СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ
Вид РИД
Изобретение
Изобретение относится к магнитно-абразивной обработке машиностроительных изделий.
Известен способ магнитно-абразивной обработки (Барон Ю.М. «Магнитно-абразивная и магнитная обработка изделий и режущих инструментов». - Л.: Машиностроение. 1986 г., стр. 161-163.), который позволяет осуществлять обработку смежных участков изделия, благодаря чему появляется возможность на разных участках изделия формировать различные качественные показатели.
Недостаток данного способа заключается в том, что при обработке смежных участков изделия, магнитно-абразивная масса накладывается на уже обработанную поверхность. Данный факт ведет к искажению качественных показателей того участка, на котором дополнительно было произведено воздействие магнитно-абразивно обработки, предназначенной для другого участка. Контролирование же магнитно-абразивной массы в границах области обработки каждого смежного участка изделия не предусмотрено.
Известен способ магнитно-абразивной обработки, реализуемый устройством (Авторское свидетельство СССР №1815185, 1993 г. опубл. 15.05.1993 г.), в котором производится поочередно обработка смежных участков изделия при помощи магнитной системы с двумя парами плоских полюсных наконечников, установленных с возможностью независимой регулировки межполюсного пространства.
Недостатком данного способа является невозможность регулирования магнитно-абразивной массы в процессе обработки смежных участков изделия, что приводит к размытости кольцевой рабочей зоны обработки как по верхнему ее пределу, так и по нижнему, и, в результате, к возникновению искаженных областей на изделии.
Известен способ магнитно-абразивной обработки (Барон Ю.М., Максаров В.В., Васильев В.Г., Скрипченко В.И. «Совершенствование технологии нарезания резьбы в изделиях энергомашиностроения» // Энергомашиностроение, 1987 г., №1, стр. 24-27.), который реализуется в три этапа, на первом этапе производится формирование качественных показателей первого участка изделия, на втором - второго, на третьем - третьего. Обработку выполняют при прямом и обратном вращениях изделия в магнитно-абразивной массе.
Недостатком данного способа является то, что вне зависимости в какой последовательности производить обработку смежных участков изделия происходит повышенное магнитно-абразивное воздействие на переходных зонах рабочих участков. В результате этого, помимо различно сформированных качественных показателей на трех рабочих участках изделия появляются переходные зоны, на которых параметры сильно отличаются от параметров на основных участках изделия. Резкие перепады качественных показателей на всем протяжении рабочей части изделия, состоящей из 3-х смежных участков, приводят к ухудшению качества функционирования изделия.
Известен способ магнитно-абразивной обработки (патент №2626124, опубл. 21.07.2017 г.), который позволяет производить поэтапную обработку смежных участков изделия при его прямом и обратном вращениях в магнитно-абразивной массе. Способ заключается в том, что на первом этапе всегда обрабатываются все смежные участки изделия, на втором - либо два участка одновременно, либо раздельно, причем если раздельно, то обработка одного из них переходит на третий этап (данная особенность зависит от технологической последовательности), на третьем - один, при этом второй и третий этапы всегда являются доводочными. Последовательность формирования качественных показателей участков изделия может изменяться и зависит от того на каком из участков требуется сформировать наименьшие значения микрогеометрии. При помощи данного способа возможно осуществлять обработку смежных участков изделия без зон повышенного магнитно-абразивного воздействия, что приводит к более четкому формированию требуемых качественных показателей, исключающих резкие перепады на переходных зонах. В результате применения такой технологии повышается качество функционирования изделия.
Данный способ магнитно-абразивной обработки приносит положительный эффект, в случае, когда осуществляется обработка двух и более участков изделия. Однако формирование качественных показателей исключительно на одном смежном участке изделия при обработке рассматриваемым способом не представляется возможным по причине отсутствия равномерной границы по всей кольцевой площади рабочей зоны обработки как по ее верхнему пределу, так и по нижнему. Такая волнообразная граница ведет к тому, что магнитно-абразивная масса заходит на смежный участок и искажает поверхностный слой, что является недопустимым и служит недостатком анализируемого способа магнитно-абразивной обработки.
Известен способ магнитно-абразивной обработки (патент №2569261, опубл. 20.11.2015 г.), принятый за прототип, который позволяет осуществлять регулирование магнитно-абразивной массы при обработке смежных участков изделия. Для удержания магнитно-абразивной массы в границах обрабатываемого участка используют установленные перпендикулярно оси обрабатываемого изделия круговые насадки с форсунками, через которые поступает воздух под определенным давлением. Возможность регулирования давлением воздуха позволяет контролировать магнитно-абразивную массу в границах равных длинам обрабатываемых участков изделия.
Недостатком данного способа является невозможность точного контролирования магнитно-абразивной массы в зонах обработки смежных участков изделия. Предлагаемый способ хоть и ставит задачей сведение к минимуму искажение уже обработанных поверхностей, но не решает данную проблему полностью.
Техническим результатом является повышение эффективности магнитно-абразивной обработки смежных участков машиностроительных изделий.
Технический результат достигается тем, что круговым насадкам с форсунками задают вращательное движение в противоположном направлении по отношению к вращению обрабатываемого изделия в межполюсном пространстве магнитно-абразивной установки с полной синхронизацией скоростей вращения круговых насадок.
Способ магнитно-абразивной обработки поясняется следующими фигурами:
фиг. 1 - схема магнитно-абразивной обработки;
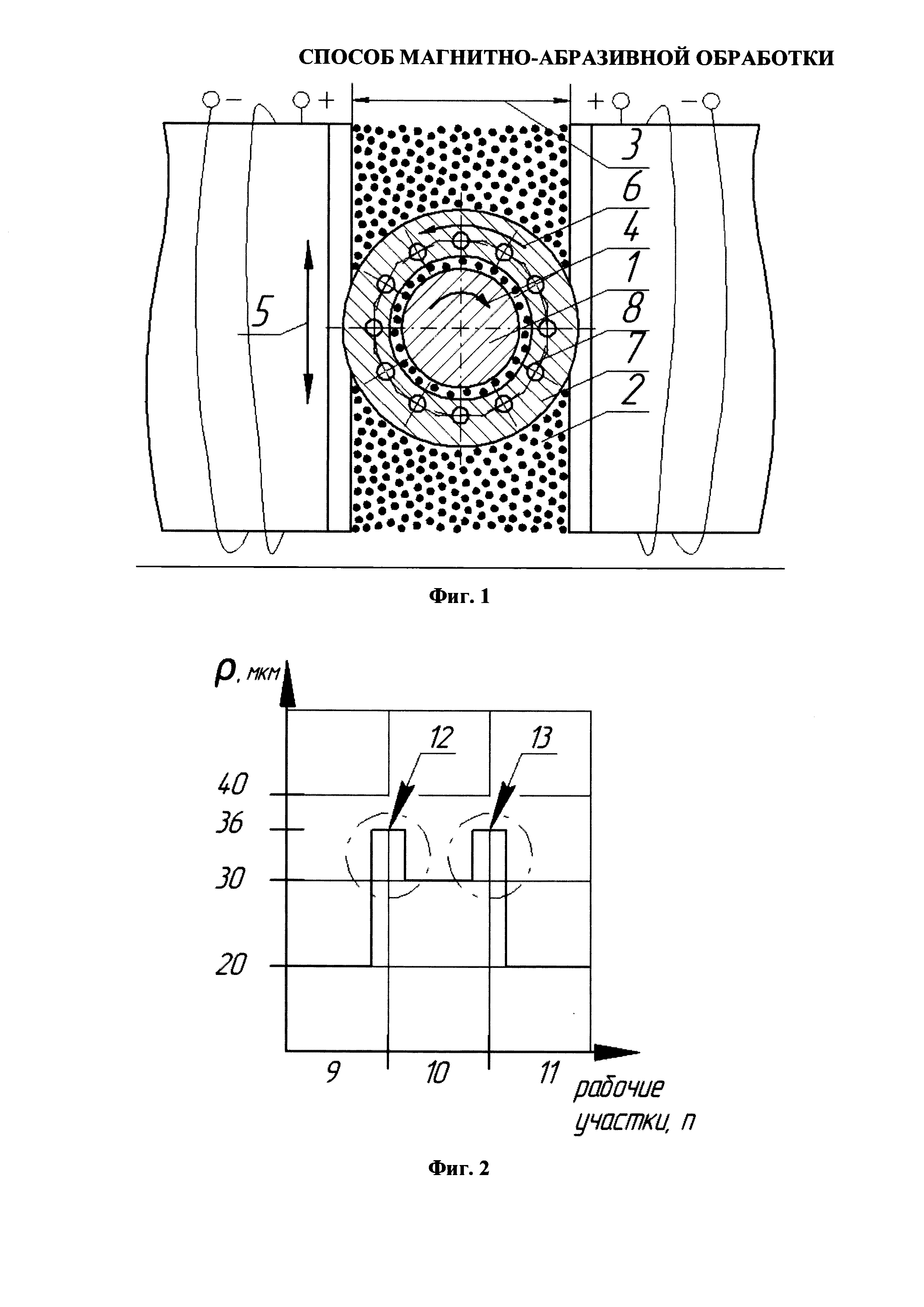
фиг. 2 - величины радиусов скругления на рабочих участках изделия при существующем способе магнитно-абразивной обработки;
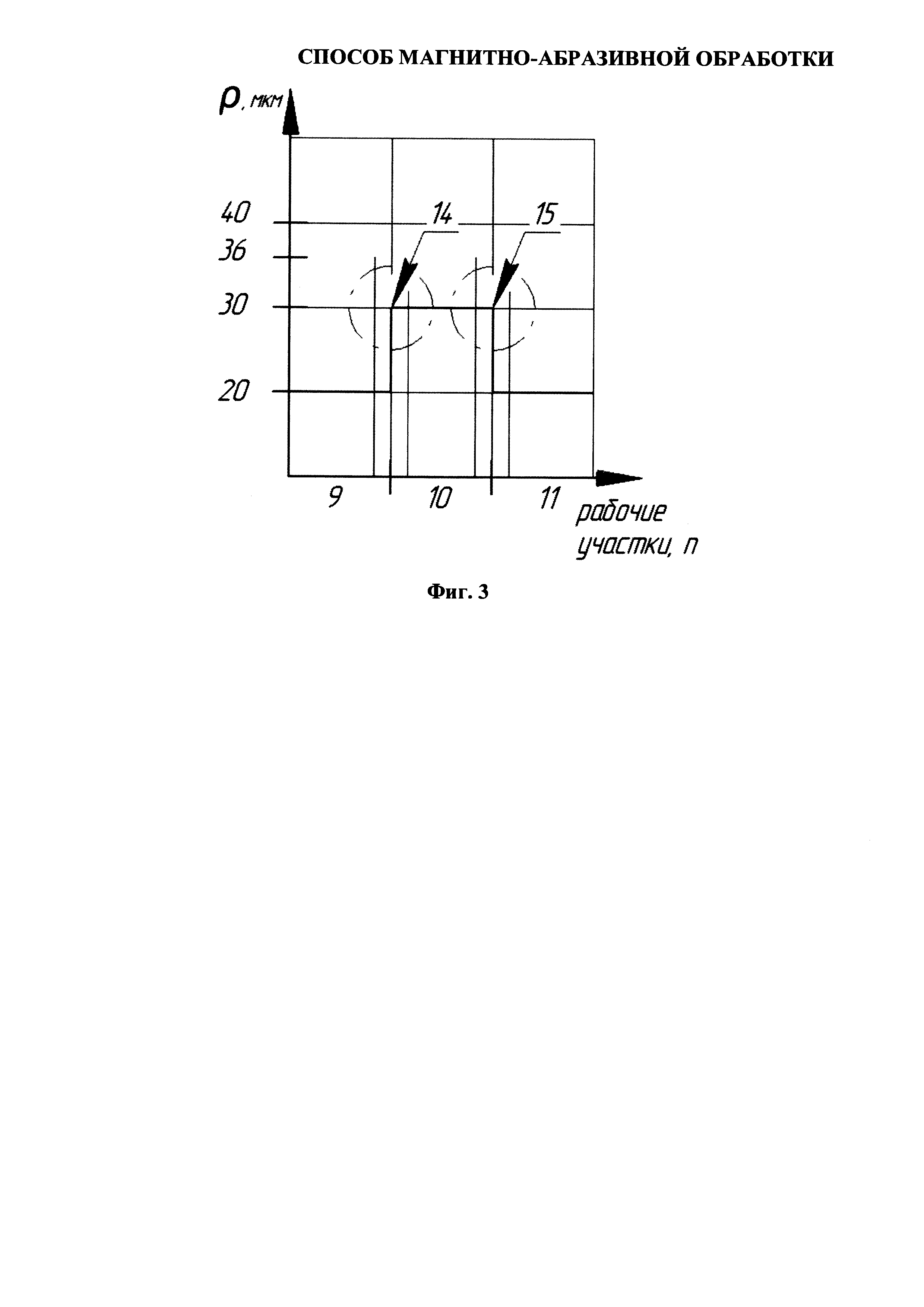
фиг. 3 - величины радиусов скругления на рабочих участках изделия при предлагаемом способе магнитно-абразивной обработки, где:
1 - обрабатываемое изделие;
2 - магнитно-абразивная масса;
3 - межполюсное пространство магнитно-абразивной установки;
4 - вращательное движение обрабатываемого изделия;
5 - возвратно-поступательное движение обрабатываемого изделия и круговых насадок;
6 - синхронное вращательное движение круговых насадок;
7 - круговые насадки;
8 - сопла круговых насадок;
9 - заборный участок изделия;
10 - калибрующий участок изделия;
11 - ведущий участок изделия;
12 - первая искаженная зона;
13 - вторая искаженная зона;
14 - первая переходная зона;
15 - вторая переходная зона.
Способ осуществляется следующим образом. Первоначально обрабатываемое изделие 1, имеющее смежные участки, на которых требуется обеспечить различные качественные показатели, размещается в магнитно-абразивной массе 2 в межполюсном пространстве магнитно-абразивной установки 3 (фиг. 1). После чего одновременно задаются вращательное движение обрабатываемому изделию 4, возвратно-поступательное движение обрабатываемому изделию и круговым насадкам 5 и синхронное вращательное движение круговым насадкам 6. Через круговые насадки 7 при помощи сопл 8 поступает воздух на магнитно-абразивную массу 2 по всей кольцевой площади рабочей зоны. Синхронное вращательное движение круговых насадок 6 совершается в противоположном направлении по отношению к вращательному движению обрабатываемого изделия 4. Посредством синхронного вращательного движения круговых насадок 6 в противоположном направлении по отношению к вращательному движению обрабатываемого изделия 4 в межполюсном пространстве магнитно-абразивной установки 3 происходит регулирование магнитно-абразивной массы 2 по всей кольцевой площади рабочей зоны обработки как по ее верхнему переделу, так и по нижнему.
Способ поясняется следующими примерами.
Пример. Формирование радиус скругления ρ режущих кромок метчика на калибрующем участке равный 30 мкм без искажения имеющихся качественных показателей на заборном и ведущем участках инструмента, на которых радиус скругления ρ от предыдущей магнитно-абразивной операции остался 20 мкм. Искажение заборного и ведущего участков режущего инструмента при магнитно-абразивной обработке калибрующего участка недопустимо, так как оно поведет к невыполнению поставленных перед этими участками функций в процессе изготовления машиностроительных изделий.
Вследствие того, что эффективность магнитно-абразивной обработки смежных участков изделия в данном случае характеризуется равномерным распределением магнитно-абразивной массы по всей кольцевой площади рабочей зоны обработки как по ее верхнему переделу, так и по нижнему, благодаря чему отсутствуют искаженные зоны, и повышением производительности, то критериями ее оценки при сравнении существующего (прототипа) и предлагаемого способов были с одной стороны наличие или отсутствие искаженных зон, выражаемых в сформированной микрогеометрии, в частности радиуса скругления ρ режущих кромок, при обработке смежного участка изделия, с другой стороны - время, затраченное на обеспечение требуемого радиуса скругления ρ режущих кромок.
Магнитно-абразивная обработка по прототипу (фиг. 2). При обработке данным способом регулирование магнитно-абразивной массы осуществлялось жестко закрепленными круговыми насадками, через которые в зону обработки при помощи сопл производилась подача воздуха под определенным давлением, при этом обрабатываемое изделие совершало два движения (вращательное и возвратно-поступательное), а круговые насадки одно движение - исключительно возвратно-поступательное с целью перемещения их совместно с обрабатываемым изделием вдоль межполюсного пространства магнитно-абразивной установки.
В результате магнитно-абразивной обработки калибрующего участка изделия 10 заметно выделяются первая искаженная зона 12 и вторая искаженная зона 13, на которых формируются радиусы скругления ρ режущих кромок отличные от радиусов, сформированных на смежных заборном участке изделия 9 и ведущем участке изделия 11 (фиг. 2). Установлено, что: на заборном участке изделия 9 величина радиусов скругления режущих кромок до первой искаженной зоны 12 составляла 20 мкм; на калибрующем участке изделия 10 от первой искаженной зоны 12 до второй искаженной зоны 13 ρ=30 мкм; на ведущем участке изделия 11 от второй искаженной зоны 13 ρ=20 мкм; в первой искаженной зоне 12 и второй искаженной зоне 13 ρ=36 мкм (фиг. 2).
При магнитно-абразивной обработке калибрующего участка изделия 10 существующим способом образуются места скопления магнитно-абразивной массы по всей кольцевой площади рабочей зоны обработки как по ее верхнему переделу, так и по нижнему (фиг. 2). Это вызвано тем, что при подаче воздуха через форсунки круговых насадок сил воздушного потока не хватает для того, чтобы его концентрированно и локально направить в зону обработки. Причиной этому служит рассредоточенность воздушного потока в пространстве и, в результате, его существенная потеря. Вследствие этого, по всей кольцевой площади рабочей зоны как по ее верхнему переделу, так и по нижнему, отсутствует равномерная граница, за которую бы не выходила магнитно-абразивная масса, вытесненная в процессе обработки. Все это приводит к тому, что на заборном участке изделия 9 и ведущем участке изделия 11 искажаются имеющиеся качественные показатели рабочих поверхностей (первая искаженная зона 12 и вторая искаженная зона 13) (фиг. 2), что отрицательно сказывается на последующем функционировании данного изделия.
Предлагаемый способ магнитно-абразивной обработки (фиг. 3). При обработке предлагаемым способом регулирование магнитно-абразивной массы осуществлялось круговыми насадками, через которые в зону обработки при помощи сопл производилась подача воздуха под определенным давлением, совершаемыми синхронное вращательное движение в противоположном направлении по отношению к вращению обрабатываемого изделия в межполюсном пространстве магнитно-абразивной установки. Соответственно, в данном случае и обрабатываемое изделие, и круговые насадки совершали два движения: вращательное и возвратно-поступательное. Причем последнее с целью совместного перемещения обрабатываемого изделия и круговых насадок вдоль межполюсного пространства магнитно-абразивной установки, а первое - противонаправленное с целью обеспечения равномерности распределения магнитно-абразивной массы по всей кольцевой площади рабочей зоны обработки как по ее верхнему переделу, так и по нижнему.
При магнитно-абразивной обработке предлагаемым способом места скопления магнитно-абразивной массы по всей кольцевой площади рабочей зоны обработки как по ее верхнему переделу, так и по нижнему, отсутствовали, а в первой переходной зоне 14 и второй переходной зоне 15 удалось сформировать требуемые качественные показатели на калибрующем участке изделия 10 (ρ=30 мкм) без их искажения на смежных заборном участке изделия 9 (ρ=20 мкм) и ведущем участке изделия 11 (ρ=20 мкм) (фиг. 3).
Также в результате проведенных исследований установлено, что время, затраченное на получение требуемого радиуса скругления на калибрующем участке метчика (ρ=30 мкм), при магнитно-абразивной обработке предлагаемым способом сокращается в 1,5 раза по сравнению с существующим, что свидетельствует о повышении производительности обработки.
Способ магнитно-абразивной обработки, включающий обработку смежных участков изделия с помощью установленных перпендикулярно оси изделия круговых насадок с форсунками, через которые в зону обработки каждого участка направляют под регулируемым давлением воздушные потоки в противоположных друг другу направлениях для удержания магнитно-абразивной массы в границах обрабатываемого участка изделия, отличающийся тем, что круговым насадкам с форсунками задают вращательное движение в противоположном направлении по отношению к вращению обрабатываемого изделия в межполюсном пространстве магнитно-абразивной установки с обеспечением полной синхронизации скоростей вращения круговых насадок.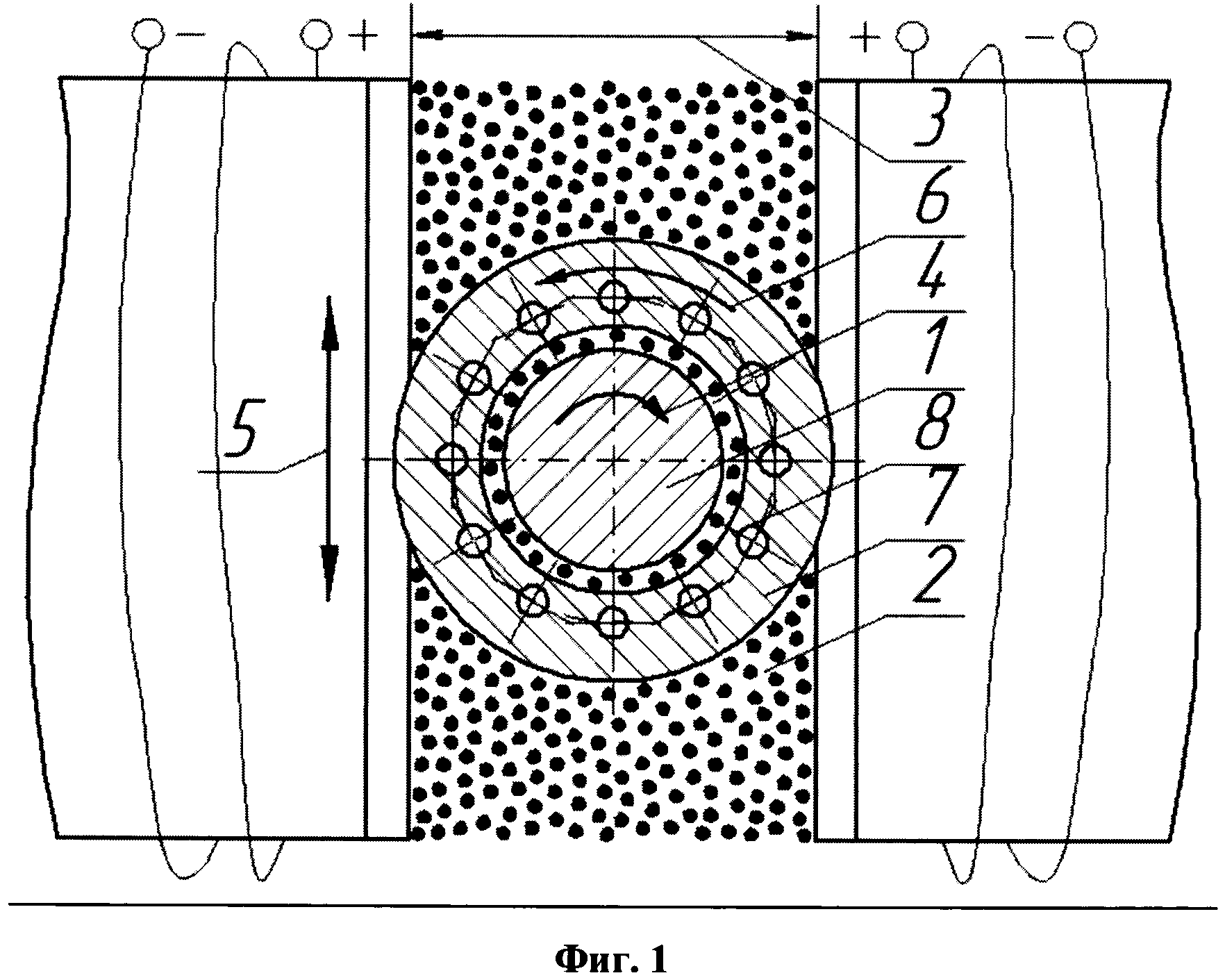
Способ получения брикетов для производства кремния восстановительной плавкой
Способ комплексной переработки техногенного и труднообогатимого железосодержащего сырья
Растворитель асфальтосмолопарафиновых отложений
Способ пылеподавления
Способ получения титановой лигатуры для алюминиевых сплавов
Способ уменьшения высших гармонических составляющих напряжения
Способ механической обработки стальной заготовки с дроблением стружки
Способ очистки сточных вод от ионов молибдена
Способ механической обработки заготовки из титанового сплава
Способ рекультивации хвостохранилищ
Способ магнитно-абразивной обработки
Устройство для измерения удельного сопротивления полупроводниковых режущих керамических пластин

