Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ВНУТРЕННЕЙ НАСЕЧКИ ТРУБНЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно, к способу изготовления насечек на внутренней поверхности корпуса боеприпаса имеющих форму ромбов, равно распределенных на внутренней поверхности. Насечки формируют посредством нанесения многозаходных винтовых канавок противного направления путем применения обкатывающего инструмента для деформирования внутренней поверхности цилиндрической заготовки.
В настоящее время существует потребность совершенствования технологии получения поверхностей в виде спиральной ослабляющей насечки на внутренних поверхностях цилиндрических корпусных деталей. Например, эта задача является актуальной при изготовлении неуправляемого реактивного снаряда калибром 130 мм, а ее решение позволит обеспечить оптимальную конфигурацию насечек, при этом толщина стенки трубной заготовки составляет 12 мм, насечка имеет форму усеченного треугольника, высотой 4,5 мм, углом 70° и площадкой на вершине не более 1,2 мм. Сложность производства снаряда связана с большими габаритами и массой трубной заготовки для его изготовления: ее длина может достигать 750 мм, а масса - 30 кг.
При изготовлении насечки должны выполняться следующие технические условия: внутреннее рифление должно быть выполнено с углом подъема 30° к продольной оси заготовки по 15 заходов через 240 15' в левую и правую стороны, размеры поверхностных дефектов глубиной до 0,7 мм и коробление не должны превышать 3 мм.
Оптимальная конфигурация и геометрические параметры насечки влияют на тактико-технические характеристики снаряда: отклонение по дальности разлета осколков, площадь осколочного поражения, число осколков при разрыве боеприпаса и другие.
Для выбора наиболее рационального способа производства деталей с данными типоразмерами и требованиями необходимо провести анализ технологических операций, необходимых для изготовления снаряда. Наиболее рациональным способом производства точных заготовок и деталей с использованием пластического деформирования металлов является холодная объемная штамповка. Этот технологический процесс позволяет создавать максимально облегченные конструкции деталей, обеспечивая заданную прочность и жесткость, при минимальных метало-, трудо- и энергозатратах.
Ранее цилиндрические корпусные детали с внутренней насечкой производились по литейной технологии, недостатками которой являлись высокая трудоемкость и высокий процент брака. Эти недостатки в настоящее время приводят к неконкурентоспособной цене изделия, получаемого с помощью литья.
Особенностью литья по выплавляемым моделям является получение неразъемных литейных форм выплавлением, растворением или выжиганием из них модельного материала, состоящего обычно из легкоплавких компонентов: парафина, церезина, стеарина, буроугольного и торфяного восков и других веществ, которые плавятся при температуре 50÷90°С.
Технология литья по выплавляемым моделям позволяет изготавливать отливки с толщиной стенок от 0,5 до 10 мм и массой до 100 кг. Недостатками технологии литья под давлением являются невозможность получения насечки на деталях с толщиной стенки более 10 мм. Также не обеспечиваются требования шероховатости внутренних поверхностей без дополнительной механообработки. Кроме того, коэффициент использования материала при использовании данной технологии достаточно низкий и составляет не более 65% [1].
Так же из уровня техники известен способ формирования ромбических выступов на внутренней поверхности цилиндрического корпуса путем формования винтовых многозаходных канавок противного направления методом пластической деформации металла, например накатки роликами, с устройством для накатывания (SU286951, МПК В21Н 7/18, опубл. 19.10.1970) [2].
Осуществляют данный способ с помощью устройства, при движении которого тяги внутри детали в одном направлении свободно посаженные на ней сепараторы, ролики которых вращаются в противоположные стороны, обкатывают одновременно скрещивающиеся винтовые канавки (правые и левые).
Данный способ имеет следующие недостатки: ограничение по толщине стенки обрабатываемой заготовки, степень производимой деформации, использование специального вытяжного оборудования при превышении наружного диаметра заготовки диаметра в 100 мм, локализация очага деформации не способствует равномерному распределению усилий сжатия на корпус трубной заготовки, создавая при этом неравномерно деформированные участки. Данные недостатки ведут к ухудшению качества обработки внутренних и наружных поверхностей детали и ограничивают возможности применения способа для получения качественной внутренней насечки трубных цилиндрических деталей.
Наиболее близким техническим решением к заявленному способу является процесс формообразования насечек редуцированием (RU2205356, МПК F42B 12/24, F42B 12/58, опубл. 27.05.2003). Известный технологический процесс протекает путем редуцирования цилиндрического полуфабриката корпуса, который продавливают по крайней мере через две матрицы разного диаметра на оправках, каждая из которых имеет многозаходные винтовые выступы одного направления, после чего донную часть полуфабриката обжимают по коническому профилю корпуса [3].
Недостатком способа является его низкая технологичность, обусловленная необходимостью введения дополнительной операции в технологический процесс, а именно операции выпрессовки пуансона из заготовки, что приводит к повышению процента брака, обнаруживаемого при выборочном контроле партии готовых деталей, который может составлять до 10%.
Технической задачей, на решение которой направлен заявленный способ, является снижение трудоемкости процесса изготовления, а также повышение качества получаемых трубных цилиндрических деталей.
Указанная задача решена тем, что способ получения внутренней насечки трубных деталей включает в себя следующие основные технологические операции: смазку пуансона и рабочих поверхностей матрицы, установку пуансона с выполненными на его наружной поверхности наклонными пазами в трубную заготовку, и установку их совместно в матрицу; установку на верхний торец заготовки упорного кольца, опирающегося на фиксирующее кольцо, а также установку на упомянутое упорное кольцо втулки на подшипнике, фиксацию втулки пуансонодержателем, механически закрепленным на ползуне гидравлического пресса, с запрессованными на его наружной поверхности пальцами с возможностью их свободного хода в упомянутых наклонных пазах. При этом матрицу располагают под некоторым углом по отношению к оси пуансона, а трубную заготовку жестко фиксируют от поворота с помощью фиксирующего кольца. Далее выполняют редуцирование детали на необходимую длину, при этом выпрессовку пуансона из трубной заготовки выполняют на обратном ходе пресса. При осуществлении способа редуцирование детали проводят на длину не менее 650 мм, а угол наклона матрицы относительно оси пуансона устанавливают равным не менее 0,050.
Положительным техническим результатом, обеспечиваемым раскрытыми выше признаками способа, является повышение технологичности процесса нанесения внутренней насечки, путем выполнения выпрессовки пуансона из заготовки на обратном ходе пресса. За счет применения указанной операции также повышается точность сформированных в результате редуцирования насечек.
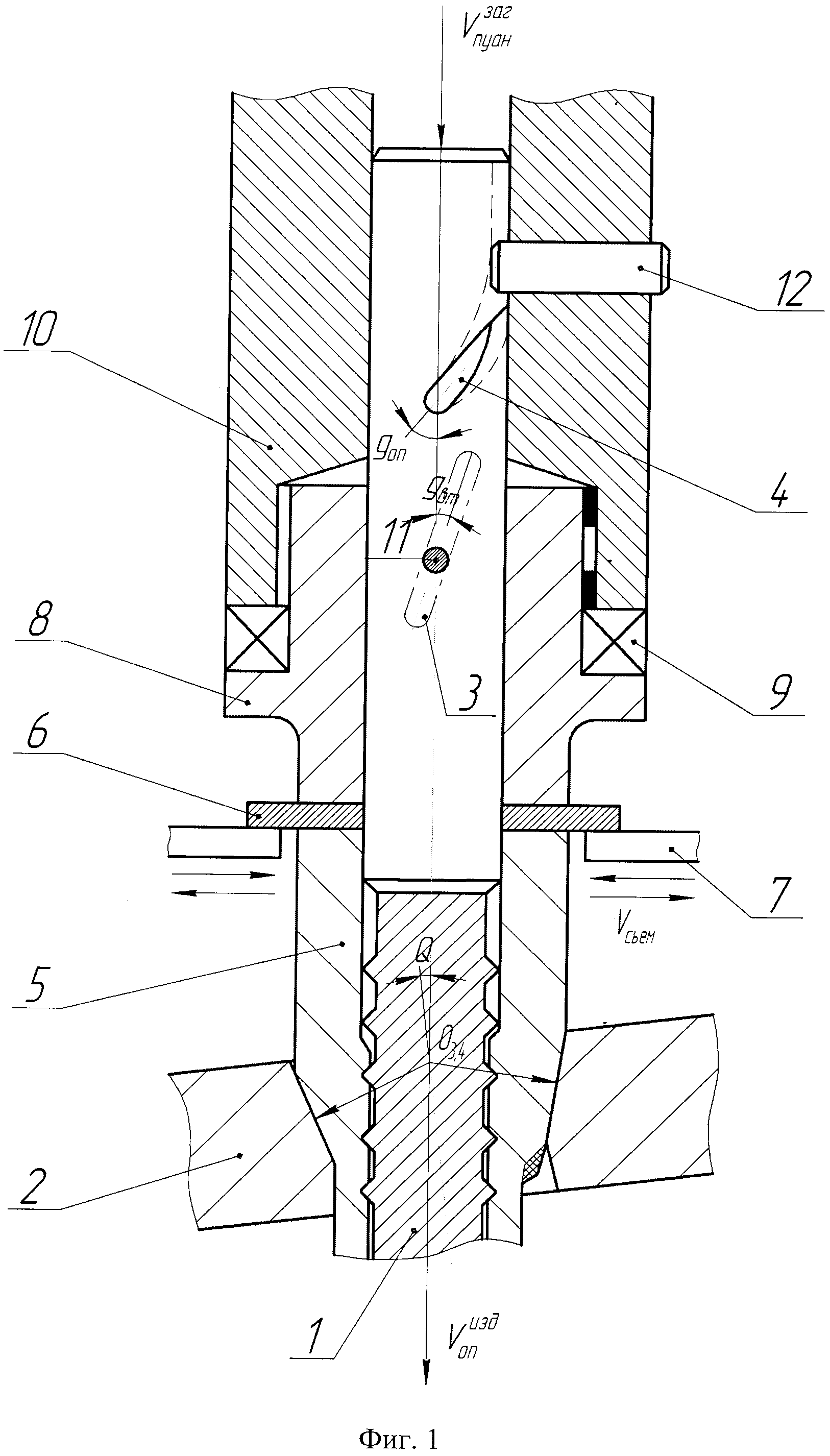
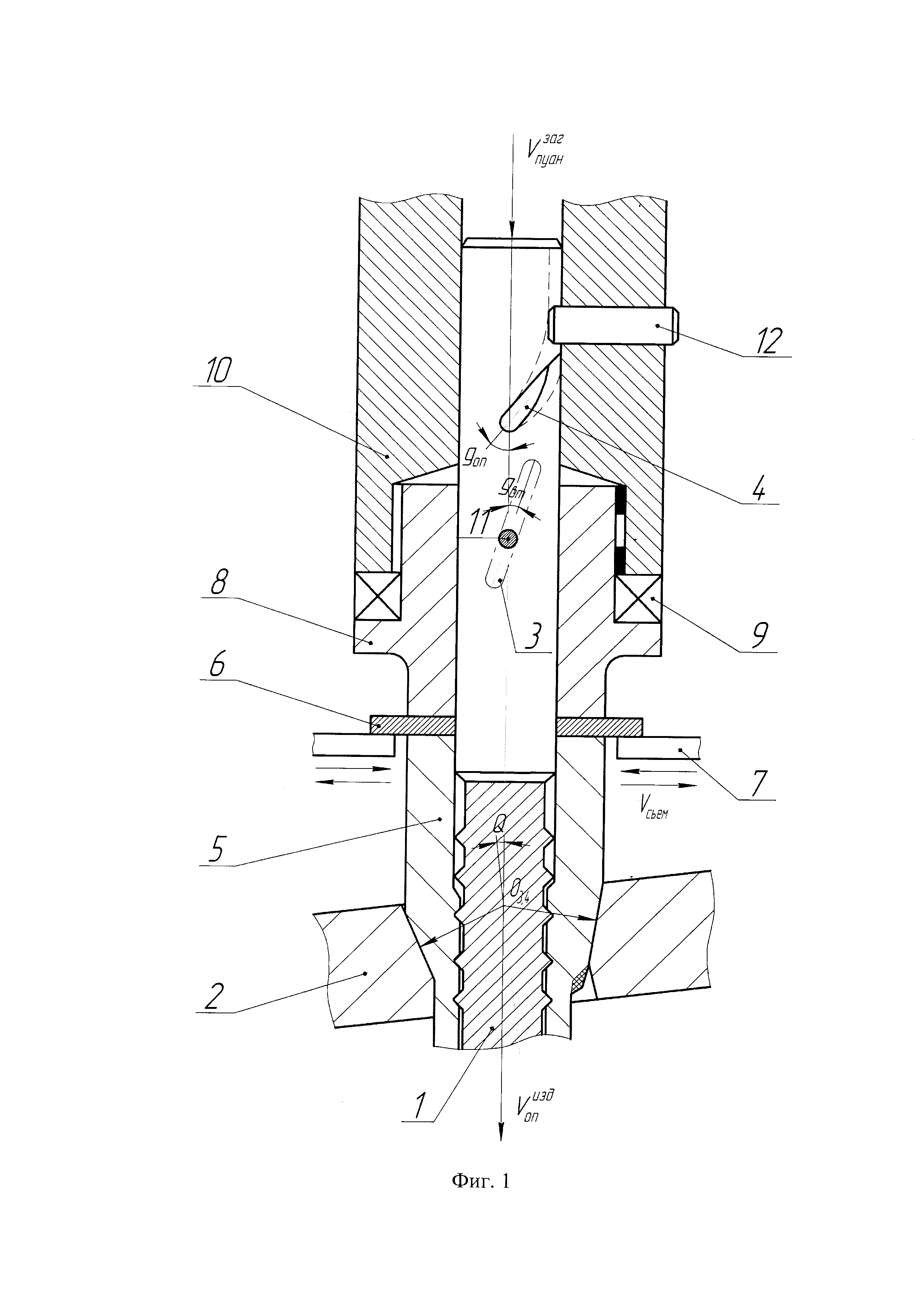
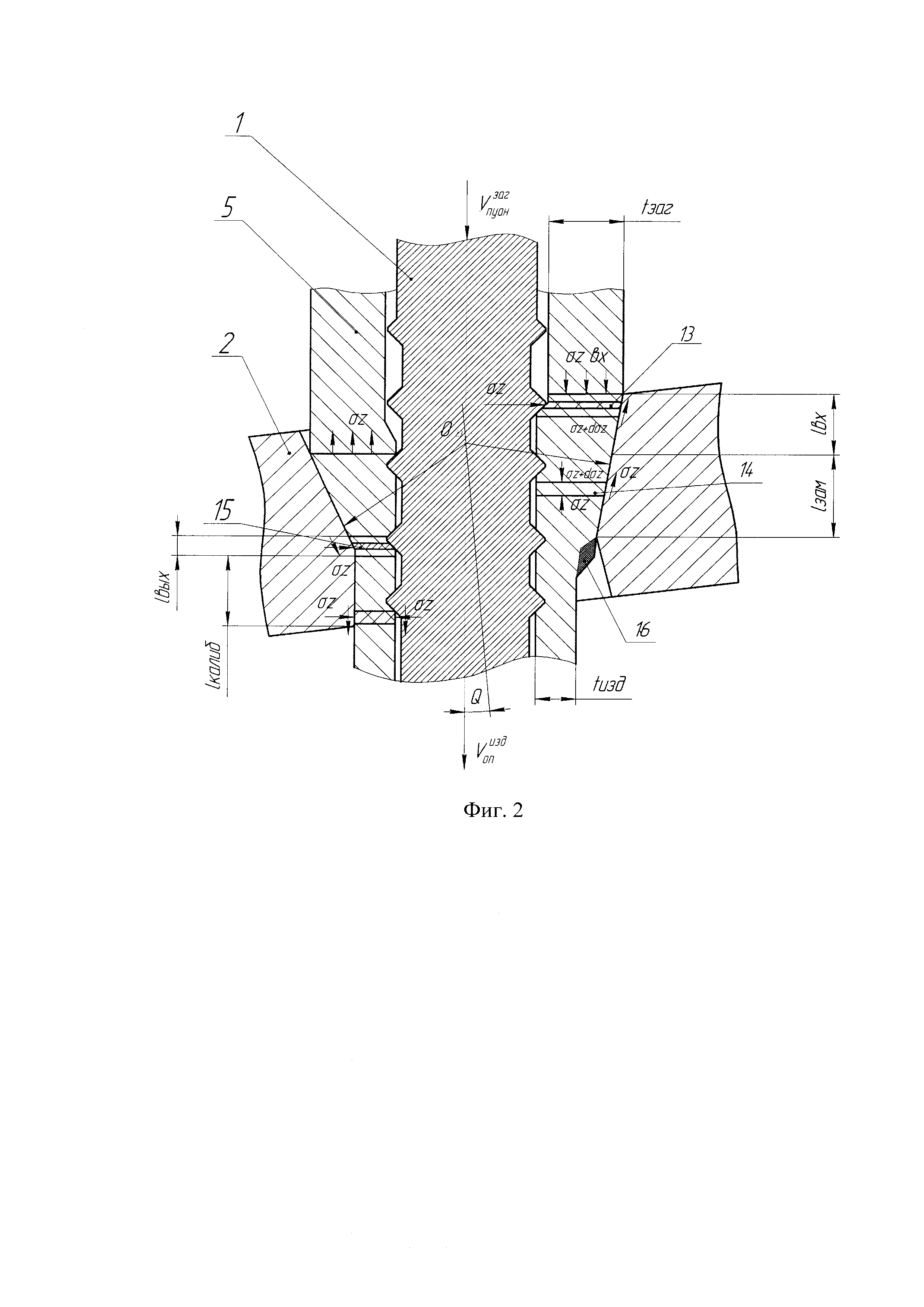
Способ поясняется чертежом, где на фиг. 1 представлен эскиз инструмента, необходимого для осуществления способа, на фиг. 2 - схема зон локальной деформации заготовки.
Способ получения внутренней насечки трубных деталей осуществляют следующим образом. Пуансон 1 и рабочие поверхностей матрицы 2 смазывают, используя при этом смазку на графитовой основе. Далее пуансон 1 с выполненными на его наружной поверхности наклонными пазами 3 и 4 устанавливают в трубную заготовку 5, затем осуществляют их совместную установку в матрицу 2. После чего выполняют установку на верхний торец заготовки 5 упорного кольца 6, опирающегося на фиксирующее кольцо 7, а также установку на упомянутое упорное кольцо втулки 8 на подшипнике 9. Затем выполняют фиксацию втулки 8 пуансонодержателем 10, механически закрепленным на ползуне гидравлического пресса 11, с запрессованными на его наружной поверхности пальцами 11 и 12, выполненными с возможностью свободного хода в наклонных пазах 3 и 4. Трубную заготовку жестко фиксируют от поворота с помощью фиксирующего кольца 6. Далее выполняют редуцирование детали на необходимую длину, при этом выпрессовку пуансона 1 из трубной заготовки 5 выполняют на обратном ходе пресса. При осуществлении способа редуцирование детали проводят на длину не менее 650 мм, а угол наклона матрицы относительно оси пуансона устанавливают равным не менее 0,050.
Как было указано выше, способ позволяет, в том числе, повысить точность получаемой насечки. Это достигается вследствие совместного влияния четырех зон локальной деформации (фиг. 2), возникающих при прямом ходе пресса. Под номером 13 на фиг. 2 обозначена входная локальная зона деформации, граничащая с недеформированной частью заготовки (торцом). Данная локальная зона деформации характеризуется тем, что в ней изменяются следующие параметры: уменьшается толщина стенки заготовки и изменяются ее наружный и внутренний диаметры до размеров, соответствующих размерам матрицы и пуансона. Номером 14 на фиг. 2 обозначена зона замкнутого контакта. Зона характеризуется наибольшей величиной деформации заготовки и принимает основное участие в формировании насечек на внутренних поверхностях заготовки. Выходная локальная зона, обозначенная номером 15 на фиг. 2, формирует окончательные размеры заготовки. Номером 16 на фиг. 2 обозначена калибрующая зона. Помимо достижения окончательных размеров данная зона позволяет снять остаточные напряжения на детали, что в свою очередь позволяет снизить усилие, требуемое для выпрессовки пуансона из трубной заготовки, обеспечив тем самым повышение технологичности процесса получения внутренней насечки и точности изготавливаемых трубных деталей.
Список литературы
1. Титов Н.Д., Степанов Ю.А. Технологии литейного производства. М., «Машиностроение», 1974. 472 с. с ил.
2. А. с. 286951 СССР, МПК В21Н 7/18. Устройство для накатывания внутренних винтовых канавок / Б.А. Кемарский, П.С. Чистосердов и Г.С. Жуковец. Опубл. 19.10.1970. - Бюл. №35.
3. Пат. 2205356 Российская Федерация МПК7 F42B 12/24, F42B 12/58. Способ изготовления выступов на поверхности корпуса боеприпаса / Н.А. Серегин заявл. 21.05.01; опубл. 27.05.03.
Газогенератор непрерывного действия
Планетарная передача
Передача с внутренним зацеплением колес
Планетарная передача
Двухскоростной ручной привод запорной арматуры
Планетарная передача
Устройство для определения направления прямого пулевого выстрела
Силикатное покрытие повышенной долговечности и способ его приготовления
Способ измерения акустического импеданса среды и устройство для его осуществления
Многосателлитная планетарная передача
Способ изготовления заготовки с дном и стенкой переменной толщины

