Результат интеллектуальной деятельности: РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ПОКРЫТИЕМ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к режущему инструменту с покрытием для механической обработки металла, такой как механическая обработка с формированием стружки, содержащему подложку и покрытие на подложке, и к способу изготовления такого режущего инструмента с покрытием.
УРОВЕНЬ ТЕХНИКИ
Режущие инструменты, такие как режущие пластины, фрезы, сверла и т.д. можно использовать для механической обработки с образованием стружки из материала, такого как металлы. Такие инструменты чаще всего изготавливаются из прочного материала, такого как твердый сплав, кубический нитрид бора или быстрорежущая инструментальная сталь. Для улучшения свойств инструмента, например, характеристик износа, такие инструменты обычно выполняют с поверхностным покрытием. Такие покрытия могут наноситься на инструмент посредством химического (CVD) или физического (PVD) осаждения из паровой фазы.
До сих пор использовались различные типы поверхностных покрытий, например, такие как TiN, TiAlN. Во время обработки металлов режущим инструментом с покрытием температура вблизи режущей кромки режущего инструмента увеличивается из-за усилия сдвига обрабатываемого материала и силы трения. Температура покрытия, таким образом, может стать очень высокой, как, например, 1100°C или более. Кубический TiAlN обычно распадается на кубический TiN и кубический AlN при 800-900°C, и после этого кубический AIN переходит в гексаугольный вюртцит AlN при приблизительно 1000°C, который является менее желательной фазой. В EP 2628826 A1 раскрыто сногослойное покрытие из чередующихся слоев ZrAIN и TiN. Этот тип покрытия был разработан для обеспечения высокой термической стабильности покрытия, чтобы создать высокую твердость, даже если материал подвергается таким высоким температурам.
В настоящее время прилагаются усилия к дальнейшему усовершенствованию поверхностного покрытия с улучшенными свойствами при воздействии высоких температур. В частности необходимо обеспечить покрытия, имеющие низкую возможность распада на менее желательные фазы при повышенных температурах, например, на такие, как гексагональные фазы AlN. Поэтому необходимо обеспечить режущий инструмент с таким покрытием, которое имеет состав, относительно стабильный при повышенных температурах.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Таким образом, задачей настоящего изобретения является создание режущего инструмента с покрытием улучшенными свойствами во время цикла механической обработки резанием. В частности, задачей настоящего изобретения является создание режущему инструменту с покрытием, которое является более стабильным при повышенных температурах.
Таким образом, настоящее изобретение относится к режущему инструменту с покрытием, который содержит подложку и покрытие на подложке, содержащее слой, состоящий из TixZryAl(1-x-y)N, в котором 0<x≤0,3, 0,2≤y≤0,8 и 0,1≤(1-x-y)≤0,7.
Состав покрытия уменьшает вероятность перехода AlN в менее желаемые фазы при повышенных температурах, например, гексагональные AlN фазы. Таким образом, состав покрытия является более стабильным при повышенных температурах в частности, при температуре приблизительно 1100°C.
Покрытие может содержать слой, состоящий из TixZryAl(1-x-y)N, в котором x≥0,05, предпочтительно x≥0,1. Покрытие может содержать слой, состоящий из TixZryAl(1-x-y)N, в котором x≤0,25, предпочтительно x≤0,2. Благодаря чему стабильность состава дополнительно повышается.
Покрытие может содержать слой, состоящий из TixZryAl(1-x-y)N, в котором y≤0,6, предпочтительно y≤0,4. Таким образом, составы, имеющие преимущества, как здесь, могут быть получены с более низким количеством Zr.
Покрытие может содержать слой, состоящий из TixZryAl(1-x-y)N, в котором y≥0,3 или y≥0,4. Благодаря чему стабильность состава дополнительно повышается. Составы с высоким содержанием Zr могут обеспечивать лучшую устойчивость к процессу спинодального распада, в котором TiN, AlN и ZrN могут стать отделенными.
Слой TixZryAl(1-x-y)N может иметь кубическую кристаллическую структуру. Таким образом, режущие свойства режущего инструмента могут быть улучшены, например, такие, как срок эксплуатации и характеристики износа.
Слой TixZryAl(1-x-y)N может иметь столбчатую микроструктуру. Благодаря чему устойчивость к износу в виде лунки покрытия может быть улучшена, а также улучшена жесткость покрытия. В качестве альтернативы слой TixZryAl(1-x-y)N может иметь нано-кристаллическую или аморфную структуру.
Рентгеновская дифрактограмма слоя TixZryAl(1-x-y)N может иметь доминирующий пик (200) плоскости, то есть этот (200) пик может быть самым высоким пиком в XRD дифрактограмме. Таким образом, кристаллические зерна преимущественно ориентированы в направлении(200), то есть в направлении роста слоя покрытия.
Слой TixZryAl(1-x-y)N может быть осажден посредством PVD, например, дуговым испарением или напылением. Благодаря чему слой может быть обеспечен сжимающими напряжениями, улучшающими ударную вязкость слоя покрытия. Посредством дугового испарения скорость осаждения может быть улучшена и может быть улучшена степень ионизации, что приводит к более плотным слоям, улучшенной адгезии и улучшенной геометрии слоя покрытия на подложке.
Слой TixZryAl(1-x-y)N может быть нанесен с использованием источника дугового осаждения, содержащего катод, анод и магнитные средства, которые позволяют линиям магнитного поля проходить от поверхности мишени к аноду по короткому соединению. Такой источник дугового напыления дополнительно описан в заявке на патент США 2013/0126347 A1. Таким образом, слой может быть обеспечен кубической кристаллической структурой и столбчатой микроструктурой по всему диапазону заявляемого состава. В заявке на патент США US 2013/0126347 A1 раскрывается, что состояние ионизации в камере может улучшать параметры покрытия, например, скорость напыления и качество покрытия.
Покрытие может содержать адгезионный слой и слой TixZryAl(1-x-y)N поверх адгезионного слоя. В качестве одного варианта осуществления покрытие может состоять только из адгезионного слоя и слоя TixZryAl(1-x-y)N поверх адгезионного слоя. Адгезионный слой может состоять из Ti, TiN, Cr, CrN или любого другого переходного металла или нитрида переходного металла, предпочтительно с толщиной, находящейся в диапазоне 1-200 нм, в частности 5-10 нм.
Покрытие может иметь адгезионную прочность по меньшей мере 50 кг, предпочтительно по меньшей мере 100 кг, более предпочтительно по меньшей мере 150 кг, как определено испытанием на твердость вдавливанием по шкале Роквелла. Адгезия может быть определена испытанием на твердость вдавливанием по шкале С Роквелла, как описано в VDI 3198, но в котором нагрузка при вдавливании может изменяться в пределах диапазона 50-150 кг. Нагрузка вдавливания, когда покрытие проходит испытание на твердость вдавливанием в соответствии с критериями как описано в VDI 3198, может тогда быть принята в качестве адгезивной прочности покрытия.
Покрытие может быть многослойным покрытием, дополнительно включающим один или более слоев, выбранных из группы, состоящей из TiN, TiAlN, TiSiN, TiSiCN, TiCrAIN и CrAlN, или их комбинаций. Покрытие может содержать один или более слоев, имеющих состав, содержащий по меньшей мере первый элемент, выбранный из группы, состоящей из Ti, Al, Cr, Si, V, Nb, Та, Mo и W, и второй элемент, выбранный из группы, состоящей из В, C, N и O. Покрытие может иметь толщину более чем 0,5 мкм, и/или менее чем 20 мкм, предпочтительно менее чем 10 мкм. Таким образом, свойства покрытия могут быть оптимизированы к конкретным прикладным потребностям.
Слой TixZryAl(1-x-y)N может иметь толщину более чем 5 нм, и/или менее чем 20 мкм, предпочтительно менее чем 10 мкм. Таким образом, покрытие может быть сформировано по существу посредством одного слоя из TiZrAlN, или посредством комбинации одного или более слоев из TiZrAlN с другими слоями покрытия.
Подложка может содержать твердый сплав или поликристаллический кубический нитрид бора. Они являются твердыми материалами с хорошими режущими свойствами, подходящими для режущих инструментов. Режущий инструмент может быть в форме режущей пластины, фрезы или сверла, предпочтительно используемых для формирования механической обработки с удалением материала, такого как металл.
Другой задачей является создание способа изготовления режущего инструмента с покрытием, имеющим состав, который является более стабильным при повышенных температурах.
Таким образом, настоящее изобретение также относится к способу изготовления режущего инструмента с покрытием, включающему обеспечение подложки и осаждение покрытия, содержащего слой, состоящий из TixZryAl(1-x-y)N, где 0<x≤0,3, 0,2≤y≤0,8 и 0,1≤(1-x-y)≤0,7.
Слой может наноситься посредством PVD, предпочтительно посредством дугового испарения.
Слой можно осаждать с использование источник дугового осаждения, который содержит катод, анод и магнитные средства, которые позволяют линиям магнитного поля проходить от поверхности мишени к аноду по короткому соединению. Такой источник осаждения дополнительно описан в заявке на патент США US 2013/0126347 A1.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
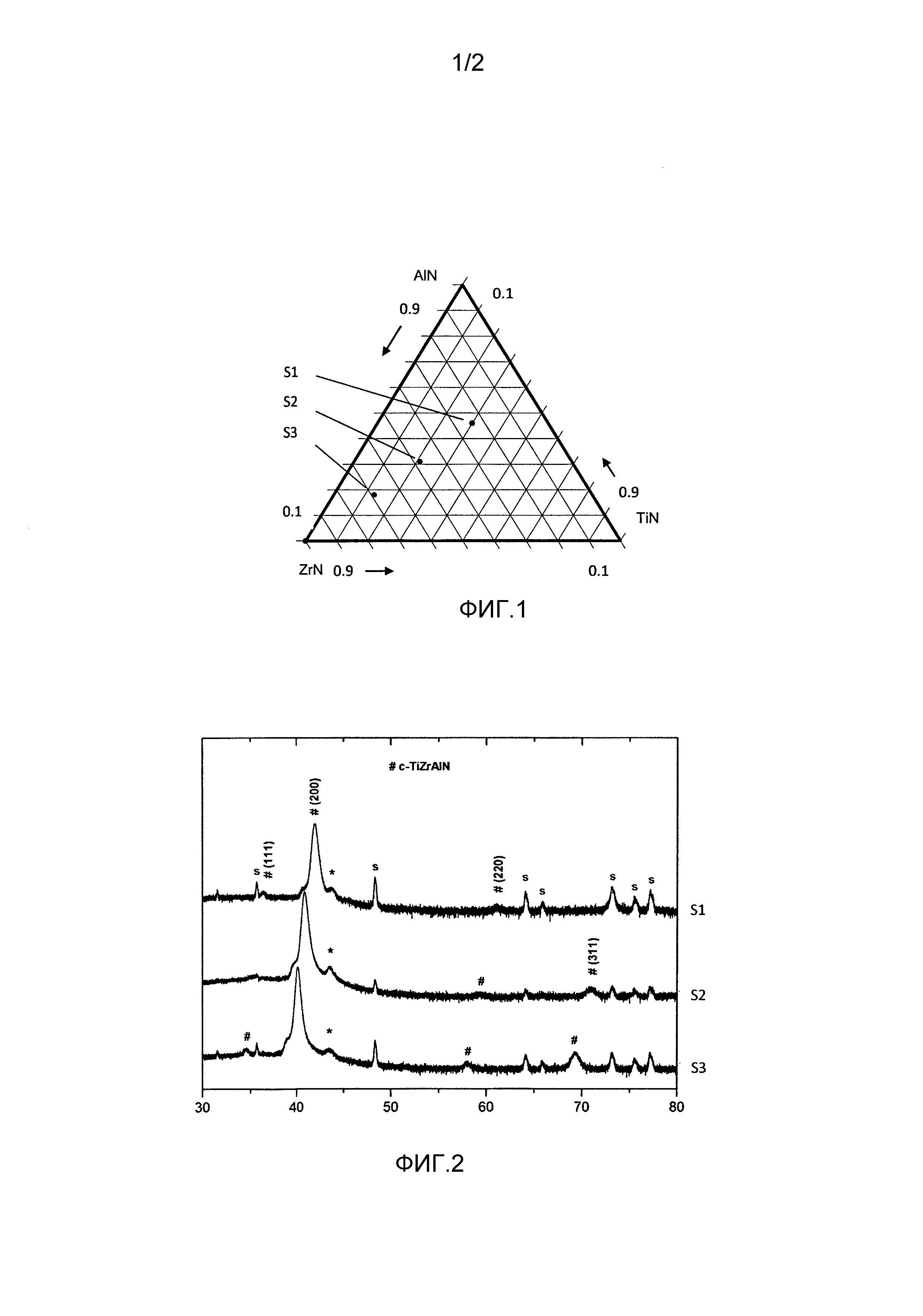
Фиг. 1 представляет собой псевдо-тройную фазовую диаграмму TiN-ZrN-AlN, показывающую примеры заявленных составов.
Фиг. 2 представляет собой рентгеновскую дифрактограмму трех составов покрытия, описанных здесь.
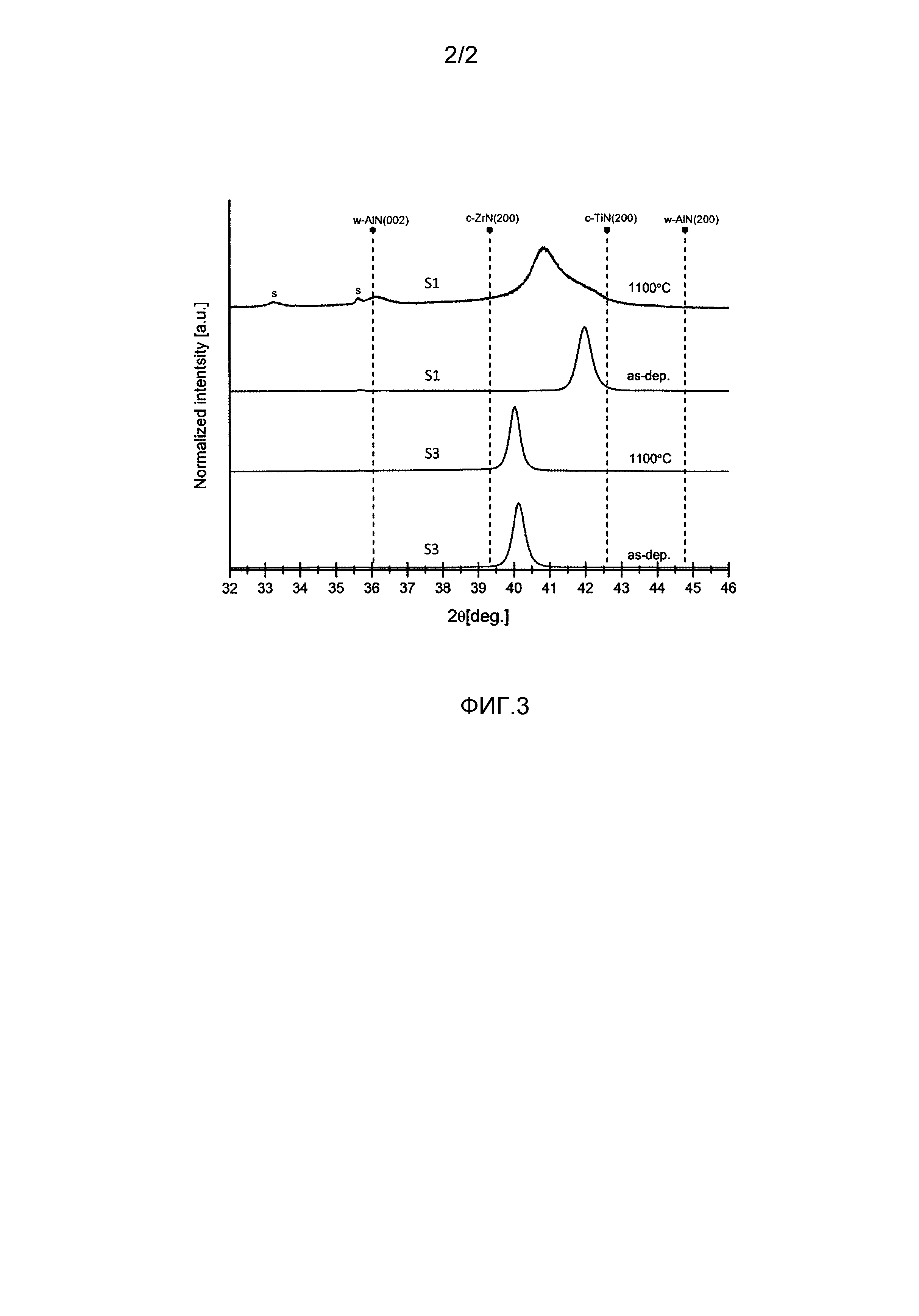
Фиг. 3 представляет собой рентгеновскую дифрактограмму непосредственно после осаждения и отжига покрытий из двух различных составов.
ОПРЕДЕЛЕНИЯ
Составы как определено в формуле изобретения могут содержать неизбежные примеси (например, менее чем 1-3%), замещающие любые из металлических элементов Ti, Zr и Al, и/или N, при этом поддерживая преимущества настоящего изобретения и не отступая от заявленного диапазона. Например, N может быть замещен элементами О, С или В в количестве менее чем 1-3%.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Описывается вариант осуществления режущего инструмента с покрытием, имеющего подложку из твердого сплава и покрытие на подложке, содержащее слой TixZryAl(1-x-y)N. Этот слой упоминается в тексте, как слой TiZrAlN. Количество Ti в составе (то есть x) находится в пределах интервала 0<x≤0,3, предпочтительно, когда x≥0,05, более предпочтительно, когда x≥0,1. Количество Zr в составе (то есть, y) находится в интервале 0,2≤y≤0,8. Количество Al в составе (то есть, 1-x-y) находится в интервале 0,1≤(1-x-y)≤0,7. Слой TiZrAlN имеет кубическую кристаллическую структуру и столбчатую микроструктуру.
Слой TiZrAlN осаждается дуговым испарением на подложку, содержащую твердый сплав или поликристаллический кубический нитрид бора. При необходимости покрытие содержит толстый адгезионный слой толщиной 5-10 нм из Ti, Tin, Cr или Crn и слой TiZrAlN поверх адгезионного слоя. Толщина покрытия находится между 0,5-20 мкм, в основном меньше, чем 10 мкм. Слой TiZrAlN может быть одним из слоев в многослойном покрытии, имеющем непостоянство состава между различными слоями в многослойном покрытии. В качестве альтернативы покрытие может состоять из слоя TiZrAN, возможно в комбинации с адгезионным слоем.
Адгезию можно измерить испытанием на твердость вдавливанием по шкале С Роквелла, как описано в VDI 3198, но в котором нагрузка при вдавливании может изменяться в диапазоне 50-150 кг. Нагрузка при вдавливании, когда покрытие проходит испытание на твердости вдавливания в соответствии с критериями как описано в VDI 3198, может затем приниматься в качестве адгезионной прочности покрытия. Используя этот способ покрытие может иметь адгезию по меньшей мере 50 кг, предпочтительно по меньшей мере 100 кг, более предпочтительно по меньшей мере 150 кг.
На фиг. 1, показана псевдо-тройная фазовая диаграмма состояния TiN-ZrN-AlN системы. Каждая точка на графике соответствует чистому компоненту TiN, ZrN и AlN, как изображено на графике. Каждая линия, параллельнная соответствующей противоположной стороне графика, указывает на 10% интервалы соответствующего компонента.
ПРИМЕРЫ
На фиг. 1 показаны составы трех образцов в пределах заявленного диапазона. В таблице 1 показаны состав и толщина слоя TiZrAlN в каждом образце.
|
Образцы покрытия все были нанесены посредством двух катодных устройств один с Ti0,33Al0,67 - мишенью и один с Zr-мишенью. Подложки из твердого сплава были размещены в разных положениях в камере осаждения для получения осажденных слоев TiZrAlN различного состава.
Подложки покрывали в системе INNOVA Oerlikon Balzer с обновленным улучшенным плазменным оптимизатором. Подложки были помещены внутрь вакуумной камеры, которая снабжена двумя катодными устройствами. Камеру откачивали до создания высокого вакуума (менее чем 10-2 Пa). Камеру нагревали до температуры 350-500°C посредством нагревателей, расположенных внутри камеры, в данном конкретном случае до температуры 400°C. Подложки затем протравливали в течение 25 минут в тлеющем разряде Ar. Катоды в камерах были расположены друг за другом. Оба катода были снабжены кольцевыми анодами, расположенными вокруг них (как описано в заявке на патент США US 2013/0126347 A1), с системой, обеспечивающей магнитное поле с силовыми линиями, выходящими из поверхности мишени и входящими в анод (см. заявку на патент США US 2013/0126347 A1). Давление в камере (давление реакции) было установлено величиной 3,5 Пa газа N2, и отрицательное напряжение величиной -30 В (по отношению к стенкам камеры) было приложено к подложке. Катоды вводили в режим дугового разряда при 160 A, каждый в течение 60 минут. Поскольку посредством двух катодов испаряли различные материалы мишеней, градиент состава был сформирован в узле образцов, таким образом, что подложка образцов, расположенная вблизи мишени с Zr была обогащена Zr, а образцы, расположенные вблизи мишени с Ti-Al были обагащены Ti и Al.
Составы образцов были определены посредством энергодисперсионной рентгеновской спектроскопии (EDX). Состав S1 – Ti0,30Zr0,24Al0,46N, состав S2 – Ti0,21Zr0,48Al0,31N, а состав S3 – Ti0,13Zr0,69Al0,18N.
На фиг. 2 показаны рентгеновские дифрактограммы для трех покрытий, показанных в таблице 1. Все образцы имели TiZrAlN кубической структуры. Все они имеют доминирующий пик из (200) плоскости. В дополнение к этому видны пики из (111), (220) (311) плоскостей. Есть сдвиг в положении (200) пика из-за изменений в параметрах кристаллической решетки между покрытиями.
Образцы подвергали термической обработке для того, чтобы определить их поведение при повышенных температурах. Это было сделано посредством отжига при температуре 1100°C в течение 2 часов. Структуры покрытий непосредственно после осаждения и покрытий после отжига были охарактеризованы посредством рентгеновской дифрактометрии посредством установки Брэгга-Брентано. На фиг. 3 показаны рентгеновские дифрактограммы после осаждения и отжига Ti0,13Zr0,69Al0,18N (S3) и Ti0,30Zr0,24Al0,46N (S1). Для осажденных образцов (200)-пик из кубической фазы TiZrAlN идентифицируется в 20=40,8° для S3 и 2θ=42,08° для S1, в то время как другие пики (помеченные ‘s’) происходят из фаз подложки из твердого сплава. Для S3 нет никакого видимого изменения в структуре до и после отжига. Небольшой пиковый сдвиг (200) пика может быть отнесен к релаксации напряжений. Состав, таким образом, очень стабилен. После отжига S1 покрытия, (200) пик кубической структуры является ассиметричным из-за образования другой кубической фазы с (200) дифракционным пиком под более низкими углами. Это соответствует фазе с параметрами кристаллической решетке ближе к кристаллической решетке ZrN. Покрытие, таким образом, имеет преимущественно кубическую микроструктуру. Распад состава в покрытиях в менее желательные фазы, такие как гексагональные w-AlN, является, таким образом, незначительным или по меньшей мере замедленным.
Валок для горячей прокатки
Способ получения цементированного карбида
Опорная рама щековой дробилки
Верхний кожух гирационной дробилки
Натяжное устройство для вращающегося режущего механизма
Щит ребра крестовины гирационной дробилки
Режущий инструмент с покрытием и способ его изготовления
Режущий инструмент с износостойким покрытием и способ его изготовления
Буровое долото для инструмента бурения горной породы и инструмент бурения горной породы
Способ взаимного соединения буровой штанги с бурильной колонной посредством резьбового соединения, система погрузки-разгрузки штанги и буровая установка
Режущий инструмент с износостойким покрытием и способ его изготовления
Режущий инструмент с покрытием и способ

