Результат интеллектуальной деятельности: СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ
Вид РИД
Изобретение
Предполагаемое изобретение относится к области технологий сварки взрывом и может быть использовано для соединения крупнотолщинные металлических деталей сваркой.
Актуальность решаемой проблемы основана на трудностях, связанных с получением сварного соединения крупнотолшинных (толщина листа металла свыше 30 мм) деталей, т.к. для получения такого соединения необходимо применение соответственно большой расчетной массы взрывчатого вещества (ВВ), что неизбежно приведет к разрушению соединяемых заготовок. Было предположено, и экспериментально подтверждено, что фрагментированием исходных заготовок можно достигнуть значительного снижения массы применяемого ВМ при последовательном соединении фрагментов деталей.
Из уровня техники известен способ получения крупногабаритных биметаллических листов сталь - титан сваркой взрывом (патент РФ №2174458, МПК B23K 20/08, публ. 27.08.2003), согласно которому к основному листу на одном уровне с плакируемой поверхностью по всему периметру приваривают технологические пластины из стали толщины 0,7-1,0 толщины плакирующего листа и шириной, равной его нависанию. Поверхность пластин зачищают до металлического блеска. Приварку производят прерывистым швом с шагом более 100 мм со стороны, противоположной плакированию. Собранный пакет на опоре располагают под углом 3-6° к горизонту. Сварочный зазор заполняют аргоном с нижней стороны пакета. Верхнюю часть опоры выполняют из слоя песка, нагретого до 60-150°C. Известный способ позволяет получить биметалл сталь-титан высокого качества и прочности соединения с гладкой и ровной кромкой, без непроваров, сколов, надрывов.
К недостаткам аналога относятся недостаточно высокое качество сварного шва при больших толщинах плакирующего листа (≥ 30 мм).
В качестве прототипа предлагаемого выбран способ получения плоских биметаллических титаностальных заготовок (патент РФ №2211125, МПК B23K 20/08, публ. 10.10.2001), в котором неподвижную пластину устанавливают на жестком основании. С зазором относительно нее и с нависанием по периметру неподвижной пластины располагают метаемую пластину. Размещают на ней заряд взрывчатого вещества (ВВ) и инициируют его.
К недостаткам прототипа относятся недостаточно высокое качество сварного шва при больших толщинах плакирующего листа (≥ 30 мм).
Задачей авторов изобретения является разработка простого эффективного способа сварки крупнотолщинных листов металов, с получением прочного без пустот сварного соединения при одновременном снижении бризантности применяемых масс ВВ.
Новый технический результат при использовании предлагаемого изобретения заключается в обеспечении в процессе сварки крупнотолщинных листов металов качественного прочного сплошного без пустот сварного соединения при одновременном снижении бризантности применяемых масс ВВ.
Указанные задача и новый технический результат обеспечивается тем, что в способе сварки взрывом крупнотолщинных металлических листов, включающем подготовку образцов из разнородных металлов, сборку пакета из металлических образцов и из материала взрывчатого вещества (ВВ), последующее инициирование детонации ВВ и сварку взрывом, согласно изобретению образец из металла меньшей толщины разделяют, по меньшей мере, на два или более фрагментов вдоль площади соприкосновения деталей, затем осуществляют сборку последовательно образца из исходного металла и первого фрагмента металла меньшей толщины, которые сваривают между собой, а затем оставшиеся фрагменты последовательно приваривают по площади соприкосновения к первому фрагменту металла, при этом сборку помещают предварительно в разборную, разрушаемую в процессе взрыва ВВ, матрицу, поверх сборки со стороны сначала первого фрагмента размещают заряд взрывчатого порошкообразного вещества (ВВ) с заданной величиной деформирующего импульса, помещаемого в ограничительный корпус, инициируют заряд ВВ, затем последующих фрагментов, осуществляют сварку взрывом с получением биметаллической цельной детали, при этом, величину импульса деформации каждой порции заряда ВВ расчитывают в зависимости от толщины соответствующего присоединяемого фрагмента, сборку пакета из последовательно соединяемых фрагментов проводят до достижения заданной толщины биметаллической детали, инициируют детонацию очередного заряда ВВ, чередуя присоединение последующего фрагмента металла и слоя ВВ со сваркой взрывом.
Предлагаемый способ поясняется следующим образом.
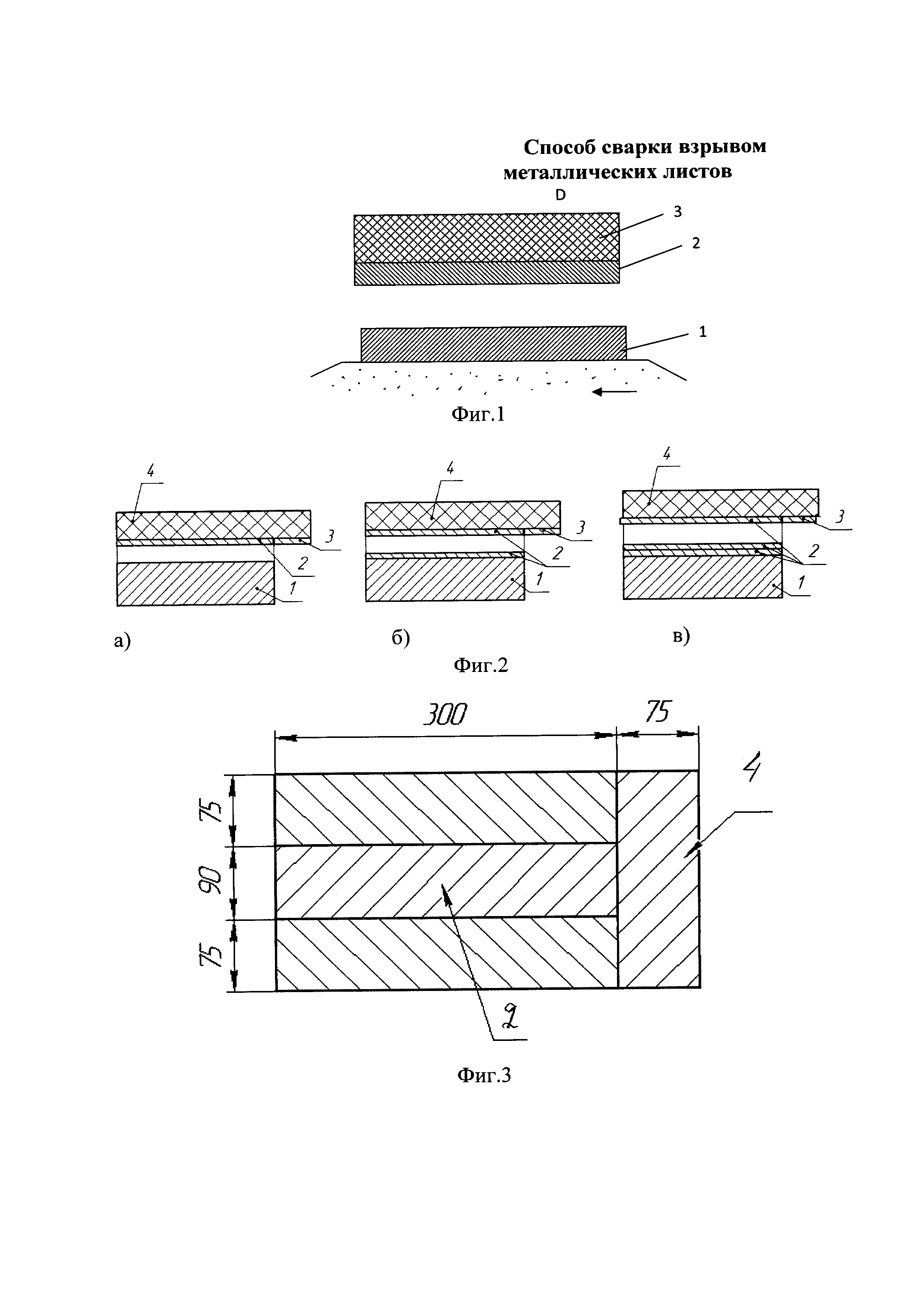
Первоначально проводят подготовку образцов из разнородных металлов и выбирают соответствующие материалы и операции для разных пар соединяемых металлов. На фиг. 1 изображен собранный пакет из соединяемых фрагментов сборки, где 1 пластина большей толщины. Пластину (2) меньшей толщины разделяют на фрагменты (два или более) вдоль плоскости приваривания и помещают в обойму 4, предназначенную для исключения отрицательного воздействия боковых волн разгрузки. Собранный пакет изображен на фиг. 1. Затем берут навеску ВВ (3) (аммонит), массу ВВ расчитывают в соответствии с толщиной плакирующего слоя.
После чего собирают пакет из выбранных металлических листов. Инициируют скользящую детонацию слоя ВВ и последовательно производят взрывное соединение листов.
Полученные сваркой взрывом детали направляют на контрольные испытания на качество сварного шва.
Неразрушаемый метод контроля (ультразвуковая диагностика методом на основании общих принципов EN583-1).
Разрушаемый метод контроля. Контрольный фрагмент биметаллической детали подвергается испытанию прочности на разрыв (подготавливаются образцы по ГОСТ 1497 и испытываются на установке типа INSTRON).
Таким образом, использование предлагаемого способа позволяет в процессе сварки крупнотолщинных листов металов достигнуть качественного прочного сплошного без пустот сварного соединения при одновременном снижении бризантности применяемых масс ВВ.
Возможность промышленной реализации предлагаемого изобретения подтверждается следующими примерами.
Пример 1. В лабораторных условиях предлагаемый способ опробован на опытном образце (макете) для листов из нержавеющей стали и бронзы.
Требуемые толщины биметалла: нержавеющая сталь 60 мм; бронза 30 мм. Габариты заготовки из бронзы 300×90×30 мм.
Предварительно лист меньшей толщины (бронза) разделяют на три фрагмента вдоль плоскости приваривания. Толщина каждого фрагмента составила 9,5 мм.
Последовательность операций:
1- пластина большей толщины из нержавеющей стали; 2 - пластина меньшей толщины из бронзы; 3 - заряд порошковогоВВ; 4 - обойма из стали.
На фиг. 2 - показана последовательность операций при сварке взрывом листа 2 из бронзы с листом 1 из нержавеющей стали.
Крупнотолщинный стальной лист устанавливается на выровненную песчанную подушку. Между метаемой и неподвижной листами посредством стоек - уголков выдерживается технологический зазор (5 мм) (фрагмет метаемого листа помещается в обойму).
Предназначение обоймы - исключить отрицательное воздействие боковых волн разгрузки на процесс сварки взрывом и качество сварного шва. На фиг. 3 представлена схема размещения пластины из бронзы в обойме, где пластина из бронзы 2 в обойме 4.
На поверхности метаемого листа размещается контейнер (коробка) из картона, в которую засыпается порошковое ВВ (аммонит АТ-3; АТ-2), толщина слоя ВВ 75 мм. Иницируется порошковое ВВ по одной линии при помощи доролнительного заряда бризантного ВВ в виде прутка ∅ 3 мм.
После подрыва и соударения (сварки взрывом) поверхность метаемого листа очищается от следов продуктов взрыва (ПВ) и других загрязнений. Над ней через технологический зазор устанавливается обойма с вторым метаемым листом и контейнер с порошковым ВВ. Процесс (взрывное нагружение) повторяется. Повторение может быть выполнено несколько (сколь угодно) раз, пока не будет достигнута требуемая толщина биметаллической детали.
В примере конкретного исполнения было выполнено три подрыва (три сварки взрывом). Макро и микрофотографии заготовки приведены на рисунках 4, 5.
На фиг. 4 приведена фотография контактной границы SS-Br и двух контактных границ Br-Br. На фотографии показан вид макрошлифа контактных границ SS-Br, Br-Br, Br-Br.
На фиг. 5 - приведена фотография микрошлифа контактной границы SS-Br, увеличенох200. Испытания на прочность показали, что разрыв произошел по бронзе. Прочность сварного шва бронза-сталь и сварных швов бронза-бронза выше.
На фиг. 6 приведена фотография образцов после испытания на разрыв.
Способ получения биметаллической детали из двух толстолистовых заготовок сваркой взрывом, включающий подготовку толстолистовых заготовок из разнородных металлов, сборку пакета из металлических заготовок с размещением взрывчатого вещества (ВВ), последующее инициирование детонации ВВ и сварку взрывом упомянутых заготовок, отличающийся тем, что листовую заготовку из бронзы толщиной не менее 30 мм разделяют по меньшей мере на два фрагмента вдоль площади их соприкосновения, осуществляют сборку пакета из листовой заготовки из нержавеющей стали толщиной не менее 60 мм и первого фрагмента листовой заготовки из бронзы, укладывают порцию порошкообразного ВВ с расчетной величиной деформирующего импульса на поверхность первого фрагмента и осуществляют его приварку, затем последовательно приваривают сваркой взрывом по площади соприкосновения второй и последующий фрагменты листовой заготовки из бронзы до получения биметаллической цельной детали требуемой толщины, при этом перед сваркой пакет помещают в разборную разрушаемую в процессе взрыва стальную матрицу, каждую порцию ВВ помещают в ограничительный корпус, а величину деформирующего импульса каждой порции ВВ рассчитывают в зависимости от толщины соответствующего присоединяемого фрагмента.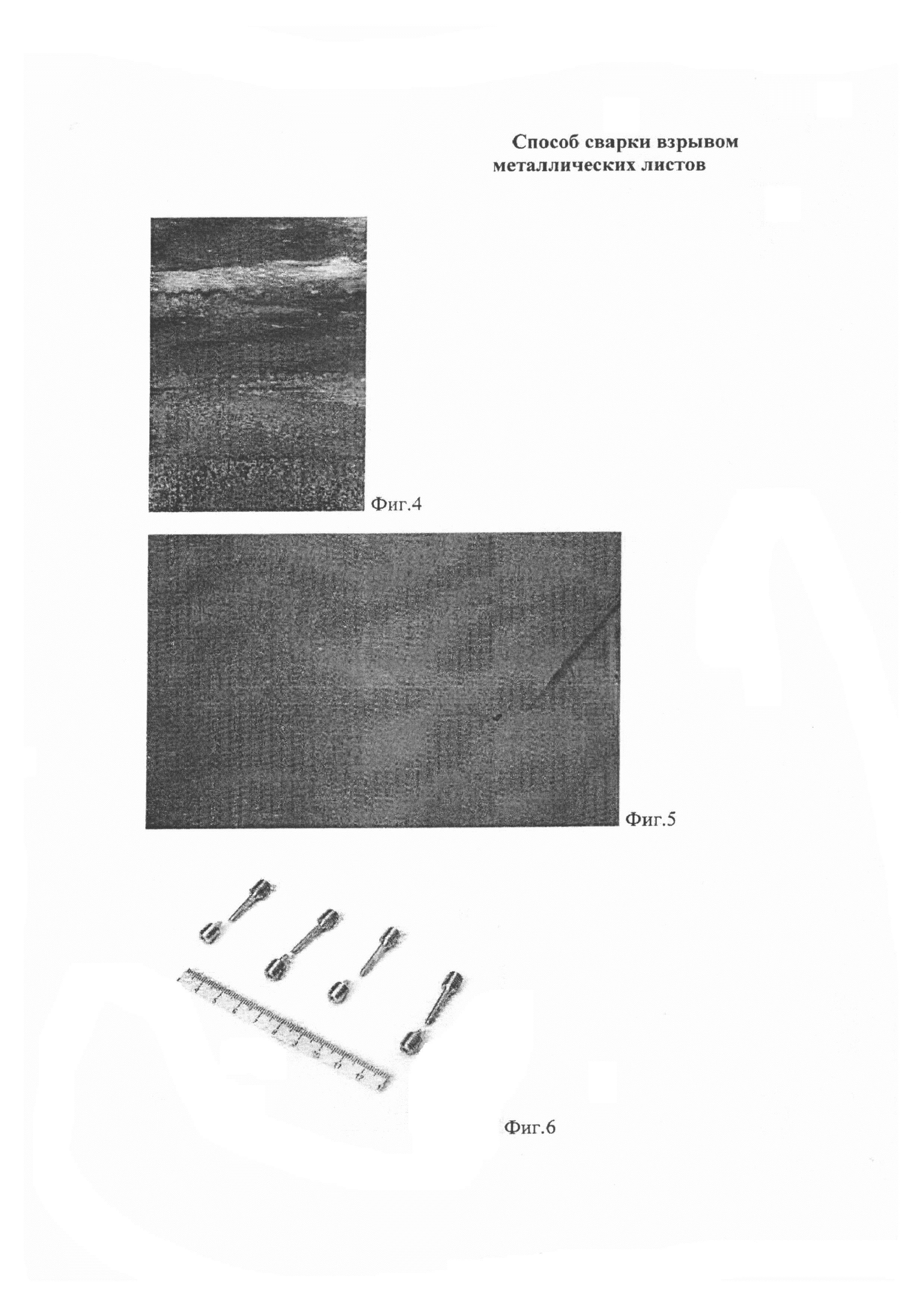
Регистратор пролета моделью заданного сечения контактного типа
Приёмный тракт сигнала манчестер с автоматической подстройкой под длину линии связи (варианты)
Автоматизированная система водоподготовки
Способ разделки корпуса боеприпаса из коррозионностойкой стали
Способ оценки механических характеристик деформированных металлических объектов
Способ подземной разработки месторождений полезных ископаемых
Нуль-орган
Способ оценки функционального состояния организма
Способ радиолокации с изменением несущей частоты от импульса к импульсу
Мишень тормозного излучения электронного ускорителя
Способ получения тонкослойных зарядов взрывчатых веществ
Способ получения смесевого пластичного взрывчатого вещества
Способ определения параметров взрывчатого превращения
Смесевое взрывчатое вещество
Взрывное устройство для динамического нагружения
Взрывной пьезогенератор
Способ определения асимметрии движущейся поверхности
Способ получения соединения антифрикционного сплава со сталью сваркой взрывом
Способ спектрометрического анализа газообразных продуктов разложения взрывчатых веществ

