Результат интеллектуальной деятельности: Способ получения эрозионно-стойких теплозащитных покрытий
Вид РИД
Изобретение
Изобретение относится к области ракетно-космической техники и может быть использовано для тепловой и эрозионной защиты огневых стенок камер сгорания жидкостных ракетных двигателей (КС ЖРД) путем нанесения методом плазменного напыления эрозионно стойких теплозащитных покрытий (ЭТЗП) с требуемыми значениями характеристик.
Увеличение термостойкости и адгезионной прочности, снижение уровня остаточных напряжений плазменных теплозащитных покрытий являются важнейшими проблемами, связанными с повышением работоспособности указанных покрытий.
Известны различные способы повышения адгезии и термостойкости ЭТЗП плазменного напыления. В качестве исходного способа получения покрытия рассмотрено теплозащитное покрытие с металлическим подслоем толщиной 80÷120 мкм из жаростойкого сплава, например нихрома (NiCr) (ОСТ 92-1406-68 «Покрытия эрозионно стойкие неметаллические»). Данный способ позволяет получить для плазменных теплозащитных покрытий на основе диоксида циркония (ZrO2) отрывную прочность σв на уровне 40-50 кгс/см2 и термостойкость на уровне от 6 до 8 циклов.
Известен также способ получения ЭТЗП с повышенными значениями отрывной прочности и термостойкости (патент РФ №2283363 «Способ получения эрозионно стойких теплозащитных покрытий», ОАО «Композит»), принятый за прототип, в котором повышение служебных характеристик плазменных покрытий достигается за счет создания зоны фазового перехода одновременно (в одном технологическом цикле) с формированием основного теплозащитного покрытия.
Данный способ получения покрытий обеспечивает формирование зоны фазового перехода от металлического подслоя к исходному составу ЭТЗП за счет взаимосвязи схемы подачи механической керметной смеси (под срез сопла плазмотрона в направлении его перемещения) с гранулометрическим составом и физико-механическими характеристиками составляющих керметной композиции, что достигается тем, что в известном способе получения эрозионно стойких теплозащитных покрытий, заключающемся в нанесении методом плазменного напыления нихромового подслоя и последующем напылении керметной композиции из механической порошковой смеси, содержащей 50÷80% вес. диоксида циркония и 50÷80% вес. нихрома, керметную композицию готовят из порошков диоксида циркония и нихрома с размером частиц 10÷40 мкм и 40÷400 мкм соответственно и подачу смеси в плазменную струю осуществляют под срез сопла плазмотрона в направлении его перемещения относительно напыляемой поверхности, при этом, в качестве стабилизирующей добавки для порошка диоксида циркония, используют оксид кальция, содержание которого составляет 4÷6% вес.
Описанный способ позволяет повысить адгезионную прочность ЭТЗП до величины σв на уровне 100-130 кгс/см2 и термостойкость до 15-20 циклов. Недостатком данного способа является то, что приведенные в нем значения наносимых толщин покрытия не обеспечивают работоспособность в условиях воздействия высокотемпературных газовых потоков КС ЖРД образцов ракетной техники за счет снижения теплоотвода (теплопередачи) от поверхностного слоя покрытия проходящим за защищаемой огневой стенкой компонентом топлива. Недостатком способа также являются значительные напряжения в получаемом покрытии, растущие с увеличением толщины в предлагаемом диапазоне (120-150 мкм) вносимыми напыляемыми частицами.
Техническим результатом, на достижение которого направлено изобретение является повышение адгезионной прочности и термостойкости теплозащитных покрытий за счет снижения вносимых частицами расплавленного материала напряжений путем оптимизации толщин напыляемых слоев.
Технический результат достигается тем, что в заявляемом способе получения эрозионно стойких теплозащитных покрытий, включающем плазменное нанесение подслоя нихрома, с использованием порошка с размером частиц нихрома от 40 мкм до 100 мкм, и последующее напыление керметной композиции из механической порошковой смеси, содержащей 80 вес. % диоксида циркония, стабилизированного 4÷6% весового оксида кальция, и 20 вес. % нихромового порошка, согласно изобретению для снижения уровня остаточных напряжений в получаемом покрытии и интенсификации теплоотвода от поверхности слоя покрытия проходящим за защищаемой стенкой компонентом топлива, толщина нихромового подслоя находится в пределах
1,5 Dmin≤SH≤Dmax, где SH - толщина нихромового подслоя,
Dmin - минимальный гранулометрический состав частиц нихрома, мкм;
Dmax - максимальный гранулометрический состав частиц нихрома, мкм, а толщина керметного слоя составляет
Sк=(1,0…1,1)Sн, где Sк - толщина керметного слоя, мкм;
Sн - фактическая толщина полученного нихромового слоя, мкм.
Данный способ получения покрытий, так же как и исходный, обеспечивает формирование зоны фазового перехода от металлического подслоя к исходному составу ЭТЗП, при этом, за счет подобранного оптимального сочетания толщин, снижается уровень остаточных напряжений в получаемом покрытии и их негативное воздействие на адгезионную прочность (анкерное зацепление) частиц подслоя в подложке, а так же позволяет интенсифицировать теплоотвод от поверхностного слоя покрытия проходящим за защищаемой стенкой компонентом топлива.
В результате проведенных экспериментов были выявлены оптимальные пределы толщин нихромового подслоя и толщин керметного слоя 70÷90 мкм и 90÷110 мкм соответственно. При этом в качестве стабилизирующей добавки для порошка диоксида циркония использовали оксид кальция, содержание которого составляет 4÷6% вес. Примеры.
На внутреннюю часть камеры из медного сплава марки Брх08, представляющую собой тело вращения, в местах подверженных значительным тепловым и эрозионным нагрузкам, наносят методом плазменного напыления покрытие, состоящее из нихромового подслоя и кермета. Керметную смесь используют с составом 80% вес. ZrO2+20% вес. NiCr.
Для приготовления смеси используют порошок диоксида циркония грануляцией 10÷40 мкм, стабилизированного 4÷6% весового оксида кальция, и порошок нихрома с размером частиц 40÷100 мкм. После напыления нихромового подслоя выполняют определение его толщины двумя методами. При первом методе толщину нихромового подслоя определяют мерительным инструментом как разницу фактического внутреннего диаметра до напыления и после напыления подслоя. При втором методе замер выполняют с помощью вихретонового толщиномера «Константа». При этом разница в замере толщины сопоставляется и не должна составлять более 5 мкм. По фактически полученной толщине нихромового подслоя определяют допустимый диапазон толщин основного слоя - кермета.
После плазменного нанесения керметного слоя, так же двумя способами, с помощью мерительных инструментов и вихретонового толщиномера, контролируют толщину керамического слоя. При отклонении толщины в большую сторону выполняют полировку керметного покрытия абразивными инструментами, при отклонении в меньшую сторону выполняют удаление и повторное нанесение покрытия.
Для получения сравнительных данных параллельно проводилось нанесение керметных теплозащитных покрытий на образцы из того же медного сплава с параметрами известного способа.
Определение адгезионной прочности и термостойкости осуществляли в соответствии с требованиями методик, изложенных в ОСТ 92-1406-68 «Покрытия эрозионно стойкие неметаллические».
Полученные физико-механические и теплофизические свойства покрытий сведены в таблицу 1.
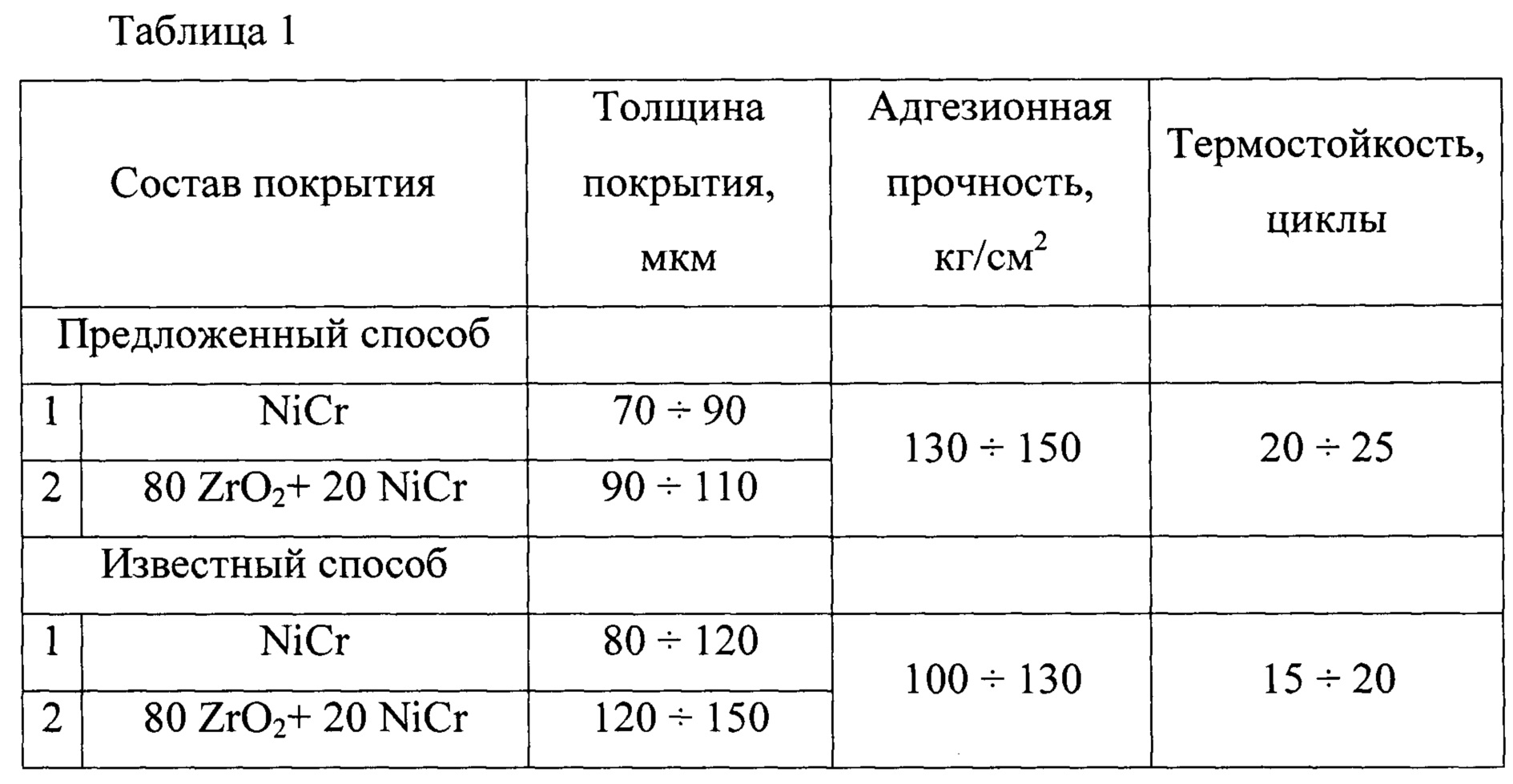
Как видно из таблицы, использование предложенного способа получения эрозионно стойких теплозащитных покрытий по сравнению с известными решениями позволяет обеспечить повышение адгезионной прочности и термостойкости ЭТЗП за счет снижения уровня остаточных напряжений в покрытии, вносимых напыляемыми частицами, и, как следствие, уменьшить влияние данных напряжений на адгезионный механизм образования связи с подложкой (анкерное заклинивание).
Способ динамической градуировки термометров сопротивления
Способ электронно-лучевой сварки деталей
Способ пайки теплообменника
Разъединитель колонны регулируемый
Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава вт14 в одном комбинированном штампе
Система охлаждения рентгеновской трубки
Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали
Способ электронно-лучевой сварки разнородных металлов
Способ аргонодуговой сварки кольцевых стыков трубчатых деталей
Способ электронно-лучевой сварки кольцевых соединений титановых сплавов
Способ эрозионно-лучевого упрочнения поверхностей металлических деталей и устройство для его использования
Способ электронно-лучевой сварки деталей
Способ вакуумной сборки комплектов с нежесткой обечайкой и устройство для его осуществления

