Результат интеллектуальной деятельности: ОПТИМИЗИРОВАННЫЙ СПОСОБ ПОЛУЧЕНИЯ МЕТАКРОЛЕИНА
Вид РИД
Изобретение
Настоящее изобретение относится к оптимизированному способу получения метакролеина. Метакролеин применяют в химическом синтезе, в частности, в качестве промежуточного соединения для получения метакриловой кислоты, метилметакрилата или даже активных ингредиентов, ароматизирующих веществ или вкусовых веществ. В частности, настоящее изобретение относится к оптимизации технологических параметров, с помощью которых, среди прочего, можно достигнуть снижения содержания вредного димерного метакролеина в конечном продукте.
Большой интерес представляют собой наиболее простые, экономически выгодные и безвредные для окружающей среды способы получения метакролеина.
Предшествующий уровень техники
При получении метакролеина путем так называемого C2-способа целевой продукт получают из формалина и пропиональдегида в присутствии вторичного амина и кислоты, как правило, органической кислоты. В данном случае реакцию осуществляют посредством реакции Манниха. Затем на следующей стадии метакролеин (MAL), синтезированный таким образом, может быть превращен в метакриловую кислоту путем окисления в газовой фазе или в метилметакрилат путем окислительной этерификации. Такой способ получения метакролеина описан, среди прочего, в патентных публикациях US 7141702, US 4408079, JP 3069420, JP 4173757, EP 0317909 и US 2848499.
Способы на основе реакции Манниха, подходящие для получения метакролеина, являются общеизвестными для специалистов в данной области техники и являются предметом соответствующих обзорных публикаций, например, в Ullmann’s Encyclopedia of Industrial Chemistry 2012, Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim, Acrolein and Methacrolein, DOI: 10.1002/14356007.a01_149.pub2.
Чтобы применение данного способа являлось экономически целесообразным, должны быть выполнены требования касательно высокого выхода продукта и низкого удельного расхода энергии. Согласно изложенному в EP 0194620 следует добиваться низкого содержания димерного метакролеина (DIMAL) в продукте, предпочтительно менее 0,2% по весу, и содержания пропиональдегида менее 1% по весу во избежание постоянного разрушения катализатора окисления необязательного последующего гетерогенного катализа в газовой фазе.
В DE 3213681 описан способ получения MAL, который характеризуется, в частности, тем, что реакцию осуществляют при температуре выше 150°C, причем время реакции составляет не более 25 мин., в присутствии вторичных аминов и необязательно кислот. В лучшем случае пропиональдегид подвергают реакции с формалином при температурах от 162 до 205°C, при этом время пребывания в реакторе составляет 6 секунд. Выход продукта в лучшем случае составляет 97,2%, при этом содержание DIMAL является низким, но составляет практически 1% по весу. Содержание воды в подаваемом потоке составляет 40% по весу, а концентрация амина составляет 2,5% по весу в пересчете на содержание воды. Явно низкий выход продукта и сравнительно высокое содержание DIMAL указывают на то, что данный способ является менее эффективным.
В дополнительном варианте осуществления в DE 3213681 реактор работает при температуре на входе 161°C, при этом температура повышается до 184°C за счет сильно экзотермической реакции. Время пребывания в реакторе составляет приблизительно 6,9 с. Содержание воды в подаваемом потоке для проведения реакции составляет приблизительно 50% по весу. Содержание амина в пересчете на содержание воды составляет 1,8% по весу. К примеру, при использовании такого варианта способа отмечено содержание DIMAL 0,29% по весу при выходе продукта в 98,1%. Согласно изложенному в EP 0194620 очевидно, что данный MAL не идеально подходит для использования в гетерогенном окислении в газовой фазе.
В US 4408079 описывается способ получения MAL, в котором реакцию пропиональдегида с формалином осуществляют при молярном отношении от 0,9 до 1,5 к 1, pH от 2,5 до 7 и температурах от 0°C до 150°C в присутствии вторичного амина в концентрации от 0,025 до 0,75 или от 0,05 до 1,5 моль и органических кислот в концентрации от 0,05 до 1,5 моль в пересчете в каждом случае на 1 моль пропиональдегида. По сравнению с изложенным в DE 3213681 выбранный диапазон температур, как видим, является значительно ниже. Согласно US 4408079 реакцию осуществляют непрерывно в последовательно соединенных двух-трех реакторах с механическим перемешиванием при очень длительном времени пребывания реагентов в реакторе, составляющем от 10 до 90 мин. При таком варианте осуществления способа достигают относительно низких выходов продукта – от 91 до 96%. Поэтому проведение реакции при низких температурах демонстрирует существенные недостатки. Помимо значительно уменьшенного выхода продукта, используемые реакторы с мешалкой связаны со значительными капиталовложениями и являются сложными в обслуживании по сравнению с реактором, раскрытым в DE 3213681. Содержания DIMAL в продуктах неизвестны. При последующей обработке образцов, несмотря на сравнительно низкие температуры, образовывались высокие уровни вредного димерного метакролеина, составляющие значительно больше 1% по весу. Такой метакролеин подобного качества является экономически нецелесообразным на любой из последующих стадий без дополнительной обработки.
Поэтому, по ряду причин, большой интерес представляет обеспечение способа получения MAL, содержащего более низкие количества DIMAL, чем можно получить с применением способов из предшествующего уровня техники. Это играет важную роль в дополнительной обработке MAL при окислении в газовой фазе до метакриловой кислоты, особенно в отношении проявления в качестве каталитического яда. Однако особенно желательно низкое содержание DIMAL при окислительной этерификации MAL до MMA, поскольку DIMAL или продукты его превращения также должны быть удалены из продукта в данном способе, что является дорогостоящим и затруднительным, или же они в значительной степени будут препятствовать реакции. Более того, содержания DIMAL приводят при обработке к окрашиванию продуктов превращения.
Цель
Принимая во внимание предшествующий уровень техники, цель настоящего изобретения, в силу вышесказанного, заключалась в обеспечении способа получения метакролеина посредством C2-способа, с помощью которого, во-первых, можно добиться высоких выходов метакролеина и, во-вторых, продукт может быть введен без дополнительных процессов обработки в окисление в газовой фазе для получения метакриловой кислоты или в окислительную этерификацию для получения метилметакрилата (MMA).
Таким образом, настоящая цель, в частности, заключалась в возможности получать MAL с применением данного способа, имеющий содержание DIMAL, без дополнительной обработки, менее 0,5% по весу, предпочтительно менее 0,2% по весу.
Дополнительные цели, не упомянутые в явной форме, станут очевидными из общего контекста нижеследующего описания и формулы изобретения.
Решение
Данных целей достигают с помощью нового способа непрерывного проведения реакции Манниха, с помощью которого из формальдегида и пропиональдегида получают метакролеин с применением по меньшей мере одной кислоты и по меньшей мере одного органического основания в качестве катализаторов. Эту реакцию осуществляют в данном случае согласно настоящему изобретению в работающем в непрерывном режиме трубчатом реакторе или пластинчатом реакторе, который далее называется просто реактор, с применением температурных градиентов. Температура подаваемых в реактор реагентов и катализаторов в данном случае составляет от 100 до менее 150°C, предпочтительно от 110 до 140°C, и температура реакционной смеси на выходе из реактора (температура на выпуске) составляет не более 180°C, предпочтительно от 150 до 180°C, особенно предпочтительно от 155 до 170°C. Максимальная температура во всем реакторе составляет особенно предпочтительно 170°C, в частности 165°C. Более того, содержание воды в подаваемом в реактор потоке составляет более 45% по весу и не более 85% по весу, а количество органического основания в подаваемом в реактор потоке составляет более 5 мол. % в пересчете на 100 мол. % пропиональдегида в сырье. В данном контексте органическое основание включает, помимо чистого основания, часть соответствующего основания в солях с кислотой и в содержащих основание промежуточных соединениях реакции Манниха.
Внутреннее давление в реакторе в свою очередь регулируют так, чтобы оно было больше давления кипения реакционной смеси. Другими словами, давление и температуру регулируют так, чтобы реакция всегда проходила при температуре ниже точки кипения реакционной смеси, таким образом, реакция происходит в жидкой фазе. Внутреннее давление в реакторе предпочтительно составляет от 10 до 50 бар, особенно предпочтительно от 20 до 50 бар.
В соответствии с настоящим изобретением под подаваемыми в реактор реагентами понимают все сырье, включающее свежее сырье из реагентов, необходимых для реакции, и необязательно рециркулируемый поток. Необязательные рециркулируемые потоки можно, например, полностью или частично подавать обратно в реактор после обработки метакролеинсодержащей смеси, которая отводится через выпускное отверстие реактора или из расположенной ниже по потоку перегонной колонны в качестве водного раствора из кубового продукта колонны. Это особенно важно в отношении состава подаваемого потока, о чем говориться в дополнительной информации ниже. Работающий в непрерывном режиме реактор часто, даже предпочтительно, работает, в случае описанной ниже реакции Манниха, по меньшей мере с частичной рециркуляцией рециркулируемых потоков. При постоянной работе в реакторе образуется стационарная фаза, которая может отличаться от состава свежего сырья, особенно в отношении компонентов катализатора, в результате чего в реакторе имеется более высокая концентрация катализатора, нежели введено в свежее сырье. Указанное свежее сырье обычно состоит из потока пропиональдегида, потока формалина, потока органического основания и потока кислоты. В данном случае могут иметь место разные варианты осуществления в отношении линии подачи этих потоков в реактор. Прежде всего, допускается, чтобы все или некоторые из компонентов уже присутствовали в виде смеси и поступали в реактор одновременно. В качестве альтернативы, также допускается, чтобы все или часть реагентов, не присутствующих в виде смеси, поступали непосредственно в реактор в отдельных потоках. Более того, также допускается вариант осуществления, в котором все или некоторые из реагентов смешиваются друг с другом в смесительной камере выше относительно реактора или объединяются в общей линии перед поступлением в реактор. Однако важно убедиться в том, что если все компоненты смешиваются друг с другом при температуре на входе, то время пребывания за пределами реактора должно оставаться исключительно непродолжительным, поскольку реакция начинается в этом месте и, следовательно, относится к фактическому времени пребывания в реакторе.
В указанной необязательной смесительной камере смешивание мономеров можно выполнять с помощью статического или динамического смесителя. Смешивание также можно осуществлять с помощью точки нагнетания, специально сконструированной для данной цели в смесительной камере. Более того, смешивание можно осуществлять с помощью такой точки нагнетания непосредственно на входе в реактор.
Реагенты обычно применяют чистыми или в виде растворов, особенно в виде водных растворов. В частности, формальдегид обычно применяют в виде формалина, т.е. в виде водного раствора, при концентрации от 35 до 60% по весу.
Время пребывания реакционной смеси в реакторе должно быть сведено к достаточно непродолжительному, несмотря на более низкую температуру на входе по сравнению с предшествующим уровнем техники. В частности, время пребывания в реакторе составляет от 1 до 30 с., предпочтительно от 5 до 15 с. и особенно предпочтительно от 7 до 12 с. При слишком непродолжительном времени пребывания в реакторе возникают потери, касающиеся общего выхода продукта, поэтому для обеспечения полного превращения реагентов требуется повышенная температура на входе в реактор или повышенная максимальная температура в реакторе. Также при этом наблюдали, на удивление, что образование димерного MAL подавляется в случае менее продолжительного времени пребывания в реакторе. Поэтому достаточно непродолжительное время нахождения в пределах описанных границ является предпочтительным для условий проведения реакции.
Согласно настоящему изобретению, что, в частности, является на удивление эффективным изменением относительно предшествующего уровня техники, исходные материалы подаются в реактор при значительно более низкой температуре, причем время пребывания в пределах реактора, на удивление, не должно существенно увеличиваться. Особенно неожиданным в данном случае было обнаружить, что такие условия проведения реакции приводят к образованию явно более низких количеств димерного метакролеина.
Что касается состава реакционной смеси, то составы подаваемого в реактора потока, в частности, имеют отношение пропиональдегида к формальдегиду от 0,75 до 1 моль и от 1 до 1,2 моль, особенно предпочтительно от 1 до 0,98 моль и от 1 до 1,02 моль.
В равной степени предпочтительными являются составы подаваемого потока, в которых основание присутствует в количестве от 0,05 до 0,15 моль, предпочтительно от 0,06 до 0,1 моль и особенно предпочтительно от 0,06 и 0,08 моль в пересчете на один моль пропиональдегида. При этом преимущественно по меньшей мере 20% от общего количества органического основания в подаваемом потоке поступает из свежего сырья, а остальное, соответственно, предпочтительно поступает из рециркулируемого потока. Кроме того, предпочтительным является подаваемый поток, в котором кислота присутствует в количестве от 0,8 до 1,5, предпочтительно от 0,9 до 1,3 и особенно предпочтительно от 1 до 1,2 моль в пересчете на один моль органического основания. Отношение эквивалентов амина к кислоте и их соответствующий выбор предпочтительно осуществляют так, чтобы в результате при измерении при 20°C и стандартном давлении в реакционной смеси перед проведением реакции получить показатель pH от 3,0 до 7,0, предпочтительно от 3,5 до 6,5.
Кислоты обычно представляют собой неорганические кислоты или органические моно-, ди- или поликарбоновые кислоты, предпочтительно монокарбоновые кислоты, в частности, алифатические монокарбоновые кислоты. В случае реакции пропаналя и формальдегида особое предпочтение отдается применению по меньшей мере одной органической кислоты, особенно предпочтительно муравьиной кислоты, уксусной кислоты и/или пропионовой кислоты, особенно предпочтительно уксусной кислоты.
Органическими основаниями предпочтительно являются амины, особенно предпочтительно вторичные амины. Подходящими аминами являются, например: диметиламин, диэтиламин, метилэтиламин, метилпропиламин, дипропиламин, дибутиламин, диизопропиламин, диизобутиламин, метилизопропиламин, метилизобутиламин, метил-втор-бутиламин, метил(2-метилпентил)амин, метил(2-этилгексил)амин, пирролидин, пиперидин, морфолин, Н-метилпиперазин, Н-гидроксиэтилпиперазин, пиперазин, гексаметиленимин, диэтаноламин, метилэтаноламин, метилциклогексиламин, метилциклопентиламин, дициклогексиламин или соответствующие смеси. Особенно предпочтительным органическим основанием является диметиламин.
Содержание воды в подаваемом потоке, исходя из свежего сырья и рециркулируемого потока, как описано согласно настоящему изобретению, составляет от 45 до 85% по весу. Содержание воды в подаваемом потоке составляет предпочтительно от 50 до 70% по весу. Было доказано, что особенно эффективным является содержание воды в подаваемом потоке от 55 до 65% по весу.
В трубчатом реакторе, применяемом в соответствии с настоящим изобретением, внутренний диаметр каждой отдельной трубки предпочтительно составляет от 4 до 20 мм, особенно предпочтительно от 8 до 15 мм. В частности, применяют несколько трубчатых реакторов в виде кожухотрубного реактора. В качестве альтернативы кожухотрубному реактору или отдельным трубчатым реакторам способ по настоящему изобретению также можно осуществлять, с меньшим предпочтением, в пластинчатом реакторе с теплообменником, в частности, имеющим зазор между пластинами от 0,5 до 10 мм, предпочтительно от 1 до 5 мм. Пластинчатый реактор в данном контексте также может быть цельносварным пластинчатым теплообменником с достаточным пределом прочности на сжатие.
Доказано, что в данном случае особенно эффективным является пропускание в трубчатом реакторе при скорости потока через сечение трубки от 0,3 до 2,0 м/с, предпочтительно от 0,8 до 1,2 м/с, особенно предпочтительно от 0,85 до 0,90 м/с. Кроме того, особенно предпочтительно, если в трубчатых реакторах необязательно предусматриваются статические смесители.
Особенно эффективно, если реактор, начиная от подаваемого потока, имеет по меньшей мере одну адиабатическую зону, расположенную после нее зону охлаждения и вторую адиабатическую зону у выпускного отверстия. Охлаждение осуществляют в данном случае, в частности, в средней зоне, полностью или частично с помощью охлаждающего контура. Данный охлаждающий контур можно по-разному сконфигурировать и его можно легко встроить в конкретную конструкцию специалистами в данной области техники. Прежде всего, можно ввести предварительно нагретый конденсат в охлаждающую рубашку и вывести вновь образованный пар. Также можно подвести в контур охлаждающую жидкость, в частности, стабильные при температурах эксплуатации воду или масло, при таком давлении, чтобы охлаждающая жидкость оставалась жидкостью даже при нагревании. Внутреннюю температуру и ее градиент, в частности, задают посредством комбинации коэффициента теплопередачи, выбранной температуры охлаждения и способа охлаждения, а также посредством выбора режима работы реактора с учетом охлаждающей рубашки в параллельном потоке или в противотоке. Охлаждающую жидкость обычно вводят в охлаждающую рубашку при температуре от 100 до 140°C.
В равной степени предпочтительной является концентрация метакролеина в реакционной смеси на выходе от 20 до 50% по весу.
При получении метакролеина из пропанола и формальдегида реакционная смесь, вступившая в реакцию в реакторе, предпочтительно поступает через спускное отверстие в колонну и подвергается отгонке легких фракций паром, образующимся из введенной воды. Продукт выходит из колонны в виден верхнего погона вместе с водой. Смесь конденсируют и разделяют с помощью сосуда для разделения фаз на верхнюю фазу и нижнюю фазу. Верхняя фаза содержит метакролеин. Нижняя фаза преимущественно состоит из воды. Предпочтительно эта вода может подаваться обратно по меньшей мере частично, предпочтительно полностью, в колонну для отведения все еще растворенного в ней продукта. В таком случае часть водной фазы из кубовых продуктов непрерывно или периодически извлекают и направляют на обработку или утилизацию. Это может быть стадия мембранного отделения, дополнительная перегонка, биологическая утилизация - в зависимости от присутствующих компонентов - или термическое окисление.
Доказано, что особенно преимущественным является то, если по меньшей мере 20% по весу, предпочтительно по меньшей мере 50% по весу и особенно предпочтительно по меньшей мере 60% по весу водной фазы из кубовых продуктов рециркулируют через впускное отверстие трубчатого реактора. Данная процентная доля ниже упоминается как степень рециркуляции. Неожиданно было показано, что за счет этого показателя и связанного с ним дополнительного разбавления реакционного раствора, за такое же время практически при такой же или повышенной концентрации катализатора с помощью способа согласно настоящему изобретению образуется еще меньшее количество димерного метакролеина, а селективность реакции еще выше.
Реактор, помимо всего прочего, может иметь дополнительные зоны. В частности, может быть упомянута необязательная зона теплообмена, в которой реакционная смесь является более холодной, чем охлаждающая жидкость в рубашке реактора. Такая зона может в результате давать относительно холодный подаваемый поток с температурой 100°C или же лишь незначительно более теплый подаваемый поток, например, непосредственно после первой адиабатической зоны. В качестве альтернативы, зону теплообмена также можно расположить, как и зону предварительного нагрева, еще перед первой адиабатической зоной.
Точная степень рециркуляции, подлежащая установке, обуславливается требуемым содержанием воды в реакторе и количествами воды, которые поступают в реактор за счет реагентов и компонентов катализатора. Это относится, в частности, к формалину. Тем не менее, она также может поступать с органическим основанием и/или кислотой в виде водных растворов. Кроме того, пропиональдегид также может содержать, например, не более 5% по весу воды.
Вода, присутствующая в реакторе при получении метакролеина из пропаналя и формальдегида, состоит из воды, которая была добавлена в качестве раствора с катализатором, реакционной воды, образующейся в ходе реакции, и необязательно с учетом воды, присутствующей в растворе формальдегида. Однако дополнительными источниками воды, которые необходимо учитывать, но в меньшей степени, являются компоненты технически чистых реагентов, таких как пропаналь, вода, которая образуется в различных побочных реакциях компонентов катализатора с реагентами, побочными продуктами и продуктами реакции, и реакционная вода из всех этих компонентов, которые образуются в условиях реакции.
Побочные продукты реакции могут возникать различными путями. Примерами, которые, прежде всего, можно упомянуть в данном документе, являются, главным образом, побочные продукты компонентов катализатора, такие как более высокоалкилированные амины, в частности, триметиламин, если в качестве исходного аминового катализатора используют диметиламин. Небольшие количества реагентов также могут присутствовать в выбросах. Их примерами являются метакролеин, формальдегид, параформальдегид и пропаналь. Побочными продуктами реакции, которые необходимо упомянуть и которые в равной степени присутствуют в аминосодержащей реакционной воде, будут, например, димеры, олигомеры или полимеры метакролеина. Кроме того, в зависимости от условий проведения способа также могут присутствовать другие вспомогательные вещества, такие как органические растворители, например, метанол, муравьиная кислота, пропанол, диоксан, тетрагидрофуран или метоксиэтанол, а также дополнительные вещества, образовавшиеся или присутствующие в реакционной матрице.
Особенно неожиданное преимущество настоящего изобретения заключается в том, что в условиях проведения реакции согласно настоящему изобретению побочные продукты, которые особенно трудно удалять и/или которые непосредственно уменьшают выход продукта, образуются в значительно более низких количествах, чем в способах, известных из предшествующего уровня техники. Поэтому способ в целом можно осуществлять с высоким выходом продукта без необходимости в проведении особенно сложных стадий очистки.
Было обнаружено, особенно неожиданно в данном случае, что относительное содержание димерного метакролеина, образующегося при помощи условий проведения реакции согласно настоящему изобретению, является сниженным по сравнению со способами предшествующего уровня техники, и что практически полностью предотвращается образование олигомеров или полимеров метакролеина.
Это имеет большое значение не только в отношении достигаемого повышения выхода продукта, что основывается на том факте, что предотвращается димеризация, олигомеризация или полимеризация продукта. В частности, снижение содержания димерного метакролеина имеет важное значение в отношении потенциально возможных последующих реакций. К примеру, метакролеин, что уже проиллюстрировано в вариантах осуществления предшествующего уровня техники, дополнительно обрабатывают, в частности, при окислении до метакриловой кислоты. Однако подтверждено, что для катализаторов, применяемых в таких способах окисления, димерный метакролеин оказался каталитическим ядом. Это, в свою очередь, либо уменьшает срок службы катализаторов, либо требует осуществления добавочных этапов дополнительной очистки в промежутке между двумя стадиями реакции, что, помимо прочего, дополнительно снижает выход продукта.
Однако возникают еще и другие недостатки при альтернативном применении метакролеина в окислительной этерификации, например, до метилметакрилата (MMA). К примеру, наблюдается нежелательное пожелтение полученного таким образом MMA, особенно при хранении. Такое изменение цвета не может наблюдаться с метакролеином, полученным с помощью способа по настоящему изобретению, или с MMA, полученным на основе другого метакролеина, имеющего лишь очень низкое относительное содержание димера.
Кроме того, на удивление, было обнаружено, что можно добиться значительной оптимизации энергопотребления, в дополнение к более высоким степени чистоты и выходу продукта, особенно по сравнению со способами предшествующего уровня техники.
Более важным преимуществом настоящего изобретения также является то, что данный способ можно осуществлять с помощью относительно простых и недорогих компонентов системы. Компоненты связаны с низкими капиталовложениями. В данном изобретении системы являются простыми в обслуживании и предусматривают низкие затраты на техническое обслуживание.
Полученный метакролеин можно очищать после отведения через выпускное отверстие трубчатого реактора. В частности, такую очистку можно осуществить с помощью по меньшей мере одной перегонки и по меньшей мере однофазного разделения, как правило, после первой перегонки, как это описано. Затем очищенный метакролеин можно превратить в метакриловую кислоту, в частности, при окислении в газовой фазе. В качестве альтернативы, и в равной степени предпочтительно, если очищенный метакролеин превращают в метилметакрилат путем окислительной этерификации.
Примеры
Способ согласно настоящему изобретению и получаемые в результате преимущества дополнительно описаны ниже со ссылкой на данные примеры, хотя они не должны истолковываться как ограничивающие каким-либо образом настоящее изобретение.
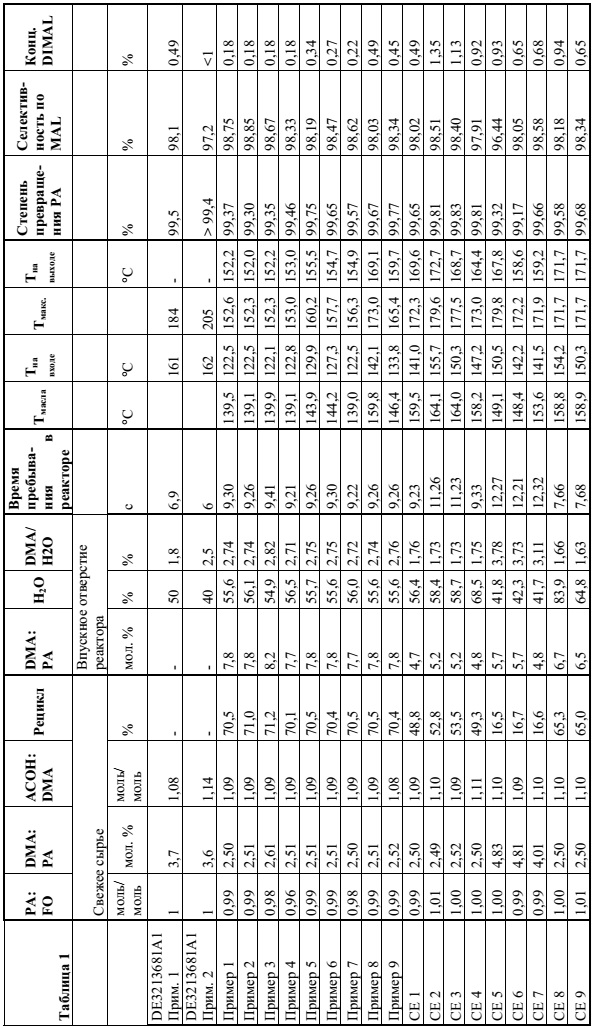
Примеры 1-9/сравнительные примеры 1-11 (смотри таблицу 1).
Раствор формалина, имеющий содержание формальдегида 37% по весу или 55% по весу, в зависимости от примера, и пропиональдегид смешивали с помощью статического смесителя (упоминается ниже как раствор альдегида), а затем смесь нагревали до требуемой температуры (смотри таблицу 1) в масляном теплообменнике. Точное содержание воды в формалине, в зависимости от примера, не играет какой-либо роли, поскольку оно полностью входит в содержание воды в свежем сырье согласно таблице 1. Рециркулируемый поток, который подходит к трубчатому реактору со стороны нижней части продукта в колонне, смешивали с уксусной кислотой и диметиламином (40% раствор в воде) и аналогичным образом предварительно нагревали до требуемой температуры. Предварительно нагретый раствор альдегида и предварительно нагретый раствор с катализатором смешивали в дополнительном статическом смесителе. Данную исходную смесь затем подавали в трубчатый реактор, в котором температуру регулировали с помощью масла. Как правило, реакцию осуществляли при давлениях от приблизительно 35 до 40 бар. Смесь продуктов на выходе из трубчатого реактора выпускали посредством клапана и она входила в колонну для перегонки с отбором продукта. В верхней части данной колонны, после конденсации и разделения фаз, получали двухфазную смесь из метакролеина и водной фазы. Водную фазу подавали обратно в колонну. Органическая фаза входила в емкость для продукта. Из нижней части колонны часть потока подавали обратно в реакцию в виде рециркуляции. Другую часть потока отбирали в виде водного продукта в дополнительную емкость для продукта.
В примерах 1-4, в соответствии со способом согласно настоящему изобретению, получали метакролеин, имеющий содержание DIMAL менее 0,2% по весу. Содержание воды составляло приблизительно 56% по весу, а содержание диметиламина в пересчете на содержание воды в подаваемом потоке составляло приблизительно 2,7% по весу. Температура в реакторе составляла от 122°C, в виде температуры на входе, до 153°C, в виде температуры на выходе. Значительных скачков температуры не происходило.
Примеры 5-7 являлись менее предпочтительными, поскольку в них можно было добиться содержания димерного MAL ниже 0,4% по весу, но не ниже 0,2% по весу. Различие с примерами 1-4 в данном случае заключалось, главным образом, в более высокой максимальной температуре и температуре на выходе в дополнение к, отчасти, более высокой температуре на входе.
Примеры 8 и 9 являлись еще менее предпочтительными, поскольку в них можно было добиться содержания димерного MAL ниже 0,5% по весу, но не ниже 0,4 или даже 0,2% по весу. В данном случае температуры на входе и особенно максимальные температуры были еще выше. В частности, максимальные температуры были выше предпочтительной максимальной температуры в 165ºC или даже 170ºC.
Хотя сравнительный пример 1 дает в результате продукт, имеющий 0,49% по весу DIMAL, благодаря чему достигается его содержание менее 0,5% по весу, что является целью настоящего изобретения, это не соответствует цели настоящего изобретения из-за исключительно низкой концентрации амина. Если эти результаты сравнивать с результатами аналогичного примера 8, который дает такую же концентрацию DIMAL в продукте, то селективность реакции и превращение являются худшими. Кроме того, было отмечено, что в сравнительном примере 1 время пребывания в реакторе являлось менее продолжительным, а температуры более низкими, нежели в процедуре примера 8. Поэтому следовало ожидать значительно более низкой концентрации DIMAL. Поскольку это не тот случай, то данное, очевидно, следует из того, что концентрация амина, на удивление, также играет важную роль в образовании побочного продукта.
Сравнительный пример 4 осуществляли аналогичным образом при очень низкой концентрации амина, относительно высоких температурах и показателях времени пребывания, даже если они оставались в пределах соответствующих границ согласно настоящему изобретению. Поэтому воздействие тепла на реакционную смесь было значительно более продолжительным по сравнению со сравнительным примером 1 и это даже привело в результате к содержанию DIMAL более 0,9% по весу.
В сравнительных примерах 2 и 3 были относительно низкие содержания DMA. Однако, в частности, их осуществляли при температуре на входе значительно выше 150°. Согласно полученным результатам содержание DIMAL было даже значительно больше 1,0% по весу.
Сравнительные примеры 4 и 7 осуществляли при очень низком содержании органического основания (DMA). Сравнительные примеры 5 и 7 осуществляли, в отличие или в дополнение, при содержании воды, которое больше не соответствовало настоящему изобретению и составляло менее 50% по весу. Все примеры привели к получению продуктов с аналогичными селективностями и степенями превращения наряду с очень высокими показателями содержания DIMAL в продуктах, составляющими более 0,6% по весу.
Сравнительные примеры 8 и 9, в свою очередь, осуществляли не в соответствии с настоящим изобретением, поскольку там имелись температуры на входе выше 150°C и, соответственно, очень высокие максимальная температура и температура на выходе. Поэтому показатели содержания DIMAL были слишком высокими, несмотря на высокие температуры на входе, что противопоставлялось методике с сильным разбавлением, с непродолжительным временем пребывания и относительно высокой концентрации амина.
Сравнительный пример 10 (периодический процесс)
Исходно автоклав емкостью 1 л заполняли пропиональдегидом и формальдегидом в виде формалина (в молярном соотношении 1:1). Автоклав, в котором температуру контролировали с помощью масляной ванны, герметично закрывали и за счет азота создавали давление 40 бар. Содержимое перемешивали и нагревали до приблизительно 120°C. При достижении заданной температуры добавляли раствор с катализатором, состоящий из воды, диметиламина и уксусной кислоты (0,07 части диметиламина на одну часть пропиональдегида, и отношение кислоты к основанию 1,1 к 1,0). Концентрация воды в подаваемом потоке составляла приблизительно 56% по весу, а загрузка воды с диметиламином составляла 2,5% по весу. Примерно через 20 мин. эксперимент завершали и автоклав охлаждали в ванне со льдом при перемешивании. Смесь извлекали и разделяли путем разделения фаз на органическую и водную фазу. Обе фазы исследовали в отношении их состава. Превращение пропиональдегида составляло 99,8% по весу, выход MAL составлял 75,9% по весу и содержание DIMAL метакролеина составляло 11,26% по весу.
Сравнительные примеры 11, 12 и 13 (периодические эксперименты, смотри таблицу 2).
Исходно автоклав емкостью 0,45 л заполняли пропиональдегидом и формальдегидом в виде формалина (в молярном соотношении 1:1). Автоклав, в котором температуру контролировали с помощью масляной ванны, герметично закрывали и за счет азота создавали давление 40 бар. Содержимое перемешивали и нагревали до приблизительно 115°C. При достижении заданной температуры добавляли раствор с катализатором из воды, диметиламина и уксусной кислоты. По завершении желаемого времени эксперимент завершали и автоклав охлаждали в ванне со льдом при перемешивании. Смесь извлекали и разделяли путем разделения фаз на органическую и водную фазу. Обе фазы исследовали в отношении их состава. Результаты изложены в таблице 2.
Таблица 2. Периодические эксперименты (сравнительные примеры 11-13)
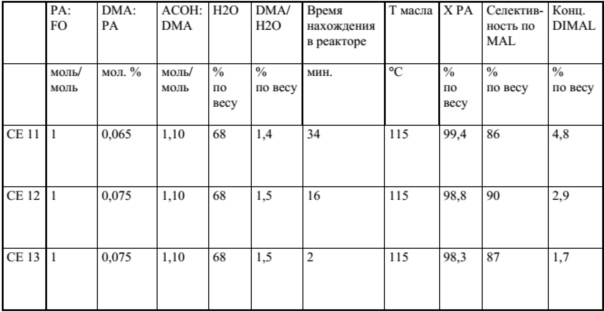
Согласно результатам, представленным в таблице 2, проведение реакции при общей температуре 115°C не представляет интереса, поскольку определенная концентрация DIMAL в продукте является слишком высокой во всех трех сравнительных примерах 11-13. К тому же в периодическом процессе получили наиболее низкие выходы и/или слишком высокие концентрации димерного MAL вследствие того, что требовалось более длительное время пребывания в реакторе.
В частности, примеры показывают, что по отношению к результатам сравнительных примеров комбинация признаков из первого пункта формулы изобретения, в частности, приводит к очень хорошим выходам продукта одновременно с низким относительным содержанием димерного метакролеина в продукте.
Система композиционного материала с высокой ударной прочностью и высокой температурой размягчения
Способ получения ненасыщенных сложных эфиров, исходя из альдегидов, путем прямой окислительной этерификации
Способ получения метакролеина и его кондиционирование/обезвоживание для прямой окислительной этерификации
Предварительное вспенивание частиц поли(мет)акрилимида для последующего формования пеноматериалов в закрытых приспособлениях
Ударопрочная формовочная смесь, характеризующаяся улучшенным профилем характеристик
Непрерывное производство профилей с конструкцией слоистого типа с пенонаполнителями и профиль, наполненный жесткой пеной
Непрерывный или полунепрерывный способ коагуляции при замораживании для водных дисперсий полимеров
Способ получения сложных эфиров альфа-гидроксикарбоновых кислот в газовой фазе
Трехслойная защитная в отношении уф-излучения пленка для декоративных плит из слоистых материалов, формуемых при повышенном давлении (hpl)
Дегидратация альфа-замещенных карбоновых кислот в присутствии воды при высоких значениях давления
Способ получения ненасыщенных сложных эфиров, исходя из альдегидов, путем прямой окислительной этерификации
Способ получения метакролеина и его кондиционирование/обезвоживание для прямой окислительной этерификации
Способ получения метилметакрилата
Реакционная труба и способ получения цианистого водорода
Способ получения сложных эфиров альфа-гидроксикарбоновых кислот в газовой фазе
Дегидратация альфа-замещенных карбоновых кислот в присутствии воды при высоких значениях давления
Экстрактивная обработка содержащей соли натрия смеси mma и метанола
Синтез метакриловой кислоты из алкилметакрилата на основе метакролеина

