Результат интеллектуальной деятельности: Способ измерения параметров корпусной детали
Вид РИД
Изобретение
Изобретение относится к измерительной технике и может быть использовано в машиностроении для измерения параметров паза и ступицы корпусной детали.
Известен способ измерения параметров шпоночного паза отверстия, заключающийся в том, что базируют объект измерения в корпусе, содержащем отсчетную головку, путем установки его отверстием на два центрирующих пальца, обеспечивая при базировании контакт измерительного щупа, жестко закрепленного на штоке, с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение объекта измерения и корпуса путем возвратно-поворотных движений объекта измерения на центрирующих пальцах и возвратно-поворотных движений измерительного щупа вокруг продольной оси упомянутого штока, осуществляя последние в плоскости, параллельной продольным осям центрирующих пальцев, и достигая неизменности показаний отсчетной головки при упомянутых движениях измерительного щупа, снимают первый отсчет отсчетной головки, вводят измерительный щуп в контакт с другой боковой поверхностью проверяемого паза, снимают второй отсчет упомянутой головки, поворачивают измерительный щуп со штоком вокруг продольной оси упомянутого штока и перемещают вдоль этой оси, добиваясь центрирования измерительного щупа по центрирующим пальцам путем одновременного касания его боковой рабочей поверхности с рабочими поверхностями центрирующих пальцев, снимая при этом третий отсчет отсчетной головки, определяют ширину проверяемого паза по разнице двух первых отсчетов и с учетом диаметра измерительного щупа, определяют первый размах по разнице первого и третьего отсчетов, второй размах по разнице второго и третьего отсчетов, а отклонение от симметричности - по полуразности упомянутых размахов. (Патент RU №2240499, МПК G01B 5/24, 2004)
Однако известным способом нельзя измерить параметры паза, не сопряженного с отверстием детали, а также отклонения от симметричности паза относительного торцов ступицы и высоты ступицы корпусной детали.
Наиболее близким по технической сущности является способ измерения параметров паза, не сопряженного с отверстием детали, заключающийся в том, что базируют объект измерения в наклонном корпусе, содержащем шток и взаимодействующую со штоком своим наконечником отсчетную головку, путем установки его отверстием на два центрирующих пальца, обеспечивая при базировании контакт измерительного щупа, жестко закрепленного на штоке, с одной из боковых поверхностей проверяемого паза, выверяют взаимное угловое положение объекта измерения и наклонного корпуса путем возвратно-поворотных движений объекта измерения на центрирующих пальцах и возвратно-поворотных движений измерительного щупа вокруг продольной оси упомянутого штока, осуществляя последние в плоскости, параллельной продольным осям центрирующих пальцев, и достигая неизменности показаний отсчетной головки при касании измерительного щупа двух крайних точек боковой поверхности в направлении глубины паза, снимают первый отсчет отсчетной головки, вводят измерительный щуп в контакт с другой боковой поверхностью проверяемого паза, снимают второй отсчет упомянутой головки, поворачивают измерительный щуп со штоком вокруг продольной оси упомянутого штока и перемещают вдоль этой оси, добиваясь центрирования измерительного щупа по установочной призме путем одновременного касания его боковой рабочей поверхности с рабочими поверхностями установочной призмы, снимая при этом третий отсчет отсчетной головки, определяют ширину проверяемого паза по разнице двух первых отсчетов и с учетом диаметра измерительного щупа, определяют первый размах по разнице первого и третьего отсчетов, второй размах по разнице второго и третьего отсчетов, а отклонение от симметричности - по полуразности упомянутых размахов. (Патент RU №2488075, МПК: G01B 5/24, 2013).
Однако указанным способом невозможны ни последовательное измерение таких параметров, как симметричность паза относительно торцов ступицы и высота ступицы в корпусной детали, ни их одновременное измерение, совмещенное с измерением ширины паза.
Технической проблемой изобретения разработка способа, который позволяет измерять три параметра корпусной детали: отклонение ширины паза, отклонение от его симметричности относительно торцов ступицы и отклонение высоты ступицы.
Техническим результатом является расширение технологических возможностей способа за счет измерения дополнительно третьего параметра - отклонение высоты ступицы.
Указанная проблема и технический результат достигается тем, что в способе измерения параметров корпусной детали базируют объект измерения, вводят измерительный щуп в контакт с одной из боковых поверхностей проверяемого паза, снимают показания, определяют отклонение ширины проверяемого паза и отклонение от его симметричности. Согласно изобретению базируют объект измерения путем установки его одним из торцов ступицы на установочную плоскость, устанавливают на установочную плоскость стойку с размещенным на ней прибором с измерительным щупом и тремя индикаторами, обеспечивая контакты: измерительного щупа с одной из боковых поверхностей проверяемого паза путем перемещения прибора по стойке, измерительного наконечника первого индикатора с другой боковой поверхностью проверяемого паза, измерительного наконечника второго индикатора с другим торцом ступицы, а измерительного наконечника третьего индикатора - с установочной плоскостью, определяют отклонение высоты ступицы по сумме показаний второго и третьего индикаторов, причем отклонение ширины проверяемого паза определяют по показанию первого индикатора, а отклонение от симметричности паза определяют относительно торцов ступицы из полуразности между показанием второго индикатора и суммой показаний первого и третьего индикаторов.
Сравнение заявляемого способа с прототипом показывает, что в известном решении необходима выверка взаимного углового положения объекта измерения и корпуса для последовательных измерений двух параметров: ширины паза и его симметричности относительно отверстия. В предложенном способе отсутствует такая выверка. Кроме того заявляемый способ обеспечивает одновременное измерение трех параметров: ширины паза, высоты ступицы и отклонение от симметричности паза. При этом последний параметр измеряется относительно торцов ступицы, что в известном способе такое измерение выполнить нельзя. Таким образом достигается расширение технологических возможностей измерения параметров корпусной детали.
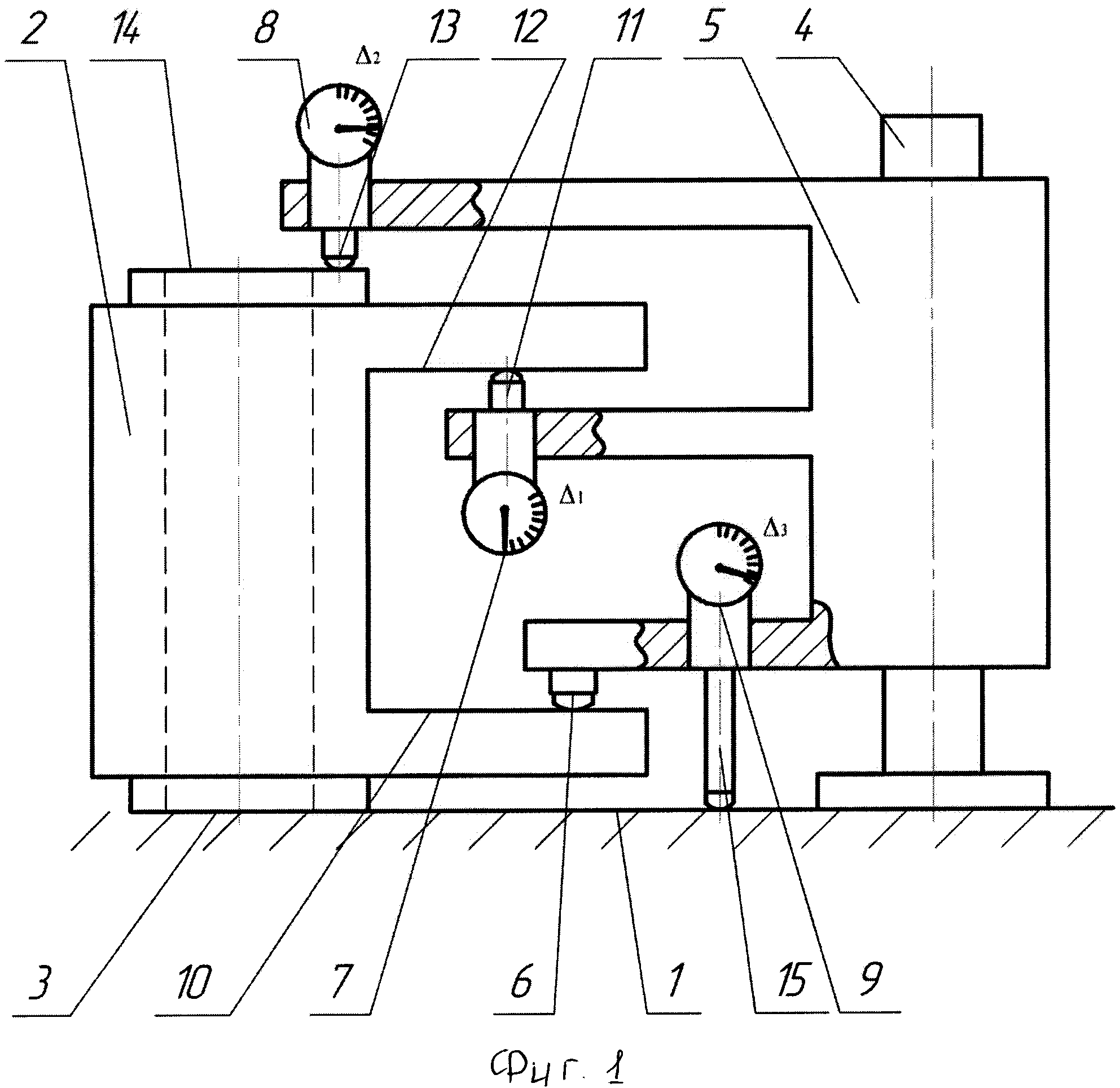
На фигуре показана схема осуществления способа, вид спереди.
На установочную плоскость 1 устанавливают объект измерения 2 одним из торцов 3 ступицы. Устанавливают на установочную плоскость 1 стойку 4 с размещенным на ней прибором 5 с измерительным щупом 6 и тремя индикаторами 7, 8 и 9, настроенными по образцовой детали. При установке стойки 4 обеспечивают: контакт измерительного щупа 6 с одной из боковых поверхностей 10 паза путем перемещения прибора 5 по стойке 4, контакт измерительного наконечника 11 первого индикатора 7 с другой боковой поверхностью 12 проверяемого паза, контакт измерительного наконечника 13 второго индикатора 8 с другим торцом 14 ступицы, а контакт измерительного наконечника 15 третьего индикатора 9 - с установочной плоскостью 1. Снимают показания Δ1, Δ2, Δ3 соответственно на первом 7, втором 8 и третьем 9 индикаторах. Определяют отклонение от настроенного значения высоты ступицы по сумме показаний Δ2 и Δ3 соответственно второго 7 и третьего 9 индикаторов. Определяют отклонение ширины паза от настроенного значения по показанию Δ1 первого индикатора 7. Определяют отклонение от настроенного значения симметричности Δсим паза относительно торцов 3 и 14 ступицы по полуразности между показанием Δ2 второго индикатора 8 и суммой показаний Δ1 и Δ3 соответственно первого 7 и третьего 9 индикаторов, т.е. Δсим=(Δ2-(Δ1+Δ3))/2.
Таким образом, одновременно измеряют три параметра корпусной детали: отклонение высоты ступицы, ширины паза и его симметричности относительно торцов ступицы, что позволяет расширить технологические возможности способа.
Способ может быть использован на машиностроительных предприятиях при измерении параметров корпусных деталей, например, корпуса буксы вагона.
Способ измерения параметров корпусной детали, заключающийся в том, что базируют объект измерения, вводят измерительный щуп в контакт с одной из боковых поверхностей проверяемого паза, снимают показания, определяют отклонение ширины проверяемого паза и отклонение от его симметричности, отличающийся тем, что базируют объект измерения путем установки его одним из торцов ступицы на установочную плоскость, устанавливают на установочную плоскость стойку с размещенным на ней прибором с измерительным щупом и тремя индикаторами, обеспечивая контакты: измерительного щупа с одной из боковых поверхностей проверяемого паза путем перемещения прибора по стойке, измерительного наконечника первого индикатора с другой боковой поверхностью проверяемого паза, измерительного наконечника второго индикатора с другим торцом ступицы, а измерительного наконечника третьего индикатора - с установочной плоскостью, определяют отклонение высоты ступицы по сумме показаний второго и третьего индикаторов, причем отклонение ширины проверяемого паза определяют по показанию первого индикатора, а отклонение от симметричности паза определяют относительно торцов ступицы из полуразности между показанием второго индикатора и суммой показаний первого и третьего индикаторов.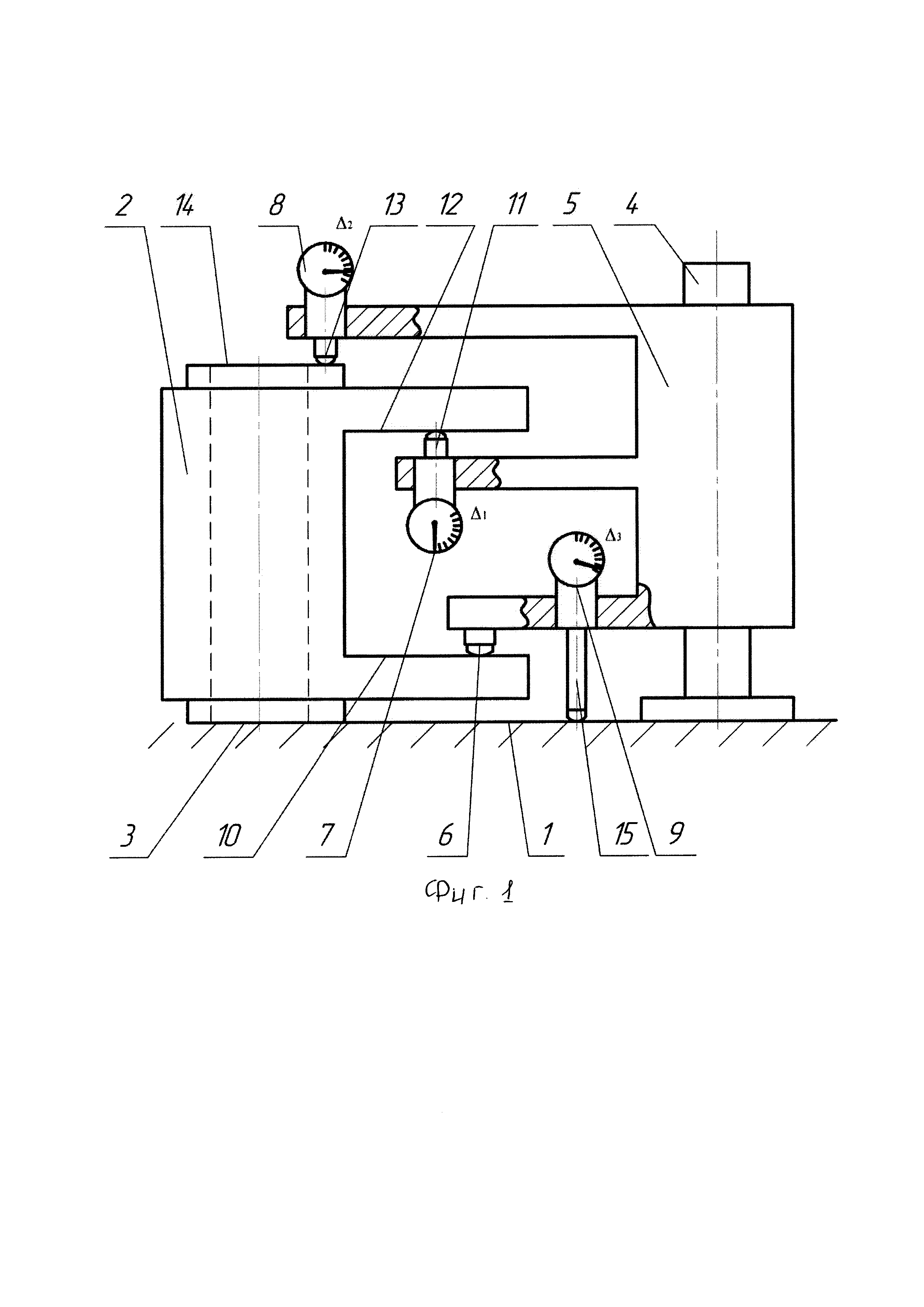
Способ ремонта упрочненных индукционной закалкой коленчатых валов двигателей внутреннего сгорания
Лабораторный эффузионный анализатор плотности газов
Лабораторный анализатор плотности газов
Способ изготовления наплавленного биметаллического сопла
Патрон кулачковый механизированный
Способ переустановки детали с наружной резьбой в механизированный патрон
Рекуперативный нагревательный колодец
Нанозонд сканирующего микроскопа
Регенеративный нагревательный колодец
Трансформаторная подстанция
Способ измерения параметров паза шарнирной вилки

