Результат интеллектуальной деятельности: ПРЕДВАРИТЕЛЬНО НАГРУЖЕННАЯ КЛЕТЬ
Вид РИД
Изобретение
Изобретение относится к области получения новых материалов и может найти применение при создании композитных материалов, характеризующихся высоким комплексом прочностных показателей. Более конкретно изобретение относится к способу получения материала на основе реакторного порошка аморфно-кристаллического полимера, например, сверхвысокомолекулярного полиэтилена (СВМПЭ), обладающего повышенной прочностью и рядом других свойств.
Способы непрерывного получения монолитной заготовки (лист, лента, пленочная нить) для получения изделия для последующей ориентационной вытяжки и упрочнения должен сочетать три процесса: транспортировку реакторного порошка к устройству монолитизации (дозирование), наложение давления (прессование) на реакторный порошок и выполнение сдвига противоположных сдавливающих поверхностей.
Представляется, что наиболее подходящее конструктивное решение для узла прессования – вращающиеся валки (ролики), к которым прикладывается внешняя сжимающая нагрузка и обеспечивается сдвиг поверхностей валков в направлении прокатки путем изменения скорости вращения одного из них относительно другого. Ролики соединены в прокатной клети. Прокатная клеть обычно первую траверсу, первый и второй рабочие валки, прижимающую их вторую траверсу. К первой траверсе неподвижно присоединены подушки первого рабочего валка с радиальными и упорными подшипниками. Подушки второго рабочего валка с радиальными и упорными подшипниками присоединены неподвижно к подушкам первого рабочего валка. Вторая траверса присоединена неподвижно к подушкам второго валка. Стяжные болты с гайками соединяют обе траверсы. Иногда, когда направление прокатки выбрано горизонтальным, первая траверса располагается на основании прокатной клети. При вертикальном направлении прокатки обе траверсы и подушки валков могут располагаться на основании. Известна предварительно напряженная прокатная клеть, содержащая основание, нижний и верхний прокатные валки с подушками, установленные на основании с возможностью самоустановки, стяжные гидроцилиндры с закладными элементами, соединяющие основание с подушками верхнего рабочего валка, эксцентриковый распорный механизм радиального перемещения верхнего рабочего валка, размещенный между подушками верхнего и нижнего рабочих валков (например, конструкция клети (ПНК-280) конструкции ВНИИметмаша - http://refy.ru/77/273197-konstrukciya-kleti-s-trehvalkovym-kalibrom.html). Одна из особенностей указанной клети состоит в том, что эксцентриковый распорный механизм, установленный между нижними и верхними подушками, в процессе прокатки разгружается от усилия предварительного напряжения клети и препятствует, хотя и незначительно, самоустановке подушек. Недостаток вышепредставленной прокатной клети состоит в том, что средства самоустановки в сопряжениях подушек с первой траверсой (основанием) и стяжными болтами нагружены усилием предварительного нагружения клети и сопутствующими ему моментами трения, противодействующими моментам самоустановки подшипников. Учитывая, что усилие предварительного напряжения значительно превышает максимальное усилие прокатки, наличие упомянутых средств самоустановки не устраняет перекосы в подшипниках и не повышает нагрузочную способность клети. Другим недостатком, снижающим надежность упомянутой клети, является то, что эксцентриковый распорный механизм находится в зоне воздействия температуры, что приводит к смещению предварительно установленных настроек параметров процесса.
Наиболее близкой по технической сущности и достигаемому результату к заявленной клети (прототипом) является предварительно напряженная прокатная клеть, содержащая основание, нижний (первый) и верхний (второй) рабочие валки, подушки нижнего (первого) рабочего валка с радиальными и упорными подшипниками, установленные неподвижно на первую траверсу (основание), подушки верхнего (второго) рабочего валка с радиальными и упорными подшипниками, установленные неподвижно на подушки нижнего (первого) рабочего валка, верхнюю (вторую) траверсу, установленную неподвижно на подушки верхнего (второго) валка, стяжные болты с гайками и, возможно, с закладными шпонками, соединяющие верхнюю (вторую) траверсу с первой траверсой (основанием), механизм радиального перемещения верхнего (второго) валка, размещенный в подушках верхнего (второго) валка и механизм осевого перемещения нижнего (первого) валка, размещенный в подушках нижнего (первого) валка (патент RU № 2319562).
Особенностью этой клети является то, что подушки, в которых смонтированы подшипники прокатных валков, жестко зафиксированы в заданном положении и повернуты под предварительно рассчитанным углом, с помощью основания, верхней (второй) траверсы и стяжных болтов, что при высокой точности изготовления всех деталей позволяет до минимума снизить монтажные перекосы в подшипниках.
Недостаток данной клети состоит в том, что при этом значительно усложняется, а при некоторых значениях рабочих параметров – становится невозможным, процесс сборки и наладки клети, в процессе работы настроенные параметры часто выходят за пределы допусков, возникают перекосы, обусловленные прогибом прокатных валков, что снижает долговечность подшипников.
Технология получения ориентированного материала из аморфно-кристаллического полимера в форме порошка предполагает добавление при прокатке к усилию сжатия выполнение относительного сдвига валков.
Целью изобретения является повышение точности получаемой монолитной заготовки (лист, лента, пленочная нить), упрощение конструкции и настройки прокатной клети и достижение эффекта относительного проскальзывания прокатных валков более простым способом.
Поставленная цель достигается за счет того, что в предварительно напряженной прокатной клети, содержащей горизонтальное основание, расположенные на основании в горизонтальной плоскости последовательно присоединенные неподвижно первую траверсу, установленный в подушках первый рабочий валок с радиальными и упорными подшипниками, дистанционную прокладку, установленный в подушках второй рабочий валок с радиальными и упорными подшипниками, вторую траверсу, стяжные болты с гайками, соединяющие вторую траверсу с первой траверсой, механизмы или средства радиального перемещения второго валка для приближения или удаления от первого (нижнего) валка и для обеспечения параллельности осей валков, размещенный в одной или обеих подушках второго валка, и механизмы или средства радиального перемещения первого валка, для обеспечения заданного уровня предварительного нагружения (напряжения) клети, размещенный в одной или обеих подушках первого валка.
Указанные механизмы или средства радиального перемещения валков выполнены с возможностью радиального перемещения в двух взаимно перпендикулярных плоскостях. Под механизмом радиального перемещения подразумевается узел, преимущественно эксцентриковый, позволяющий перемещать подушки валков без разборки клети. Эксцентриковый механизм для радиального перемещения по направлению к другому валку и от него смонтирован в подушке (подушках) валка соосно с подшипником валка. Эксцентриковый механизм для радиального перемещения в перпендикулярном направлении – перпендикулярно основанию для устранения непараллельности осей валков – смонтирован соосно со стяжными болтами в местах соединения подушек первого и второго валков. Под средствами радиального перемещения подразумеваются, преимущественно дистанционные прокладки разной толщины, подкладываемые под подушки валков или между подушками валков. Использование дистанционных прокладок требует частичной разборки клети для изменения величины радиального перемещения, поэтому выполняется преимущественно в процессе настройки клети.
Дополнительно согласно предлагаемому изобретению, для обеспечения проскальзывания поверхности валков относительно друг друга форма валков выполнена эллипсоидной, а валы валков связаны шестеренчатой передачей, обеспечивающей равенство их угловых скоростей. При этом эллипсоиды выполнены одинакового размера, и их эксцентриситет может варьироваться от 0,01 – до 5% размера меньшего радиуса эллипса. Механизм радиального перемещения второго валка размещен в подушках второго валка. Механизм осевого перемещения первого валка размещен в подушках первого валка.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКОГО МАТЕРИАЛА
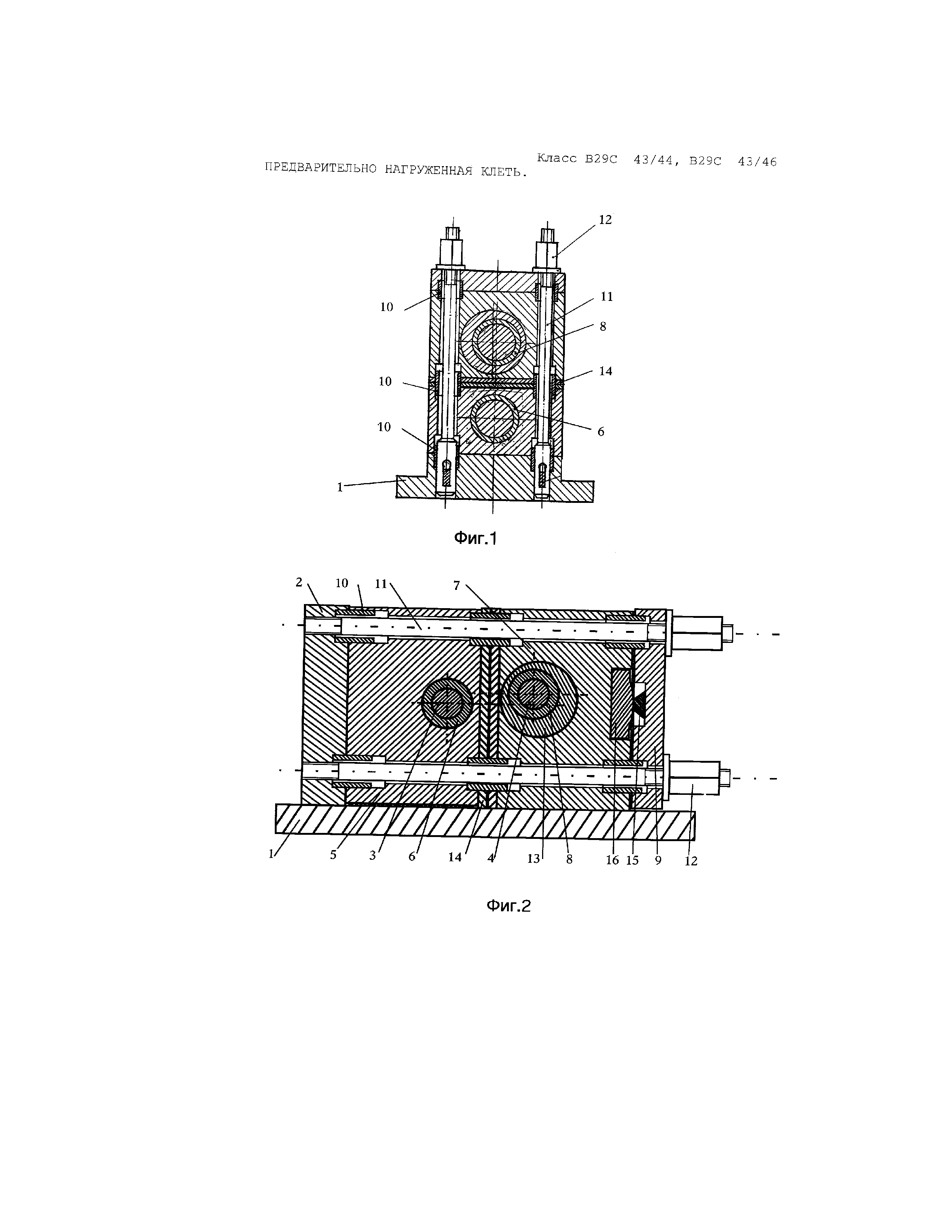
На фиг.1 изображен продольный разрез предварительно напряженной прокатной клети прототипа.
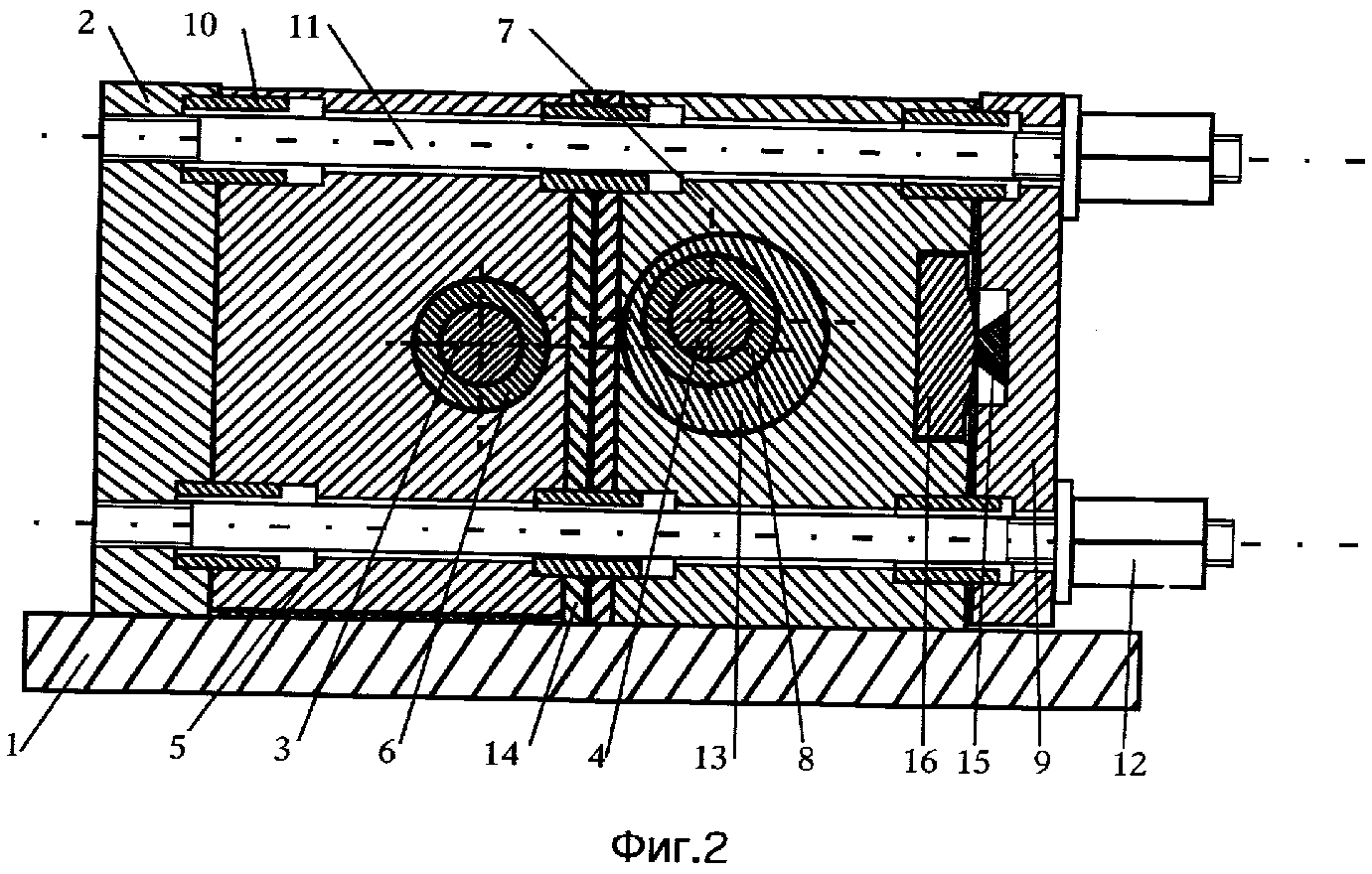
На фиг.2 изображен продольный разрез предварительно напряженной прокатной клети предлагаемой конструкции.
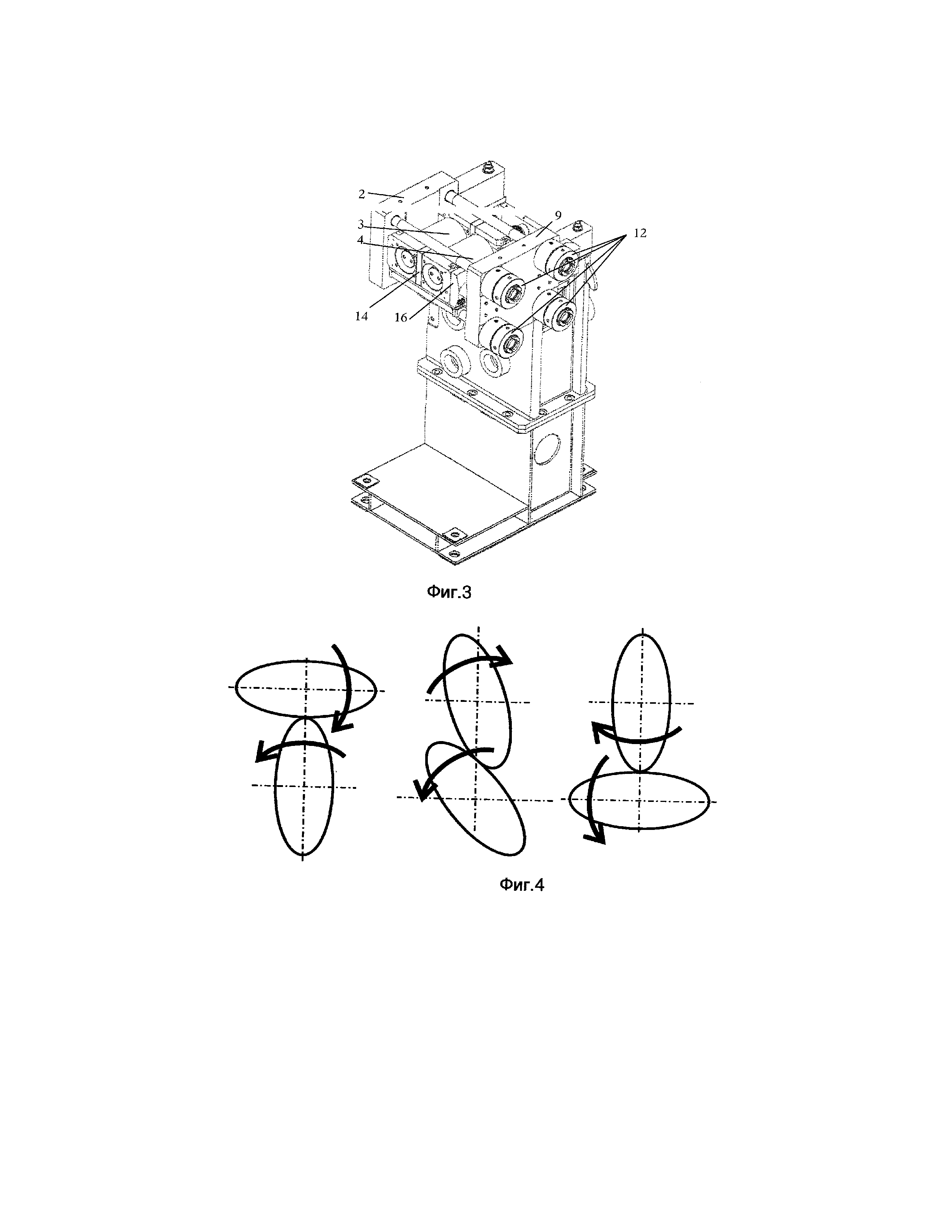
На фиг.3 изображена заявленная конструкция прокатной клети, установленная на технологическую опору станка.
На фиг.4 изображена схема взаимодействия валков эллиптической формы.
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ
1 – основание.
2 – первая траверса.
3 – первый валок.
4 – второй валок.
5 – подушка первого рабочего валка.
6 – радиально - упорные подшипники первого рабочего валка.
7 – подушка второго рабочего валка.
8 – радиально - упорные подшипники второго рабочего валка.
9 – вторая траверса.
10 – фиксаторы в отверстиях стяжных болтов.
11 – стяжные болты.
12 - гайки стяжных болтов.
13 – эксцентриковые втулки.
14 – дистанционные прокладки.
15 – сухари.
16 – тензодатчики.
ПОДРОБНОЕ ОПИСАНИЕ
Заявлена предварительно напряженная прокатная клеть, содержащая горизонтальное основание, расположенные на основании в горизонтальной плоскости последовательно присоединенные неподвижно первую траверсу, установленный в подушках первый рабочий валок с радиальными и упорными подшипниками, дистанционную прокладку, установленный в подушках второй рабочий валок с радиальными и упорны ми подшипниками, вторую траверсу, стяжные болты с гайками, соединяющие вторую траверсу с первой траверсой, механизмы или средства радиального перемещения второго валка для приближения или удаления от первого (нижнего) валка и для обеспечения параллельности осей валков, размещенный в одной или обеих подушках второго валка, и механизмы или средства радиального перемещения первого валка, для обеспечения заданного уровня предварительного нагружения (напряжения) клети, размещенный в одной или обеих подушках первого валка.
Указанные механизмы или средства радиального перемещения валков выполнены с возможностью радиального перемещения в двух взаимно перпендикулярных плоскостях. Под механизмом радиального перемещения подразумевается узел, преимущественно эксцентриковый, позволяющий перемещать подушки валков без разборки клети. Эксцентриковый механизм для радиального перемещения по направлению к другому валку и от него смонтирован в подушке (подушках) валка соосно с подшипником валка.
Эксцентриковый механизм для радиального перемещения в перпендикулярном направлении – перпендикулярно основанию для устранения непараллельности осей валков – смонтирован соосно со стяжными болтами в местах соединения подушек первого и второго валков. Под средствами радиального перемещения подразумеваются, преимущественно калиброванные пластины разной толщины, подкладываемые под подушки валков или между подушками валков. Использование калиброванных пластин требует частичной разборки клети для изменения величины радиального перемещения, поэтому выполняется преимущественно в процессе настройки клети.
Дополнительно согласно предлагаемому изобретению, для обеспечения проскальзывания поверхности валков относительно друг друга форма валков выполнена цилиндрической, предпочтительно в форме эллипса в поперечном сечении, а валы валков связаны шестеренчатой передачей, обеспечивающей равенство их угловых скоростей. При этом эллипсы выполнены одинакового размера, и их эксцентриситет может варьироваться от 0,01 – до 5% размера меньшего радиуса эллипса.
Механизм радиального перемещения эксцентрикового типа второго валка размещен в подушках второго валка. Механизм осевого перемещения первого валка эксцентрикового типа размещен в подушках первого валка.
Предварительно напряженная клеть предлагаемой конструкции (фиг.2, фиг.3) устроена следующим образом.
Содержит основание 1, первую траверсу 2 установленную на основании 1 с помощью фиксаторов (не показано) неподвижно, первый рабочий валок 3, второй валок 4. Подушки 5 первого рабочего валка с радиальными и упорными подшипниками 6 установлены на основании 1 без фиксаторов. Подушки 7 второго рабочего валка с радиальными и упорными подшипниками 8 установлены на основании 1 без фиксаторов. Вторая траверса 9 установлена на основании 1 после подушек второго рабочего валка без фиксаторов. Между подушками 7 второго рабочего валка и второй траверсой 9 установлены сухари 15 для передачи усилия от второй траверсы 9 на подушки второго валка 7. Стяжные болты 11 с гайками 12, соединяют вторую траверсу 9 с первой траверсой 2. Механизм радиального перемещения второго валка, включающий эксцентриковые втулки 13, размещен в подушках 5, 7 первого и второго валков соответственно. При этом для грубой регулировки, положения второго валка предусмотрен пакет прокладок 14, установленный между подушками первого валка и подушками второго валка. Для фиксации положения подушек в отверстия стяжных болтов установлены фиксаторы 10.
Дополнительно согласно предлагаемому изобретению, для обеспечения проскальзывания поверхности валков относительно друг друга форма валков выполнена цилиндрической в форме эллипса в поперечном сечении, а валы валков связаны друг с другом шестеренчатой передачей (не показано), обеспечивающей равенство их угловых скоростей. При этом эллипсы выполнены одинакового размера, и их эксцентриситет может варьироваться от 0,1 до 5% размера меньшего радиуса.
Сборка клети производится в следующей последовательности: основание 1 устанавливают стационарно в линии рабочей клети или на промежуточном ложементе. Четыре фиксатора (не показано) устанавливают в гнезда основания 1. Первую траверсу 2 устанавливают на основание 1. Первый валок 3 с подушками 5 и механизмом осевого перемещения первого валка (не показано) собирают и устанавливают на основание 1. К подушкам 5 присоединяют пакет прокладок 14, при этом толщину пакета определяют в зависимости от величины диаметра бочки рабочих валков. Второй валок 4 с подушками 7 и механизмом радиального перемещения верхнего валка, включающим эксцентриковые втулки 13, собирают и присоединяют к подушкам первого рабочего валка 3. Четыре фиксатора 10 устанавливают в гнезда в подушках 7 второго валка. На вал первого валка закрепляют шестерню (не показано). Второй валок 4 ориентируют в рабочее положение относительно первого валка 3, т.е. например, до момента соприкосновения поверхностей самой удаленной от оси вращения второго валка с поверхностью самой близкой к оси вращения первого валка. В этом положении на вал второго валка 4 закрепляют шестерню (не показано). К одной или обеим подушкам 7 второго валка присоединяют один или два, соответственно сухаря 15 с вмонтированными тензодатчиками 16. Если используют один тензодатчик, то используют второй сухарь без датчика.
Вторую траверсу 9 вместе со стяжными болтами 11, гайками 12 присоединяют к сухарям 15, совмещая при этом фиксаторы 10 с гнездами в траверсе 9. Ставят четыре фиксатора 10 и затягивают гайки 12 до достижения усилия сжатия подушек второго рабочего валка с подушками первого рабочего валка, превышающего усилие прокатки. Разборка клети осуществляется в обратном порядке.
Основой при разработке заявляемого устройства обеспечения относительного проскальзывания валков были следующие технические решения.
Известен механизм передачи вращения с одного вала на другой с помощью двух одинаковых шестерен эллиптической формы (например, http://www.ngpedia.ru/id90046p1.html) или (https://konstruktor.net/podrobnee-det/my-dostigli-vysokogourovnja-kachestva.html). Шестерни соединены так, что максимально удаленная от своего центра точка одной шестерни соединяется с минимально удаленной от своего центра точкой другой шестерни. Поскольку в такой передаче сумма радиусов шестерен величина постоянная, при вращении шестерни всегда находятся в зацеплении. Возможно использовать шестерни другой формы, например, такие - http://nanni-ingranaggi.com/gallery.php?lang=en , важно только, чтобы величина суммы длины радиусов в каждый момент оставалась постоянной для обеспечения зацепления.
Однако, особенностью такой передачи является то, что при равномерном вращении одного вала другой вал будет вращаться неравномерно, то отставая по угловой скорости от первого вала, то опережая его. Если теперь выполнить два валка прокатной клети одинакового размера в форме эллипсоида и сравнять их угловые скорости между собой, например, с помощью зубчатой передачи, то при вращении между ними все время будет происходить проскальзывание, изменяющееся по величине и направлению (фиг.3).
Изменяя параметры эллипса, можно получить нужные величины проскальзывания валков.
В заявляемом случае предварительными расчетами была выяснена область применимости устройства. Для предварительно напряженной клети для получения ориентированного материала из аморфно-кристаллического полимера в форме порошка эксцентриситет должен находиться в пределах от 0,01 % до 5% размера меньшего радиуса эллипса. В дальнейшем, эти параметры были подтверждены экспериментальным путем.
Для улучшения взаимодействия полимера с валками, возможно нанесение на валки насечек, накатки или шероховатости.
В прокатной клети предлагаемой конструкции с увеличением усилия прокатки перекосы в подшипниках уменьшаются и при номинальном усилии прокатки перекосы в радиальных подшипниках равны нулю, а нагрузочная способность прокатной клети будет равна номинальной грузоподъемности радиальных подшипников.
Силильные производные [1]бензотиено[3,2-в][1]бензотиофена, способ их получения и электронные устройства на их основе
Способ получения упрочненного нанокомпозита с дополнительными свойствами (варианты)
Самоотверждающаяся композиция на основе полидиметилсилоксана
Новые мононатриевые соли органоалкоксисиланов и способ их получения
Разветвленные олигоарилсиланы на основе тетрафенилбутадиена и способ их получения
Способ получения реакторного порошка сверхвысокомолекулярного полиэтилена
Способ получения огнезащитного покрытия для стеклопластиков
Устройство для термоупрочнения и гидротранспортирования проката
Способ термического упрочнения изделий после горячей прокатки
Составной предварительно напряженный прокатный валок
Концевой захват для плоских канатов и тросовых изделий из высокопрочных пленок, нитей из свмпэ, полученных твердофазным методом
Устройство для термического упрочнения и гидротранспортирования проката
Устройство для принудительного электромагнитного торможения и фиксированной остановки термоупрочненного ферромагнитного проката
Способ принудительного электромагнитного торможения и фиксированной остановки термоупрочненного ферромагнитного проката
Способ получения высокопрочного полимерного материала

