Результат интеллектуальной деятельности: ЭКОНОМИЧНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ ЭЛЕМЕНТОВ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления термоэлектрического элемента или по меньшей мере его полуфабриката методом порошковой металлургии.
Термоэлектрический элемент является преобразователем энергии, который преобразует тепловую энергию в электрическую с использованием описанного Пельте и Зеебеком термоэлектрического эффекта. Поскольку термоэлектрический эффект носит обратимый характер, любой термоэлектрический элемент может также использоваться для преобразования электрической энергии в тепловую, в соответствии с чем так называемые элементы Пельте (фригисторы) служат для охлаждения, соответственно нагрева объектов при потреблении электрической мощности. Поэтому элементы Пельте также рассматриваются как термоэлектрические элементы по смыслу настоящего изобретения. Термоэлектрические элементы, которые служат для преобразования тепловой энергии в электрическую, часто называют термоэлектрическими генераторами (ТЭГ).
По своему техническому исполнению термоэлектрические элементы содержат по меньшей мере одну образованную двумя ветвями термопару из термоэлектрически активного материала и несущий и охватывающий ее, электрически изолирующий ее снаружи чехол.
В литературе описано множество термоэлектрически активных материалов. Для коммерческого использования пригодны, например, сплавы из класса полупроводящих теллуридов висмута (прежде всего с дополнительным содержанием селена и/или сурьмы), из которых при легировании, с одной стороны, акцепторной примесью, а с другой стороны, донорной примесью возможно образование термопары.
К следующим классам термоэлектрически активных веществ относятся половинные сплавы Гейслера, различные силициды (прежде всего магния, железа), различные теллуриды (свинца, олова, лантана, сурьмы, серебра), скуттерудиты, различные антимониды (цинка, церия, железа, иттербия, марганца, кобальта, висмута, отчасти называемые также фазами Цинтля), сплавы системы Te-Ag-Ge-Sb (TAGS), германиды кремния, клатраты (прежде всего на основе германия). Наряду с такими полупроводниковыми материалами возможно также изготовление термоэлектрических элементов из комбинаций большинства обычных металлов, как это, например, имеет место при изготовлении имеющихся в продаже термоэлементов для измерения температуры, в частности термопар типа Ni-CrNi. Однако достижимые при этом так называемые качественные показатели (термоэлектрический "коэффициент полезного действия") явно ниже, чем при использовании указанных полупроводниковых материалов.
Традиционные термоэлектрические элементы обычно состоят из монолитных (полнотелых) параллелепипедов из термоэлектрически активных полупроводников, а также твердых, большей частью керамических, электроизолирующих наружных пластин. При использовании монолитных параллелепипедов их выпиливают из монолитных слитков.
Слитки, поскольку они часто имеют дефекты или усадочные раковины, принято сначала измельчать в порошок и спеканием изготавливать из него высокоплотную пластину. Затем из такой плотной, практически не имеющей пустот пластины по мере необходимости вырезают параллелепипеидальные ветви термоэлектрического элемента.
Из WO 2008/061823 А1 известно изготовление полуфабриката для термоэлектрического элемента путем введения термоэлектрического материала в виде порошка в плоскую пористую подложку. Ветви изготовленного термоэлектрического элемента проходят перпендикулярно плоскости подложки.
Еще один способ изготовления термоэлектрических элементов методом порошковой металлургии известен из DE 102012205087 А1. Согласно этой публикации подготовленный в порошкообразном виде активный материал спрессовывают в отверстиях перфорированной матрицы, которая затем становится компонентом изготовленного термоэлектрического элемента, а именно подложкой.
К недостаткам этого способа следует отнести тот факт, что указанная матрица обязательно должна состоять из тепло- и электроизолирующего материала, поскольку она остается в качестве подложки в ТЭГ. Наряду с этим матрица должна выдерживать в процессе прессования неспеченной заготовки высокие механические нагрузки, что ограничивает выбор тепло- и электроизолирующего материала подложки.
Из WO 2015/043824 А1 известен усовершенствованный способ изготовления термоэлектрических элементов методом порошковой металлургии. При осуществлении этого способа порошкообразный активный материал спрессовывают в расположенной вне подложки форме с получением неспеченных заготовок, эти неспеченные заготовки вдавливают, выталкивая из формы, в предусмотренные отверстия подложки и спекают в них с получением ветвей термоэлектрического элемента.
Недостаток такого способа состоит в том, что расположенную вне подложки форму, в которой активный материал спрессовывают в неспеченные заготовки, необходимо располагать с точным совмещением с отверстиями подложки, в которые впрессовывают неспеченные заготовки. Для такого точного совмещения и для перемещения неспеченных заготовок из формы в подложку необходима специальная машина, которую требуется специально разрабатывать и изготавливать для этой цели. Вследствие этого значительно возрастают капитальные затраты на производственную линию для изготовления термоэлектрических элементов этим способом. Кроме того, неспеченные заготовки подвержены усадке при спекании, т.е. уменьшению их объема в процессе спекания. По этой причине ветви термоэлектрического элемента укорачиваются в подложке, из-за чего обеспечить их контактирование между собой можно лишь с трудом. Обычно выступающую над ветвями термоэлектрического элемента часть материала подложки требуется сошлифовывать с тем, чтобы обеспечить расположение ветвей термоэлектрического элемента заподлицо, т.е. вровень, с поверхностью подложки, что является необходимым условием для надежного электрического контактирования ветвей термоэлектрического элемента между собой. Подобная технологическая операция приводит к увеличению производственных расходов.
Еще один принципиальный недостаток описанного в WO 2015/043824 А1 способа состоит в том, что он не позволяет осуществлять индивидуальный контроль массы ветвей термоэлектрического элемента. Данный фактор затрудняет соблюдение узких пределов допуска на однородность плотности ветвей термоэлектрического элемента.
Исходя из рассмотренного выше уровня техники, в основу настоящего изобретения была положена задача предложить основанный на методе порошковой металлургии способ изготовления термоэлектрического элемента, соответственно его полуфабриката, каковой способ допускал бы возможность его осуществления с использованием стандартных машин и оборудования в целях снижения капитальных затрат и повышения стабильности производственного процесса. Помимо этого в оптимальном случае должны исключаться операции дополнительной обработки для уравнивания подложки и ветвей термоэлектрического элемента. С целью же облегчить обеспечение надлежащего качества должна предусматриваться возможность контроля массы отдельных ветвей термоэлектрического элемента, соответственно их неспеченных заготовок.
Указанная задача решается с помощью способа, заключающегося в выполнении следующих стадий:
а) подготавливают в основном плоскую подложку из электро- и теплоизолирующего материала, через которую проходят ориентированные в основном перпендикулярно ее плоскости сквозные отверстия,
б) подготавливают порошкообразный термоэлектрически активный материал,
в) активный материал спрессовывают с получением неспеченных заготовок, при этом прессование осуществляется в отличной от подложки форме,
г) неспеченные заготовки помещают в сквозные отверстия подложки, в результате чего в каждом из сквозных отверстий вдоль его оси через подложку проходит по одной неспеченной заготовке,
д) подложку с помещенными в нее неспеченными заготовками располагают между двумя в основном плоскими электродами, в результате чего оба электрода и подложка оказываются ориентированы в основном параллельно друг другу,
е) торцевые стороны неспеченных заготовок приводят в контакт с электродами, в результате чего между обоими электродами через неспеченные заготовки создается соединение, передающее электрический ток и механический силовой поток,
ж) к неспеченным заготовкам подводят проходящий между электродами электрический ток, что вызывает нагрев термоэлектрического активного материала,
з) к неспеченным заготовкам прикладывают действующее между электродами сжимающее усилие, в результате чего термоэлектрический активный материал нагружается давлением,
и) неспеченные заготовки спекают при воздействии давления и тепла с получением ветвей термоэлектрического элемента,
к) подложку и находящиеся в ней ветви термоэлектрического элемента подвергают сглаживанию путем сближения электродов при сохранении их параллельности, в результате чего ветви термоэлектрического элемента оканчиваются заподлицо с подложкой, при этом устраняется возможный осевой перекос неспеченных заготовок в подложке, а также компенсируется их усадка при спекании.
Подобный способ является объектом настоящего изобретения.
Основная идея изобретения состоит в том, чтобы выполнять стадии прессования активного материала, помещения неспеченных заготовок в сквозные отверстия подложки и спекания неспеченных заготовок на различных машинах и чтобы тем самым для выполнения максимально возможного числа технологических операций можно было использовать стандартные машины и оборудование.
Одна из важных особенностей изобретения состоит в том, что спекание неспеченных заготовок и уравнивание подложки и ветвей термоэлектрического элемента осуществляются в ходе одной рабочей операции, для чего используют расположенные плоскопараллельно подложке плоские электроды для спекания, которые приближают к подложке по мере усадки неспеченных заготовок при спекании. Соответственно этому неспеченные заготовки следует выполнять с избыточным размером (припуском), который устраняется, соответственно компенсируется усадкой при спекании. В конце процесса спекания расстоянием между электродами задается толщина подложки, а также длина ветвей термоэлектрического элемента. Таким путем безо всякой последующей дополнительной обработки обеспечивается расположение ветвей термоэлектрического элемента заподлицо с подложкой.
Еще одно рационализаторское преимущество может достигаться в том случае, когда несколько подложек с помещенными в них неспеченными заготовками объединяют в пакет, в котором при этом подложки располагаются параллельно друг другу и между каждыми двумя соседними между собой подложками проложено по в основном плоской разделительная пластине, которая располагается параллельно подложкам и которая создает электропроводное и силопередающее соединение между неспеченными заготовками в соседних подложках, и затем весь такой пакет располагают между обоими электродами. Использование разделительных пластин позволяет изготавливать в ходе одного процесса спекания на одной спекательной машине множество полуфабрикатов (т.е. подложек с находящимися в них ветвями термоэлектрических элементов).
При изготовлении термоэлектрических элементов описанным непосредственно выше групповым методом несколько подложек с помещенными в них неспеченными заготовками можно располагать по отдельности, соответственно в набранном в пакет виде в одной плоскости между обоими электродами. Благодаря этому обеспечивается дальнейшая рационализация производства.
Плоские электроды, соответственно разделительные пластины в предпочтительном варианте выполнены из графита, поскольку это вещество хорошо проводит электрический ток, выдерживает высокие температуры спекания и не прилипает к термоэлектрическому активному материалу. Графит обладает тем свойством, что его механическая прочность возрастает с повышением температуры. Для использования этого эффекта в еще одном варианте осуществления предлагаемого в изобретении способа к неспеченным заготовкам для их приведения в контакт с электродами прикладывают первое сжимающее усилие, после чего к неспеченным заготовкам при действии этого первого сжимающего усилия подводят ток до тех пор, пока выполненные из графита электроды, соответственно разделительные пластины не достигнут температуры, при которой выполненные из графита электроды, соответственно разделительные пластины характеризуются повышенной несущей способностью, соответственно разрушающей нагрузкой, которая превышает первое сжимающее усилие, и затем к неспеченным заготовкам прикладывают второе сжимающее усилие, которое выше первого сжимающего усилия и ниже повышенной несущей способности, соответственно разрушающей нагрузки. Таким образом, необходимое для прессования второе сжимающее усилие создают лишь после того, как электроды, соответственно разделительные пластины достигнут достаточной прочности в результате повышения их температуры. До достижения этой температуры прикладывают лишь первое, более низкое сжимающее усилие.
Предлагаемый в изобретении способ предназначен для переработки термоэлектрического активного материала, который представляет собой сплав, выбранный из класса теллуридов висмута, теллуридов свинца, антимонидов цинка, силицидов, скуттерудитов, половинных сплавов Гейслера. В качестве активного материала возможно также использование нанокремния (кремния с нанометровыми размерами частиц). Особенно предпочтителен теллурид висмута (Bi2Te3).
При спрессовывании порошкообразного активного материала в неспеченные заготовки порошкообразный активный материал уплотняется. Однако в предпочтительном варианте порошок уплотняют не до теоретической плотности, а лишь до первой плотности после прессования (плотности прессовки), которая составляет от 75 до 85% теоретической плотности активного материала. Под теоретической (или истинной) плотностью подразумевается плотность идеально монолитного тела из применяемого активного материала. Теоретическая плотность технических сплавов на основе теллурида висмута составляет, например, 6,9 г/см3. Поскольку первая плотность после прессования меньше теоретической плотности, неспеченная заготовка является пористой. В свою очередь первая плотность после прессования логически неизбежно больше насыпной плотности порошкообразного активного материала, поскольку порошок при прессовании уплотняется. Насыпная плотность применяемого порошка составляет преимущественно от 30 до 50% теоретической плотности.
Для достижения первой плотности после прессования следует соответствующим образом выбирать гранулометрический состав порошкообразного активного материала и давление прессования в таблеточном прессе. Конкретно в том случае, когда в качестве активного материала используется теллурид висмута, средний размер его частиц d50 должен перед прессованием составлять от 3 до 30 мкм, а давление, при котором термоэлектрический активный материал спрессовывается в неспеченные заготовки, должно в этом случае составлять от 541 до 955 мПа. Гранулометрический состав определяют по статическому рассеянию лазерного излучения согласно теории Ми. Подобный метод анализа указан в стандарте DIN-ISO 13320, при этом следует использовать измерение мокрым методом. Пригодным для применения в этих целях измерительным прибором является лазерный спектрометр рассеянного излучения HORIBA LA 950 фирмы Retsch Technology GmbH, Хан, Германия. Информация о давлении, которое развивается таблеточным прессом при прессовании порошка, может считываться с самого этого таблеточного пресса. Для этого, например, динамометрическим датчиком (тензометрическим датчиком) определяют усилие на пуансоне и величину этого усилия пересчитывают на площадь поверхности пуансона.
Длина неспеченных заготовок должна составлять от 105 до 150% толщины подложки в сглаженном состоянии. Сказанное означает, что помещенные (вставленные) в подложку неспеченные заготовки выступают из нее, благодаря чему обеспечивается хороший механический и электрический контакт с электродами, соответственно разделительными пластинами. В этом случае усадка при спекании приводит к укорачиванию ветвей термоэлектрического элемента до толщины подложки, что исключает необходимость в последующем уравнивании.
Температура, которая устанавливается в неспеченных заготовках при спекании, должна составлять от 50 до 70% температуры плавления активного материала. Температура плавления зависит от применяемого активного материала. У теллурида висмута температура его плавления составляет порядка 573°С. При использовании сплава из класса теллуридов висмута оптимальная температура спекания составляет, следовательно, от 287 до 401°С в зависимости от конкретного сплава.
В самих неспеченных заготовках измерять температуру едва ли возможно. Вместо этого при спекании температуру измеряют термометром на электродах. Температуру спекания регулируют, варьируя параметры электрического тока, подводимого к неспеченным заготовкам.
При использовании теллуридов висмута в качестве активного материала к неспеченным заготовкам следует подводить электрический ток, параметры которого имеют следующий порядок величин:
плотность тока в пересчете на площадь
поперечного сечения неспеченных заготовок: 10-100 кА/м2
длительность подвода тока: 600-1100 с
удельный расход электрической энергии в
пересчете на навеску активного материала: 150-250 кДж/г
Ток можно подавать в виде переменного тока с частотой от 20 до 100 Гц. Пригоден переменный ток с обычной сетевой (промышленной) частотой 50 или 60 Гц. Возможно также использование постоянного тока.
В результате подвода электрического тока электроды и неспеченные заготовки нагреваются до температуры в пределах от 300 до 400°С. Температуру можно измерять на электродах и использовать в качестве регулируемой величины. Высокая температура вызывает спекание активного материала. Продукт спекания неспеченной заготовки соответствует ветви термоэлектрического элемента. Поскольку в результате спекания электрическое сопротивление активного материала снижается, термоэлектрическая активность спеченной ветви термоэлектрического элемента возрастает по сравнению с пористыми неспеченными заготовками.
Для образования каждой термопары необходимо по два термоэлектрических активных материала, обладающих разной проводимостью и электрически соединяемых между собой, при этом, например, первый активный материал обладает дырочной проводимостью, а второй активный материал - электронной проводимостью или наоборот. Термин "разный" в данном контексте означает, что оба активных материала обладают различающимися между собой коэффициентами Зеебека. В качестве активных материалов особенно предпочтительны полупроводники с дырочной и электронной проводимостью, поскольку их коэффициенты Зеебека имеют разные знаки (отрицательный у активных материалов с электронной проводимостью и положительный у активных материалов с дырочной проводимостью), и поэтому численное различие коэффициентов Зеебека особенно велико. Данный фактор повышает эффективность термоэлектрического элемента.
В первом варианте осуществления данного способа изготовления термоэлектрических элементов оба активных материала последовательно спрессовывают в соответствующие неспеченные заготовки и помещают их в подложку. Сказанное означает, что сначала формуют и помещают в подложку неспеченные заготовки из материала с дырочной проводимостью, а затем перерабатывают активный материал с электронной проводимостью. Благодаря этому сокращается время переналадки машины. Очевидно, что можно также сначала перерабатывать материал с электронной проводимостью, а затем материал с дырочной проводимостью.
Второй и предпочтительный вариант предусматривает использование двух таблеточных прессов: первого для переработки активного материала с дырочной проводимостью и второго для переработки активного материала с электронной проводимостью. Хотя капитальные затраты в данном случае вдвое выше, чем в первом варианте, однако они быстро амортизируются благодаря сокращению времени переналадки по следующим причинам. Поскольку в одной ветви термоэлектрического элемента не допускается присутствие материалов с электронной и дырочной проводимостью в смешанном между собой виде, машину при смене перерабатываемого на ней материала обязательно требуется тщательно очищать. Особенно при применении сложных ротационных прессов на их наладку по этой причине приходятся значительные затраты времени. При применении же двух машин, на каждой из которых перерабатывается материал только одного типа, отсутствуют затраты времени на их наладку, а время их загруженности явно возрастает. Помимо этого благодаря применению индивидуальных прессов для переработки активного материала с электронной проводимостью и активного материала с дырочной проводимостью повышается качество продукции, поскольку практически полностью исключается загрязнение ветвей посторонним материалом.
Сжимающее усилие, которое прикладывается к неспеченным заготовкам при прессовании, явно ниже давления, которое прикладывалось ранее к порошку при прессовании из него неспеченных заготовок.
В предпочтительном варианте неспеченные заготовки при приложении к ним действующего между электродами сжимающего усилия уплотняют до второй плотности после прессования, которая составляет от 90 до 97% теоретической плотности активного материала. Таким образом, плотность неспеченных заготовок еще раз повышают перед процессом спекания, но не до теоретической плотности (определение теоретической плотности см. выше).
При использовании теллурида висмута к неспеченной заготовке следует прикладывать сжимающе усилие, которое приводит к созданию давления в термоэлектрическом активном материале в пределах от 10 до 50 МПа.
Холодный графит обычно имеет прочность при сжатии от 60 до 120 МПа. По этой причине графитовые электроды/разделительные пластины перед приложением окончательного сжимающего усилия сначала необходимо нагреть до температуры примерно 300°С. При этой температуре сопротивление графитовых элементов разрушению достигает необходимых значений, при которых они способны без своего разрушения выдерживать создаваемое при спекании давление. Скорость нагрева для достижения такой температуры должна составлять примерно 50 K/мин.
Неспеченные заготовки, используемые при осуществлении предлагаемого в изобретении способа, могут иметь различную геометрическую форму. В первую очередь в качестве возможной рассматривается цилиндрическая форма в общем виде. Неспеченные заготовки такой формы необязательно должны иметь в сечении круглый профиль, а могут также иметь эллиптический, прямоугольный, квадратный или шестиугольный профиль. Возможно также использование цилиндрических неспеченных заготовок с профилем в виде правильного или неправильного n-угольника. Однако особенно предпочтительны неспеченные заготовки, имеющие форму кругового цилиндра.
Наряду с цилиндрической формой неспеченные заготовки могут также иметь слегка коническую форму. Сказанное означает, что у такой неспеченной заготовки размеры ее поперечного сечения уменьшаются в осевом направлении, т.е. неспеченная заготовка сужается. Преимущество сужающейся неспеченной заготовки состоит в том, что она прочно удерживается в сквозном отверстии подложки в результате своего защемления или заклинивания в нем и при выполнении различных операций с подложкой, в которую она вставлена, не выпадает из нее. В соответствии с этим угол при вершине конуса следует выбирать таким, чтобы между подложкой и вставленной в нее неспеченной заготовкой возникало достаточное усилие заклинивания. Тем не менее угол при вершине конуса не должен быть слишком крутым во избежание растрескивания подложки вследствие расклинивающего действия. Приемлемый угол при вершине конуса зависит также от коэффициента трения и тем самым от пары сопрягаемых материалов.
Такого же эффекта можно также добиться, выполнив сквозное отверстие сужающимся или выполнив неспеченные заготовки с радиальным избыточным размером, при котором неспеченные заготовки вставляются в сквозные отверстия с радиальным натягом (по прессовой посадке).
Для возможности беспроблемного помещения имеющих форму кругового цилиндра неспеченных заготовок в подложку каждая из них должна иметь с торцевой стороны по фаске. Наличие такой фаски тем более необходимо в том случае, когда неспеченные заготовки имеют радиальный избыточный размер. Благодаря фаске при помещении неспеченных заготовок в подложку не происходит также откалывания никакого материала (острые края легко откалываются). Неспеченные заготовки менее чувствительны также к повреждению в результате ударов. Помимо этого снижается также риск образования при спекании выступающей из подложки части в виде "шляпки гриба" (соответственно в виде "головки заклепки").
Неспеченные заготовки можно также выполнять с гладкой поверхностью для их более легкого заскальзывания в отверстия подложки. Качество поверхности неспеченных заготовок определяется формой, качеством и точностью дозирования и давлением при прессовании. В предпочтительном варианте боковая поверхность неспеченных заготовок характеризуется определенным в соответствии со стандартом DIN 4766 Т2 средним арифметическим отклонением профиля Ra в пределах от 12 до 24 мкм.
Важное преимущество предлагаемого в изобретении способа состоит в возможности прессования неспеченных заготовок на стандартной машине вне подложки. Для применения в этих целях неожиданно оказались пригодны имеющиеся в продаже таблеточные прессы, которые используются в фармацевтической промышленности для таблетирования порошкообразных лекарственных средств. Данный факт оказался неожиданным постольку, поскольку подобные таблеточные прессы предназначены для переработки фармацевтических составов, которые химически и физически существенно отличаются от термоэлектрического активного материала. Так, например, теллурид висмута имеет в сравнении с обычными лекарственными средствами чрезвычайно высокую плотность.
Тем не менее таблеточные прессы эксцентрикового (кривошипного) или ротационного конструктивного типа способны без их модифицирования развивать давление прессования, необходимое для спрессовывания термоэлектрического активного материала в неспеченные заготовки, и позволяют в полностью автоматическом режиме с высокой скоростью изготавливать из активного материала неспеченные заготовки в больших количествах. Вместо лекарственных средств в таблеточный пресс загружается порошкообразный термоэлектрический активный материал. Усилия прессования, создаваемые пуансонами, следует настраивать с таким расчетом, чтобы в форме достигалось необходимое давление прессования (от 700 до 1200 МПа при прессовании Bi2Te3). В соответствии с этим следует выбирать пуансоны, допускающие высокую нагрузку. В результате вместо разработки специальной машины новой конструкции можно приобрести уже непосредственно существующий таблеточный пресс и избежать тем самым связанных с такой разработкой высоких затрат.
Одним из пригодных для применения в предусмотренных изобретением целях таблеточных прессов является ротационный пресс типа 1200i фирмы Fette Compacting GmbH, Шварценбек, Германия. Как указывалось выше, в предпочтительном варианте приобретают два таблеточных пресса для раздельного изготовления легированных донорной примесью неспеченных заготовок, с одной стороны, и легированных акцепторной примесью неспеченных заготовок, с другой стороны.
Еще одно преимущество фармацевтических таблеточных прессов состоит в том, что они изначально оборудованы точно работающими дозаторами, и поэтому отмеривание порций активного материала в форму путем взвешивания происходит с высокой точностью по принципу "готового решения" ("out-of-the-box"). Дозирование осуществляется путем измерения объема дозируемого материала.
Еще одно преимущество применения неспеченных заготовок, изготавливаемых ex situ на таблеточном прессе каждая отдельно от других, состоит в возможности легче отсортировывать бракованные неспеченные заготовки и возвращать в производственный цикл (рециркулировать) составляющий их активный материал путем их размалывания. При прессовании неспеченных заготовок in situ (т.е. непосредственно в подложке) или при их массовом переносе непосредственно из формы в подложку в нее могут попадать отдельные прессованные с дефектами неспеченные заготовки, снижающие качество последующего ТЭГ.
Таблеточный пресс выталкивает неспеченные заготовки неупорядоченно. Для индивидуального помещения неспеченных заготовок в подложку можно использовать имеющееся в продаже транспортно-разделительное устройство, которое обычно используется для помещения или укладки таблеток в отдельные ячейки блистерных (ячейковых) упаковок. В предпочтительном варианте используются транспортирующие машины с пьезоэлектрическими приводами или качающиеся, соответственно вибрационные конвейеры. Пригодные для применения в этих целях машины выпускаются фирмой Harro  Verpackungsmaschinen GmbH, Альмерсбах-им-Таль, Германия. Возможно также применение других автоматических укладчиков либо помещение неспеченных заготовок в подложку вручную.
Verpackungsmaschinen GmbH, Альмерсбах-им-Таль, Германия. Возможно также применение других автоматических укладчиков либо помещение неспеченных заготовок в подложку вручную.
Принципиально предлагаемый в изобретении способ открывает возможность выбора материала подложки из широкого спектра возможных материалов. Для повышения эффективности термоэлектрического генератора следует по возможности выбирать материал подложки, который обеспечивает высокую степень тепло- и электроизоляции. Однако вместе с тем материал подложки должен быть также недорогим для обеспечения экономичности. Помимо этого материал подложки должен обладать термостойкостью, в том числе термоциклической стойкостью, пригодной для дальнейшего прохождения всего технологического маршрута и для последующего использования в термоэлектрическом элементе. Такой материал должен также обладать определенной механической прочностью.
В качестве особо экономичного материала подложки следует отметить композиционные материалы, состоящие из неорганических сырьевых материалов и связующих. Под неорганическими сырьевыми материалами подразумеваются преимущественно слюда, перлиты, флогопиты или мусковиты. В качестве связующего используют преимущественно силикон, силиконовую смолу и/или эпоксидную смолу. Из таких материалов можно путем их наслаивания изготавливать подложки прежде всего в виде слоистого материала. Для применения в качестве подложки наиболее пригодны листовые изоляционные материалы, выпускаемые под товарными знаками Miglasil® и Pamitherm® швейцарской фирмой Roll AG. Речь при этом идет о слоистых материалах (ламинатах), состоящих из мусковитов и силиконового связующего. Такой термостабильный изоляционный материал в высшей степени пригоден для его переработки в предлагаемом в изобретении процессе.
При применении слоистых подложек из неорганических сырьевых материалов и связующих важное значение имеет соблюдение соответствующих машинных параметров в процессе механической обработки во избежание повреждения материала подложки. Так, например, при выполнении отверстий в листах материала Pamitherm® путем обработки резанием цельными твердосплавными сверлами, т.е. путем сверления, необходимо соблюдать скорость резания в пределах от 0,3 до 1,5 м/с. При диаметре сверла 4 мм такой скорости резания соответствует частота вращения примерно от 1500 до 7500 об/мин. Подача должна составлять от 50 до 250 мм/мин. Равным образом возможно использование специальных, разработанных для сверления отверстий в слоистых материалах сверел и корончатых сверел.
В качестве альтернативы сверлению существует также возможность выполнения отверстий в подложке без снятия стружки, например вырубным пуансоном.
Подложку используют в виде плоского материала толщиной от 1 до 10 мм. В предпочтительном варианте толщина подложки составляет от 1,5 до 4 мм, особенно предпочтительно от 2 до 3 мм. Листы материала Pamitherm® выпускаются и предлагаются к продаже с такой толщиной.
Ниже предлагаемый в изобретении способ более подробно рассмотрен со ссылкой на прилагаемые к описанию схематичные чертежи, на которых показано:
на фиг. 1 - подложка на стадии ее подготовки,
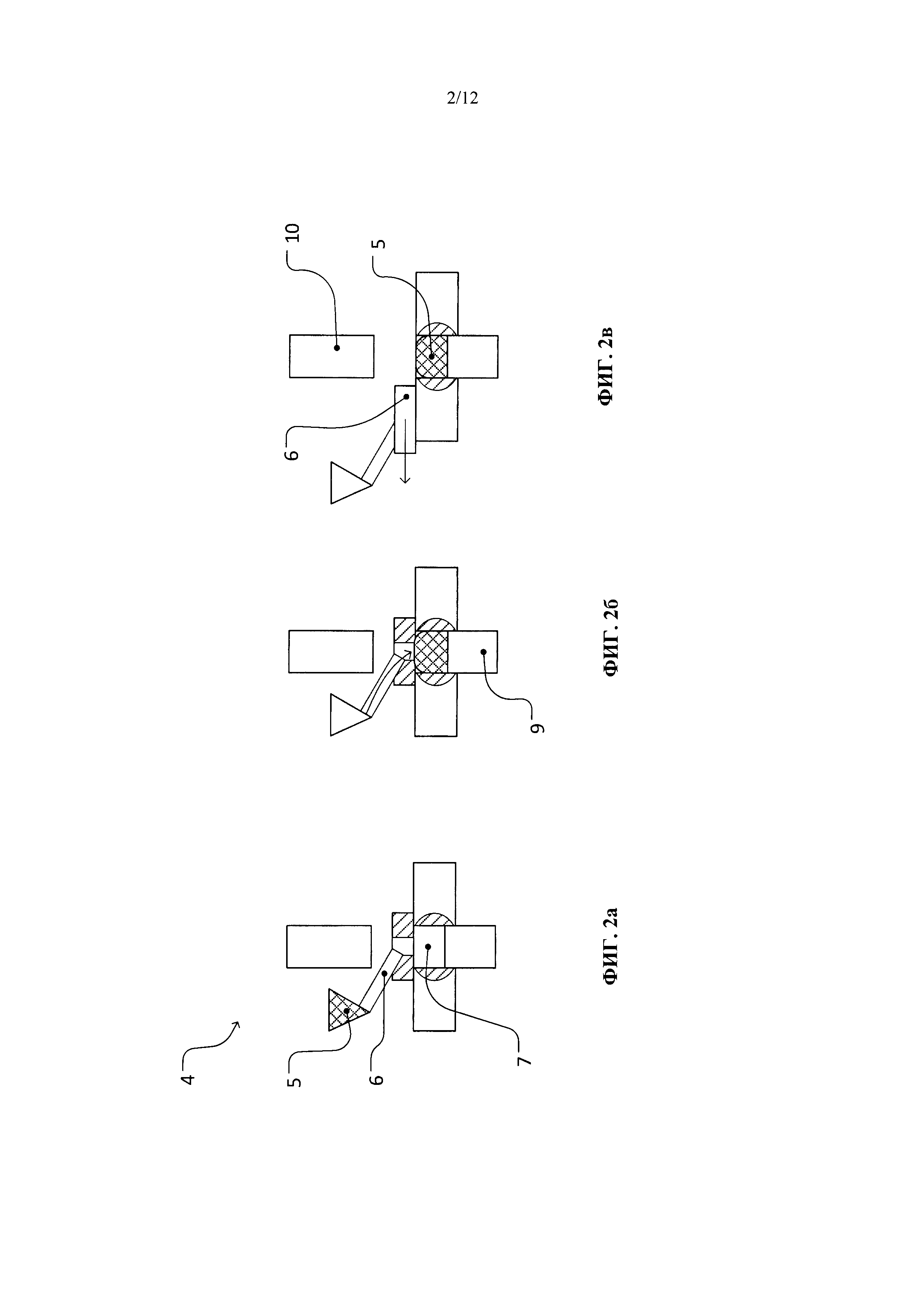
на фиг. 2а-2е - активный материал на стадии его подготовки и на стадии его спрессовывания в неспеченные заготовки,
на фиг. 3 - неспеченные заготовки на стадии их помещения в подложку,
на фиг. 4 - подложка на стадии ее расположения между двумя электродами,
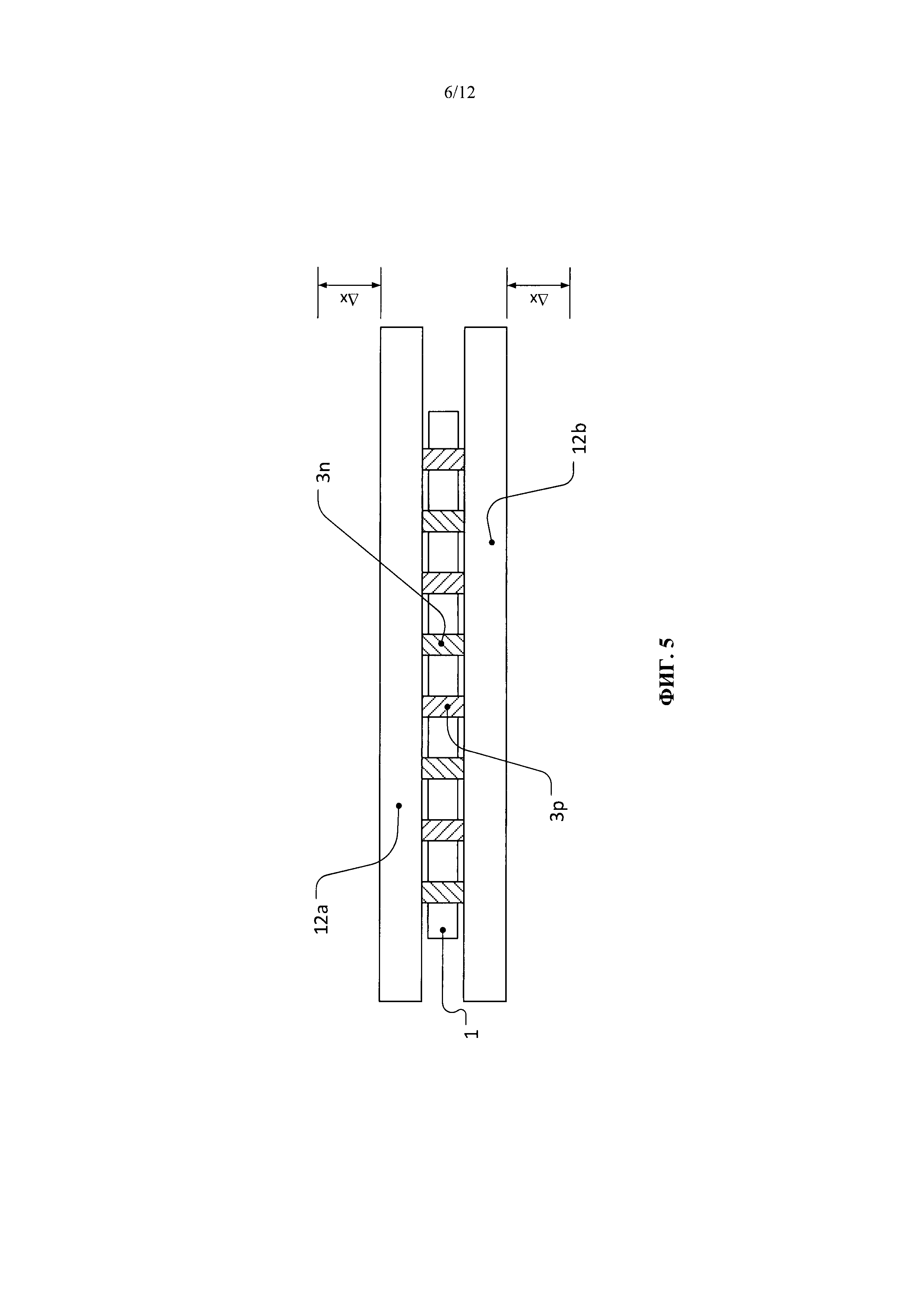
на фиг. 5 - неспеченные заготовки на стадии приведения их торцевых сторон в контакт с электродами,
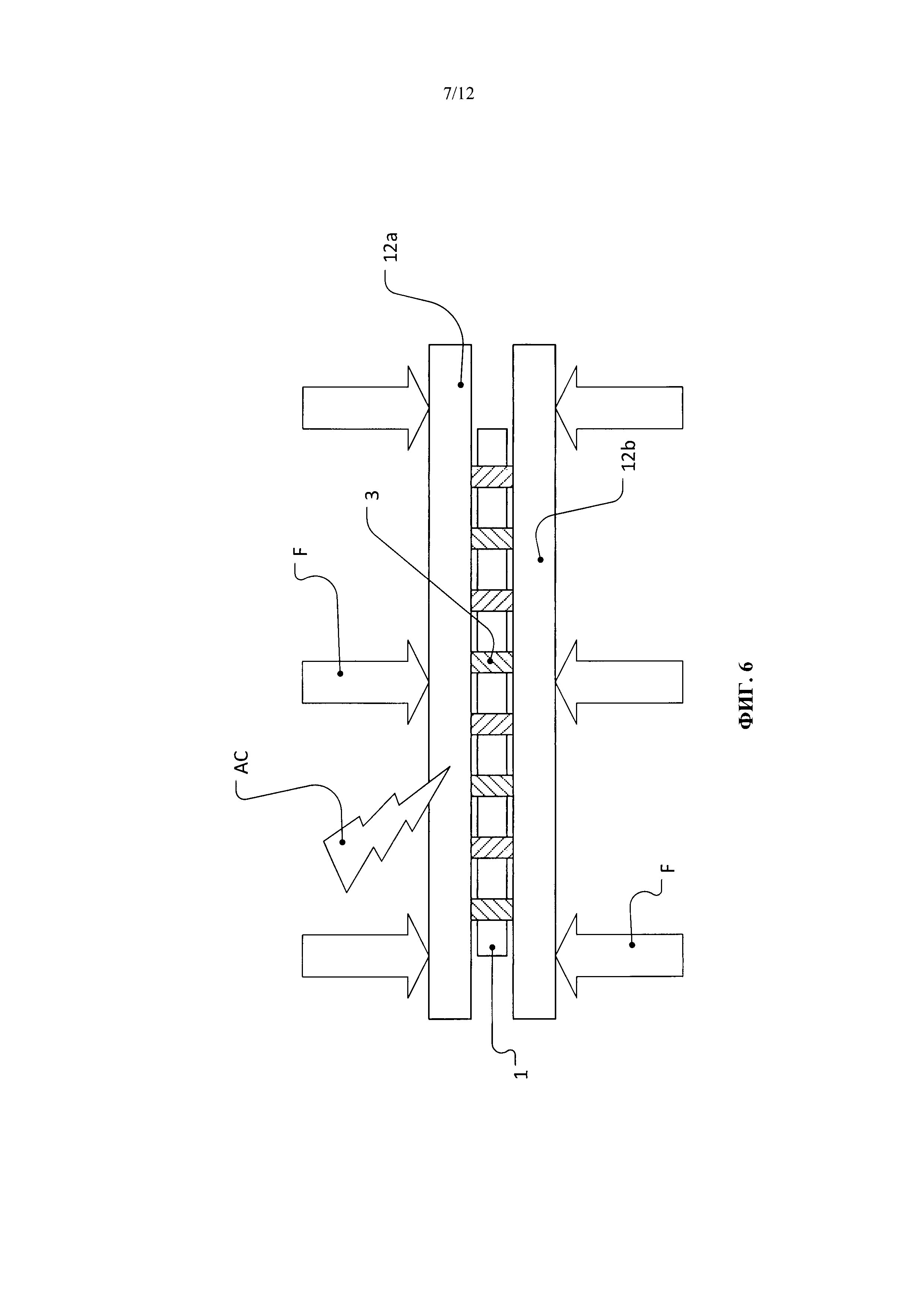
на фиг. 6 - неспеченные заготовки на стадии подвода к ним тока и на стадии приложения к ним сжимающего усилия с целью их спекания с получением ветвей термоэлектрического элемента,
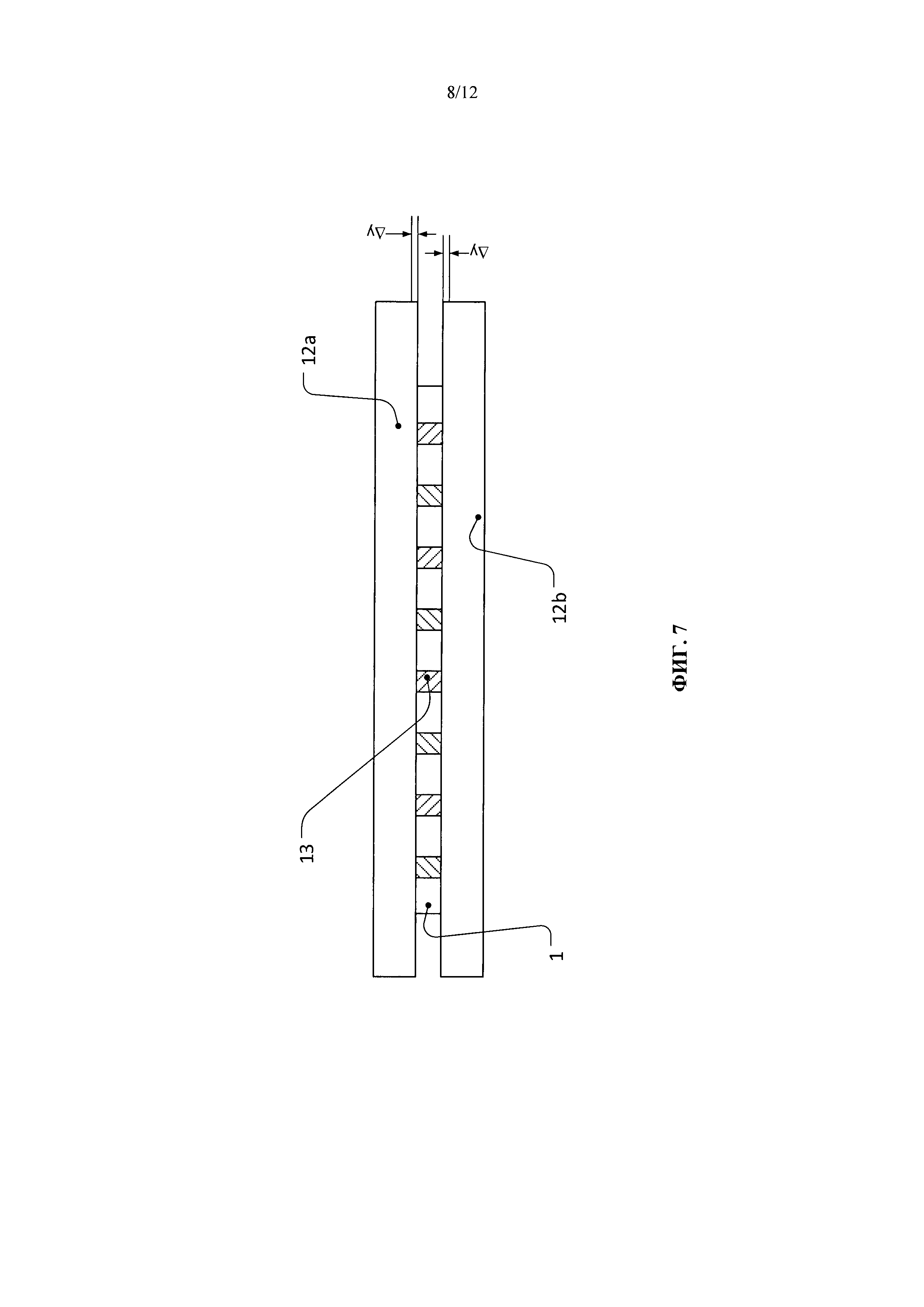
на фиг. 7 - подложка и ветви термоэлектрического элемента на стадии их сглаживания путем сближения электродов,
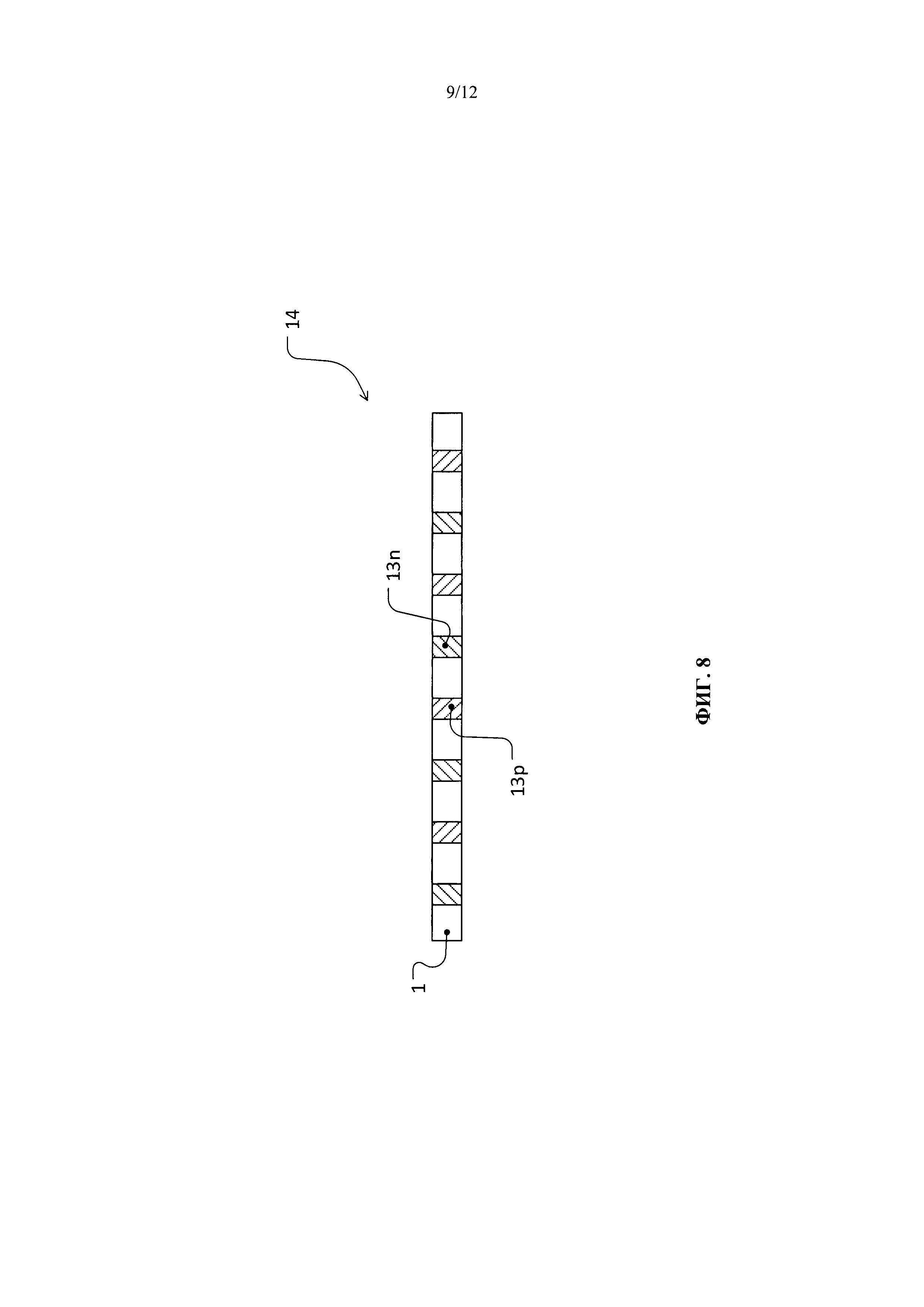
на фиг. 8 - полуфабрикат,
на фиг. 9 - термоэлектрический элемент,
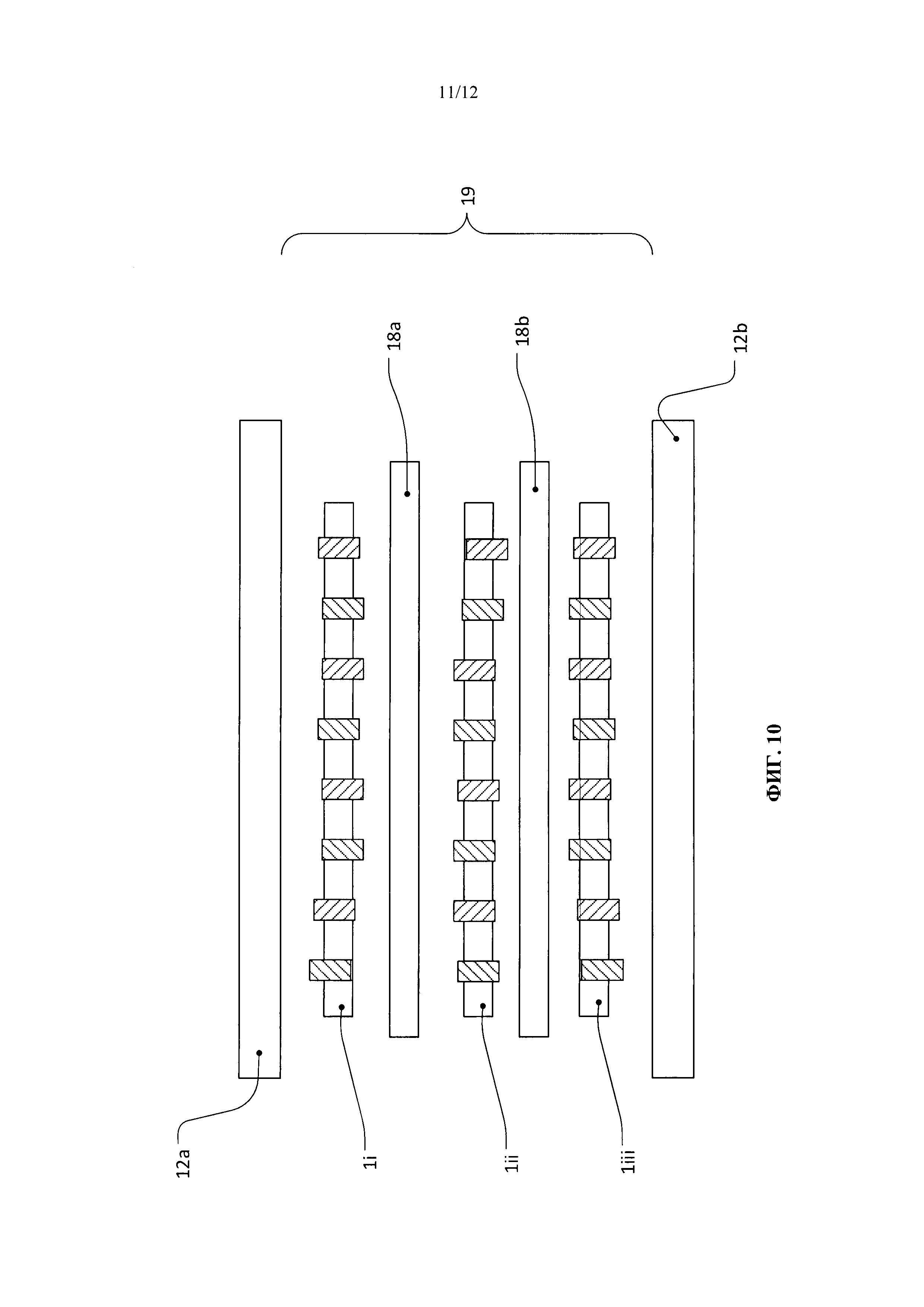
на фиг. 10 - вариант с расположением нескольких подложек в виде пакета между двумя электродами с использованием разделительных пластин и
на фиг. 11 - пакет подложек на стадии спекания в них неспеченных заготовок.
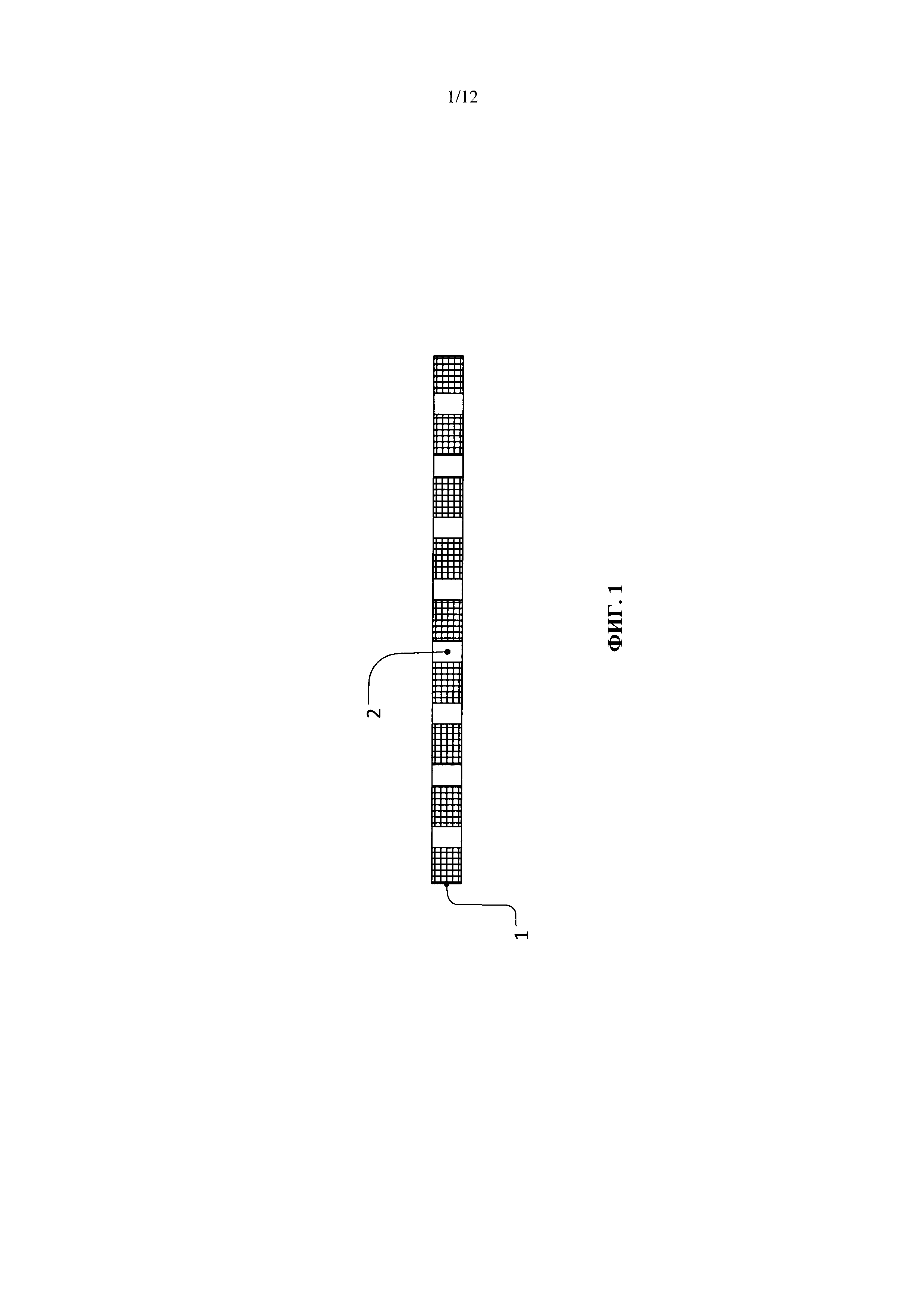
Сначала подготавливают подложку 1. Под такой подложкой 1 в данном случае подразумевается плоский лист материала Pamitherm®. Речь при этом идет о тепло- и электроизолирующем слоистом материале, который состоит из мусковитов и силиконового связующего. Размер и форма поверхности подложки зависят от назначения последующего ТЭГ. Так, например, возможно использование прямоугольных листов размером 52×52 мм. Толщина листа материала Pamitherm® составляет 2 мм. При этом чертежи выполнены без соблюдения масштаба и без соблюдения пропорций.
В подложке 1 выполняют множество сквозных отверстий 2, которые проходят через нее перпендикулярно ее плоскости. Поскольку листы материала Pamitherm® поставляются без сквозных отверстий 2, их необходимо просверливать в подложке. Для этого используется твердосплавное сверло. Сквозные отверстия соответственно их круглому поперечному сечению имеют диаметр 4,07 мм. Вместе с тем сквозные отверстия можно также выполнять с иной формой их поперечного сечения, например с шестиугольным поперечным сечением, для повышения тем самым плотности их размещения. Средняя плотность размещения круглых отверстий диаметром 4,07 мм составляет от двух до трех сквозных отверстий на квадратный сантиметр площади подложки при ширине перемычек между ними 2 мм. На чертежах для упрощения показано восемь сквозных отверстий 2.
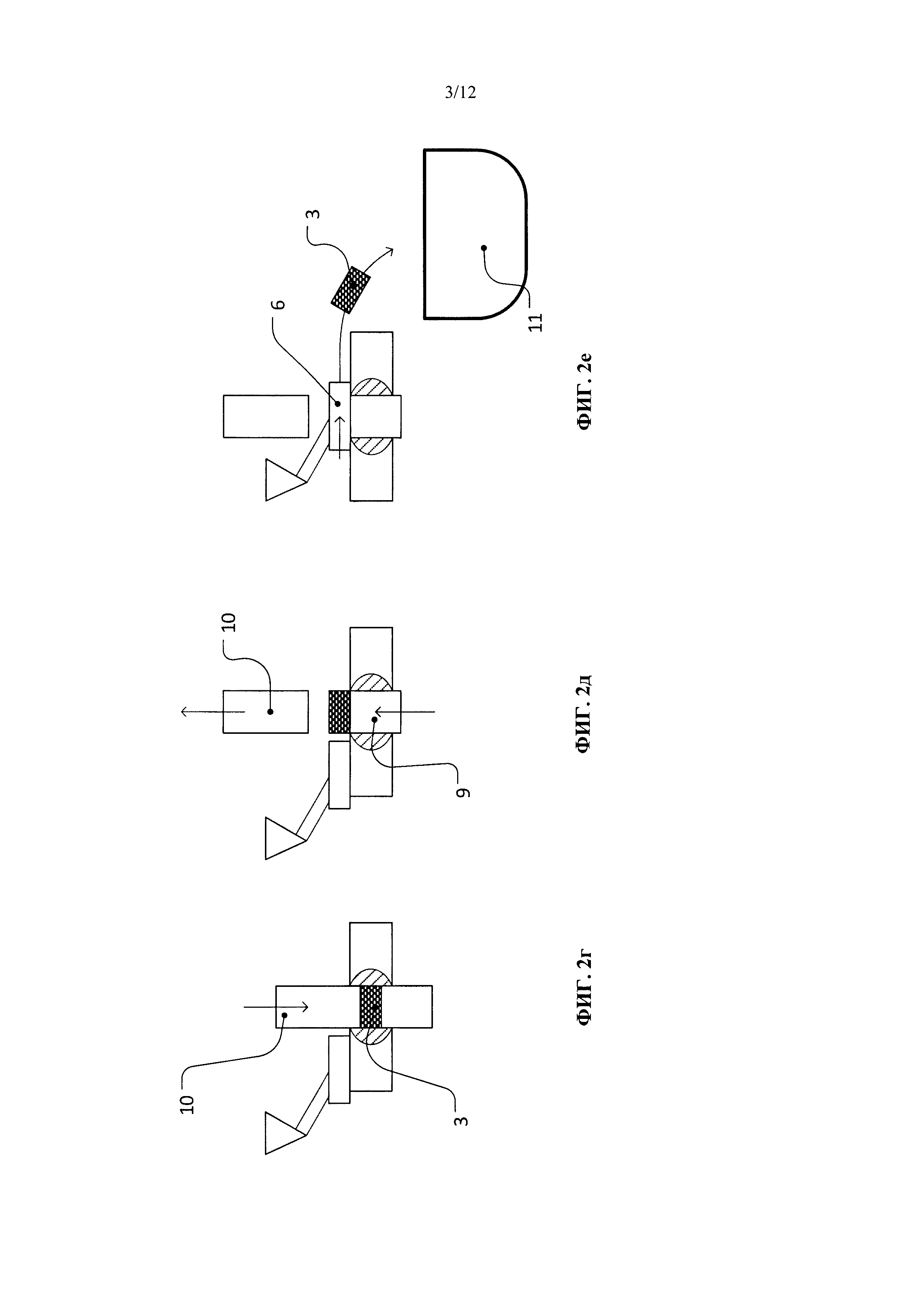
На фиг. 2а-2е поэтапно проиллюстрирован циклический процесс изготовления неспеченной заготовки 3 на таблеточном прессе 4. В данном случае такой таблеточный пресс для упрощения представлен в виде пресса эксцентрикового конструктивного типа.
Для изготовления неспеченных заготовок 3 сначала подготавливают порошкообразный термоэлектрический активный материал 5. Речь при этом идет о порошке теллурида висмута с размером частиц d50 примерно 8 мкм. Порошок подготавливают, засыпая его в загрузочную воронку 6 таблеточного пресса 4 (см. фиг. 2а).
Таблеточный пресс 4 дозирует порошок 5 теллурида висмута в предварительно настроенном количестве, составляющем в данном случае примерно 200 мг, в форму 7 (см. фиг. 2б).
Форма 7 является частью таблеточного пресса 4, и производители таблеточных прессов часто называют ее "матрицей". Однако этот термин сознательно не используется в настоящих материалах, поскольку некоторые изготовители термоэлектрических генераторов называют матрицей ту часть ТЭГ, которая в настоящем описании названа подложкой. В используемой в настоящем описании и в формуле изобретения терминологии термин "форма" всегда (если только речь однозначно не идет о геометрической форме) обозначает часть таблеточного пресса, а термин "подложка" всегда обозначает часть термоэлектрического генератора.
Форма 7 закрыта снизу нижним пуансоном 9. Форма 7 имеет форму кругового цилиндра с диаметром, который примерно соответствует диаметру сквозных отверстий 2. Длина неспеченных заготовок варьируется от 2,2 до 2,6 мм. Подобная длина, таким образом, соответствует 110-135% толщины подложки. В соответствии с этим неспеченные заготовки имеют осевой избыточный по отношению к подложке размер. При необходимости диаметр формы 7 может быть незначительно больше диаметра сквозных отверстий 2 для изготовления тем самым неспеченных заготовок с радиальным избыточным размером.
После заполнения формы активным материалом загрузочная воронка 6 отводится в сторону (см. фиг. 2в).
Затем порошок 5 уплотняется в форме 7 прямолинейно перемещающимся верхним пуансоном 10 с образованием неспеченной заготовки 3, имеющей форму кругового цилиндра (фиг. 2г). Прикладываемое пунсоном усилие составляет при этом примерно 8,5 кН. Отсюда следует, что в форме создается давление 676 МПа.
После этого верхний пуансон 10 перемещается назад. Нижний пуансон 9 следует за движением верхнего пуансона и выталкивает при этом неспеченную заготовку 3 из формы 7 (фиг. 2д).
Затем загрузочная воронка 6 возвращается в свое предыдущее положение, перемещаясь над формой, и выталкивает при этом неспеченную заготовку 3 из таблеточного пресса 4. Вытолкнутая неспеченная заготовка 3 попадает в неупорядоченном положении в сборник 11 (фиг. 2е). После этого нижний пуансон 9 вновь опускается, в результате чего машина (таблеточный пресс) вновь оказывается в своем представленном на фиг. 2а исходном состоянии. Далее загрузочная воронка 6 вновь заполняется активным материалом 5.
На таблеточном прессе 4 этапы, проиллюстрированные на фиг. 2а-2е, повторяются с высокой скоростью, что позволяет последовательно изготавливать множество неспеченных заготовок. Поскольку для изготовления каждой неспеченной заготовки используется одна и та же форма 7 и поскольку возможно точное дозирование порошка, неспеченные заготовки имеют неизменное качество касательно соблюдения их заданных размеров, их плотности и качества их поверхности. Возможные дефектные или бракованные прессованные изделия отсортировываются.
Для повышения скорости производства неспеченных заготовок вместо схематично показанного на чертежах эксцентрикового пресса можно использовать ротационный пресс. Ротационный пресс имеет множество верхних пуансонов, нижних пуансонов и форм, которые расположены по кругу на вращающемся роторе. Верхние и нижние пуансоны для совершения ими осевого возвратно-поступательного движения относительно формы направленно перемещаются вдоль неподвижной кулисы. Усилия прессования прикладываются к пуансонам нажимными роликами. Подобные ротационные прессы используются в промышленном производстве фармацевтических таблеток и оптимизированы на большую скорость прохождения через них перерабатываемых материалов (производительность).
Поскольку для создания высокого термоэлектрического напряжения обе ветви одной термопары должны обладать различающимися между собой на максимально возможную величину коэффициентами Зеебека, используют термоэлектрический активный материал двух разных типов, а именно: легированный донорной примесью теллурид висмута, во-первых, и легированный акцепторной примесью теллурид висмута, во-вторых. Тем самым на одном и том же прессе последовательно изготавливают неспеченные заготовки двух разных типов, т.е., во-первых, из легированного донорной примесью активного материала и, во-вторых, из легированного акцепторной примесью активного материала. С целью исключить попадание остатков легированного донорной примесью активного материала в легированные акцепторной примесью неспеченные заготовки машину при смене одного типа перерабатываемого на ней материала на другой необходимо тщательно очищать. Во избежание необходимости в такой очистке легированные акцепторной и донорной примесями активные материалы можно также перерабатывать по отдельности на раздельных машинах.
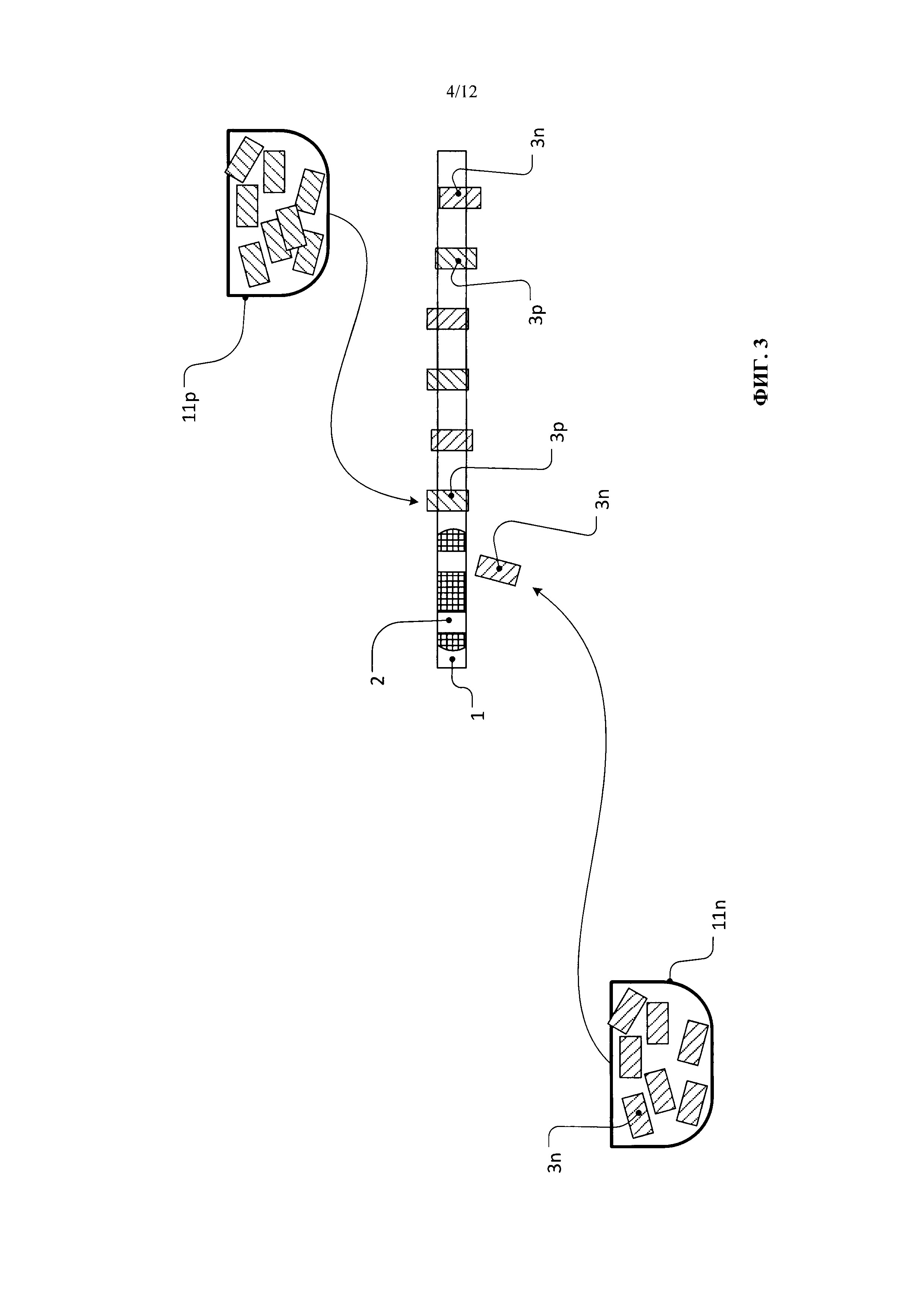
На фиг. 3 показаны два сборника 11р и 11n, один из которых заполнен множеством легированных акцепторной примесью неспеченных заготовок 3р, а другой, соответственно, заполнен множеством легированных донорной примесью неспеченных заготовок 3n. В каждом из сборников 11n, 11p находятся неспеченные заготовки 3n, 3р только одного типа, однако они располагаются в сборниках геометрически неупорядоченно.
Неспеченные заготовки 3n, 3р извлекаются из соответствующих сборников 11p, 11n и по отдельности вставляются в сквозные отверстия 2 подложки 1, через которые в результате этого неспеченные заготовки проходят в осевом направлении и тем самым перпендикулярно плоскости подложки. Для этого используется фармацевтический автоматический укладчик (не показан). Альтернативно этому неспеченные заготовки 3n, 3р можно вставлять в сквозные отверстия подложки 1 вручную. Легированные акцепторной и донорной примесями неспеченные заготовки 3р, 3n располагают рядом друг с другом в чередующемся порядке. По две соседние между собой неспеченные заготовки, одна из которых легирована акцепторной, а другая легирована донорной примесью, образуют в последующем одну термопару. При помещении неспеченных заготовок в подложку несущественно, вставляются ли в подложку сначала все неспеченные заготовки одного типа, а затем другого типа или неспеченные заготовки одного и другого типов вставляются в подложку в чередующемся порядке либо рядами или же по любой иной схеме.
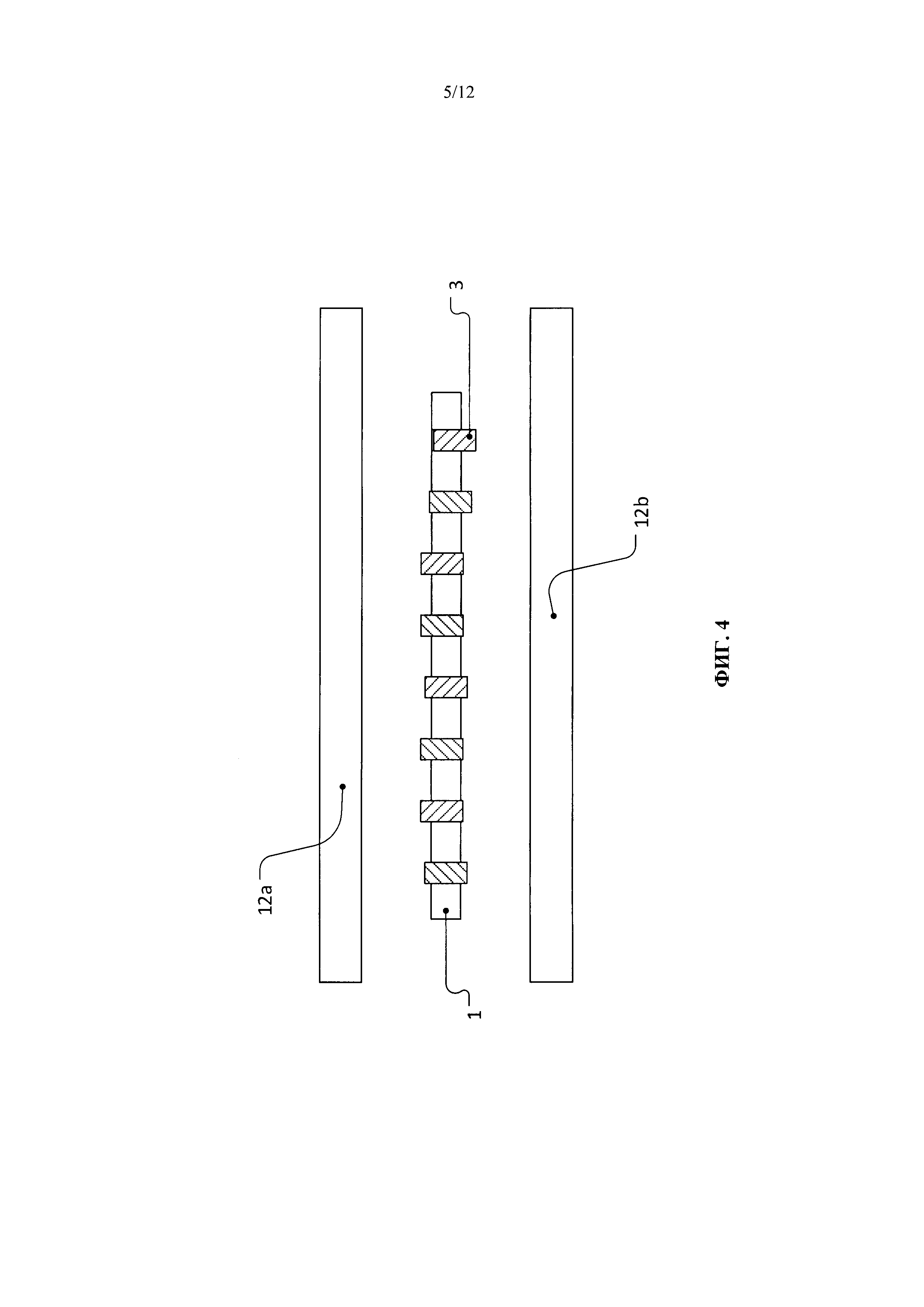
Затем подложка 1 со вставленными в нее неспеченными заготовками 3 располагается между двумя в основном плоскими электродами 12а, 12b (см. фиг. 4). При этом важное значение имеет расположение подложки 1, первого электрода 12а и второго электрода 12b в параллельной друг другу ориентации.
В отличие от этого не имеет значения, располагаются ли торцевые стороны вставленных в подложку неспеченных заготовки 3 в одной общей плоскости, т.е. на одном уровне. Из приведенного на фиг. 4 изображения следует, что неспеченные заготовки помещены в подложку 1 с неоднородным осевым смещением относительно нее, вследствие чего их торцевые стороны не лежат в одной плоскости. Обусловлено это тем, что автоматический укладчик работает не слишком точно, но зато с высокой скоростью.
Согласно изобретению торцевые стороны неспеченных заготовок устанавливают в одной плоскости, соответственно на одном уровне с помощью электродов. Для этого оба электрода 12а, 12b перемещают друг к другу, каждый из которых при этом проходит расстояние Δх, при сохранении их параллельности. При этом плоские электроды входят в контакт с торцевыми сторонами неспеченных заготовок и выравнивают их по одному уровню, в результате чего находящиеся по одну сторону подложки торцевые стороны оказываются расположены в плоскости контактирующего с ними, а находящиеся по другую сторону подложки торцевые стороны оказываются расположены в плоскости контактирующего с ними электрода 12а, соответственно 12b. Как показано на фиг. 5, все неспеченные заготовки 3n, 3р в конечном итоге находятся на одном уровне.
Поскольку торцевые стороны всех неспеченных заготовок 3n, 3р непосредственно прилегают к электродам 12а, 12b, через неспеченные заготовки возможно замыкание электрической цепи и механического силового потока между электродами.
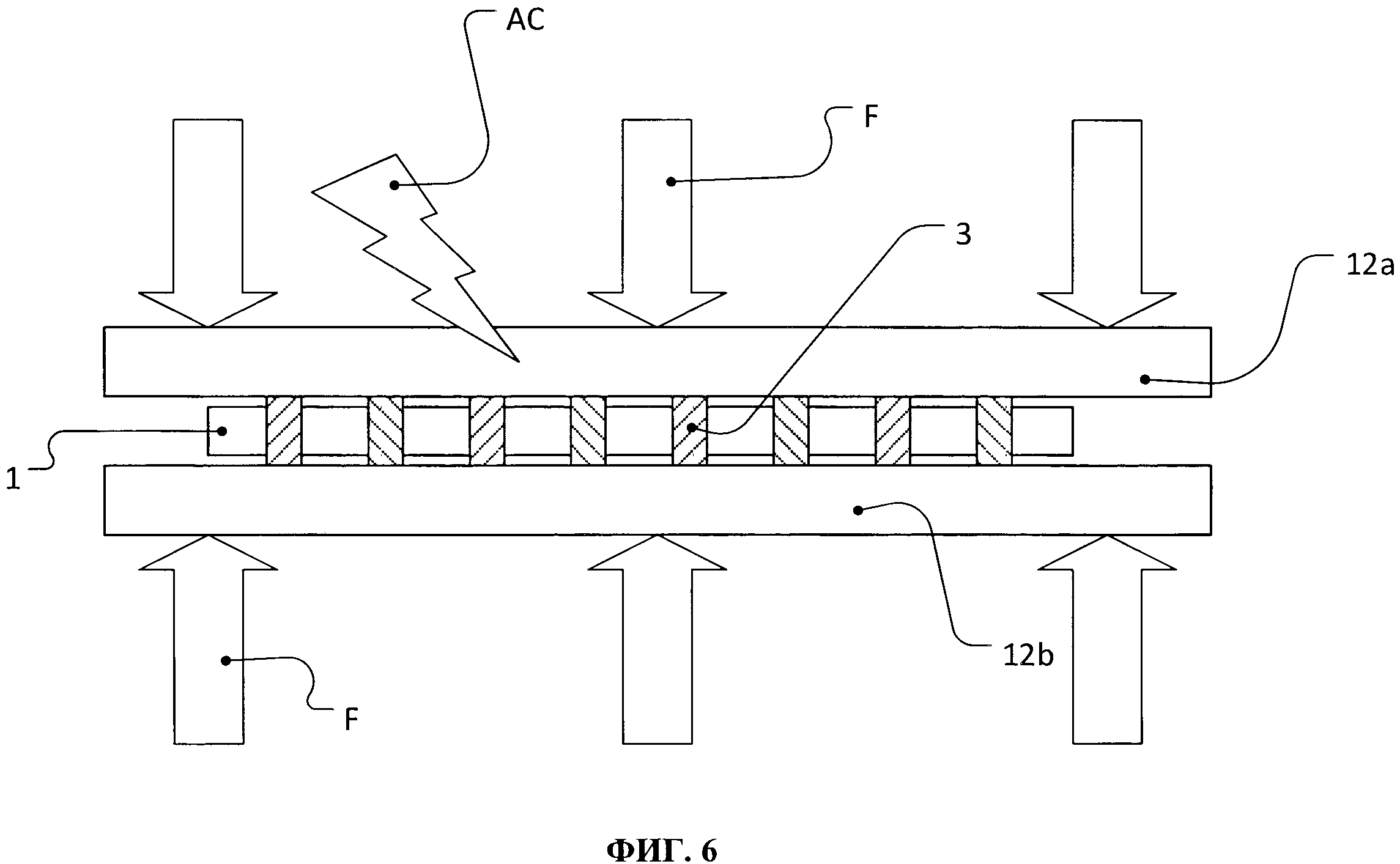
Сказанное проиллюстрировано на фиг. 6. К каждому из обоих электродов прикладывают ориентированное вдоль осей неспеченных заготовок, действующее в направлении подложки 1 усилие F. Его величина с учетом площади торцевых сторон неспеченных заготовок, с каковыми торцевыми сторонами контактируют электроды, задана такой, что на активный материал действует механическое сжимающее напряжение величиной 30 МПа. Кроме того, к электродам прикладывают переменное напряжение АС с частотой 50 Гц, величина которого задана такой, что через неспеченные заготовки с учетом площади их торцевых сторон, с которыми контактируют электроды, проходит переменный ток с плотностью 50 кА/м2.
Вследствие омического сопротивления активного материала неспеченные заготовки нагреваются до температуры в пределах от 300 до 400°С, в которых лежит также оптимальная температура спекания. Под действием механического давления отдельные частицы неспеченных заготовок спекаются между собой, в результате чего спрессованный порошковый материал превращается в твердое спеченное изделие. Продукты спекания неспеченных заготовок представляют собой ветви 13 термоэлектрического элемента.
При спекании неспеченные заготовки ужимаются (уплотняются), и поэтому ветви термоэлектрического элемента имеют, соответственно, меньший объем (усадка при спекании). С целью сохранения электрического и механического контакта между неспеченными заготовками 3 и электродами 12 несмотря на прогрессирующую усадку при спекании каждый из обоих электродов 12а, 12b перемещают по мере усадки при спекании в направлении подложки 1 при сохранении их параллельности на расстояние Δу (фиг. 7).
Длина неспеченных заготовок 3 выбрана с учетом усадки при спекании такой, что ветви 13n, 13р термоэлектрического элемента после спекания располагаются заподлицо, соответственно вровень с подложкой 1 (см. фиг. 8). При использовании комбинации таких материалов, как материал Pamitherm® и теллурид висмута, (осевой) избыточный размер неспеченных заготовок должен составлять примерно 15% толщины подложки с тем, чтобы в процессе спекания неспеченные заготовки укорачивались в результате своей усадки до толщины подложки. Благодаря этому отпадает необходимость в последующем отдельном сглаживании изделия. Кроме того, ограничение расстояния, на которое при спекании перемещают каждый из электродов в направлении подложки, величиной Δу предотвращает защемление и сдавливание подложки 1 между обоими электродами 12а, 12b. В противном случае возможная упругость материала подложки могла бы привести к упругому восстановлению подложкой своей исходной формы с выступанием одной и другой поверхностей подложки над торцевыми поверхностями ветвей термоэлектрического элемента, что затруднило бы последующее обеспечение контактирования этих ветвей между собой. Более того, непосредственно по завершении процесса спекания получают полуфабрикат 14 последующего термоэлектрического элемента, каковой полуфабрикат с обеих своих сторон является ровным и у какового полуфабриката с обеих его сторон торцевые поверхности ветвей 13 термоэлектрического элемента располагаются вровень с поверхностью подложки. Такой полуфабрикат 14 показан на фиг. 8.
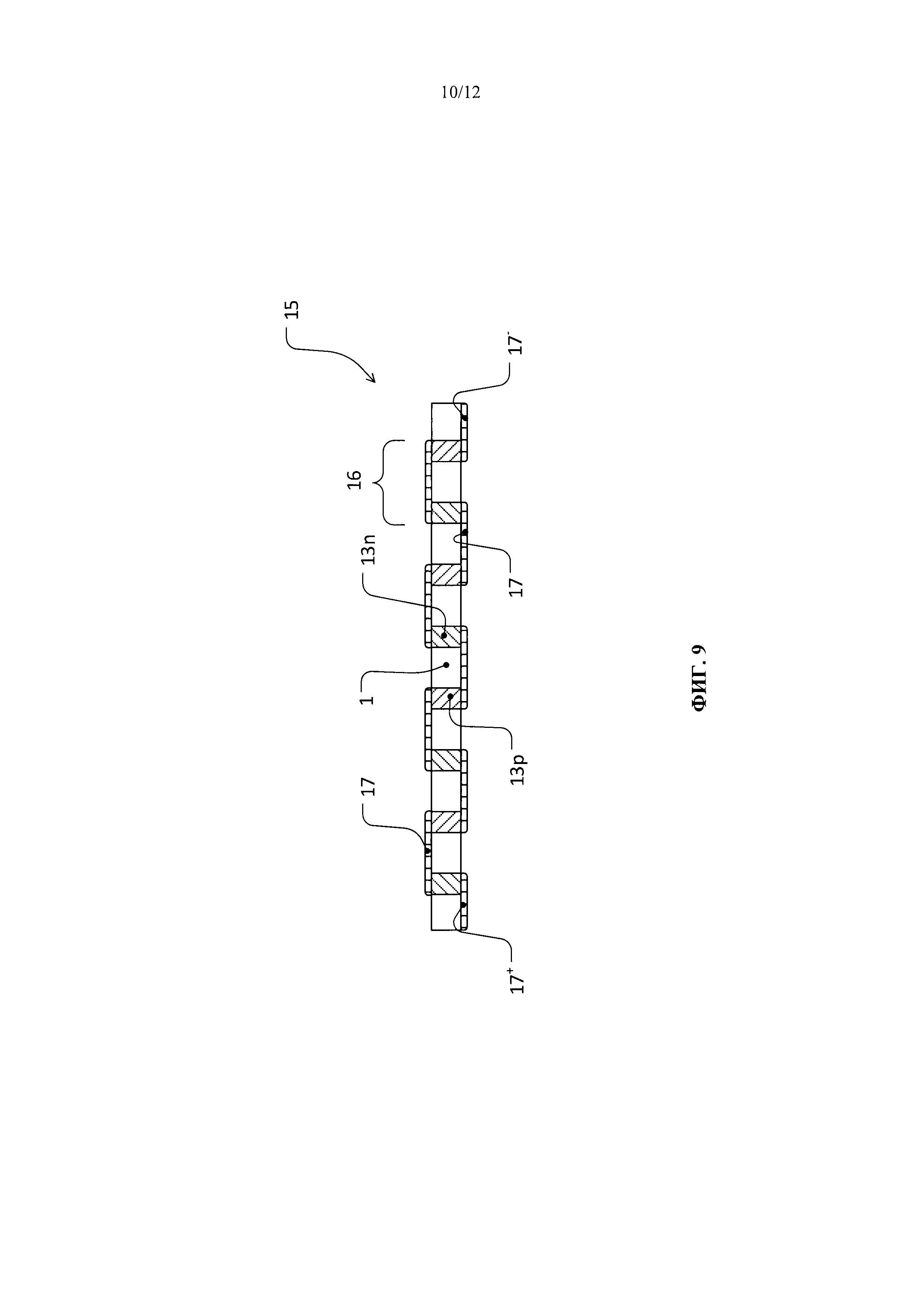
Для изготовления термоэлектрического элемента 15 из его полуфабриката ветви необходимо попарно соединить в термопары 16. Для образования одной термопары 16 необходимо по одной ветви 13р из легированного акцепторной примесью активного материала и по одной ветви 13n из легированного донорной примесью активного материала. Кроме того, термопары 16 должны быть соединены между собой по последовательной схеме. Реализация обоих условий обеспечивается с помощью обладающих хорошей электро- и теплопроводностью контактных перемычек 17, которые припаивают к торцевым сторонам ветвей 13n, 13р попеременно с одной и другой стороны подложки (фиг. 9).
Полученный таким путем термоэлектрический элемент 15 уже работоспособен в подобном виде. При помещении подложки 1 между источником тепла и теплоотводом, в результате чего по контактным перемычкам и по ветвям 13 термоэлектрического элемента начинает проходить тепло с одной стороны подложки на ее другую сторону, со свободных с одного своего конца контактных перемычек 17+, 17- можно снимать термоэлектрическое напряжение. В этом случае термоэлектрический элемент 15 работает как термоэлектрический генератор. И наоборот, при приложении электрического напряжения к свободным с одного своего конца контактным перемычкам 17+, 17- можно индуцировать возникновение теплового потока в направлении от холодной стороны подложки к ее теплой стороне (элемент Пельте). Во избежание электрического короткого замыкания весь термоэлектрический элемент 15 следовало бы дополнительно снабдить теплопроводящим и электрически изолирующим чехлом, который защищает его также от механического повреждения (не показан).
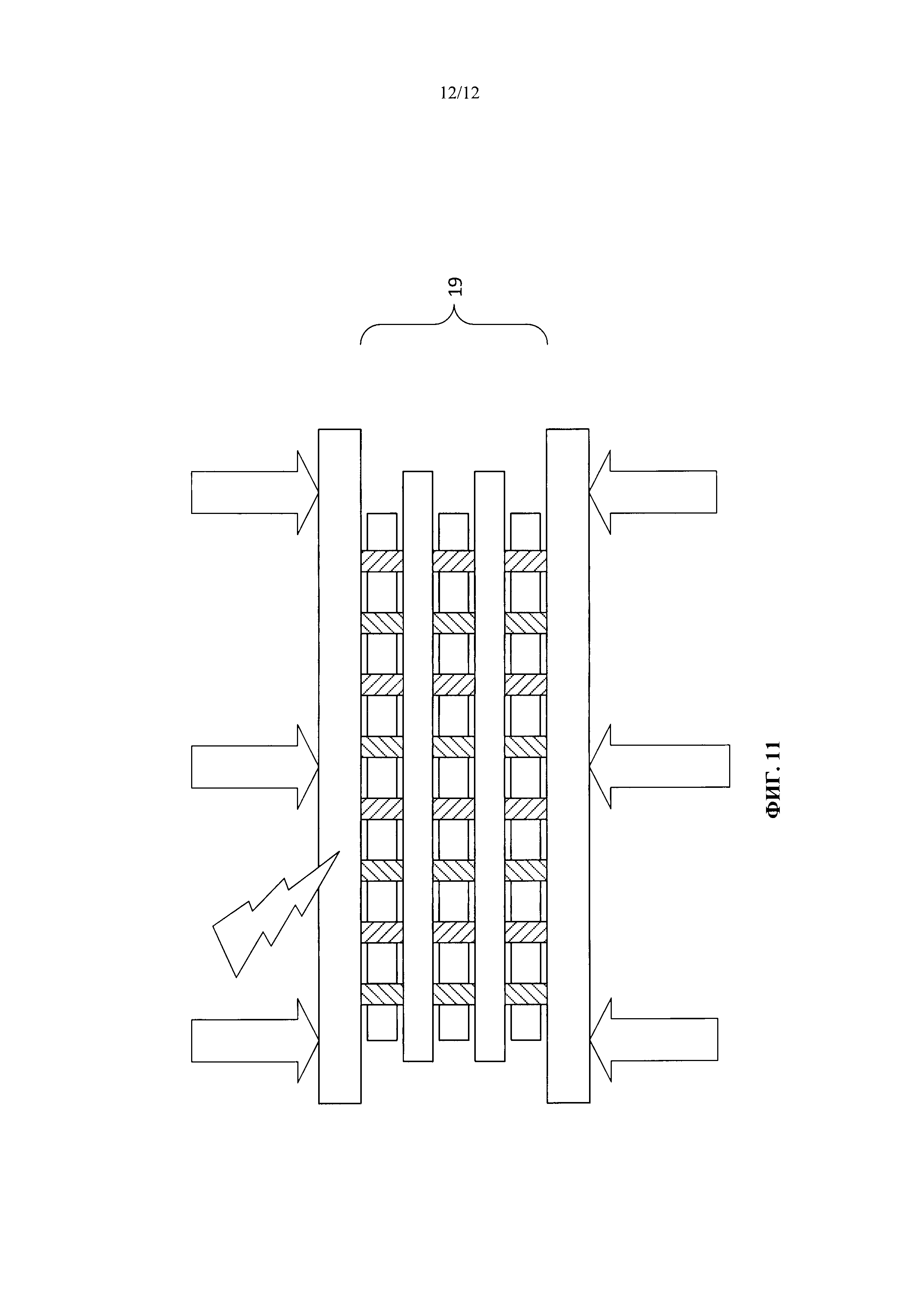
На фиг. 10 проиллюстрирован особо рациональный вариант, в котором процесс спекания проводят одновременно на нескольких подложках 1i, 1ii и 1iii с помещенными в них неспеченными заготовками. Для этого три подложки 1i, 1ii и 1iii располагают между двумя электродами 12а и 12b. Между расположенной внутри подложкой 1ii и каждой из обеих расположенных снаружи подложек 1i и 1iii прокладывают по плоской разделительной пластине 18а, 18b. В результате образуется пакет 19. Обе плоские разделительные пластины 18а, 18b так же, как и электроды 12а, 12b, выполнены из графита. Все подложки 1i, 1ii и 1iii, оба электрода 12а, 12b и обе разделительные пластины 18а, 18b ориентированы плоскопараллельно друг другу и образуют пакет 19.
Спекание неспеченных заготовок проводят во всем пакете 19 за одну рабочую операцию и таким путем одновременно изготавливают три полуфабриката (фиг. 11). Процесс спекания неспеченных заготовок в пакете 19 осуществляется аналогично тому, как это описано выше со ссылкой на фиг. 6.
Процесс спекания можно также одновременно проводить на нескольких подложках с помещенными в них неспеченными заготовками, не набирая подложки в пакет. Вместо этого подложки располагают в одной плоскости рядом друг с другом между электродами. В этом случае не требуется применение разделительных пластин, однако требуется применение электродов, площадь которых больше площади одной-единственной подложки. Данный вариант осуществления изобретения на чертежах не представлен.
Возможно также использование обоих вариантов расположения подложек (в виде пакета и рядом друг с другом) в сочетании между собой.
Вне зависимости от расположения и количества подложек между электродами в остальном процесс спекания можно вести в режиме, в котором к неспеченным заготовкам сначала прикладывают усилие F1, которое меньше усилия Rхол., которое соответствует разрушающей нагрузке электродов 12а, 12b, соответственно разделительных пластин 18а, 18b в холодном состоянии (при комнатной температуре Т0). Затем подводят переменное напряжение и таким путем нагревают неспеченные заготовки до температуры Тграничн., которая ниже температуры спекания Тспекан., но при которой разрушающая нагрузка графитовых элементов повышается до значения Rгоряч.. Лишь по достижении повышенной механической прочности графитовых элементов усилие повышают до значения F2, при котором создается требуемое для спекания механическое давление. По достижении этого требуемого для спекания давления температуру повышают до необходимой температуры спекания Тспекан. и при этих условиях проводят процесс спекания. Таким образом, справедливы обе эти зависимости:


Такой подход применим при спекании неспеченных заготовок в отдельных подложках (фиг. 6), в нескольких подложках, расположенных рядом друг с другом без разделительных пластин, или же в подложках, набранных в пакеты с разделительными пластинами (фиг. 11). Решающее значение всегда имеет наименьшая разрушающая нагрузка применяемых графитовых элементов.
Перечень ссылочных обозначений
1 подложка
1i первая подложка (расположенная снаружи)
1ii вторая подложка (расположенная внутри)
1iii третья подложка (расположенная снаружи)
2 сквозные отверстия
3 неспеченная заготовка
3n легированная донорной примесью неспеченная заготовка
3р легированная акцепторной примесью неспеченная заготовка
4 таблеточный пресс
5 термоэлектрический активный материал в порошкообразном виде (Bi2Te3)
6 загрузочная воронка
7 форма
8 не присвоено
9 нижний пуансон
10 верхний пуансон
11 сборник (в общем случае)
11n сборник для легированных донорной примесью неспеченных заготовок
11р сборник для легированных акцепторной примесью неспеченных заготовок
12а первый электрод
12b второй электрод
Δх расстояние, проходимое электродами при их приведении в контакт с неспеченными заготовками
Δу расстояние, проходимое электродами при спекании
F усилие
АС переменное напряжение
13 ветви термоэлектрического элемента
13n ветви термоэлектрического элемента из легированного донорной примесью активного материала
13р ветви термоэлектрического элемента из легированного акцепторной примесью активного материала
14 полуфабрикат
15 термоэлектрический элемент
16 термопара
17 контактная перемычка
17+ свободная с одного своего конца контактная перемычка
17- свободная с одного своего конца контактная перемычка
18а первая разделительная пластина
18b вторая разделительная пластина
19 пакет
Способ получения метионина из гомосерина
Клей на основе привитых сополимеров сложных полиэфиров и поли(мет)акрилата
Смешанные оксидные катализаторы для каталитического окисления в газовой фазе
Кетометионинкетали и их производные
Способ регенерации катализатора, используемого при дегидратации глицерина
Способ непрерывного получения метилмеркаптана из углерод- и водородсодержащих соединений
Содержащие вольфрамовые соединения катализаторы и способ дегидратации глицерина
Волокнистые композитные материалы и их применение в системах вакуумной изоляции
Применение полиамидной формовочной массы для облицовки трубопроводов
Способ получения метилмеркаптана из диалкилсульфидов и диалкилполисульфидов
Стойкие при хранении продуктовые системы для премиксов

