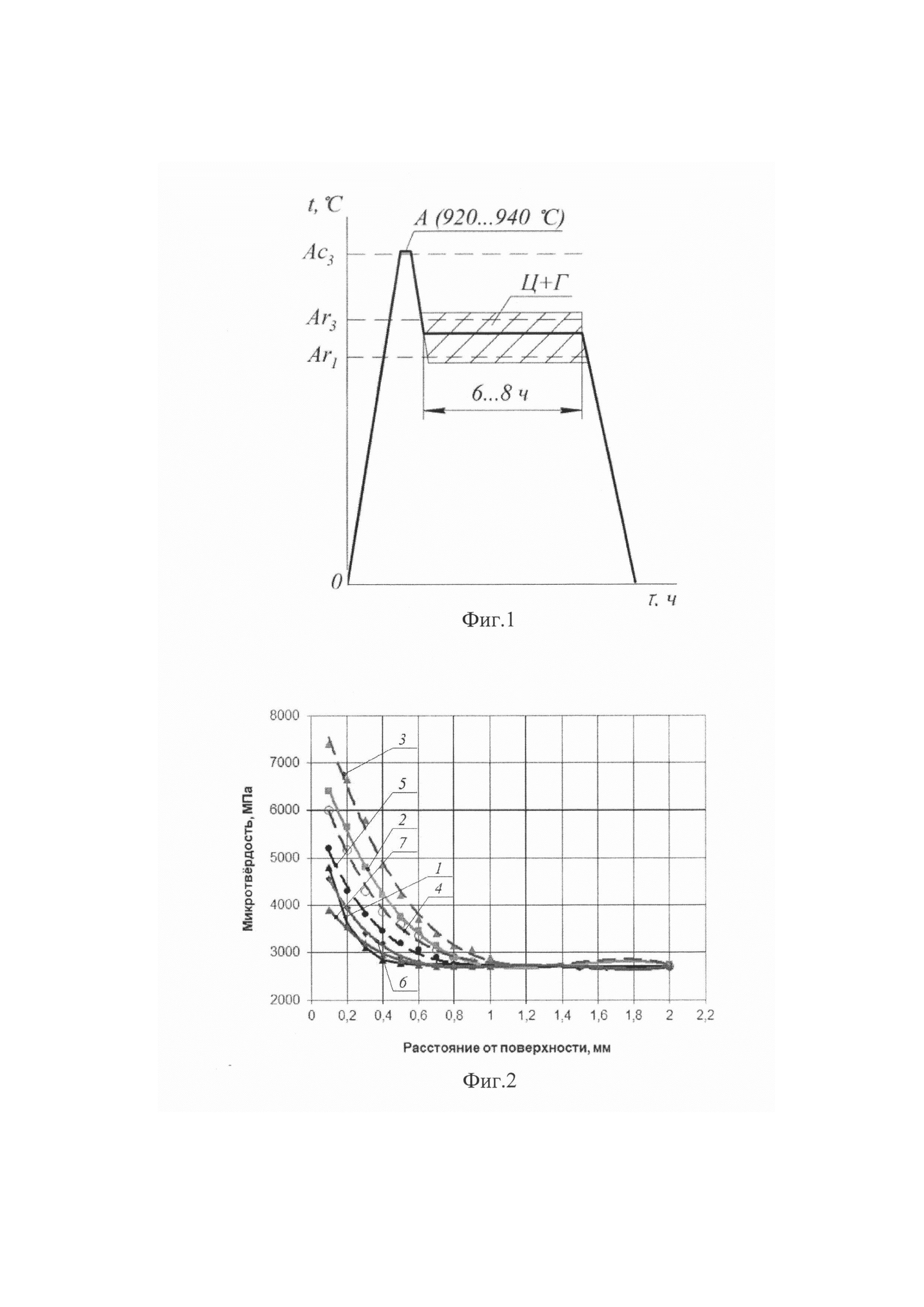
Фиг. 1 - показан режим графитизации с предварительной цементацией при изотермичекой выдержке в области температур пред- и после полиморфного превращения А - аустенитизация; Ц - цементация; Г - графитизация;
Фиг. 2 - показан график изменения микротвердости науглероженного слоя в зависимости от расстояния от поверхности после аустенизации при 920…940°С - 20 мин, подстуживания до 720°С и выдержкой: 1-0 часов; 2-1 час; 3-2 часа; 4-3,5 часа; 5-5 часов; 6-6 часов; 7-8 часов;
Фиг. 3 - эвтектоидная и доэвтектоидная зоны на поверхности стали, науглероженной по режиму: нагрев до 920…940°С, выдержка 20 мин, подстуживание до 720°С, выдержка 2 часа и охлаждение с печью до комнатной температуры, 250х
Фиг. 4 - показаны включения графита на поверхности стали, науглероженной по режиму: нагрев до 920…940°С, выдержка 20 мин, подстуживание до 720°С, выдержка 6 часов и охлаждение с печью до комнатной температуры, 250х
Фиг. 5. - показан графитизированный слой на поверхности стали, науглероженной по режиму: нагрев до 920…940°С, выдержка 20 мин, подстуживание до 720°С, выдержка 6 часов и охлаждение с печью до комнатной температуры (электронный микроскоп).
Способ графитизации низкоуглеродистых сталей включает в себя нагрев деталей в среде карбюризатора до температуры выше на 20…40°С Ас3, выдержку при данной температуре в течение 0,2…2,0 часов, охлаждение до температур полиморфного превращения (Ar3…Ar1), выдержку при данной температуре в течение 6,0…8,0 часов и охлаждение (Фиг. 1).
Пример. Для получения качественных и количественных характеристик графитизированного слоя в работе были произведены исследования процесса науглероживания стали марки Ст 3 (ГОСТ 380-2005) в среде твердого карбюризатора (ГОСТ 2407-83). Науглероживание осуществляли в металлических ящиках, герметизируемых огнеупорной глиной. После науглероживания образцы разрезали и готовили микрошлифы для определения глубины науглероженного слоя Измерение глубины науглероженной зоны проводили на металлографическом микроскопе ММР-2Р при увеличении 100х, на микрошлифах, приготовленных по ГОСТ 1763-68. Кроме того, были выполнены измерения микротвердости поверхностного слоя образцов после дополнительной термической обработки по режиму: закалка с температуры 860°С и отпуск при 220°С. Измерения проводили с помощью микротвердомера ПМТ-3 в соответствии с ГОСТ 9450-76. За глубину науглероженного слоя принимали расстояние от поверхности образца до феррито-перлитной структуры, соответствующей центральной части образца или до значений микротвердости, соответствующих микротвердости центральной части образца.
На фиг. 2 представлены результаты измерения микротвердости науглероженного слоя в зависимости от расстояния от поверхности образца после аустенизации при 920…940°С - 20 мин, подстуживания до 720°С и с выдержкой различное время. Из рисунка видно, что в результате аустенизации стали в среде карбюризатора глубина науглероженного слоя составляет ~0,4 мм. Последующая выдержка при 720°С в течение 2 часов вызывает, как увеличение глубины, так и повышение микротвердости науглероженного слоя, что связано с формированием в поверхностном слое стали цементита. Дальнейшее увеличение времени, выдержки до 8 часов приводит к уменьшению микротвердости практически до исходного состояния, что обусловлено образованием графита на структурных вакансиях [Новиков И.И. Фазовые превращения в кристаллических телах (современное состояние проблемы) // Инженерно-физический журнал. 1980. Т 39. №6 С1118-1132], образующихся в результате γ→α - перестройки и распада метастабильного цементита.
Исследование микроструктуры стали, науглероженной по режиму: нагрев до 920…940°С, выдержка 20 мин, подстуживание до 720°С, выдержка 2 часа и охлаждение с печью до комнатной температуры вызывает образование на поверхности цементованного слоя глубиной ~0,9 мм (рис. 3). Обработка по режиму: нагрев до 920…940°С, выдержка 20 мин, подстуживание до 720°С и выдержка 6 часов приводит к появлению в поверхностном слое глубиной ~0,9 мм включений графита величиной около 10…50 мкм (Фиг. 4, Фиг. 5).
Проведение всех этапов технологического процесса графитизации с применением цементации в области температур полиморфных превращений позволяет сократить время цементации в 1,5…2,0 раза при достижении глубины слоя, аналогичного глубине, достигаемой при изотермической цементации при температуре выше Ас3 (920…940°С), и сократить время графитизирующей выдержки, уменьшить затраты на энергоресурсы за счет использования ускоренной цементации и последующей графитизации при использовании существующего оборудования.
Способ графитизации деталей из низкоуглеродистой стали, включающий нагрев деталей в среде карбюризатора до температуры на 20-40°С выше точки Ас и выдержку при данной температуре в течение 0,2-2,0 ч, отличающийся тем, что упомянутые нагрев и выдержку осуществляют с получением аустенитной структуры низкоуглеродистой стали и формированием необходимой глубины науглероженного слоя, а затем проводят подстуживание до температуры полиморфного превращения Ar-Ar с последующей выдержкой при данной температуре в течение 6,0-8,0 ч, при которой осуществляют окончательное формирование цементованного слоя и его графитизацию на требуемую глубину.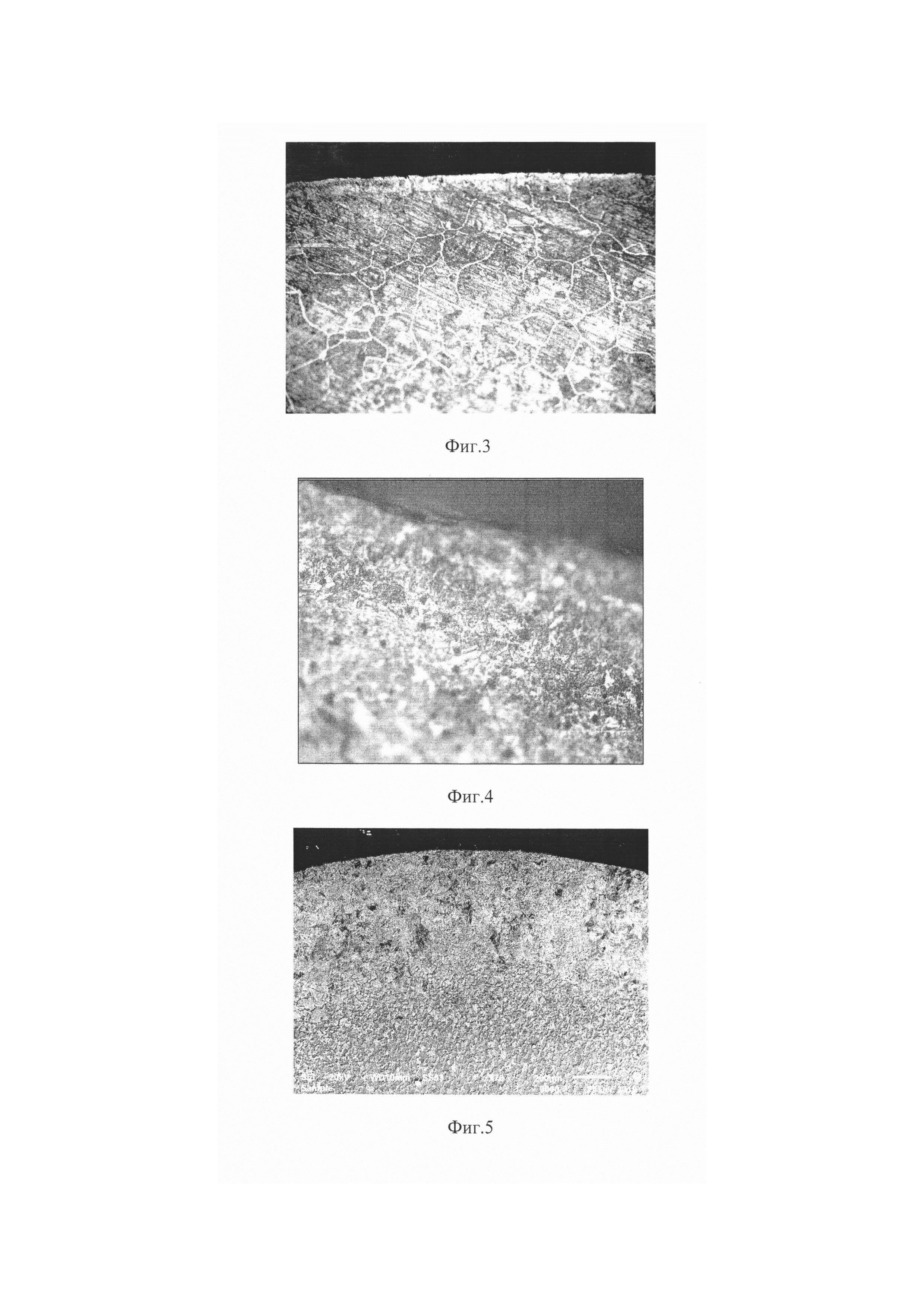
Способ программного регулирования плоского глубинного шлифования периферией круга
Образец для испытания материалов на пластическое одноосное растяжение
Шунгит как модификатор для алюминиево-кремниевых сплавов
Способ определения удельного износа шлифовального круга
Способ изготовления штамповок лопаток из титановых сплавов
Способ испытания зенкера, предназначенного для обработки предварительно просверленного отверстия
Способ изготовления модификатора для литейных алюминиевых сплавов в виде прутка с запрессованным рассыпчатым модификатором на основе наноуглерода
Способ выдавливания малопластичных материалов и устройство для его осуществления
Система информационной поддержки разработчика программного обеспечения для микроконтроллеров
Способ изготовления оболочковых форм по выплавляемым моделям
Способ цементации со ступенчатыми изотермическими выдержками в области температур полиморфного превращения
Искробезопасный износостойкий сплав на основе меди повышенной твердости и прочности
Способ низкотемпературной цементации (нтц) стали
Способ ресурсосберегающей ступенчатой цементации стали

