Результат интеллектуальной деятельности: ЛИСТ НЕТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к листу нетекстурированной электротехнической стали и к способу его получения.
Уровень техники
В настоящее время для удовлетворения возрастающим требованиям энергосбережения на предприятиях используют высокоэффективные асинхронные двигатели. Для повышения эффективности указанных двигателей были предприняты усилия для увеличения толщины слоистой структуры стального сердечника и увеличения коэффициента заполнения его обмотки. Дальнейшие усилия были приложены для замены традиционного низкокачественного материал на более качественный материал, имеющий характеристики малых потерь в сердечнике, в качестве листа электротехнической стали, применяемых для стальных сердечников.
Кроме того, с точки зрения снижения потерь в обмотке, требуется, чтобы указанные материалы сердечника для асинхронных двигателей имели характеристики малых потерь в сердечнике и снижали эффективный ток возбуждения при заданной плотности магнитного потока. С целью снижения эффективного тока возбуждения, целесообразно увеличить плотность магнитного потока материала сердечника.
Кроме того, в случае приводных двигателей гибридных электромобилей, которые в настоящее время имеют широкое распространение, требуется высокий крутящий момент в момент запуска и ускорения, и таким образом, желательно дальнейшее повышение плотности магнитного потока.
В качестве листа электротехнической стали, имеющего высокую плотность магнитного потока, например, в документе JP2000129410A (PTL 1) описан лист нетекстурированной электротехнической стали, полученный из стали, в которую добавлены Si 4% или меньше и Co от 0,1% или больше до 5% или меньше. Однако, поскольку Co является весьма дорогим металлом, это приводит к проблеме существенного увеличения затрат при использовании в обычном двигателе.
Для увеличения плотности магнитного потока листа электротехнической стали, эффективным является уменьшение размера зерна до проведения холодной прокатки. Например, в документе JP2006291346A (PTL 2) описана методика увеличения плотности магнитного потока за счет того, что сталь, содержащую Si от 1,5% или больше до 3,5% или меньше, подвергают высокотемпературному отжигу в зоне горячих состояний, чтобы обеспечить размер зерна 300 мкм или больше до проведения холодной прокатки. Однако осуществление отжига в зоне горячих состояний при высокой температуре вызывает проблемы повышения затрат и увеличения размера зерна до холодной прокатки, что делает более вероятным разрушение листа в процессе холодной прокатки.
С другой стороны, применение материала с низким содержанием Si дает возможность повышения плотности магнитного потока без проведения отжига в зоне горячих состояний, не взирая на то, что указанный материал является мягким, причем наблюдается значительное увеличение потерь в сердечнике, когда он штампуется в материал сердечника двигателя.
Перечень цитирования
Патентная литература
PTL 1: JP2000129410A
PTL 2: JP2006291346A
Краткое изложение изобретения
Техническая проблема
В указанных условиях существует потребность в технологии для повышения плотности магнитного потока листа электротехнической стали и снижения потерь в сердечнике, не вызывающей значительного увеличения затрат.
Таким образом, было бы полезно разработать лист нетекстурированной электротехнической стали с повышенной плотностью магнитного потока и пониженными потерями в сердечнике, и способ получения такого листа.
Решение проблемы
Авторы изобретения выполнили интенсивные исследования для решения указанных выше проблем и в результате было обнаружено, что путем подбора химического состава композиции, в которой фазовый переход γ→α (степень превращение γ-фазы в α-фазу) инициируется в процессе горячей прокатки, и регулирования твёрдости по Викерсу (HV) в диапазоне от 140 HV до 230 HV, возможно получение материалов, имеющих хороший баланс характеристик плотности магнитного потока и потери в сердечнике, без осуществления отжига в зоне горячих состояний.
Настоящее изобретение было завершено на основе полученных данных, и ниже описаны характерные признаки изобретения.
1. Лист нетекстурированной электротехнической стали, содержащий: химическую композицию, содержащую (состоящую из), масс.%, C: 0,0050% или меньше, Si: 1,50% или больше и 4,00% или меньше, Al: 0,500% или меньше, Mn: 0,10% или больше и 5,00% или меньше, S: 0,0200% или меньше, P: 0,200% или меньше, N: 0,0050% или меньше, и O: 0,0200% или меньше, остальное Fe и неизбежные примеси, причем лист нетекстурированной электротехнической стали имеет температуру Ar3 фазового превращения 700°C или выше, размер зерна 80 мкм или больше и 200 мкм или меньше, и твёрдость по Викерсу 140 HV или больше и 230 HV или меньше.
2. Лист нетекстурированной электротехнической стали по пункту 1, химическая композиция которой дополнительно содержит, в масс.%, Ge: 0,0500% или меньше.
3. Лист нетекстурированной электротехнической стали по пунктам 1 или 2, химическая композиция которой дополнительно содержит, в масс.%, по меньшей мере, один из металлов Ti: 0,0030% или меньше, Nb: 0,0030% или меньше, V: 0,0030% или меньше, или Zr: 0,0020% или меньше.
4. Способ получения листа нетекстурированной электротехнической стали по любому пункту 1-3, где способ включает в себя проведение горячей прокатки, по меньшей мере, за один проход или больше в двухфазной области из γ-фазы и α-фазу.
Преимущества изобретения
Согласно описанию изобретения, возможно получение листа электротехнической стали с высокой плотностью магнитного потока малыми потерями в сердечнике, без осуществления отжига в зоне горячих состояний.
Краткое описание чертежей
На прилагаемых чертежах:
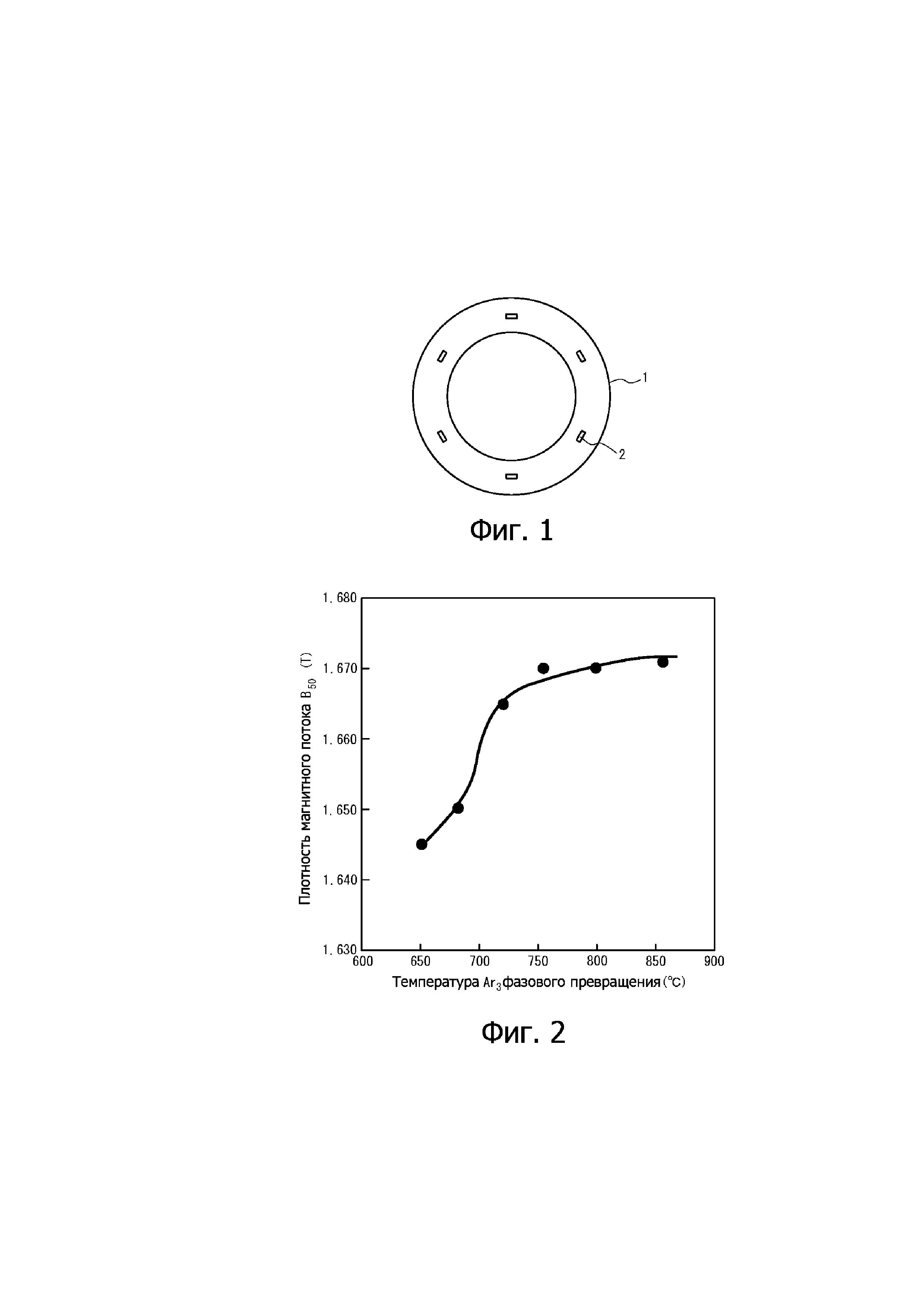
фиг. 1 представляет собой схематичный чертеж образца кольцевого уплотнения; и
на фиг. 2 приведен график, иллюстрирующий влияние температуры Ar3 фазового превращения на плотность магнитного потока B50.
Подробное описание изобретения
Причины ограничения изобретение описаны ниже.
Во-первых, с целью исследования влияния двухфазной области на магнитные характеристики, были приготовлены образцы стали от A до C, имеющие химическую композицию, приведенную в таблице 1, путем выплавки стали в лаборатории и горячей прокатки. Горячую прокатку проводили в 7 проходов, причем температура на входе в первый проход (F1) была установлена равной 1030°C и температура на входе в последний проход (F7) равна 910°C.
Таблица 1
|
После декапирования каждый горячекатаный лист подвергается холодной прокатке до толщины листа 0,5 мм и окончательному отжигу при 950°C в течение 10 секунд в атмосфере 20% H2-80% N2.
Из каждого полученного таким образом листа после окончательного отжигa получают путем штамповки кольцевой образец 1, имеющий наружный диаметр 55 мм и внутренний диаметр 35 мм, прикладывают V уплотнения 2 в шести равномерно распределённых положениях кольцевого образца 1, как показано на фиг. 1, и 10 кольцевых образцов 1 пакетируют и фиксируют вместе в многослойную структуру. Измерение магнитных характеристик осуществляют, используя многослойную структуру с намоткой первых 100 витков и вторых 100 витков, и результаты измерений оценивают с использованием ваттметра. Твёрдость по Викерсу измеряют согласно стандарту JIS Z2244, проталкивая алмазный индентор 500 г в поперечное сечение каждого стального листа. После полирования и травления поперечного сечения ниталем, проводят измерения размера зерна согласно стандарту JIS G 0551.
В таблице 2 указаны магнитные характеристики образцов стали от A до C из таблицы 1. Обращая внимание на плотность магнитного потока, становится понятно, что плотность магнитного потока является малой в стали A, но высокой для сталей B и C. Для установления причины этого авторы изобретения исследовали текстуру материала после окончательного отжигa, и обнаружили, что в стали А, в отличие от образцов стали В и С, формируется текстура (111), которая является неблагоприятной для магнитных характеристик. Известно, что микроструктура листа электротехнической стали, до холодной прокатки, оказывает сильное влияние на формирование текстуры в листе электротехнической стали, поэтому было проведено исследование микроструктуры после горячей прокатки, и было установлено, что сталь A имеет нерекристаллизованную микроструктуру. По этой причине, предполагают, что в стали A, формируется текстура (111) в ходе процессов холодной прокатки и окончательного отжига после горячей прокатки.
Таблица 2
|
Кроме того, авторы исследовали микроструктуру образцов стали B и C, после проведения горячей прокатки, и обнаружили, что их микроструктура является полностью рекристаллизованной. Таким образом, предполагают, что в образцах стали B и C, подавляется формирование текстуры (111), неблагоприятной для магнитных характеристик, и плотность магнитного потока увеличивается.
Как описано выше, с целью выявления причины изменения микроструктуры после горячей прокатки для различных типов сталей, характеристику превращения в ходе горячей прокатки оценивали путем измерения коэффициента линейного расширения. В результате было установлено, что сталь A имеет одну α-фазу в диапазоне от высокой температуры до низкой температуры, и что в ходе горячей прокатки не происходит какого-либо фазового превращения. С другой стороны, установлено, что температура Ar3 фазового превращения составляет 1020°C для стали B 950°C для стали C, и что превращение γ→α происходит при первом проходе для стали B и между третьим и пятым проходами для стали C. Считается, что появление фазового превращения γ→α в ходе горячей прокатки вызывает протекание рекристаллизации с приложением усилия превращения в качестве побудительной причины.
Как следует из сказанного, важно, чтобы превращение γ→α происходило в диапазоне температур, в котором проводится горячая прокатка. Поэтому был осуществлен следующий эксперимент, чтобы установить температуру Ar3 фазового превращения, при который должно завершиться фазовое превращение γ→α. Конкретно, были приготовлены в лаборатории образцы стали, причем каждый содержал в качестве базовых компонентов C: 0,0017%, Al: 0,001%, P: 0,010%, S: 0,0007%, N: 0,0022%, O: от 0,0050% до 0,0070%, Ge: 0,0001%, Ti: 0,0010%, V: 0,0010%, Zr: 0,0005% и Nb: 0,0005%, и соответственно имел различное содержание Si и Mn для различных температур Ar3 превращения, и образцы стали формовали в слябы. Полученные таким образом слябы подвергали горячей прокатке. Горячую прокатку проводили в 7 проходов, причем температура на входе в первый проход (F1) была установлена равной 900°C и температура на входе в последний проход (F7) равна 780°C, таким образом, чтобы, по меньшей мере, один проход горячей прокатки проводился в двухфазной области из α-фазы в γ-фазу.
После декапирования, каждый горячекатаный лист подвергают холодной прокатке до толщины листа 0,5 мм и окончательному отжигу при 950°C в течение 10 секунд в атмосфере 20% H2-80% N2.
Из каждого полученного таким образом листа после окончательного отжигa получают путем штамповки кольцевой образец 1, имеющий наружный диаметр 55 мм и внутренний диаметр 35 мм, прикладывают V уплотнения 2 в шести равномерно распределённых положениях кольцевого образца 1, как показано на фиг. 1, и 10 кольцевых образцов 1 пакетируют и фиксируют вместе. Измерение магнитных характеристик осуществляют, используя многослойную структуру с намоткой первых 100 витков и вторых 100 витков, и результаты измерений оценивают с использованием ваттметра.
Фиг. 2 иллюстрирует влияние температуры Ar3 фазового превращения на плотность магнитного потока B50. Можно увидеть, что, когда температура Ar3 фазового превращения составляет 700°C или ниже, плотность магнитного потока B50 уменьшается. Хотя причина этого не ясна, полагают, что, когда температура Ar3 фазового превращения составляет 700оС или ниже, размер зерна до холодной прокатки настолько мал, что инициируется образование неблагоприятной для магнитных характеристик (111) текстуры, в ходе последующих процессов от холодной прокатки до окончательного отжига.
Как следует из сказанного, температура Ar3 фазового превращения установлена равной 700°C или выше. Для температуры Ar3 фазового превращения не устанавливается какой-либо верхний предел. Однако важно то, что протекание превращения γ→α инициируется в ходе горячей прокатки, причем необходимо, чтобы, по меньшей мере, один проход горячей прокатки был осуществлен в двухфазной области γ-фазы и α-фазы. С учетом сказанного, предпочтительно, чтобы температура Ar3 фазового превращения была установлена равной 1000°C или ниже. Причина заключается в том, что осуществление горячей прокатки в ходе превращения способствует развитию текстуры, которая является предпочтительной для магнитных характеристик.
Обращая внимание на оценку потерь в сердечнике, приведенную выше в таблице 2, можно увидеть, что потери в сердечнике малы для образцов стали A и C и значительны для стали B. Хотя причина этого не ясна, полагают, что, это происходит вследствие низкой твёрдости (HV) стального листа после окончательного отжигa стали B, поле сжимающего напряжения, порождённое путем штамповки и уплотнения, легко распространяется, и потери в сердечнике увеличиваются. Поэтому значение твёрдости по Викерсу установлено равным 140 HV или больше, и предпочтительно 150 HV или больше. С другой стороны, при твёрдости по Викерсу выше 230 HV происходит интенсивный износ пресс-формы, что приводит к излишнему росту затрат. Поэтому установлен верхний предел, равный 230 HV.
Далее описан лист нетекстурированной электротехнической стали согласно одному из раскрытых вариантов осуществления. Сначала будут разъяснены ограничения для химического состава стали. При выражении содержания компонентов в "%", имеется в виду "масс.%," если не указано другое.
C: 0,0050% или меньше
Содержание С установлено равным 0,0050% или меньше, с точки зрения предотвращения магнитного старения. С другой стороны, поскольку C оказывает влияние на улучшение плотности магнитного потока, предпочтительно содержание C составляет 0,0010% или больше.
Si: 1,50% или больше и 4,00% или меньше
Si является полезным элементом, который повышает удельное сопротивление стального листа. Поэтому содержание Si предпочтительно составляет 1,50% или больше. С другой стороны, при содержании Si, превышающем 4,00%, происходит снижение плотности магнитного потока насыщения и связанное с этим уменьшение плотности магнитного потока. Поэтому верхний предел для содержания Si установлен равным 4,00%. Предпочтительно, содержание Si составляет 3,00% или меньше. Причина этого состоит в том, что, если содержание Si превышает 3,00%, то необходимо добавлять большое количество Mn для того, чтобы получить двухфазную область, что неоправданно увеличивает затраты.
Al: 0,500% или меньше
Al является элементом, который запирает γ-область, причем пониженное содержание Al является предпочтительным. Содержание Al установлено равным 0,500% или меньше, предпочтительно 0,020% или меньше, и более предпочтительно 0,002% или меньше.
Mn: 0,10% или больше и 5,00% или меньше
Поскольку Mn является элементом, который эффективно расширяет γ-область, нижний предел для содержания Mn установлен равным 0,10%. С другой стороны, при содержании Mn, превышающем 5,00%, происходит снижение плотности магнитного потока. Поэтому верхний предел для содержания Mn установлен равным 5,00%. Предпочтительно, содержание Mn составляет 3,00% или меньше. Причина состоит в том, что при содержании Mn превышающем 3,00%, неоправданно увеличиваются затраты.
S: 0,0200% или меньше
S вызывает увеличение потерь в сердечнике из-за выделения MnS, если ее содержание превосходит 0,0200%. Поэтому верхний предел для содержания S установлен равным 0,0200%.
P: 0,200% или меньше
P повышает твёрдость стального листа, если его содержание превосходит 0,200%. Поэтому содержание P установлено равным 0,200% или меньше, и более предпочтительно 0,100% или меньше. Более предпочтительно, содержание P установлено в диапазоне от 0,010% до 0,050%. Причина этого заключается в том, что P влияет на подавление азотирования за счет поверхностной сегрегации.
N: 0,0050% или меньше
N усиливает выделение AlN и увеличивает потери в сердечнике, если он присутствует в большом количестве. Поэтому содержание N установлено равным 0,0050% или меньше.
O: 0,0200% или меньше
О вызывает образование оксидов и увеличивает потери в сердечнике, если он присутствует в большом количестве. Поэтому содержание О установлено равным 0,0200% или меньше.
Описаны основные компоненты стального листа согласно изобретению. Оставшуюся часть, отличающуюся от указанных выше компонентов, представляет собой Fe и неизбежные примеси. Однако следующие необязательные элементы также могут быть добавлены как подходящие.
Ge: 0,0500% или меньше
Ge является элементом, который часто встречается в металлоломе, поскольку он используется в полупроводниках. Однако, если содержание Ge превышает 0,0500%, подавляется рекристаллизация после горячей прокатки, и плотность магнитного потока может снижаться. Поэтому верхний предел для содержания Ge установлен равным 0,0500%.
Ti: 0,0030% или меньше
Ti способствует выделению TiN и может увеличить потери в сердечнике, если он присутствует в большом количестве. Поэтому содержание Ti установлено равным 0,0030% или меньше.
Nb: 0,0030% или меньше
Nb способствует выделению NbC и может увеличить потери в сердечнике, если он присутствует в большом количестве. Поэтому содержание Nb установлено равным 0,0030% или меньше.
V: 0,0030% или меньше
V способствует выделению VN и VC и может увеличить потери в сердечнике, если он присутствует в большом количестве. Поэтому содержание V установлено равным 0,0030% или меньше.
Zr: 0,0020% или меньше
Zr способствует выделению ZrN и может увеличить потери в сердечнике, если он присутствует в большом количестве. Поэтому содержание Zr установлено равным 0,0020% или меньше.
Средний размер зерна составляет 80 мкм или больше и 200 мкм или меньше. Когда средний размер зерна меньше, чем 80 мкм, твёрдость по Викерсу может быть доведена до 140 HV или больше, даже для материала с низким содержанием Si. Однако, при малом размере зерна могут увеличиваться потери в сердечнике. Поэтому размер зерна установлен равным 80 мкм или больше. С другой стороны, когда размер зерна превышает 200 мкм, увеличивается пластическая деформация из-за штамповки и уплотнения, что приводит к увеличению потерь в сердечнике. Поэтому верхний предел для размера зерна установлен равным 200 мкм. С целью получения размера зерна в диапазоне 80 мкм или больше и 200 мкм или меньше, необходим соответствующий контроль температуры окончательного отжига. Кроме того, для обеспечения твёрдости по Викерсу в диапазоне 140 HV или больше и 230 HV или меньше, необходимы добавки соответствующих элементов, вызывающих упрочнение твёрдого раствора, таких как Si, Mn, или P.
Далее приведено конкретное описание условий для получения листов нетекстурированной электротехнической стали согласно изобретению.
Согласно изобретению, листы нетекстурированной электротехнической стали могут быть получены с использованием традиционных способов, пока химическая композиция и условия горячей прокатки, определенные в описании, находятся в заданных диапазонах. Другими словами, расплавленную сталь подвергают продувке в конвертере и дегазации, при которых устанавливается заданная химическая композиция стали, с последующим литьем и горячей прокаткой. Температура подачи в устройство чистовой обработки и температура сматывания листа в рулон в ходе горячей прокатки конкретно не устанавливаются, однако необходимо осуществлять, по меньшей мере, один проход горячей прокатки в двухфазной области γ-фазы и α-фазы. Предпочтительно, температура сматывания листа в рулон устанавливается равной 650°C или ниже для того, чтобы предотвратить окисление во время сматывания листа. Затем стальной лист подвергают холодной прокатке один, или два раза или больше с осуществлением промежуточного отжига между ними, до заданной толщины листа, и последующему окончательному отжигу.
Примеры
Расплавленную сталь подвергают продувке в конвертере с целью получения образцов стали. Затем каждый образец стали подвергают дегазации, отливают с получением химических композиций, указанных в таблице 3, и проводят повторный нагрев сляба при 1140°C в течение 1 ч, подвергают горячей прокатке, чтобы получить стальной лист, имеющий толщину листа 2,0 мм. Окончательную горячую прокатку проводят в 7 проходов, температура на входе в первый проход и температура на входе в окончательный проход показаны в таблице 3, и температура сматывания полосы в рулон устанавливается равной 670°C. После этого каждый стальной лист подвергают декапированию, холодной прокатке до толщины листа 0,5 мм, и окончательному отжигу в атмосфере 20% H2-80% N2 в условиях, указанных в таблице 3. Затем оценивают магнитные характеристики (W15/50, B50) и твёрдость (HV). При измерении магнитных характеристик образцы Эпштейна вырезают в направлении прокатки и перпендикулярно направлению прокатки из каждого стального листа, и проводят измерение Эпштейна. Твёрдость по Викерсу измеряют согласно стандарту JIS Z2244 путем вдавливания алмазного индентора 500 г в поперечное сечение каждого стального листа. Размер зерна измеряют согласно стандарту JIS G0551 после полирования и травления поперечного сечения ниталем.



Из таблицы 3 можно увидеть, что все листы нетекстурированной электротехнической стали согласно примерам описания, у которых химическая композиция, температура Ar3 превращения, размер зерна и твёрдость по Викерсу находятся в пределах объема изобретения, имеют как отличную плотность магнитного потока, так и характеристики потери в сердечнике, по сравнению со стальными листами в сравнительных примерах.
Промышленная применимость
Согласно изобретению возможно получение листа нетекстурированной электротехнической стали, обладающего хорошим балансом характеристик плотности магнитного потока и потерь в сердечнике, без проведения отжига в зоне горячих состояний.
Перечень позиций на фиг. 1
1 - Кольцевой образец
2 - V уплотнение.
Лист из электромагнитной стали с ориентированной структурой с покрытием и способ его изготовления
Способ изготовления листа из текстурированной электротехнической стали
Камерная печь для отжига рулонов листовой стали
Способ дуговой сварки под флюсом для стальной пластины
Высокопрочная бесшовная труба из нержавеющей стали нефтепромыслового сортамента и способ её изготовления
Высокопрочный стальной лист и способ его изготовления
Способ изготовления листа электротехнической текстурированной стали
Устройство для контроля стального листа, способ контроля стального листа и способ изготовления стального листа
Способ для изготовления листа неориентированной электромагнитной стали
Способ дуговой сварки под флюсом для стальной пластины
Неориентированная листовая электротехническая сталь и способ изготовления неориентированной листовой электротехнической стали
Текстурированный лист из электротехнической стали и способ его изготовления
Устройство для изготовления шихтованного сердечника и способ его изготовления
Способ обработки вырубкой многослойного железного сердечника и способ изготовления многослойного железного сердечника
Способ вырубки, устройство вырубки и способ изготовления многослойного железного сердечника
Листовая неориентированная электротехническая сталь и способ ее производства
Способ получения листа неориентированной электротехнической стали, имеющего превосходные магнитные свойства
Способ изготовления нетекстурированного листа из электротехнической стали
Лист из нетекстурированной электротехнической стали и способ его изготовления

