Результат интеллектуальной деятельности: Способ изготовления коррозионностойких постоянных магнитов
Вид РИД
Изобретение
Изобретение относится к области порошковой металлургии, в частности к способам изготовления постоянных магнитов из сплавов Nd-Fe-B.
Известен способ изготовления постоянных магнитов из сплавов системы редкоземельный металл (PЗM)-Fe-B, включающий смешивание сплавов с различным содержанием компонентов, их измельчение, прессование в магнитном поле, спекание и термообработку [пат.RU 2117349, кл. H01F 1/00, опубл. 10.08.1998].
Недостатком данного способа является низкая коррозионная стойкость получаемых постоянных магнитов.
Известен способ изготовления постоянных магнитов, включающий нанесение оксидного антикоррозионного покрытия на поверхность магнитов. После окончательной механической обработки заготовок магнитов их поверхность покрывают алкоголятом металла с его последующим термическим разложением, в результате чего на поверхности магнитов образуется антикоррозионный слой, [пат.JP В.4.2-37081, кл. H01F 41/02, опубл. 1962].
Недостатком данного способа является низкая коррозионная стойкость получаемых постоянных магнитов при относительной влажности воздуха равной 100% и в условиях солевого тумана, что связано с разрушением оксидного антикоррозионного покрытия в результате его взаимодействия с влагой воздуха.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является способ изготовления постоянных магнитов, включающий прессование заготовок, их спекание, механическую обработку, выдержку в течение 5-10 минут в металлическом расплаве системы Al-Ga-Sn, термообработку в расплаве солей с одновременным нанесением оксидного антикоррозионного покрытия и последующим охлаждением [пат. RU 2115511, кл. B22F 3/24, H01F 1/057 опубл. 20.07.1998].
Недостатками данного способа являются:
- непродолжительная сопротивляемость коррозии (не более 50-60 часов) получаемых постоянных магнитов при относительной влажности воздуха равной 100% и в условиях солевого тумана. Это связано с тем, что единственный компонент металлического расплава (алюминий), служащий для образования промежуточных коррозионно-стойких фаз типа Fe2Al5, содержится в расплаве в небольших количествах (не более 5-10%). Остальные элементы расплава (галлий и олово) необходимы только для снижения температуры плавления и повышения вязкости расплава;
- высокая стоимость получаемых постоянных магнитов. Это объясняется необходимостью частого обновления дорогостоящего металлического расплава системы Al-Ga-Sn, поскольку в процессе выдержки в нем заготовок магнитов протекает реакция замещения неодима, что значительно повышает вязкость и температуру плавления расплава.
Технический результат предлагаемого изобретения направлен на повышение коррозионной стойкости постоянных магнитов из сплавов Nd-Fe-B за счет снижения площади коррозии на более 60% при и на более 60% в условиях солевого тумана.
Указанный технический результат достигается тем, что изготовление коррозионностойких постоянных магнитов производят способом, включающем прессование заготовок, их спекание, механическую обработку, нанесение на поверхность заготовок алюминия толщиной 10-15 мкм методом холодного газодинамического напыления, термообработку в расплаве солей с последующим охлаждением.
Высокая коррозионная стойкость постоянных магнитов, изготавливаемых по предложенному способу, достигается путем взаимодействия железа в составе сплава Nd-Fe-B (содержание Fe более 80 ат. %) и алюминия, нанесенного на поверхность заготовки методом холодного газодинамического напыления (далее - ХГДН). В результате данного взаимодействия на всей поверхности заготовки магнита происходит образование соединения Fe2Al5, которое при дальнейшей обработке в расплаве солей окисляется с образованием химически инертного соединения FeAl2O4, со структурой шпинели. Образующийся защитный слой шпинели химически связан с поверхностью заготовки магнита, что обеспечивает его механическую прочность и хорошую адгезию.
Необходимо отметить, что коррозионная стойкость магнитов напрямую зависит от содержания и распределения по поверхности заготовки образующейся шпинели Fe2AlO4. Низкая коррозионная стойкость постоянных магнитов, получаемых по способу, описанному в прототипе, объясняется недостаточным содержанием Fe2AlO4 на поверхности магнита после обработки в расплаве солей, что вызвано недостаточным покрытием поверхности заготовки алюминием, необходимым для образования промежуточной фазы Fe2Al5.
Образование шпинели (Fe2AlO4) на поверхности магнита равномерным слоем значительно повышает антикоррозионные свойства постоянных магнитов не только в атмосфере воздуха, но и в агрессивных средах (щелочные и кислотные испарения, солевой туман).
Таким образом, техническим результатом, достижение которого обеспечивается совокупностью существенных признаков, является повышение коррозионной стойкости постоянных магнитов, за счет создания на их поверхности защитного слоя шпинели FeAl2O4.
При этом метод ХГДН, основанный на диффузионном внедрении частиц порошка напыляемого материала, направляемого из распылителя на напыляемую поверхность потоком воздуха со сверхзвуковой скоростью, в отличие от обработки расплавом позволяет полностью покрыть поверхность заготовки тонким слоем алюминия, и как следствие, слоем соединения Fe2Al5. Неодим и бор, содержащиеся в сплаве, при этом окисляются, а образовавшиеся оксиды уносятся потоком воздуха. При обработке расплавом же происходит вымывание всех основных компонентов магнитного материала.
Не исключено, что при достаточно долгой обработке заготовок магнитов в металлическом расплаве по способу, описанному в прототипе, возможно полностью покрыть поверхность заготовки тонким слоем соединения Fe2Al5. Однако, уже после 10-15 минут выдержки заготовок магнитов в расплаве происходит увеличение вязкости расплава из-за образования в нем различных интерметаллидов вследствие растворения компонентов материала магнита в расплаве, что приводит к необходимости замены последнего.
Толщина напыляемого слоя алюминия определяется следующими факторами:
- при недостаточной толщине слоя алюминия его количества не хватит для протекания химического взаимодействия с образованием промежуточного соединения Fe2Al5 и последующего образования шпинели FeAl2O4,
- при избыточной толщине слоя алюминия будет протекать побочная реакция окисления алюминия с образованием на его внешней поверхности пористой и высокогигроскопичной γ-модификации оксида алюминия (γ-Al2O3), что приведет к снижению коррозионной стойкости магнитов за счет возможного контакта незащищенной антикоррозионным слоем поверхности магнита с влагой.
Важным достоинством данного способа изготовления коррозионностойких постоянных магнитов является то, что он не зависит от способов и режимов выполнения операций прессования заготовок, их спекания и механической обработки, поскольку, нанесение методом ХГДН слоя алюминия толщиной 10-15 мкм может быть произведено на любой образец спеченного магнитного материала на основе сплава Nd-Fe-B, который был механически обработан в необходимые размеры до операции термической обработки.
Пример практического осуществления:
Заготовки из сплава состава: 32% Nd, 2,5% Dy, 3% Со, 1,2% В, 0,4% Al, Fe -остат.прессовали в среде аргона на установке сухого прессования ЕАЖИ.55.175.00.000 в ориентирующем магнитном поле с напряженностью 1250 кА/м. при удельном давлении прессования 45 МПа. Размеры спрессованных заготовок составляли 24×24×8 мм.
Спрессованные заготовки спекались в вакуумной печи СНВЭ-2.4.2 при остаточном давлении не более 0,1 Па и температуре 1130°С в течении 40 минут.
Спеченные образцы шлифовали на плоскошлифовальном станках 3Е711 с использованием алмазного круга А2 28/20 для придания габаритных размеров 5×10×10 мм с отклонениями не более 0,1 мм. В качестве СОЖ использовалась 10%-ная водная эмульсия на основе эмульсола Т.
После механической обработки проводили подготовку к термообработке в расплаве солей по двум вариантам.
По первому варианту (известный способ) заготовки выдерживали в металлическом расплаве, содержащем 5% алюминия, 10% галлия и 75% олова, при температуре 580°С в течение 7 минут. Затем заготовки магнитов переносили в расплав двухромовокислого калия (К2Сr2О7), также находящийся при 580°С и выдерживали в нем 38 мин, после чего заготовки переносили в емкость с водой комнатной температуры для быстрого охлаждения. Весь процесс термообработки проводили в корундовых тиглях в печи ИСВ-0,04 на открытом воздухе. Общее время термообработки составляло 45 минут.
По второму варианту (предлагаемый способ) на заготовки методом ХГДН наносили слой алюминия толщиной от 5 до 20 мкм, величину которого контролировали толщиномером покрытий ТМ-4. Для нанесения слоя алюминия использовали установку "Димет - 405" и порошок алюминия А-20-11. Давление воздуха на входе в сопло установки составляло 3 атм. Затем покрытые алюминием заготовки магнитов помещали в расплав двухромовокислого калия (К2Сr2О7), находящийся при 580°С и выдерживали в нем 45 мин, после чего заготовки переносили в емкость с водой для быстрого охлаждения до комнатной температуры. Весь процесс термообработки проводили в корундовом тигле в печи ИСВ-0,04. на открытом воздухе. Общее время термообработки по второму варианту, как и по первому варианту, составляло 45 минут.
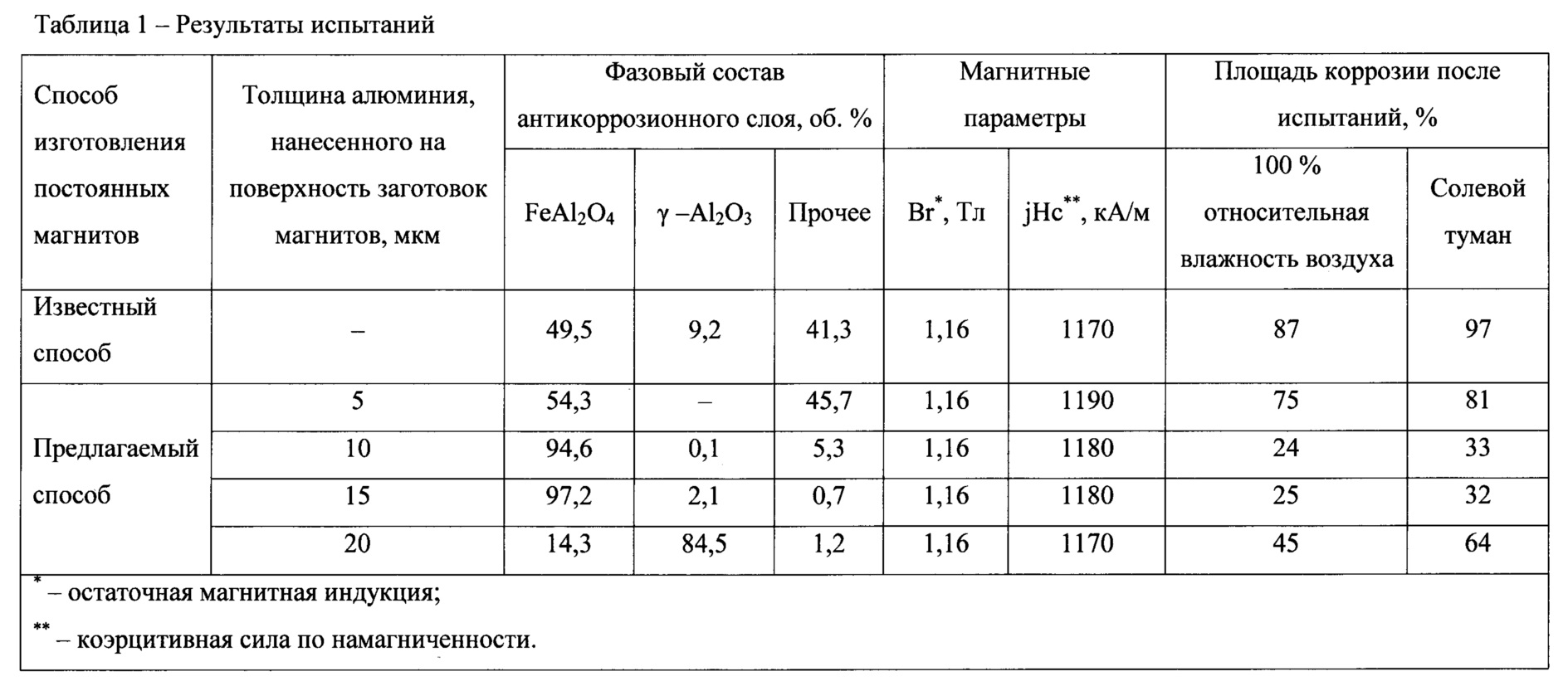
На термообработанных заготовках измеряли магнитные параметры и проводили определение фазового состава их поверхности. После этого магниты подвергали стандартным испытаниям на коррозионную стойкость при относительной влажности воздуха равной 100% и в условиях солевого тумана. Время выдержки заготовок магнитов составляло 100 ч. Результаты испытаний приведены в таблице 1.
Из таблицы 1 видно, что постоянные магниты, изготовленные по предложенному способу, при практически идентичных магнитных параметрах имеют более высокую стойкостью к коррозии в сравнении с постоянными магнитами, полученных по способу, описанному в прототипе.
При этом оптимальная толщина наносимого слоя алюминия находится в интервале 5-10 мкм. При толщине слоя алюминия менее 5 мкм, количество образующейся шпинели недостаточно для создания сплошного покрытия на поверхности магнитов, что вызывает снижение их коррозионной стойкости. При толщине слоя алюминия более 15 мкм, поверхностный слой магнитов состоит из γ-модификации оксида алюминия (γ-Аl2О3), который аккумулирует атмосферную влагу на поверхности магнитов, что также снижает их коррозионную стойкость.
Нанокомпозиционный электроконтактный материал и способ его получения
Способ винтовой прокатки полых заготовок с дном
Материал на основе объемных металлических стекол на основе циркония и способ его получения в условиях низкого вакуума
Способ создания тонких слоев оксидов ni и nb с дырочной проводимостью для изготовления элементов сверхбольших интегральных схем
Планарный преобразователь ионизирующих излучений и способ его изготовления
Способ нанесения биоактивного покрытия на основе хитозана на полимерные пористые конструкции
Способ выбора мест размещения углепородных отвалов
Способ стерилизации сверхвысокомолекулярного полиэтилена, предназначенного для применения в медицине (варианты)
Способ получения сплава неодим-железо и устройство для его осуществления
Способ интенсификации процесса кучного выщелачивания золота из руд
Шихта для получения термостабильных магнитных сплавов с редкоземельными металлами на основе системы nd-fe-b
Способ вакуум-термического получения лития
Способ получения металлургического глинозема кислотно-щелочным способом

