Результат интеллектуальной деятельности: ЗАТРАТОЭФФЕКТИВНАЯ ГОЛОВКА ДЛЯ ПЛАЗМЕННО-ДУГОВОЙ ГОРЕЛКИ
Вид РИД
Изобретение
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] В настоящей заявке испрашивается преимущество и приоритет заявки на патент США № 62/036,393, поданной 12 августа 2014 г., полное содержание которой принадлежит правопреемнику настоящей заявки и включено сюда во всей своей полноте путем ссылки.
Область техники, к которой относится изобретение
[0002] Настоящее изобретение, в общем, относится к расходным материалам и компонентам для плазменно-дуговой горелки и, в частности, к одному или более сменным, затратоэффективным головкам плазменно-дуговой горелки, имеющей множество компонентов, составляющих единое целое.
Уровень техники
[0003] Горелки для термической обработки, такие как плазменно-дуговые горелки, широко используются для высокотемпературной обработки (например, для нагревания, резки, строжки и маркировки) материалов. Плазменно-дуговая горелка, как правило, включает в себя корпус горелки, электрод, установленный внутри корпуса горелки, эмиссионную вставку, расположенную в отверстии электрода, сопло с центральным выходным отверстием, установленным внутри корпуса горелки, экран, электрические соединения, каналы для охлаждения, каналы для текучих сред для регулирования дуг (например, плазменный газ) и источник питания. Завихритель можно использовать для управления конфигурациями потоков текучих сред в плазменной камере, образованной между электродом и соплом. В некоторых горелках используется поджимной колпачок для поддержания в работоспособном состоянии сопла и/или завихрителя в плазменно-дуговой горелке. Во время работы горелка создает плазменную дугу, которая представляет собой суженную струю ионизированного газа с высокой температурой и импульсом, достаточным для удаления расплавленного металла. Газы, используемые в горелке, могут быть инертными (например, аргон или азот) или химически активными (например, кислород или воздух).
[0004] Один из способов получения плазменной дуги в плазменно-дуговой горелке является способ контактного пуска. Способ контактного пуска включает в себя установление физического контакта и электрической связи между электродом и соплом для создания пути тока между ними. Электрод и сопло могут взаимодействовать для создания плазменной камеры внутри корпуса горелки. Электрический ток подается на электрод и сопло, и газ вводится в плазменную камеру. Давление газа нарастает до тех пор, пока давление не станет достаточным, для отделения электрода и сопла. Отделение вызывает дугу, которая будет образовываться между электродом и соплом в плазменной камере. Дуга ионизирует введенный газ для получения плазменной струи, которая может подаваться на заготовку для обработки материала. В некоторых приложениях, источник питания выполнен с возможностью подачи первого электрического тока, известного как вспомогательный ток во время выработки дуги, и второго тока, известного как ток дуги прямого действия в том случае, когда плазменная струя была перенесена на заготовку.
[0005] Для выработки дуги возможны различные конфигурации. Например, электрод может перемещаться внутри корпуса горелки в сторону от неподвижного сопла. Такая конфигурация упоминается как способ контактного пуска "с отдачей назад", так как давление газа заставляет электрод перемещаться в сторону от заготовки. Проблема, связанная с такими системами, относится к точному выравниванию расходных материалов сопла и электрода, которое значительно влияет на предполагаемый срок службы расходных материалов и качество обработки/резки материала. В другой конфигурации, сопло может перемещаться в сторону от относительно неподвижного электрода. Такая конфигурация упоминается как способ контактного пуска с "отдачей вперед", так как давление газа заставляет сопло перемещаться по направлению к заготовке.
[0006] Существующие системы плазменной резки включают в себя большой ассортимент расходных материалов и деталей, доступных для использования при различных токах и/или режимах работы. Большое количество вариантов расходных материалов предусматривает большое количество деталей и товарно-материальных запасов для пользователей и может запутать пользователей и увеличить вероятность установки неправильных расходных материалов. Большое количество вариантов расходных материалов может также привести к продолжительному времени (периодам времени) установки горелки и затруднить переход между процессами резки, которые требуют различных компоновок расходных материалов и деталей в горелке, размещение и установка которых часто выполняется в полевых условиях. Например, перед операцией резки выбор и установка правильного набора расходных материалов и деталей для конкретной задачи резки могут быть обременительными и занимать много времени. Кроме того, выбор, сборка и установка этих компонентов в полевых условиях могут вызвать проблемы выравнивания или проблемы совместимости в том случае, когда старые компоненты используются с новыми компонентами. В процессе работы горелки существующие расходные материалы могут испытывать проблемы, связанные с производительностью, такие как неспособность поддерживать надлежащее выравнивание расходных материалов и промежутков между ними. Кроме того, современные расходные материалы включают в себя значительное количество дорогостоящих материалов (например, Vespel™) и часто требуют относительно сложного процесса изготовления, что приводит к значительным производственным затратам и препятствует их широкой коммерциализации, выпуску продукции и внедрению. Таким образом, существует потребность в новой и усовершенствованной платформе расходных материалов, которая уменьшает производственные затраты и время, уменьшает количество деталей, увеличивает производительность системы (например, выравнивание деталей, качество резки, срок службы расходных материалов, возможность изменений/универсальность и т.д.) и также облегчает установку и использование расходных материалов и деталей конечными пользователями.
Сущность изобретения
[0007] Настоящее изобретение обеспечивает одну или более экономически эффективных конструкций головки для плазменно-дуговой горелки, например, для плазменно-дуговой горелки с воздушным охлаждением и ручным управлением. В общем, так как головка включает в себя набор из двух или более расходных деталей, она обеспечивает простоту в использовании и сокращает время для установки в плазменно-дуговую горелку по сравнению с каждой расходной деталью в отдельности. Кроме того, использование головки в горелке улучшает выравнивание деталей и однородность резки. Однако производственные и материальные затраты могут препятствовать широкой коммерциализации и производству головок. В настоящем изобретении эта задача решена путем обеспечения одной или более экономически эффективных конструкций головок, которые облегчают коммерциализацию и производство головок и улучшают их установку.
[0008] В одном аспекте настоящего изобретения выполнена головка для плазменно-дуговой горелки с воздушным охлаждением. Головка содержит завихритель и колпачок. Завихритель включает в себя формованный термопластичный продолговатый корпус, имеющий по существу полый участок, причем формованный термопластичный продолговатый корпус имеет дальний конец и ближний конец и выполнен с возможностью приема электрода внутри полого участка. Завихритель также включает в себя множество отверстий для прохождения потока газа, заданных дальним концом продолговатого корпуса и выполненных с возможностью придания вихревого движения потоку плазменного газа для плазменно-дуговой горелки. Завихритель дополнительно включает в себя элемент для удержания сопла, выполненный на поверхности продолговатого корпуса на дальнем конце для удержания сопла на продолговатом корпусе. Колпачок прикреплен к ближнему концу продолговатого корпуса завихрителя. Колпачок по существу закрывает ближний конец продолговатого корпуса.
[0009] В некоторых вариантах осуществления настоящего изобретения колпачок выполнен из электропроводного материала. Колпачок можно выполнить с возможностью удержания электрода внутри головки и подачи электрического тока на электрод. Колпачок может содержать поверхность смещения для обеспечения физического контакта с упругим элементом, который смещается к ближнему концу электрода. Кроме того, колпачок может содержать по существу полый корпус, выполненный с возможностью удержания упругого элемента между поверхностью смещения и ближним концом электрода.
[0010] В некоторых вариантах осуществления настоящего изобретения корпус колпачка имеет по существу равномерную толщину. В некоторых вариантах осуществления настоящего изобретения колпачок включает в себя по меньшей мере одно вентиляционное отверстие.
[0011] В некоторых вариантах осуществления колпачок содержит контактную поверхность для обеспечения электрического контакта с соответствующей контактной поверхностью электрода при работе плазменно-дуговой горелки в режиме дуги прямого действия. Контактная поверхность колпачка характеризуется отсутствием контакта с соответствующей контактной поверхностью электрода во время загорания вспомогательной дуги. Контактную поверхность можно выполнить с возможностью обеспечения физического контакта с соответствующей контактной поверхностью электрода при работе горелки в режиме дуги прямого действия.
[0012] В некоторых вариантах осуществления множество отверстий для прохождения потока газа завихрителя включает в себя выемки, заданные множеством выступов, расположенных вокруг дальнего конца продолговатого корпуса завихрителя, причем каждая выемка находится между парой выступов.
[0013] В некоторых вариантах осуществления элемент для удержания сопла включает в себя канавку, расположенную на внешней поверхности выступов. Удержание сопла на завихрителе можно выполнить посредством одного из: защелкивания, навинчивания или обжатия. В некоторых вариантах осуществления зацепление между колпачком и завихрителем выполняется посредством одного из: обжатия, защелкивания или навинчивания.
[0014] В некоторых вариантах осуществления продолговатый корпус завихрителя отформован из термопластичного материала, содержащего полимер, образованный из молекул эфира и кетона. Термопластичный материал может иметь одно или несколько свойств, содержащих: (i) температуру (Tg) стеклования более чем приблизительно 320° по Фаренгейту (F), (ii) коэффициент линейного теплового расширения (CLTE) менее чем приблизительно 22 микродюймов/дюйм-градус по Фаренгейту (micro.in/in.F) ниже Tg, (iii) CLTE менее чем приблизительно 55 микродюймов/дюйм-градус по Фаренгейту (micro.in/in.F) выше Tg, (iv) температуру плавления более чем приблизительно 720°F и (v) диэлектрическую прочность более чем приблизительно 480 кВ/дюйм.
[0015] В некоторых вариантах осуществления отношение длины (L) по оси каждого отверстия для прохождения потока газа к среднему радиусу (R) между радиусом электрода и радиусом внутренней стенки завихрителя составляет менее чем приблизительно 0,5. В некоторых вариантах осуществления множество отверстий для прохождения потока газа расположено в одном слое около дальнего конца продолговатого корпуса, при этом каждое отверстие для прохождения потока газа имеет смещение приблизительно 0,040 дюймов между отверстием во внутренней стенке завихрителя и отверстием на наружной стенке завихрителя.
[0016] В другом аспекте выполнен формованный завихритель для плазменно-дуговой горелки с воздушным охлаждением. Формованный завихритель содержит формованный термопластичный продолговатый корпус, содержащий по существу полый участок. Формованный термопластичный продолговатый корпус имеет дальний конец и ближний конец и выполнен с возможностью приема электрода внутри полого участка. Формованный завихритель также включает в себя множество сформованных отверстий для прохождения потока газа, каждое из которых продолжается от внутренней поверхности до наружной поверхности продолговатого корпуса. Формованные отверстия для прохождения потока газа расположены вокруг дальнего конца продолговатого корпуса и выполнены с возможностью придания завихрения потоку плазменного газа, выходящему из плазменно-дуговой горелки. Сформованный завихритель дополнительно включает в себя поверхность для удержания сопла, выполненную на корпусе для удержания сопла на дальнем конце продолговатого корпуса.
[0017] В некоторых вариантах осуществления множество отверстий для прохождения потока газа включает в себя выемки, заданные множеством выступов, расположенных вокруг дальнего конца продолговатого корпуса, причем каждая выемка находится между парой выступов. Дальний конец продолговатого корпуса завихрителя и сопло могут совместно задавать множество отверстий для прохождения потока газа.
[0018] В некоторых вариантах осуществления поверхность для удержания сопла включает в себя элемент для удержания сопла, расположенный на внешней поверхности выступов. Элемент удержания сопла может содержать канавку, выполненную с возможностью приема части сопла посредством обжатия. В некоторых вариантах осуществления настоящего изобретения поверхность для удержания сопла содержит наклонную поверхность, выполненную с возможностью приема части сопла посредством обжатия.
[0019] В некоторых вариантах осуществления настоящего изобретения завихритель выполнен с возможностью зацепления с соплом посредством одного из: защелкивания или навинчивания. В некоторых вариантах осуществления настоящего изобретения завихритель выполнен с возможностью зацепления с соплом посредством обжатия.
[0020] В некоторых вариантах осуществления продолговатый корпус отформован из термопластичного материала, содержащего полимер, образованный из молекул эфира и кетона. Термопластичный материал может дополнительно содержать одну или несколько добавок.
[0021] В другом аспекте предложен узел для плазменно-дуговой горелки с воздушным охлаждением. Узел содержит электрод, завихритель, сформованный из термопластичного материала, сопло и колпачок. Завихритель содержит поверхность для удержания сопла, выполненную на дальнем конце, и элемент для удержания колпачка, выполненный на ближнем конце. Сопло неподвижно прикреплено к дальнему концу завихрителя посредством поверхности для удержания сопла, где сопло включает в себя выходное отверстие на дальнем конце сопла. Колпачок неподвижно прикреплен к ближнему концу завихрителя посредством элемента для удержания колпачка. Колпачок выполнен с возможностью закрытия завихрителя на ближнем конце. Прикрепление завихрителя, сопла и колпачка создает камеру, в которой постоянно располагается электрод, выровненный относительно сопла.
[0022] В некоторых вариантах осуществления поверхность для удержания сопла содержит наклонную поверхность, и сопло прикреплено к дальнему концу завихрителя посредством обжатия по меньшей мере части сопла напротив наклонной поверхности. Обжатие сопла для удержания сопла может обеспечить (1) радиальное центрирование выходного отверстия сопла внутри камеры по отношению к дальнему концу электрода в пределах 0,005 дюйма, и (2) продольное позиционирование электрода внутри камеры между дальним концом электрода и выходным отверстием сопла при работе узла в режиме дуги прямого действия в пределах 0,03-0,06 дюймов.
[0023] В некоторых вариантах осуществления настоящего изобретения элемент, удерживающий колпачок, содержит канавку, выполненную с возможностью фиксации завихрителя посредством по меньшей мере одного из обжатия, навинчивания или защелкивания. Прикрепление колпачка к завихрителю посредством элемента для удержания колпачка может обеспечить продольное позиционирование электрода внутри камеры между дальним концом электрода и выходным отверстием сопла при работе узла в режиме дуги прямого действия в пределах 0,03-0,06 дюймов.
[0024] В некоторых вариантах осуществления узла дополнительно содержит упругий элемент между поверхностью смещения колпачка и электродом, причем упругий элемент обеспечивает физический контакт электрода и передачу усилия отрыва на электрод. Упругий элемент может проводить по существу весь ток вспомогательной дуги на электрод при работе плазменно-дуговой горелки в режиме вспомогательной дуги. Колпачок может содержать полый корпус для удержания по существу в нем упругого элемента. В некоторых вариантах осуществления упругий элемент содержит по меньшей мере одно из: пружины или проволоки.
[0025] В некоторых вариантах осуществления узла дополнительно содержит уплотнительное кольцо, выполненное с возможностью по существу закрытия ближнего конца завихрителя для уплотнения завихрителя с корпусом плазменно-дуговой горелки.
[0026] В другом аспекте колпачок предусмотрен для контактного пуска плазменно-дуговой горелки, выполненной с возможностью электрической связи с электродом. Колпачок содержит по существу полый корпус, выполненный из электропроводящего материала и выполненное с возможностью приема упругого элемента. Полый корпус имеет по существу равномерную толщину. Колпачок также включает в себя поверхность смещения на ближнем конце колпачка для обеспечения физического контакта с упругим элементом. Колпачок дополнительно включает в себя внутреннюю контактную поверхность на дальнем конце для обеспечения физического контакта, при работе плазменно-дуговой горелки в режиме дуги прямого действия, с соответствующей поверхностью на ближнем конце электрода. Контактная поверхность характеризуется отсутствием контакта с соответствующей поверхностью электрода при работе в режиме вспомогательной дуги плазменно-дуговой горелки.
[0027] В некоторых вариантах осуществления настоящего изобретения контактная поверхность выполнена с возможностью проводить по меньшей мере часть тока дуга прямого действия от источника питания к электроду при работе в режиме дуги прямого действия. Кроме того, упругий элемент можно выполнить с возможностью проводить по существу весь ток вспомогательной дуги от источника питания к электроду при работе в режиме вспомогательной дуги.
[0028] В некоторых вариантах осуществления настоящего изобретения колпачок дополнительно включает в себя удерживающий элемент для присоединения к завихрителю посредством одного из: обжатия, защелкивания или навинчивания. В некоторых вариантах осуществления настоящего изобретения колпачок дополнительно содержит по меньшей мере одно вентиляционное отверстие. В некоторых вариантах осуществления настоящего изобретения колпачок дополнительно содержит круглый канальный участок, который включает в себя поверхность смещения и выполнен с возможностью размещения в нем по меньшей мере части упругого элемента. В некоторых вариантах осуществления настоящего изобретения колпачок дополнительно содержит утопленную центральную часть, продолжающуюся в сторону от ближнего конца, которая включает в себя контактную поверхность.
[0029] В некоторых вариантах осуществления настоящего изобретения колпачок сформован посредством процесса штамповки.
[0030] В другом аспекте выполнен способ выравнивания множества компонентов в головке. Способ включает формование термопластичного материала с образованием завихрителя, содержащего дальний конец, ближний конец и полый корпус. Способ также включает в себя размещение электрода внутри полого корпуса завихрителя и удержание электрода на головке путем неподвижного крепления сопла к дальнему концу завихрителя. Способ дополнительно включает в себя продольное выравнивание электрода относительно сопла за счет неподвижного крепления торцевого колпачка к ближнему концу завихрителя, тем самым обеспечивая продольное выравнивание во время работы головки в режиме дуги прямого действия, когда поток газа используется для смещения электрода, находящегося в контакте с торцевым колпачком.
[0031] В некоторых вариантах осуществления способ дополнительно содержит формирование торцевого колпачка посредством процесса штамповки. В некоторых вариантах осуществления способ дополнительно содержит радиальное выравнивание электрода путем ограничения радиального перемещения электрода внутри полого корпуса завихрителя.
[0032] В некоторых вариантах осуществления продольное выравнивание содержит ограничение радиального перемещения электрода в пределах расстояния отдачи назад, заданного дальним концом электрода и выходным отверстием сопла при работе в режиме дуги прямого действия.
[0033] В некоторых вариантах осуществления надежное прикрепление сопла на дальнем конце завихрителя содержит обжатие части сопла на поверхности для удержания на дальнем конце завихрителя.
Краткое описание чертежей
[0034] Преимущества изобретения, описанные выше, вместе с другими преимуществами, можно лучше понять, обратившись к последующему описанию, приведенному совместно с сопроводительными чертежами. Чертежи не обязательно выполнены в масштабе, вместо этого акцент, как правило, делается на иллюстрацию принципов изобретения.
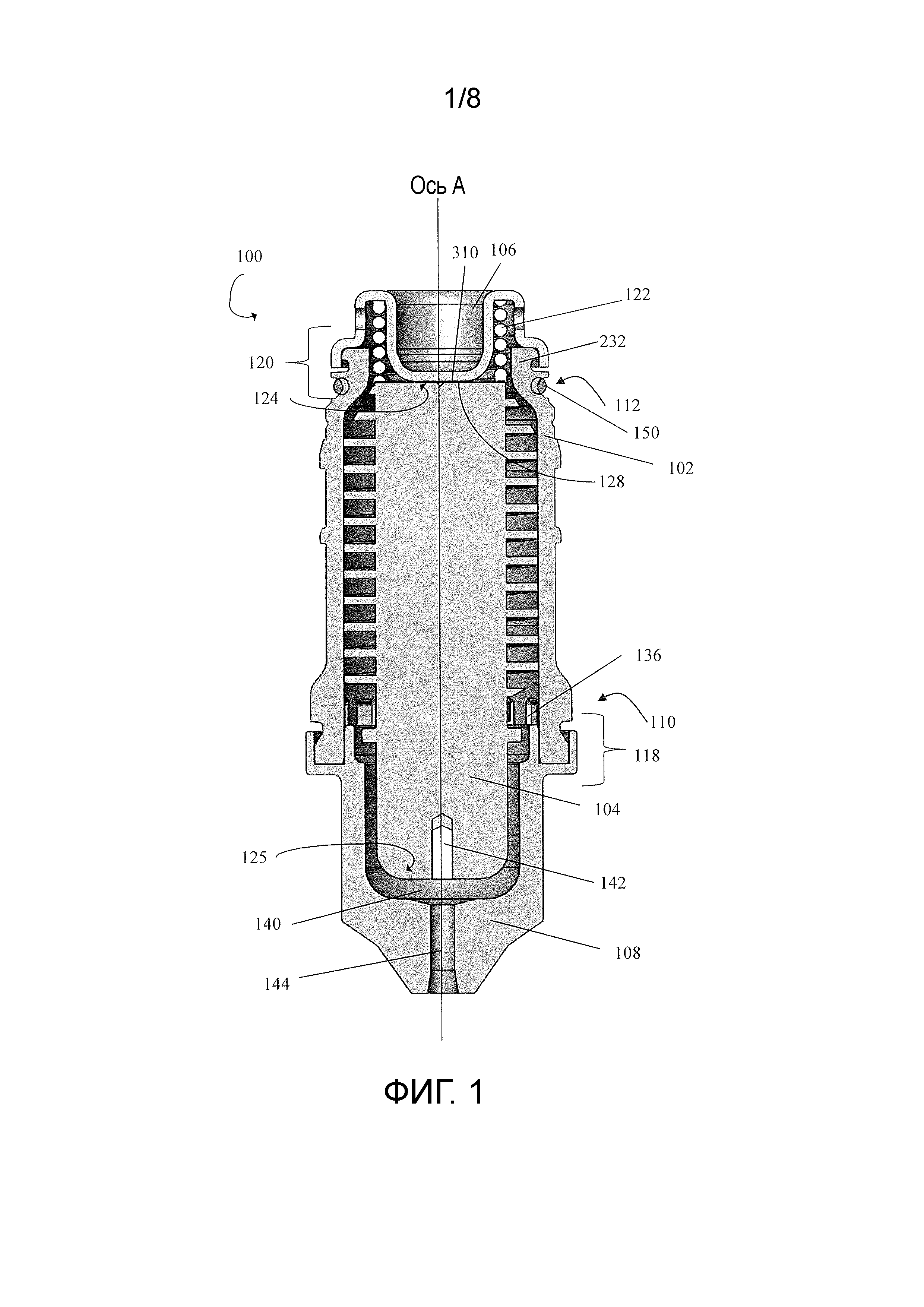
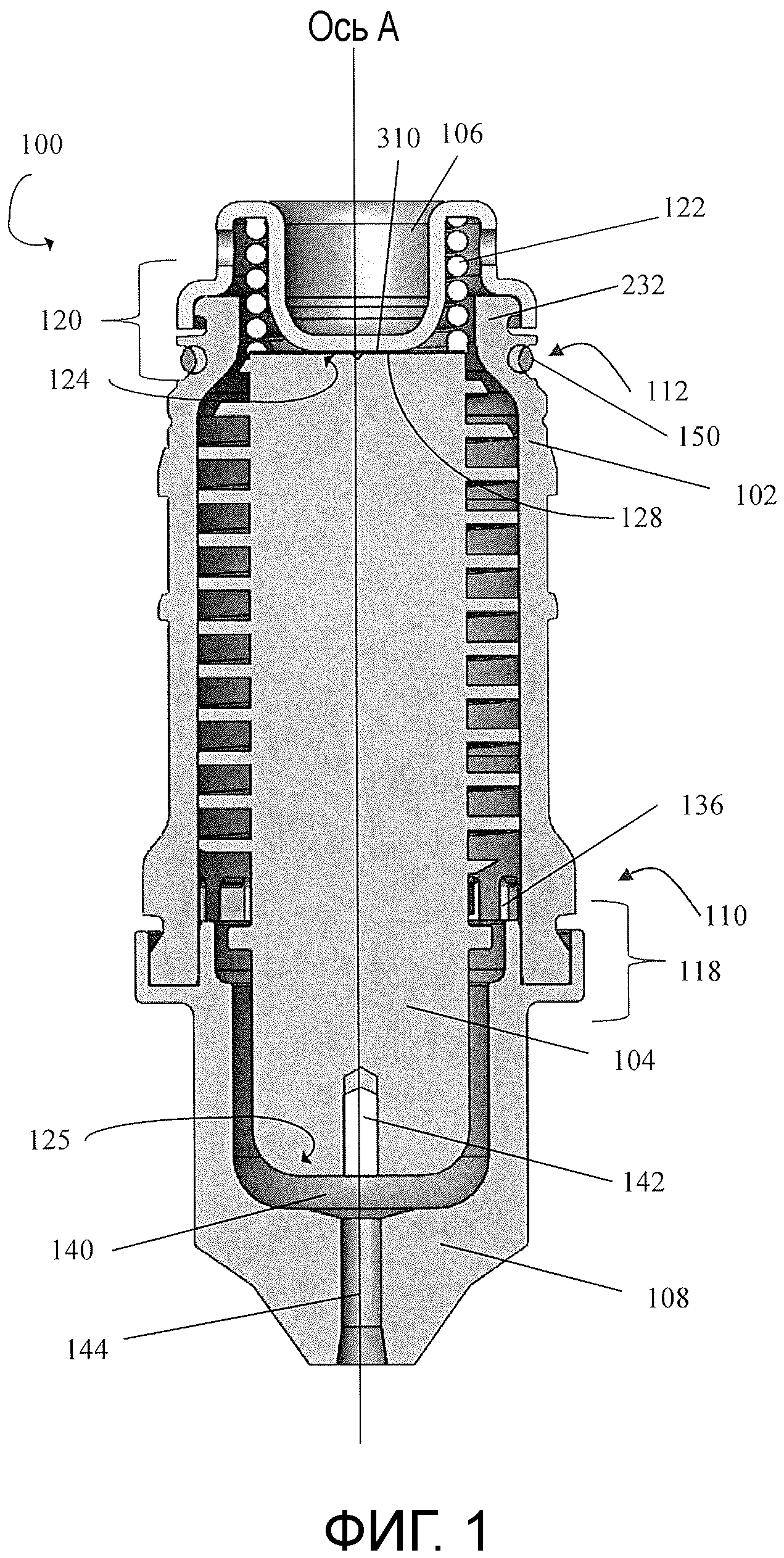
[0035] На фиг.1 показан вид в поперечном разрезе примерной головки для плазменно-дуговой горелки в соответствии с иллюстративным вариантом осуществления настоящего изобретения.
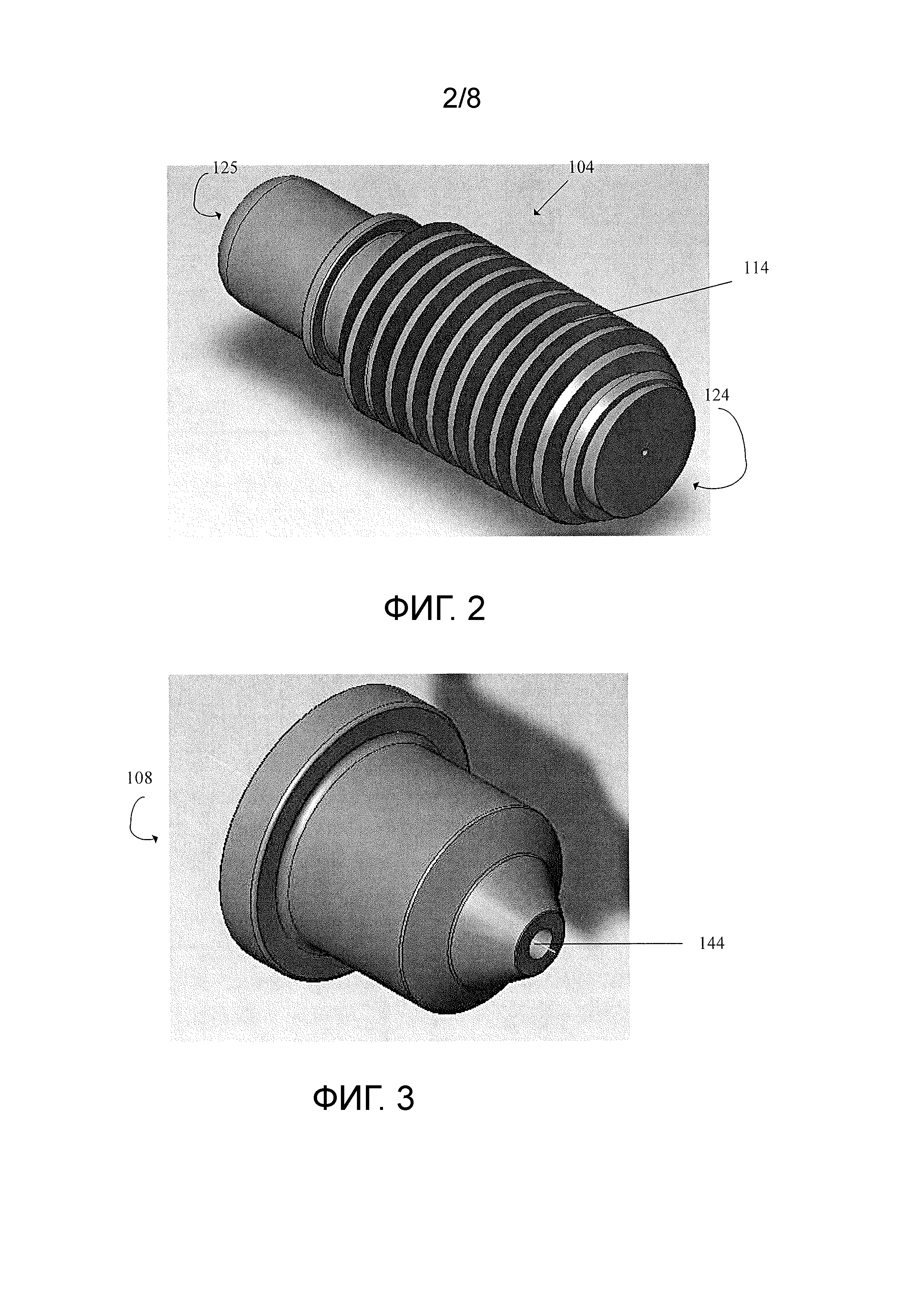
[0036] На фиг.2 показан вид в изометрии электрода головки (фиг.1), в соответствии с иллюстративным вариантом осуществления настоящего изобретения.
[0037] На фиг.3 показан вид в изометрии сопла головки (фиг.1), в соответствии с иллюстративным вариантом осуществления настоящего изобретения.
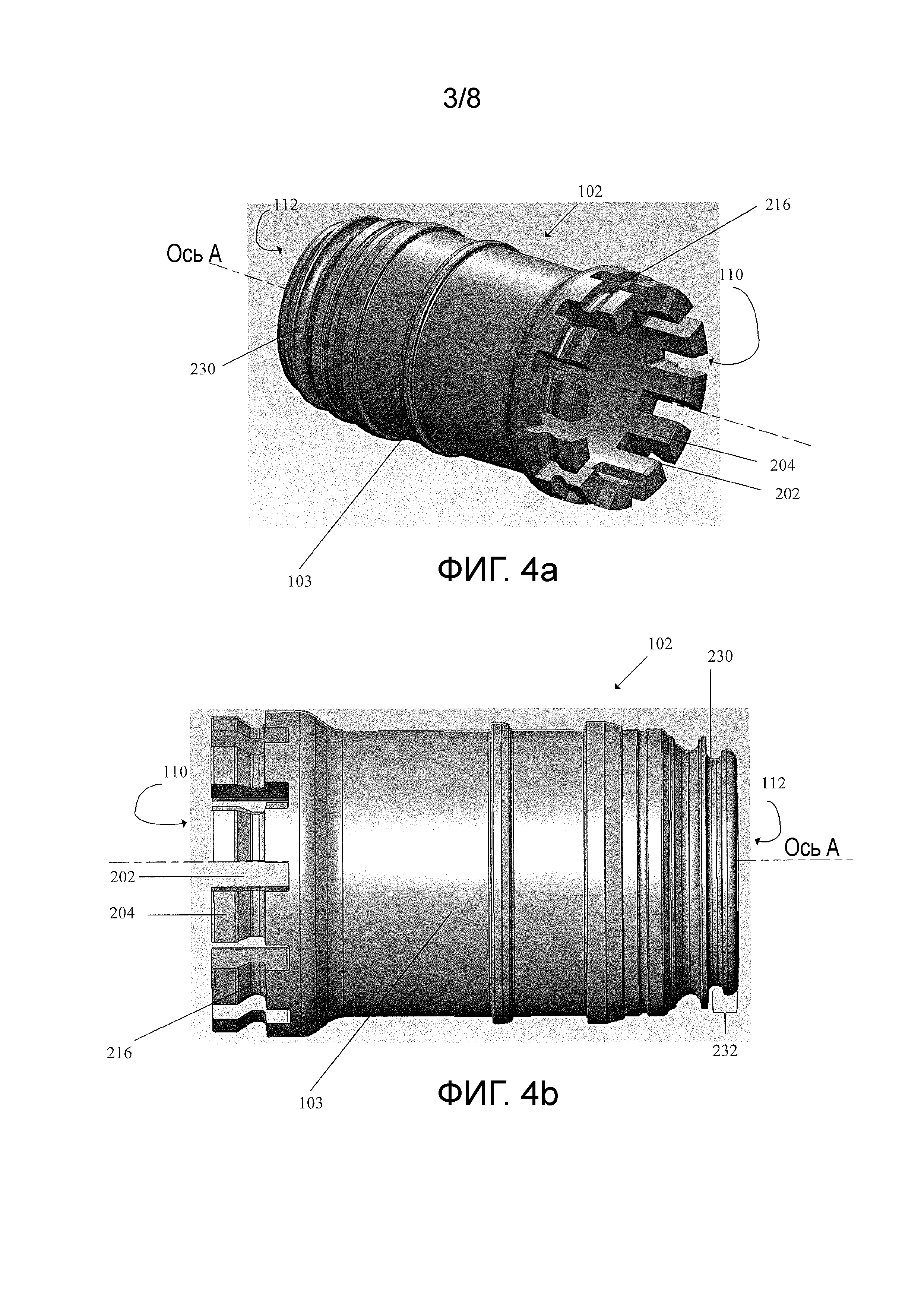
[0038] На фиг.4a и 4b показаны виды в изометрии и сбоку завихрителя головки (фиг.1), соответственно, в соответствии с иллюстративным вариантом осуществления настоящего изобретения.
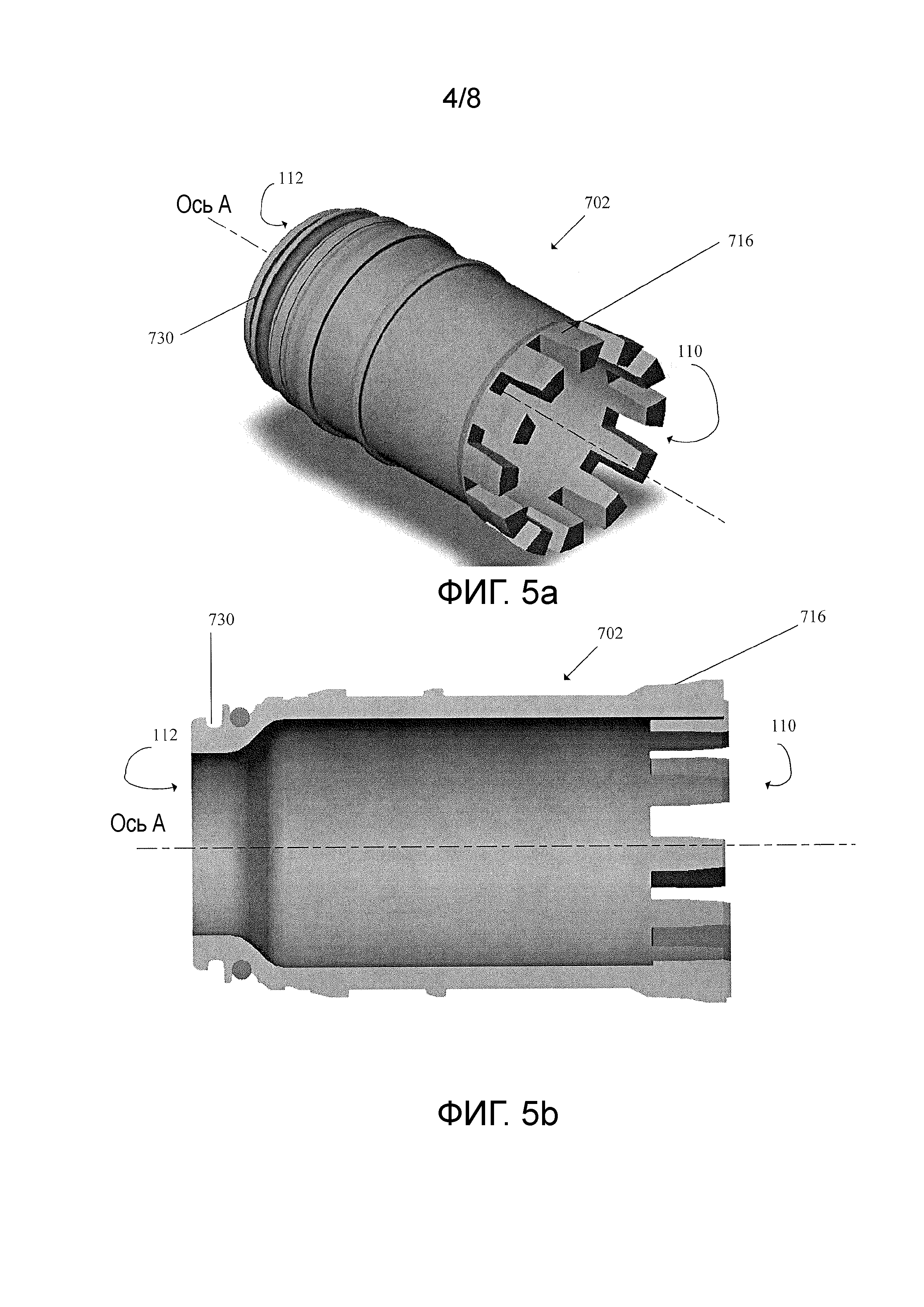
[0039] На фиг.5a и 5b показаны виды в изометрии и в разрезе другой конструкции завихрителя, совместимой с головкой (фиг.1), соответственно, в соответствии с иллюстративным вариантом осуществления настоящего изобретения.
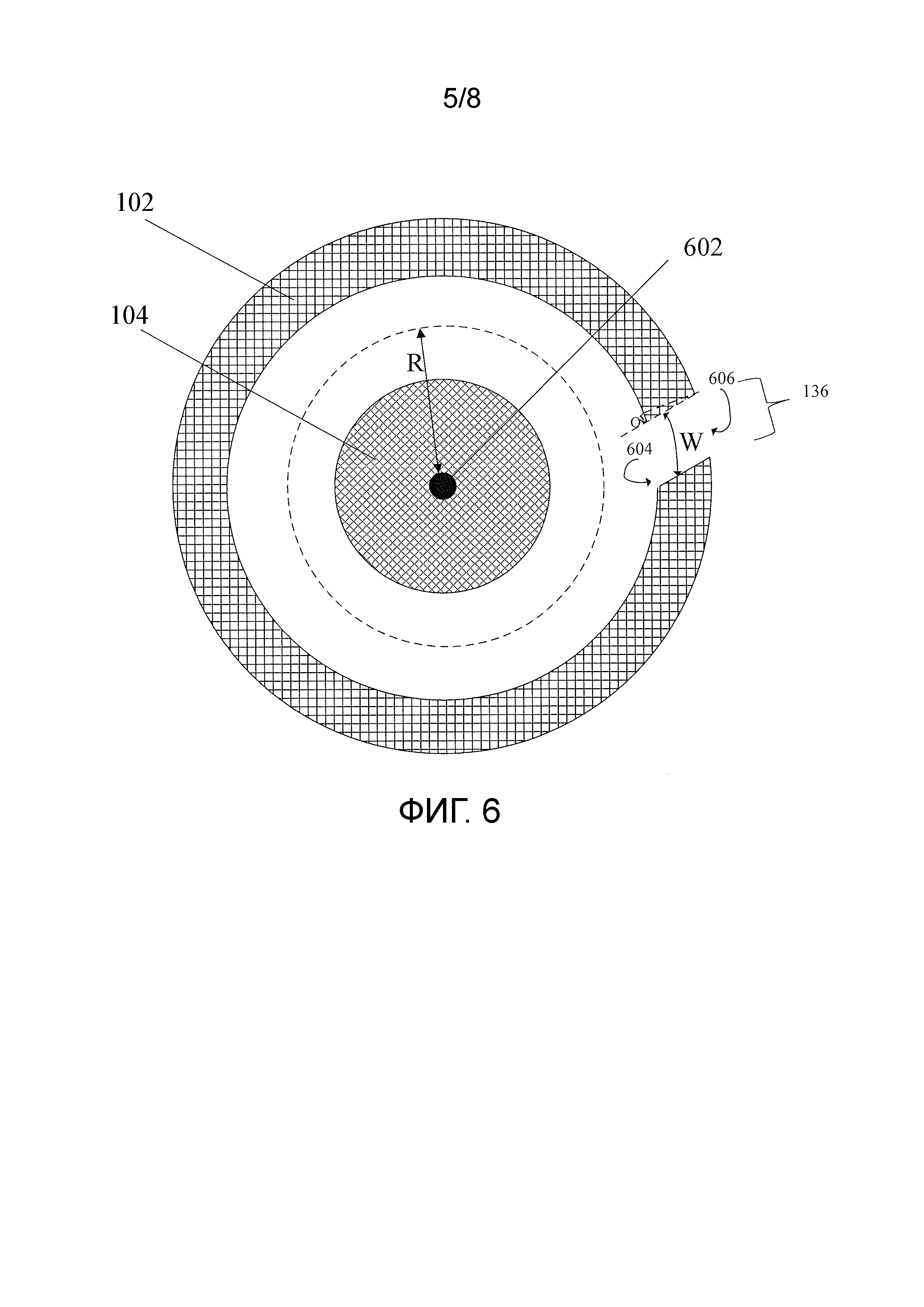
[0040] На фиг.6 показан вид в разрезе завихрителя головки (фиг.1) с электродом, выровненным внутри завихрителя, и иллюстрирующий примерное отверстие для прохождения потока газа.
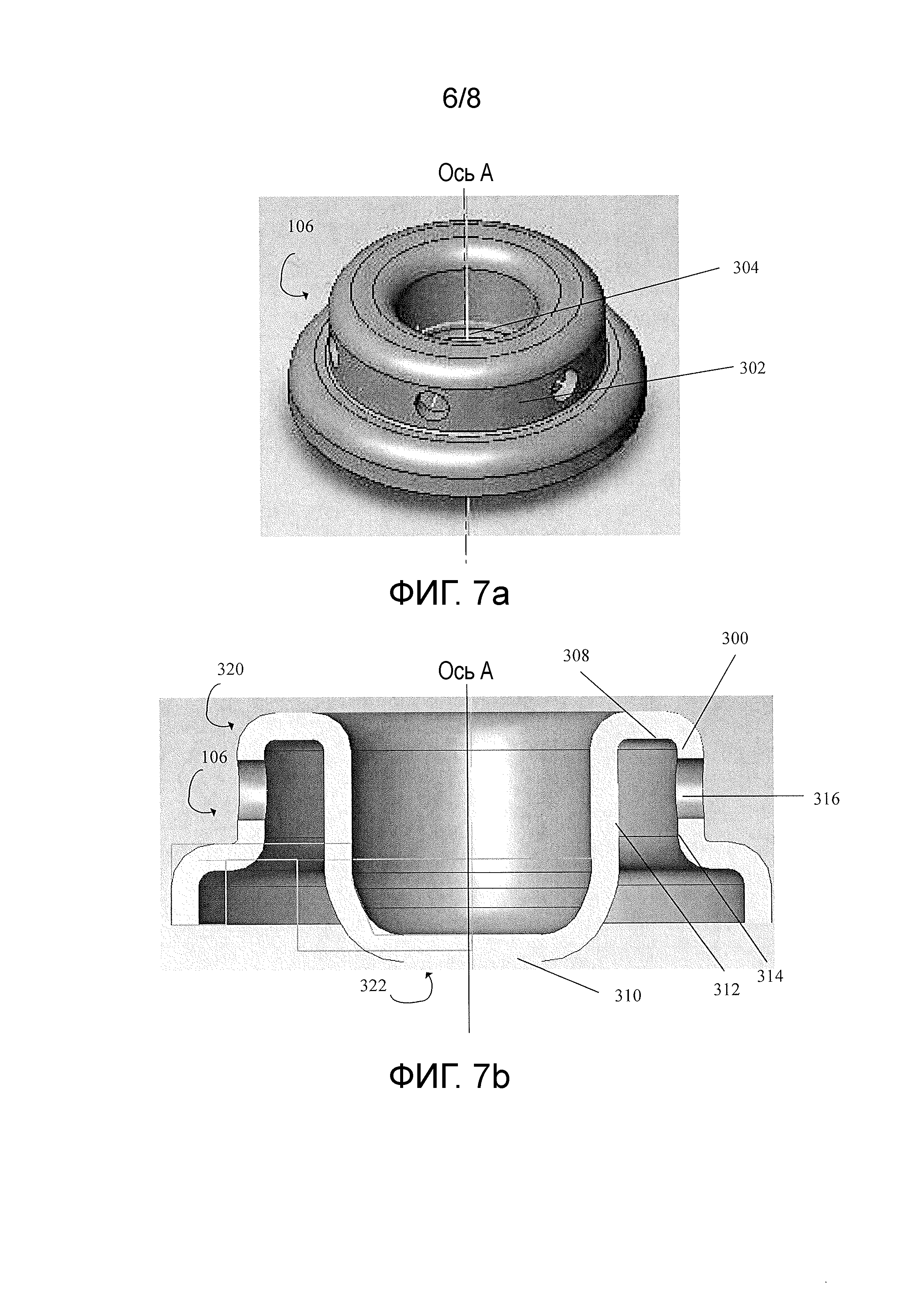
[0041] На фиг.7a и 7b показаны виды в изометрии и в разрезе торцевого колпачка головки (фиг.1), соответственно, в соответствии с иллюстративным вариантом осуществления настоящего изобретения.
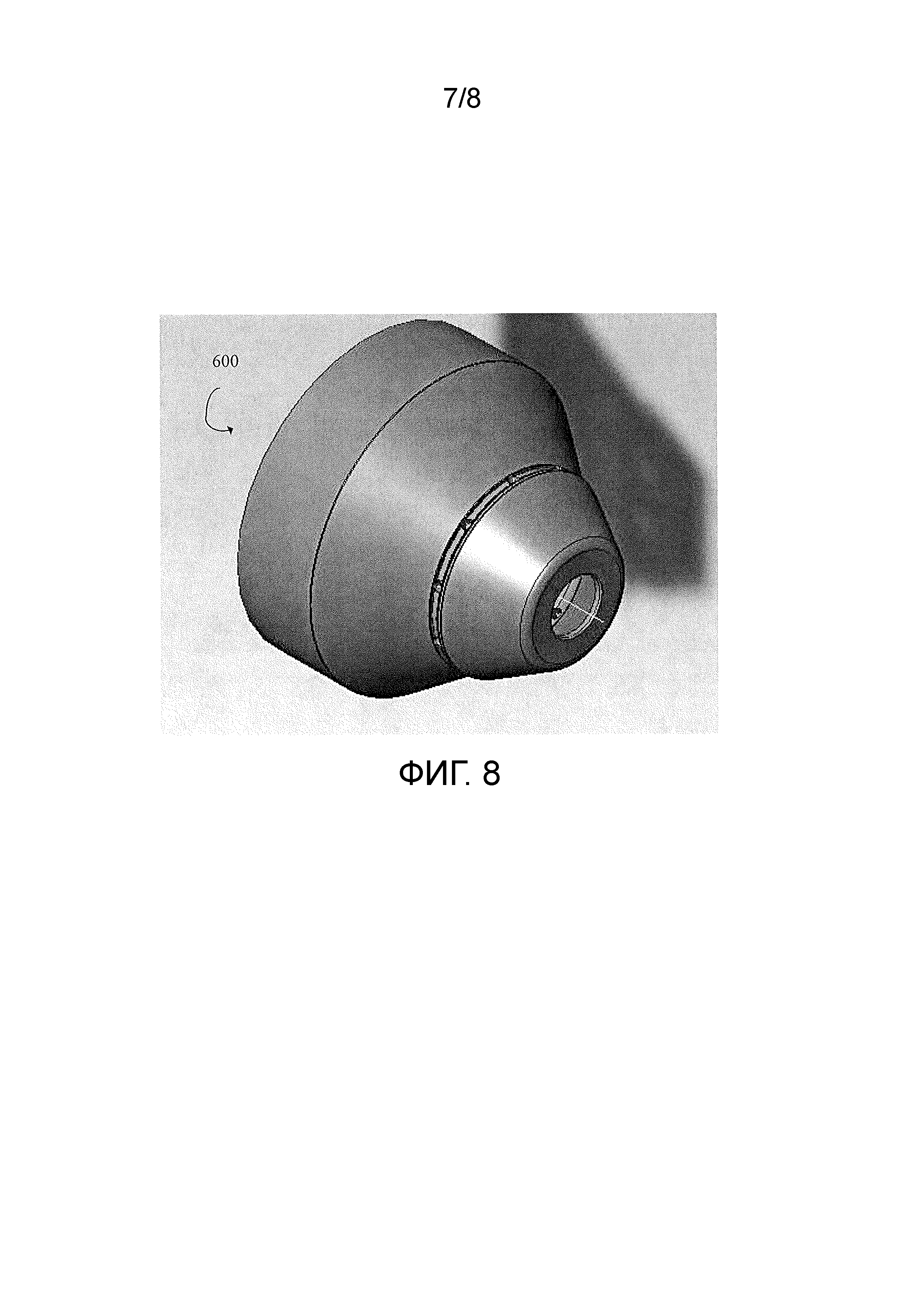
[0042] На фиг.8 показана примерная конструкция диафрагмы, совместимая с головкой (фиг.1) в соответствии с иллюстративным вариантом осуществления настоящего изобретения.
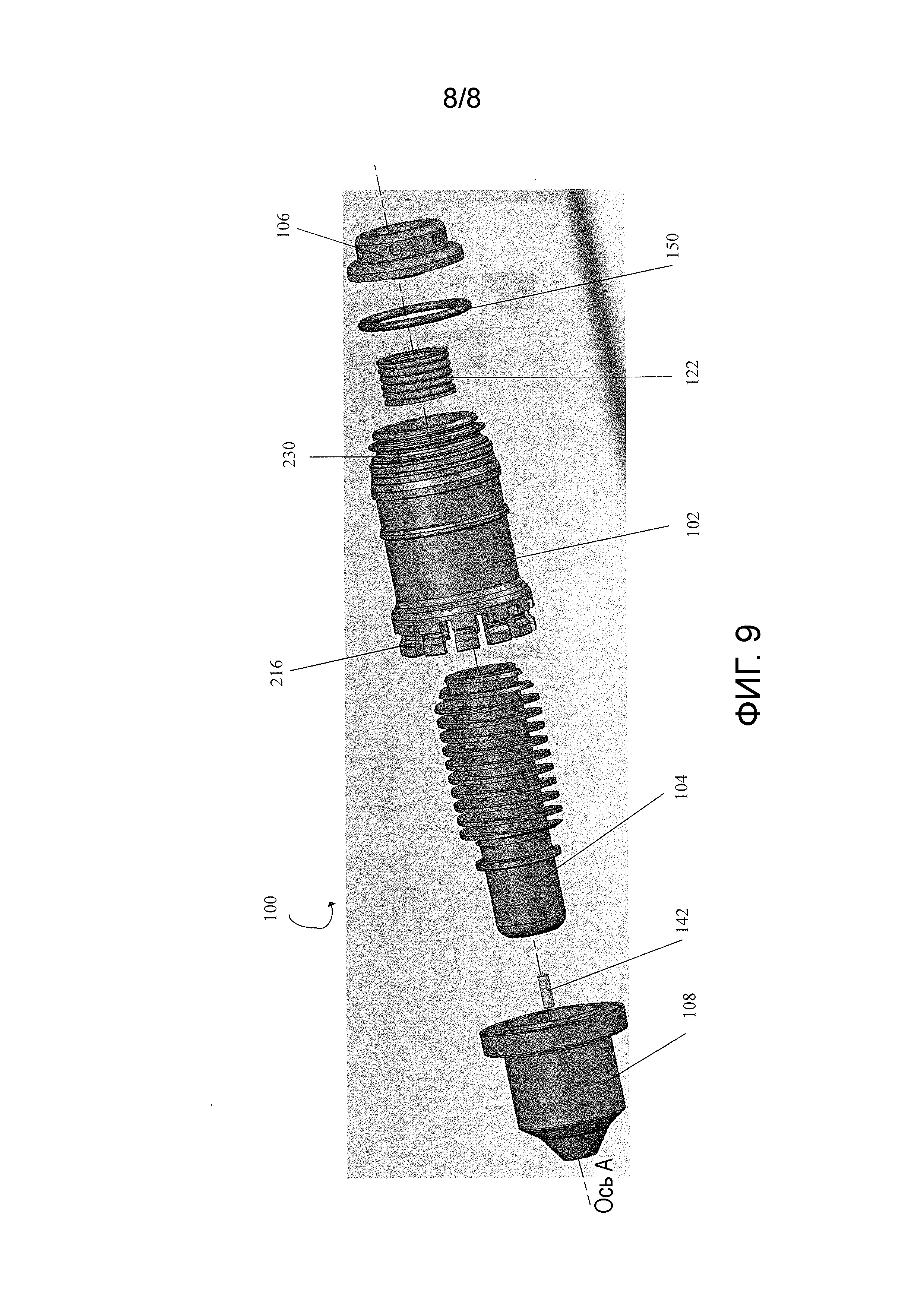
[0043] На фиг. 9 показана головка (фиг.1) в разобранном виде в соответствии с иллюстративным вариантом осуществления настоящего изобретения.
Подробное описание изобретения
[0044] На фиг.1 показан вид в поперечном разрезе примерной головки 100 для плазменно-дуговой горелки в соответствии с иллюстративным вариантом осуществления настоящего изобретения. Как показано на фиг.1, головка 100 включает в себя торцевой колпачок 106, завихритель 102, электрод 104 и сопло 108, которые сориентированы по существу симметрично относительно продольной оси А. Головка 100 может дополнительно включать в себя упругий элемент 122 и/или уплотнительное устройство 150. Головка 100 может использовать механизм пуска при контакте с отдачей для контактного запуска плазменно-дуговой горелки после сборки в горелку. В частности, электрод 104 может быть подпружиненным электродом, что означает, что упругий элемент 122 (например, пружина) может оказывать усилие отрыва на ближний конец 124 электрода 104 для смещения электрода 104 в сторону от торцевого колпачка 106 и в направлении сопла 108.
[0045] На фиг.2 показан вид в изометрии электрода 104 в соответствии с иллюстративным вариантом осуществления настоящего изобретения. Как показано на фиг.2, электрод 104 включает в себя набор спиралевидных ребер 114 для направления потока газа и облегчения охлаждения головки 100. Эмиссионная вставка 142 (то есть излучатель), как показано на фиг.1, может располагаться на дальнем конце 125 электрода 104, таким образом, чтобы была открытой эмиссионная поверхность. Вставка 142 может быть изготовлена из гафния или других материалов, которые обладают подходящими физическими характеристиками, в том числе устойчивостью к коррозии и высокой термоэмиссионной способностью. Горячую штамповку, штамповку ударным выдавливанием или холодное формование можно использовать для первоначального формирования электрода 104 перед чистовой обработкой детали.
[0046] Сопло 108 может находиться на определенном расстоянии от дальнего конца 125 электрода 104 и образовывать, по отношению к электроду 104, плазменную камеру 140. На фиг.3 показан вид в изометрии сопла 108 в соответствии с иллюстративным вариантом осуществления настоящего изобретения. Сопло 108 включает в себя расположенное по центру выходное отверстие 144 для подачи плазменной дуги, такой как струя ионизированного газа, на обрабатываемую деталь (не показана), которую необходимо разрезать.
[0047] В некоторых вариантах осуществления настоящего изобретения завихритель 102 имеет множество радиально расположенных отверстий 136 для прохождения потока газа, выполненных с возможностью придания тангенциальной составляющей скорости потоку газа для плазменно-дуговой горелки, вызывая завихрение потока газа. Это завихрение создает вихревой поток, который сужает дугу и стабилизирует положение дуги на вставке 142. В некоторых вариантах осуществления уплотнительное устройство 150, например, уплотнительное кольцо, может располагаться на внешней поверхности завихрителя 102 на его ближнем конце 112 для зацепления с внутренней поверхности корпуса плазменно-дуговой горелки (не показано) при установке головки 100 в корпус плазменно-дуговой горелки. Уплотнительное устройство 150 выполнено с возможностью обеспечения герметичного уплотнения для текучих сред (например, газов) между головкой 100 и корпусом плазменно-дуговой горелки в этом месте.
[0048] На фиг.4a и 4b показаны виды в изометрии и сбоку завихрителя 102 головки 100 (фиг.1), соответственно, в соответствии с иллюстративным вариантом осуществления настоящего изобретения. Как показано на фиг.4a и 4b, завихритель 102 может быть задан по существу полым продолговатым корпусом 103, имеющим дальний конец 110 и ближний конец 112 вдоль продольной оси А. Дальний конец 110 завихрителя 102 характеризуется как конец, который находится ближе всего к обрабатываемой детали при работе головки 100 внутри плазменно-дуговой горелки, и ближний конец 112 находится напротив дальнего конца 110 вдоль продольной оси А. В некоторых вариантах осуществления настоящего изобретения полый корпус 103 завихрителя 102 имеет такие размеры, чтобы принимать электрод 104 и по существу продолжаться по всей длине электрода 104 вдоль продольной оси А. Таким образом, внутренняя стенка завихрителя 102 позволяет радиально выровнять электрод 104 путем ограничения радиального перемещения электрода 104. Между дальним концом 110 завихрителя 102 и соплом 108 можно сформировать зону 118 сопряжения для соединения двух расходных деталей вместе в виде части головки 100. Другую зону 120 сопряжения можно сформировать между ближним концом 112 завихрителя 102 и торцевым колпачком 106 для соединения двух расходных деталей вместе в виде части головки 100. В общем, зона 118 сопряжения и/или зона 120 сопряжения образуют камеру, в которой постоянно находится электрод 104, выровненный (в продольном и радиальном направлениях) относительно сопла 108 и торцевого колпачка 106.
[0049] В некоторых вариантах осуществления одно или более отверстий 136 для прохождения потока газа завихрителя 102 расположены вокруг дальнего конца 110 его продолговатого корпуса 103, например, по периферии его дальнего конца 110. В некоторых вариантах осуществления сформованы одно или более отверстий 136 для прохождения потока газа. Каждое отверстие 136 для прохождения потока газа может продолжаться от внутренней поверхности до наружной поверхности продолговатого корпуса 103 и быть сориентированным с возможностью придания вихревого движения относительно оси А газу (например, воздуху), протекающему через него. Каждое отверстие 136 для прохождения потока газа может иметь круглую или некруглую (например, прямоугольную, квадратную и/или с прямым углом) геометрическую форму. В некоторых вариантах осуществления настоящего изобретения отверстия 136 для прохождения потока газа имеют по существу одинаковые размеры. В некоторых вариантах осуществления, как показано на фиг.4a и 4b, отверстия 136 для прохождения потока газа по меньшей мере частично заданы выемками 202 на дальнем конце 110 продолговатого корпуса 103 завихрителя 102. Эти выемки 202 для прохождения потока газа образованы множеством выступов 204, расположенных с регулярными или нерегулярными интервалами друг от друга по периферии дальнего конца 110, где каждая выемка 202 находится между парой выступов 204. После надежного прикрепления завихрителя 102 к соплу 108, выемки 202 перекрываются ближним концом сопла 108 для создания связанных отверстий. Следовательно, каждое отверстие 136 для прохождения потока газа может представлять собой отверстие, состоящее из двух частей и совместно образованное соплом 108 и завихрителем 102.
[0050] В некоторых вариантах осуществления для того, чтобы сформировать зону 118 сопряжения между завихрителем 102 и соплом 108, завихритель 102 может включать в себя поверхность 216 для удержания сопла (например, внутреннюю и/или внешнюю поверхность) продолговатого корпуса 103 для надежного закрепления сопла 108 на его дальнем конце 110. В одном примере, как показано на фиг.4a и b, поверхность 216 для удержания сопла может представлять собой элемент, такой как одна или более канавок, расположенных на внешней поверхности продолговатого корпуса 103, например, на выступах 204. Поверхность 216 для удержания сопла позволяет захватить сопло 108 посредством одного из: защелкивания, обжатия или навинчивания для формирования зоны 118 сопряжения. В примере обжатия часть сопла 108 может обжиматься напротив и в канавке 216 для надежного прикрепления сопла 108 к завихрителю 102. В качестве альтернативы, аналогичная поверхность для удержания может располагаться на сопле 108 для удержания на ней завихрителя 102. Другие варианты изготовления и сборки являются доступными и практичными для соединения двух деталей. Например, сопло 108 можно сформовать на завихрителе 102 для формирования зоны 118 сопряжения.
[0051] На фиг.5a и b показаны виды в изометрии и в разрезе другого завихрителя 702, совместимого с головкой 100 (фиг.1), соответственно. Как показано на фиг.5a и b, завихритель 702 является по существу аналогичным завихрителю 102 за исключением того, что поверхность 716 для удержания сопла завихрителя 702 содержит наклонную поверхность под углом конусности относительно продольной оси А. Наклонная поверхность 716 может быть выполнена с возможностью захвата сопла 108 посредством одного из: защелкивания, обжатия или навинчивания для формирования зоны 118 сопряжения (фиг.1).
[0052] В некоторых вариантах осуществления, как показано на фиг.4a и b, чтобы сформировать зону 120 сопряжения между завихрителем 102 и торцевым колпачком 106, завихритель может включать в себя элемент 230 для удержания колпачка, расположенный на поверхности (например, внутренней и/или внешней поверхности) продолговатого корпуса 103 для надежного удержания торцевого колпачка 106 на своем ближнем конце 112. Элемент 230 для удержания колпачка может представлять собой одну или более канавок, которые захватывают торцевой колпачок 106 посредством одного из: защелкивания, обжатия или навинчивания для формирования зоны 120 сопряжения. Например, часть торцевого колпачка 106 можно обжать напротив канавки (канавок) 230 для надежного прикрепления торцевого колпачка 106 к завихрителю 102. В некоторых вариантах осуществления, как показано на фиг.1 и 4b, участок 232 закраины ближнего конца 112 завихрителя 102 вставляется во внутреннюю часть торцевого колпачка 106, после того как две детали соединены вместе. Альтернативно, аналогичный элемент удержания может располагаться около торцевого колпачка 106 для присоединения завихрителя 102. Другие варианты изготовления и сборки являются доступными и практичными для соединения двух деталей. Например, торцевой колпачок 106 можно отлить на завихрителе 102 для формирования зоны 120 сопряжения. Аналогичный элемент 730 удержания колпачка может располагаться на поверхности завихрителя 702, показанного на фиг.5a и b, и по существу обеспечивать ту же самую функцию, как и элемент 230 для удержания колпачка.
[0053] В общем, каждая/каждый из удерживающих поверхностей/элементов 216, 230, показанных на фиг.4a и b, упрощает выравнивание деталей в головке 100, по сравнению с оператором, который должен выполнять выравнивание отдельных деталей без какого-либо конструктивного наведения. В некоторых вариантах осуществления настоящего изобретения блокирование завихрителя 102 в сопле 108 в зоне 118 сопряжения посредством удерживающего элемента 216 выравнивает две детали по отношению друг к другу и дополнительно удерживает электрод 104 в камере, сформированной в результате блокирования завихрителя 102 и сопла 108. Внутренняя стенка завихрителя 102 позволяет выровнять в радиальном направлении электрод 104 таким образом, чтобы относительно маленький промежуток оставался между внутренней стенкой завихрителя 102 и радиальными ребрами 114 электрода 104, тем самым ограничивая радиальное перемещение электрода 104. Таким образом, это обеспечивает радиальную центровку выходного отверстия 144 сопла по отношению к дальнему концу 125 электрода 104 внутри камеры, например в пределах допуска приблизительно 0,013 см. В некоторых вариантах осуществления настоящего изобретения блокирование завихрителя 102 в торцевым колпачке 106 в зоне 120 сопряжения посредством удерживающего элемента 230 выравнивает эти две детали относительно друг друга и дополнительно выравнивает в продольном направлении электрод 104 в камере. Например, после того как завихритель 102 и торцевой колпачок 106 соединены, глубина утопленной центральной части 304 торцевого колпачка 106 позволяет управлять тем, насколько далеко назад электрод 104 может совершать продольное перемещение в направлении ближнего конца 124 относительно сопла 108 при работе в режиме дуги прямого действия (например, когда поток газа используется для смещения электрода 104 в контакте с торцевым колпачком 106), например, в пределах расстояния отдачи 0,05-0,3 см. Блокирование завихрителя 102 в торцевым колпачке 106 в зоне 120 сопряжения посредством удерживающего элемента 230 также закрепляет упругий элемент 122 внутри головки 100 при точном позиционировании упругого элемента 122 по отношению к ближнему концу 124 электрода 104. В дополнение к этому, присоединение сопла 108 к завихрителю 102 помогает ограничить продольное перемещение электрода 104 в пределах расстояния отдачи между дальним концом 125 электрода 104 и выходным отверстием 144 сопла во время работы в режиме дуги прямого действия. Такое удержание продольного перемещения электрода 104 позволяет повысить точность и повторяемость загорания плазменной дуги в различных режимах работы горелки. Аналогичным образом, каждая/ый из поверхностей/элементов 716, 730 удержания (фиг.5a и b) упрощает выравнивание деталей в головке 100 при сборке завихрителя 702 в головке 100.
[0054] В некоторых вариантах осуществления отверстия 136 для прохождения потока газа завихрителя 102 имеют подходящие форму и размеры для повышения завихрения потока газа, который проходит через них. На фиг.6 показан вид в разрезе завихрителя 102 головки 100 (фиг.1) с электродом 104, выровненным в радиальном направлении внутри завихрителя 102, и показано примерное отверстие 136 для прохождения потока газа.
[0055] Как показано на фиг.6, завихритель 102 и электрод 104 имеют общий центр 602. Ширина W обозначает изогнутую осевую ширину каждого отверстия 136 для прохождения потока газа (показано только одно отверстие для прохождения потока газа). Длина R обозначает среднее расстояние (радиус) между центром электрода 104 и радиусом кольцевого пространства между внешней частью корпуса электрода и внутренней стенкой завихрителя 102, если измерять от общего центра 602. В некоторых вариантах отношение W/R меньше приблизительно 0,5. Это значение позволяет потоку газа поступать в отверстие 136 для прохождения потока газа, который падает отчасти перпендикулярно на поверхность электрода 104, увеличивая за счет этого турбулентность газа и повышая охлаждение электрода. Для сравнения, традиционная конструкция отверстия для прохождения потока газа имеет отношение W/R, равное приблизительно 1,0, что приводит к тому, что газ падает, по большей части, тангенциально относительно поверхности электрода 104. По существу перпендикулярное падение (в отличие от тангенциального падения) вырабатывает в большей степени распределение потока, более равномерное завихрение потока газа и лучшее охлаждение электрода 104. В некоторых вариантах осуществления срок службы электрода 104 увеличен на 25%, когда отношение W/R меньше приблизительно 0,5. Это расчетное соотношение применимо к отверстиям 136 для прохождения потока газа, реализованного выемками 202, сформованными на дальнем конце 110 завихрителя 102 или закрытыми отверстиями (не показаны), сформированными, сформованными или просверленными на дальнем конце 110.
[0056] В некоторых вариантах осуществления только один ряд отверстий 136 для прохождения потока газа расположен вокруг дальнего конца 110 завихрителя 102. Например, один ряд из двенадцати отверстий 136 для прохождения потока газа может быть расположен симметрично относительно завихрителя 102. Для сравнения, традиционные конструкции завихрителей имеют два или более рядов (наборов) отверстий для прохождения потока газа, при этом некоторые традиционные завихрители имеют восемнадцать отверстий в ряд. Из-за уменьшенного количества отверстий 136 для прохождения потока газа в данной конструкции ширина W отдельных отверстий 136 для прохождения потока газа увеличена с целью выработки одинакового усилия для завихрения газа и поддержания одинаковой общей площади поперечного сечения отверстий 136 для прохождения потока газа, которые объединены по сравнению с традиционными конструкциями. В дополнение к этому, для каждого отверстия 136 для прохождения потока газа смещение O между отверстием 604 во внутренней стенке завихрителя 102 и отверстием 606 на наружной стенке завихрителя 102 уменьшается (например, до значения, которое меньше или приблизительно равно 0,1 см), тогда как такое смещение, связанное с отверстием для прохождения потока газа традиционной конструкции завихрителя, имеет более высокое значение (например, приблизительно 0,3 см). В общем, уменьшение количества отверстий 136 для прохождения потока газа в сочетании с расположением отверстий 136 в один ряд сокращает общее время производственного цикла, снижает материальные затраты и повышает совместимость с методом инжекционного формования для изготовления завихрителя 102. Конструкция отверстия для прохождения потока газа, описанная по отношению к завихрителю 102, может быть также применена к завихрителю 702, показанному на фиг.5a и b.
[0057] В некоторых вариантах осуществления настоящего изобретения завихритель 102 или 702 изготавливается посредством инжекционного формования одного или более термопластичных материалов при высокой температуре, которые содержат полимер, образованный из молекул эфира и кетона (например, простые эфиры на основе кетона), такие как полиэфирэфиркетон (PEEK), полиарилэфиркетон (PAKE), полиэфиркетонкетон (РЕКК), полиэфиркетонэфиркетон-кетон (PEKEKK) и их варианты. Типичные термопластичные материалы включают также полиамид-имид (PAI), полиэфиримид (PEI) и/или политетрафторэтилен (PTFE). В некоторых вариантах осуществления свойства, связанные с термопластичными материалами, подходящими для настоящего изобретения, имеют температуру стеклования (Tg) более чем приблизительно 320o по Фаренгейту (F), коэффициент линейного теплового расширения (CLTE) менее чем приблизительно 22 микродюймов/дюйм-градус по Фаренгейту (micro.in/in.F)) ниже Tg, CLTE менее чем приблизительно 55 микродюймов/дюйм-градус по Фаренгейту (micro.in/in.F) выше Tg, температуру плавления выше чем приблизительно 720o по Фаренгейту (F) и/или диэлектрическую прочность более чем приблизительно 480 кВ/дюйм. Использование термопластических материалов для изготовления завихрителей снижает стоимость головки по сравнению с соединениями, например, на основе Vespel™, торлона (Torlon), целазола (Сelazole), или фенолоальдегидной смолы или другими термореактивными пластиками, которые представляют собой материалы, используемые в настоящее время для изготовления завихрителей, но являются относительно дорогостоящими для получения и затруднительными для использования. Однако известно, что термопластические материалы имеют рабочие температуры, которые ниже, чем у термореактивных Vespel™, что может потенциально влиять на целостность завихрителей и, в общем, срок службы электродов. Для того, чтобы решить проблемы, связанные с работой при высокой температуре, завихритель 102 или 702 можно изготовить из термопластичных смол, имеющих одну или более усиливающих добавок для обеспечения желательной термостойкости и/или теплопроводности, тем самым обеспечивая эффективное использование термопластичного(ых) материала(ов) в головках и/или завихрителях. Примерные усиливающие добавки включают в себя стеклянные волокна, минералы, нитрид бора (BN), кубический BN и/или частицы Vespel™. В качестве примера, материал полиамид/полиэфирэфиркетон (PI/PEEK), тугоплавкий материал, который может включать в себя приблизительно 50% повторно используемых частиц Vespel™, можно использовать для изготовления завихрителя 102 или 702. В дополнение к этому, завихритель 102 или 702 позиционируется в таком месте в головке 100, которое позволяет избежать воздействия самых высоких рабочих температур во время работы горелки. Таким образом, на практике использование термопластичного материала для изготовления завихрителя 102 вряд ли повлияет на целостность завихрителя 102 или 702. Кроме того, когда электрод 104 испытывает событие окончания срока службы, которое представляет собой также конец срока службы головки 100, пластиковый материал плавится, что не влияет на операции резки в течение срока службы расходных материалов. Для сравнения, известные завихрители, изготовленные на основе термореактивных материалов, которые периодически используются повторно с различным набором электродов и сопел, обычно имеют срок службы в 20-30 раз больше, чем электроды и сопла. Эти сроки эксплуатации накладывают требования и позволяют сформировать потребности на завихрители, что может привести к избыточности проектирования, а также к несовместимым характеристикам, так как завихрители могут термически деформироваться (например, расширяться и/или сокращаться) на всем протяжении своего срока службы, обеспечивая различные посадки, сопряжения и характеристики, основанные на положении относительно срока эксплуатации.
[0058] В некоторых вариантах осуществления продолговатый корпус 103 завихрителя 102 формуется с использованием технологии инжекционного формования (например, инжекционного формования изделий из термопластичных материалов). В некоторых вариантах осуществления, если отверстия 136 для прохождения потока газа включают в себя выемки 202, заданные дальним концом 110 завихрителя 102, выемки 202 могут быть сформированы в одно и то же время, как и продолговатый корпус 103 посредством одного и того же процесса инжекционного формования изделий из термопластических материалов. В общем, выемки 202 для прохождения потока газа, в отличие от просверленных отверстий в соответствии с традиционными конструкциями для создания проходных отверстий для прохождения потока газа, являются более совместимыми с технологией инжекционного формования для формирования завихрителя 102. Таким образом, формование выемок 202 для прохождения потока газа в корпусе 103 завихрителя исключает дополнительный этап сверления отверстий в корпусе 103. Использование выемок 202 для прохождения потока газа вместо просверленных отверстий в конструкции завихрителя также уменьшает стоимость материала и стоимость, связанную с продолжительным временем обработки при операциях сверления. Элемент 216 для удержания сопла и/или элемент 230 для удержания колпачка можно также сформировать в одно и то же время, как и продолговатый корпус 103, посредством одного и того же процесса инжекционного формования изделий из термопластичных материалов. Поэтому большую часть, если не все, завихрители 102 можно изготовить, используя высокоэффективный единственный процесс инжекционного формования изделий из термопластичных материалов. В общем, процесс инжекционного формования изделий из термопластичных материалов для формирования завихрителя 102 обеспечивает более быстрый и дешевый подход к изготовлению по сравнению с традиционными процессами. Процессы и материалы для изготовления завихрителя 102, показанного на фиг.4a и b, можно также использовать для изготовления завихрителя 702, показанного на фиг.5a и b.
[0059] На фиг. 7a и b показаны виды в изометрии и в разрезе торцевого колпачка 106 головки 100 (фиг.1), соответственно, в соответствии с иллюстративным вариантом осуществления настоящего изобретения. Торцевой колпачок 106 обеспечивает по меньшей мере одну из следующих функций: (1) надежное зацепление завихрителя 102 или 702 на своем ближнем конце 112 для формирования зоны 120 сопряжения, тем самым выравнивая электрод 104; (2) обеспечение держателя для упругого элемента 122; и (3) пропускание электрического тока к электроду 104 в конфигурации пуска прикасания с отдачей. Как показано на фиг. 7a и b, торцевой колпачок 106 имеет по существу полый корпус 300, ограничивающее ближний конец 320 и дальний конец 322. Полый корпус 300 включает в себя круговой канальный участок 302 и утопленную центральную часть 304, продолжающуюся в сторону от ближнего конца 320 торцевого колпачка 106. В некоторых вариантах осуществления настоящего изобретения корпус 300 торцевого колпачка 306 имеет по существу одинаковую толщину, тем самым способствуя эффективному и равномерному прохождению тока и способствуя установлению точного выравнивания расходных деталей. Одинаковая толщина торцевого колпачка 106, в сочетании с технологией изготовления штампа, также упрощает изготовление и минимизирует время производственного цикла, вес расходуемых материалов и расход материалов.
[0060] В некоторых вариантах осуществления внутренняя поверхность 308 кругового канального участка 302 на ближнем конце 320 ограничивает поверхность смещения для обеспечения физического контакта и электрической связи с упругим элементом 122. Упругий элемент 122 может смещаться к ближнему концу 124 электрода 104 для того, чтобы перемещать электрод 104 в сторону от торцевого колпачка 106. То есть, если упругий элемент 122 находится между и обеспечивает физический контакт с поверхностью 308 смещения торцевого колпачка 106 и ближним концом 124 электрода 104, поэтому упругий элемент 122 передает усилие отрыва между электродом 104 и поверхностью 308 смещения.
[0061] В некоторых вариантах осуществления внутренняя поверхность 310 утопленной центральной части 304 торцевого колпачка 106 на дальнем конце 322 определяет контактную поверхность, которая выполнена с возможностью обеспечения физического контакта и электрической связи с соответствующей контактной поверхностью 128 электрода 104 на своем ближнем конце 124. В режиме дуги прямого действия контактная поверхность 310 торцевого колпачка 106 находится в состоянии соприкосновения с соответствующей контактной поверхностью 128 электрода 104. Однако во время загорания вспомогательной дуги в режиме вспомогательной дуги контактная поверхность 310 располагается с промежутком с соответствующей контактной поверхностью 128, которая определяется отсутствием контакта между двумя поверхностями.
[0062] Упругий элемент 122, как правило, удерживается внутри головки 100 между торцевым колпачком 106 и электродом 104. В некоторых вариантах осуществления упругий элемент 122 прикреплен либо к торцевыму колпачку 106, либо к электроду 104. В других вариантах осуществления упругий элемент 122 прикреплен как к электроду 104, так и к торцевыму колпачку 106. Например, упругий элемент 122 можно прикрепить с помощью сварки, пайки, приклеивания, прикрепления, посадки с диаметральным натягом или другого типа фрикционной посадки на торцевым колпачке 106 и/или электроде 104. В некоторых вариантах осуществления по существу полый корпус 300 торцевого колпачка 106 выполнено с возможностью размещения упругого элемента 122 между его поверхностью 308 смещения и ближним концом 124 электрода 104. Например, круговой канальный участок 302 торцевого колпачка 106 может функционировать в качестве держателя упругого элемента 122. В частности, упругий элемент 122 может удерживаться на месте поверхностью 308 смещения, внутренней поверхностью 312 с внутренней стороны и внутренней поверхностью 314 с наружной стороны кругового канального участка 302, где диаметр внутренней поверхности 312 с внутренней стороны по отношению к продольной оси A немного меньше, чем внутренний диаметр упругого элемента 122, и диаметр внутренней поверхности 314 с наружной стороны по отношению к продольной оси A немного больше, чем наружный диаметр упругого элемента 122.
[0063] В некоторых вариантах осуществления радиальное перемещение упругого элемента 122 дополнительно задано ближним концом 112 завихрителя 102 или 702 после прикрепления завихрителя 102 или 702 к торцевыму колпачку 106. Как показано на фиг.1, после присоединения торцевого колпачка 106 к завихрителю 102 (например, путем обжатия в канавке 230 для зацепления колпачка), участок 232 закраины завихрителя 102 может продолжаться во внутреннюю часть кругового канального участка 302 торцевого колпачка 106. Поэтому участок 232 закраины может дополнительно удерживать и направлять позиционирование упругого элемента 122 внутри торцевого колпачка 106.
[0064] В некоторых вариантах осуществления торцевой колпачок 106 выполнен с возможностью электрического соединения с источником питания (не показан) при установке головки 100 внутри горелки. Это обеспечивает протекание тока из источника питания в электрод 104 через упругий элемент 122 и/или контактную поверхность 310 в зависимости от режима работы горелки. В некоторых вариантах осуществления по меньшей мере одно вентиляционное отверстие 316 (или отверстие для выхода газа) расположено на торцевым колпачке 106, продолжающемся от внутренней поверхности к внешней поверхности корпуса 300 для охлаждения головки 100. Например, вентиляционное отверстие 316 может располагаться на круговом канальном участке 302. В качестве альтернативы, вентиляционное отверстие (вентиляционное отверстия) 316 отсутствует в торцевым колпачке 106.
[0065] В одном примерном режиме работы во время загорания вспомогательной дуги блок питания обеспечивает подачу тока вспомогательной дуги в торцевой колпачок 106, и ток вспомогательный дуги подается в электрод 104 через упругий элемент 122, который смещает электрод 104 к соплу 108. Так как упругий элемент 122 побуждает электрод 104 входить в соприкосновение с соплом 108, отсутствуют физический контакт и электрическая связь между контактной поверхностью 310 торцевого колпачка 106 и соответствующей контактной поверхностью 128 электрода 104. Упругий элемент 122 можно выполнить с возможностью пропускания по существу всего тока вспомогательной дуги из торцевого колпачка 106 к электроду 104.
[0066] Во время загорания вспомогательной дуги газ подается в плазменную камеру 140 между электродом 104 и соплом 108. Давление газа внутри плазменной камеры 140 может повышаться до тех пор, пока давление не станет достаточным для преодоления усилия отрыва, создаваемого упругим элементом 122. На этом этапе давление газа перемещает электрод 104 в направлении торцевого колпачка 106 и в сторону от сопла 108 вдоль продольной оси A (при сжатии упругого элемента 122) до тех пор, пока соответствующая контактная поверхность 128 электрода 104 не войдет в физический контакт с контактной поверхностью 310 торцевого колпачка 106. Так как электрод 104 перемещается в сторону от сопла 108 под действием давления газа, дуга вырабатывается или загорается в плазменной камере 140 с образованием плазменной дуги или струи, которая может переноситься на обрабатываемую деталь (не показана).
[0067] В режиме дуги прямого действия, соответствующая контактная поверхность 128 электрода 104 входит по существу в планарный физический контакт с контактной поверхностью 310 торцевого колпачка 106 для установления электрической связи (например, электрический ток проходит между торцевым колпачком 106 и электродом 104 в зоне сопряжения контактной поверхности 310 и соответствующей поверхности 128). Когда контактная поверхность 310 торцевого колпачка 106 соприкасается с соответствующей поверхностью 128 электрода 104, путь тока устанавливается таким образом, чтобы по меньшей мере часть тока проходила непосредственно между двумя деталями. Когда дуга переносится на обрабатываемую деталь, ток резки подается в горелку (например, при работе в режиме дуги прямого действия). Ток резки может проходить от торцевого колпачка 106 к электроду 104 во время работы в режиме дуги прямого действия через (1) упругий элемент 122 и/или (2) зону сопряжения между контактными поверхностями 310, 128. В некоторых вариантах осуществления путь тока непосредственно между торцевым колпачком 106 и электродом 104 имеет более низкое сопротивление и/или более высокую электропроводность, чем путь тока от торцевого колпачка 106 через упругий элемент 122 до электрода 104. Следовательно, по существу весь электрический ток для поддержания плазменной дуги (в режиме дуги прямого действия) может проходить непосредственно между контактными поверхностями 128, 310.
[0068] В некоторых вариантах осуществления упругий элемент 122 выполнен из материала, который облегчает как протекание электрического тока, так и рассеивание тепловой энергии, связанной с прохождением тока, тем самым предотвращая расплавление упругого элемента 122. Например, материал упругого элемента 122 можно выбрать на основании номинального тока материала. В некоторых вариантах осуществления упругий элемент 122 содержит спиральную пружину сжатия, проволоку или металлическую полоску. Например, различные типы конфигураций упругого элемента 122 описаны в патенте США с серийным номером 13/344,860, присвоенного Hypertherm, Inc., г. Ганновер, штат Нью-Гемпшир (U.S. Serial No. 13/344,860, assigned to Hypertherm, Inc., of Hanover, New Hampshire), содержание которого включено сюда во всей своей полноте путем ссылки.
[0069] В некоторых вариантах осуществления торцевой колпачок 106 изготовлен из электропроводящего материала, такого как медь, медный сплав, латунь или других материалов, пригодных для пропускания тока как во время работы в режиме вспомогательной дуги, так и во время работы в режиме дуги прямого действия. Торцевой колпачок 106 можно выполнить, используя метод штамповки, из материала заготовки.
[0070] В другом аспекте головка 100 может дополнительно включать в себя экран. На фиг.8 показан примерный экран 600, совместимый с головкой 100 (фиг.1), в соответствии с иллюстративным вариантом осуществления настоящего изобретения. Экран 600 можно выполнить из проводящего материала, такого как медь или серебро. Экран 600 можно прикрепить к соплу 108 посредством одного из: обжатия, навинчивания и защелкивания. В некоторых вариантах осуществления проходное отверстие для потока (не показано) расположено в сопле 108 для обеспечения протекания газа (например, торцевого газа) через/с помощью сопла 108 на экран 600.
[0071] На фиг.9 показана в разобранном виде головка 100 (фиг.1) в соответствии с иллюстративным вариантом осуществления настоящего изобретения. На фиг.9 изображены сопло 108, электрод 104, завихритель 102, упругий элемент 122, уплотнительное устройство 150 и торцевой колпачок 106 в разобранном состоянии перед сборкой головки 100. В некоторых вариантах осуществления вставка 142 также является частью головки 100. В процессе сборки электрод 104 помещается в камеру, образованную путем присоединения сопла 108 к дальнему концу 110 завихрителя 102. Сопло 108 можно надежно прикрепить к внешней стенке завихрителя 102 посредством удерживающего элемента 216 (например, канавки, расположенной на завихрителе 102, напротив которой обжимается сопло 108, или, резьбы, на которую навинчивается сопло 108). Это межсоединение закрепляет электрод 104 внутри головки 100, в то время как внутренняя стенка завихрителя выравнивает по оси электрод 104 относительно продольной оси А по отношению к соплу 108, поэтому электрод 104 ограничен в своем осевом перемещении. Упругий элемент 122 вставляется в завихритель 102 со стороны своего ближнего конца 112 до тех пор, пока он не войдет в контакт с ближним концом 124 электрода 104, расположенного внутри завихрителя 102. Затем торцевой колпачок 106 надежно прикрепляется к ближнему концу 112 завихрителя 102, при этом по существу ограничивая упругий элемент 122 в круговом канальном участке 304 торцевого колпачка 106 и выравнивая по оси упругий элемент относительно торцевого колпачка 106. Торцевой колпачок 106 можно присоединить к завихрителю 102 посредством удерживающего элемента 230 (например, канавки, расположенной на завихрителе 102, напротив которой обжимается торцевой колпачок 106, или резьбы, на которую навинчивается торцевой колпачок 106). Это межсоединение позволяет поверхности 308 смещения торцевого колпачка 106 смещать упругий элемент 122 к ближнему концу электрода 104, тем самым заставляя его входить в положение соприкосновения с соплом 108. Это межсоединение также выравнивает в продольном направлении электрод 104 по отношению к торцевыму колпачку 106 таким образом, чтобы при работе в режиме дуги прямого действия электрод 104 мог только отойти назад от сопла 108 достаточно далеко до тех пор, пока он не войдет в соприкосновение с контактной поверхностью 310 вогнутого участка 304 торцевого колпачка 106. Кроме того, уплотнительное устройство 150 можно расположить вокруг наружной поверхности ближнего конца 112 завихрителя 102 перед или после прикрепления торцевого колпачка 106 к завихрителю 102. В некоторых вариантах осуществления завихритель 702, показанный на фиг.5a и b, используется в головке 100 вместо завихрителя 102.
[0072] В некоторых вариантах осуществления предусмотрен способ сборки головки 100 (фиг.1). Сначала термопластичный материал формуют для формирования завихрителя 102 или 702. Во время одного и того же процесса формования можно создать различные элементы завихрителя 102 или 702, например, отверстия 136 для прохождения потока газа и/или поверхность 216 для удержания сопла, сформованную на дальнем конце 110 завихрителя 102. Аналогичные элементы можно сформовать на завихрителе 702. В процессе сборки электрод 104 может быть расположен внутри полого корпуса завихрителя 102 или 702. Электрод 104 позволяет выровнять внутреннюю стенку завихрителя 102 или 702 в радиальном направлении. Электрод может удерживаться внутри завихрителя 102 или 702 за счет неподвижного крепления сопла 108 к дальнему концу 110 завихрителя 102 или 702 посредством поверхности 216 или 716 для удержания сопла, соответственно. Например, неподвижное крепление можно достичь посредством одного из: обжатия, навинчивания или защелкивания по отношению к поверхности 216 или 716 для удержания сопла. После прикрепления сопла 108 к завихрителю 102 или 702, обеспечивается радиальное центрирование выходного отверстия 144 сопла по отношению к дальнему концу 125 электрода 104. Электрод 104 можно выровнять в продольном направлении относительно сопла 108 за счет неподвижного крепления торцевого колпачка 106 к ближнему концу 112 завихрителя 102 или 702 посредством элемента 230 или 730 для удержания колпачка, соответственно, тем самым обеспечивая продольное выравнивание во время работы в режиме дуги прямого действия головки 100, когда поток газа используется для смещения электрода 104, находящегося в контакте с торцевым колпачком 106. В частности, при работе в режиме дуги прямого действия, продольное выравнивание включает в себя ограничение продольного перемещения электрода 104 в пределах расстояния отдачи, заданного дальним концом 125 электрода 104 и выходным отверстием 144 сопла 108. В некоторых вариантах осуществления упругий элемент 122 вставляется в торцевой колпачок 106 и помещается в круговой канальный участок 302 торцевого колпачка 106 перед прикреплением торцевого колпачка к завихрителю 102 или 702. В некоторых вариантах осуществления уплотнительное устройство 150, например, в виде кольцевого уплотнения, может быть расположено на внешней поверхности завихрителя 102 или 702 на своем ближнем конце 112 для зацепления внутренней поверхности корпуса плазменно-дуговой горелки (не показано) при установке головки 100 в корпусе плазменно-дуговой горелки.
[0073] Результаты тестирования показали, что конструкция головки 100 (фиг.1), работающей при токе 105 А, может иметь такую же или более высокую производительность, чем отдельные расходные детали (например, сопло, электрод и завихритель), собранные в плазменно-дуговой горелки PMX 105 Amp (которая работает при токе 105 А), и сниженные производственные затраты. В таблице 1 представлено сравнение производительности и стоимости между головкой 100 и отдельными расходными деталями для плазменно-дуговой горелки PMX 105 Amp.
|
Стоимость головки 100, которая представляет собой совместную стоимость завихрителя, электрода и сопла (то есть без торцевого колпачка) ниже, чем общая стоимость отдельных расходных деталей в горелке PMX 105 Amp, которая включает в себя стоимость только сопла и электрода (то есть, когда завихритель даже и не рассматривается). С точки зрения производительности, горелка, имеющая головку 100, установленную в нее, имеет сравнимую максимальную скорость резки по сравнению с горелкой PMX 105 Amp, которая содержит отдельные расходные детали. Производительность горелки, содержащей головку 100, также выше с точки зрения срока службы анода.
[0074] В дополнение к преимуществам, описанным выше, существует много других преимуществ, связанных с использованием головки 100 в плазменно-дуговой горелке. Прежде всего, такая конструкция способствует легкости использования за счет возможности быстрого изменения, короткого времени установки и простоты расходуемого выбора для конечного пользователя. Она также обеспечивает стабильные характеристики резки, так как набор расходных деталей заменяется сразу при замене головки, где головка обеспечивает простое выравнивание деталей, тем самым повышая точность и повторяемость работы горелки. Для сравнения в рабочие характеристики вносятся изменения при отдельной замене деталей в различные моменты времени. Например, существует большая вероятность в том случае, когда оператор должен выравнивать и ориентировать отдельные компоненты горелки по отношению друг к другу. В другом примере, продолжительное повторное использование одной и той же детали (например, завихрителя) может привести к изменению размеров после каждого гашения, тем самым изменяя качество работы даже в том случае, если все другие детали регулярно заменяются. В дополнение к этому, так как стоимость изготовления и/или установки головки ниже, чем общая стоимость набора расходных деталей, затраты при замене головки будут ниже, чем затраты при замене набора расходных деталей. Кроме того, можно спроектировать различные головки для оптимизации работы горелки по отношению к различным приложениям, таким как маркировка, резка, поддержание продолжительного срока службы и т.д.
[0075] В некоторых вариантах осуществления головка 100 является головкой одноразового использования, что означает, что разборка и замена отдельных деталей при окончании срока службы головки является непрактичным или экономически неэффективным. Вся головка 100 снимается и/или удаляется (например, перерабатывается), без замены отдельных конкретных деталей. Если головка 100 перерабатывается, в дополнение к извлечению меди, преимущество формирования завихрителя 102 из термопластичного материала состоит в том, что материал можно периодически повторно нагревать, придавать новую форму и охлаждать, тем самым облегчая его переработку. Для сравнения, Vespel™ и другие термореактивные материалы не имеют этих характеристик, которые обеспечивают возможность переработки для вторичного использования.
[0076] Следует понимать, что различные аспекты и варианты осуществления настоящего изобретения могут быть объединены различными способами. Основываясь на идеях данного описания, специалисты в данной области могут легко определить, как объединить эти различные варианты осуществления. После прочтения описания специалисты в данной области техники могут также осуществить модификации.
Композиционные расходуемые детали горелки для сварки плазменной дугой
Резьбовое соединение для системы горелки
Оптимизация и управление обработкой материала, с использованием горелки для термообработки
Системы, способы и устройства для передачи информации в системы термообработки
Устройства для плазменных дуговых горелок с газовым охлаждением и относящиеся к ним системы и способы
Система для плазменно-дуговой резки, включающая закрепляющие колпачки и другие расходные компоненты, и соответствующие способы работы
Способ и устройство повышения эксплуатационного ресурса плазменно-дуговой горелки
Система для плазменно-дуговой резки, включающая сопла и другие расходные компоненты, и соответствующие способы работы
Усовершенствованная система для плазменно-дуговой резки, расходные компоненты и способы работы
Ситема для плазменно-дуговой резки, включающая трубки для охладителя и другие расходные компоненты, и соответствующие способы работы
Устройства для плазменных дуговых горелок с газовым охлаждением и относящиеся к ним системы и способы
Рентабельный картридж для плазменно-дуговой горелки

