Результат интеллектуальной деятельности: Способ производства полупроцессной электротехнической изотропной стали с низкими удельными магнитными потерями
Вид РИД
Изобретение
Изобретение относится к черной металлургии, конкретно к производству полупроцессной электротехнической изотропной стали (технология semi-processed), используемой для изготовления магнитопроводов электрических машин (электродвигателей, генераторов, компрессоров и т.п.).
Полупроцессная ЭИС поставляется в виде полуфабриката по стандартам ГОСТ 33212-2014, EN 10341, ASTM А-683М-99, ASTM А-726М-05. Окончательная обработка изделий (пластин магнитопроводов) из такой стали производится у потребителя в садочных печах.
Использование полупроцессной ЭИС обеспечивает повышение энергоэффективности электрических машин. Характерной особенностью полупроцессной ЭИС является более низкий уровень удельных магнитных потерь и более высокий уровень магнитной индукции. Во многом эти характеристики достигаются оптимизацией структурного и текстурного состояния стали, которые в значительной степени определяются химическим составом и технологией обработки металла.
Одним из способов снижения удельных магнитных потерь и увеличения магнитной индукции является повышение доли кубических (200), (310) и ребровой (220) ориентировок, обеспечивающих существенное улучшение магнитных свойств металла. При этом текстура (111), ухудшающая магнитные свойства, должна быть развита слабо или подавлена. В целях снижения развития текстуры (111) используют добавки специальных элементов, например, сурьмы, что позволяет управлять текстурой.
Сурьма является поверхностно-активным элементом, выделяется по границам зерен и тем самым влияет на процесс рекристаллизации. Сегрегация сурьмы по границам зерен при рекристаллизационном отжиге подавляет развитие текстуры в плоскости (111), неблагоприятной для магнитных свойств, и способствует росту зерен кубической (200)[0vw], (310)[0vw] и ребровой (220)[0vw] ориентировок.
Известен способ производства полупроцессной электротехнической изотропной стали, приведенный в патенте России RU №2180925, С21Д 8/12 от 22.11.1999 г.
Способ предусматривает горячую прокатку сляба с содержанием (в %) 0,20-2,60 кремния; 0,01-0,50 алюминия; не более 0,05 углерода; 0,10-1,50 марганца; 0,01-0,16 фосфора; не более 0,01 серы; отжиг горячекатаной полосы с выдержкой металла в течении 80-200 сек при температуре в зависимости от содержания кремния и марганца исходя из соотношения tв=911+(10-20)⋅(Si-Mn), °C, холодную прокатку, отжиг холоднокатаных полос при температуре 780-850°C с обезуглероживанием металла до содержания углерода не более 0,010% и дрессировку обезуглероженного металла с обжатием 1,0-7,0%.
Недостатком этого способа является сложность получения оптимальной микроструктуры и текстуры стали при обезуглероживающем отжиге холоднокатаной полосы. Это объясняется тем, что, с одной стороны, имеет место разнозеренность микроструктуры стали, вследствие диффузии углерода в процессе обезуглероживания металла. С другой стороны, снижается полюсная плотность кубических ориентировок (200), (310) в текстуре поверхности полос, вследствие окисления стали при обезуглероживающем отжиге.
Магнитные свойства полупроцессной электротехнической изотропной стали при этом ухудшаются.
Технической задачей, на решение которой направлено изобретение, является улучшение магнитных свойств холоднокатаной полупроцессной электротехнической изотропной стали, а именно снижение удельных магнитных потерь и увеличение уровня магнитной индукции.
Для решения поставленной задачи в предлагаемом способе производства полупроцессной электротехнической изотропной стали, включающем выплавку, разливку стали, горячую прокатку, термообработку горячекатаной полосы или без нее, травление, холодную прокатку и отжиг холоднокатаной полосы, при выплавке стали выполняется соотношение 0,52% ≤ Si + Sb ≤ 2,57%, при следующем содержании компонентов, мас. %:
- углерод не более 0,010;
- кремний 0,50-2,50;
- алюминий 0,30-1,20;
- сурьма 0,02-0,07;
- марганец не более 0,25;
- фосфор не более 0,015;
- сера не более 0,007;
- титан не более 0,005;
- азот не более 0,007;
железо и неизбежные примеси - остальное, где:
Si - содержание кремния в стали, мас. %;
Sb - содержание сурьмы в стали, мас. %.
Полученную после холодной прокатки полосу из такой стали подвергают отжигу при температуре не выше Ас2, где:
Ас2=768°С - точка Кюри, температура магнитного превращения стали. При необходимости холодную прокатку осуществляют в две стадии с проведением промежуточного отжига между ними, вторую холодную прокатку проводят с обжатием 1-12%, а промежуточный и окончательный отжиги холоднокатаной полосы производят при температуре не выше АС2.
Необходимым условием получения высокого уровня магнитных свойств полупроцессной электротехнической изотропной стали, после отжига пластин магнитопроводов у потребителя, является получение в металле оптимального размера зерен и увеличение полюсной плотности кубической (200), (310) и ребровой (220) ориентировок в текстуре стали.
Вследствие наличия структурной и текстурной наследственности, указанные параметры полупроцессной электротехнической изотропной стали определяются структурой и текстурой холоднокатаных полос после промежуточного и окончательного отжига холоднокатаного металла у производителя.
Проведенные исследования позволяют утверждать, что для формирования однородной структуры металла по толщине полосы и увеличения количества кубической (200), (310) и ребровой (220) ориентировок в текстуре холоднокатаных полос, ее промежуточный и окончательный отжиг необходимо проводить при температуре не выше Ас2 (768°С).
В случае проведения промежуточного и окончательного отжига выше Ас2 в процессе последующего охлаждения полосы и прохождении критической точки Кюри (768°С) сталь из парамагнитного состояния переходит в ферромагнитное, при этом изменяется взаимодействие магнитных моментов электронов, которое влияет на межатомные расстояния, что приводит к возникновению дополнительных внутренних напряжений в металле. Это обуславливает получение неоднородной структуры и снижение доли кубической и ребровой ориентировок в текстуре полупроцессной стали после обработки металла у потребителя, что ухудшает магнитные свойства.
Диапазон значений величин обжатия полосы при второй холодной прокатке в пределах 1-12% объясняется необходимостью получения оптимального размера зерна после окончательного отжига. При больших и меньших значениях не будет обеспечиваться оптимальная величина зерна, что приведет к повышению ваттных потерь в магнитопроводах.
На основании проведенных лабораторных и промышленных опытов установлены граничные условия содержания основных элементов в стали.
Предлагаемый способ распространяется на ЭИС с содержанием кремния Si=0,50-2,50%. При этом нижний предел обусловлен повышением удельных магнитных потерь полупроцессной стали вследствие снижения удельного электросопротивления металла при содержании кремния менее 0,50%, а верхний предел - снижением технологичности обработки проката из-за повышения жесткости металла при увеличении суммарного содержания кремния и сурьмы (Si+Sb) более 2,57%.
Диапазон значений легирования полупроцессной ЭИС алюминием установлен равным 0,30-1,20%. Нижний предел обусловлен уменьшением воздействия на структурно-текстурное состояние полупроцессной стали при содержании алюминия менее 0,30%, а верхний предел - повышением количества неметаллических включений на основе мелкодисперсного оксида Al2O3 при содержании алюминия более 1,20%, что приводит к снижению магнитной индукции.
Диапазон содержания сурьмы в металле выбран равным 0,02-0,07%. Нижний предел содержания сурьмы обусловлен снижением эффекта подавления текстуры (111) в поверхности полосы при содержании сурьмы менее 0,02%, а верхний предел - снижением пластичности металла при холодной прокатке горячекатаного подката с суммарным содержанием кремния и сурьмы (Si+Sb) более 2,57%.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию «изобретательский уровень».
Применение изобретения позволяет улучшить электромагнитные свойства пластин магнитопроводов, в том числе снизить удельные магнитные потери P1,5/50 на 0,15-0,50 Вт/кг и увеличить магнитную индукцию B2500 на 0,02-0,03 Тл.
Ниже приведены варианты осуществления изобретения, не исключающие другие варианты в пределах формулы изобретения.
Пример 1.
Выплавляли электротехническую изотропную сталь с соотношением кремния и сурьмы (Si+Sb)=1.091% при содержании углерода 0,003%; кремния 1,06%; сурьмы 0.031%; алюминия 0,98%; марганца 0,16%; фосфора 0,009%; титана 0,002%; азота 0,003%; железо и неизбежные примеси - остальное. Разлитую в слябы сталь подвергали горячей прокатке на толщину 2.0 мм. Горячекатаную полосу подвергали травлению и холодной прокатке на толщину 0,50 мм. Отжиг холоднокатаной полосы производили при температуре 680°С (менее АС2).
Пример 2.
Выплавляли электротехническую изотропную сталь при соотношении кремния и сурьмы (Si+Sb)=1,918% с содержанием углерода 0,007%; кремния 1,88%; сурьмы 0,038%; алюминия 1,0%; марганца 0,20%; фосфора 0,008%; серы 0,004%; титана 0,003%; азота 0,005%; железо и неизбежные примеси - остальное. Сталь разливали в слябы и производили горячую прокатку на толщину 2,0 мм. Горячекатаную полосу подвергали термообработке в агрегате нормализации, затем травлению. Далее производили первую холодную прокатку на толщину 0,50 мм и промежуточный отжиг холоднокатаной полосы при температуре 730°С (менее Ас2), затем производили вторую холодную прокатку на толщину 0,48 мм с обжатием 4,0% и окончательный отжиг полосы при температуре 700°С (менее Ас2).
Отжиг тестируемых эпштейновских образцов для определения магнитных свойств пластин магнитопроводов производили по режимам в соответствии с требованиями стандартов ГОСТ 33212-2014, EN 10341.
Варианты реализации способа производства полупроцессной электротехнической изотропной стали с низкими удельными магнитными потерями в толщине 0,48-0,65 мм при различном содержании кремния, сурьмы и алюминия приведены в таблице 1.
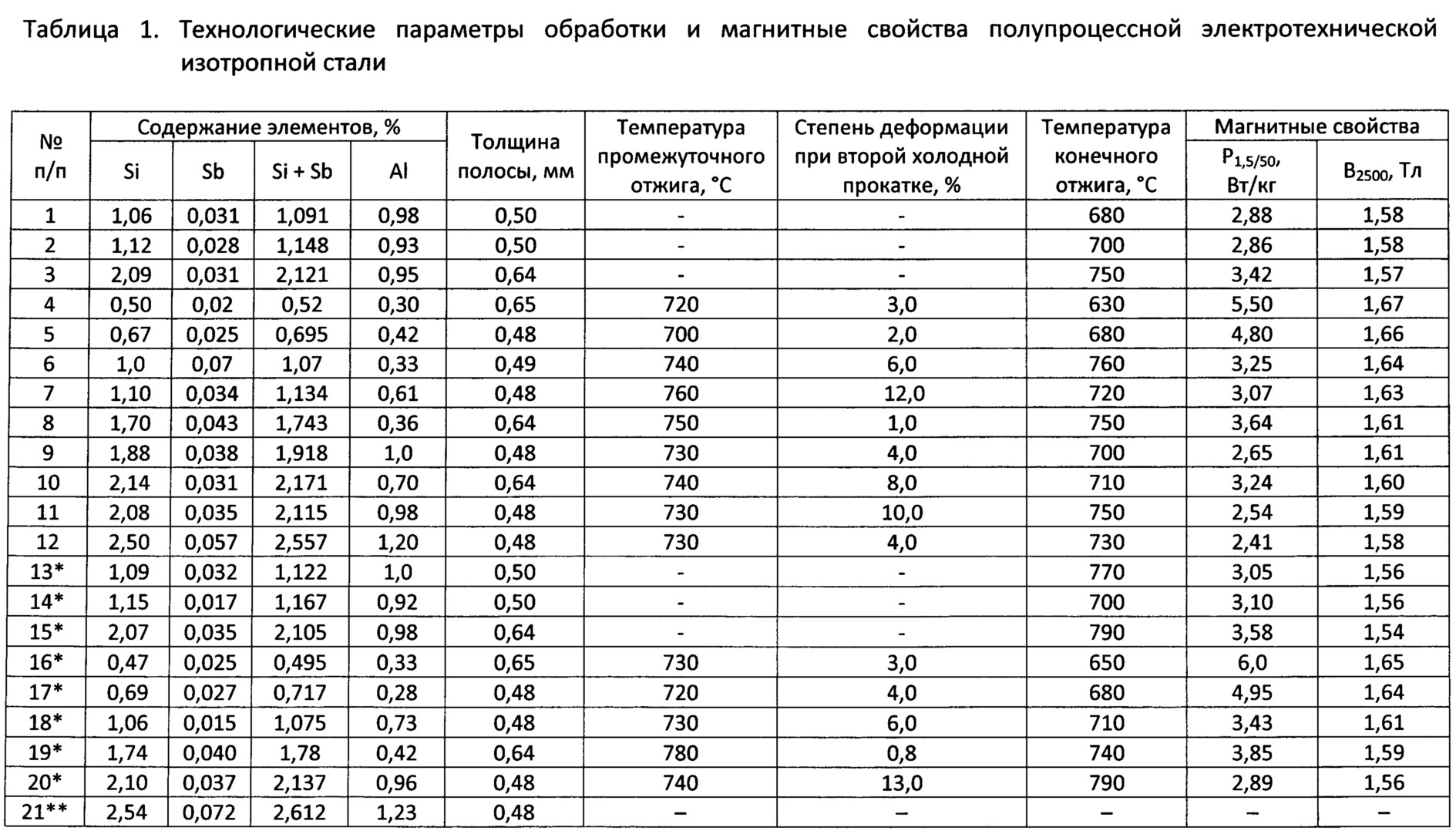
Примечание: * - обработка без учета режимных параметров производства стали,
** - хрупкий металл, обработке не подвергался.
Абразивный материал и способ его изготовления из жидкого шлака доменного производства
Способ холодной прокатки тонких стальных полос
Способ производства электротехнической изотропной стали
Электроизоляционное покрытие для электротехнической анизотропной стали, не содержащее в составе соединений хрома и обладающее высокими потребительскими характеристиками
Способ выплавки стали в конвертере с комбинированной продувкой
Способ производства холоднокатаной электротехнической изотропной стали с улучшенной плоскостностью
Способ производства высокопроницаемой электротехнической изотропной стали
Способ производства холоднокатаных полуготовых и готовых полос из изотропных электротехнических сталей
Способ производства электротехнической изотропной стали

