Результат интеллектуальной деятельности: ПОВТОРЯЮЩЕЕ КОНТУР ЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ДЕТАЛЕЙ КОМПРЕССОРА ГАЗОВЫХ ТУРБИН
Вид РИД
Изобретение
Настоящее изобретение относится к системе многослойного покрытия для коррозионно нагруженной подложки.
Детали газовых турбин подвержены воздействию коррозионно-агрессивной среды. Для защиты этих деталей от коррозии наносятся покрытия. Так, для деталей компрессора газовых турбин, особенно стационарных газовых турбин, применяется содержащий алюминиевые частицы высокотемпературный лак. Однако покрытия этого типа имеют низкую интегральную твердость (примерно 50 HV). Вследствие этого также является относительно низкой устойчивость к эрозии (например, к эрозии потоком твердых частиц или к гидроударной эрозии потоком капель). Незначительная интегральная твердость прежде всего объясняется мягкостью алюминиевых частиц в покрытии. Вследствие низкой стойкости к эрозии детали нужно обследовать на наличие эрозии через определенные промежутки времени, в случае необходимости удалять покрытие, проводить испытание и вновь наносить такое же покрытие. Этот порядок действий занимает много времени и является трудоемким. Поэтому поставлена задача улучшить стойкость деталей газовых турбин к эрозии.
Эта задача решается посредством системы покрытия с признаками по пункту 1 формулы изобретения. Дополнительные предпочтительные варианты осуществления изобретения следуют из дополнительных и зависимых пунктов формулы изобретения, фигур и примеров выполнения.
Первый аспект изобретения относится к системе покрытия для коррозионно нагруженной подложки с поверхностью, включающей по меньшей мере первый, второй и третий слои, в которой
- размещенный между поверхностью подложки и вторым слоем первый слой выполнен как усиливающий сцепление слой,
- второй слой представляет собой пластичный металлический слой со столбчатой структурой, и
- размещенный на обращенной от подложки стороне второго слоя третий слой представляет собой керамический оксидный слой с твердостью по меньшей мере 20 ГПа.
Система покрытия по изобретению выгодна тем, что по сравнению с традиционными покрытиями она меньше нуждается в техническом обслуживании, и поэтому могут выбираться более длительные интервалы времени для обслуживания и ремонта. Благодаря этому система является экономически более эффективной, так как нужно затрачивать меньшие средства и меньше времени на ее обслуживание. Наряду с повышенной стойкостью к эрозии, покрытие по изобретению имеет по меньшей мере сходные характеристики стойкости к вибрационному (усталостному) коррозионному растрескиванию, как у содержащего алюминиевые частицы высокотемпературного лака.
Величины твердости в единицах ГПа относятся к давлению, до которого покрытие может сопротивляться внедрению предмета.
Формирование первого слоя в качестве усиливающего сцепление слоя преследует цель усиления сцепления между основным материалом и вторым слоем системы покрытия. Первый слой системы покрытия предпочтительно содержит хром или нитрид хрома.
Второй слой предпочтительно обеспечивает катодную защиту подложки, исполняя функцию анодного протектора. Пластичность второго слоя предпочтительно служит для восприятия удлинений при вибрационной нагрузке без образования трещин в слое. Столбчатая структура второго слоя благоприятным образом служит для компенсирования внутренних напряжений, которые обусловливаются третьим слоем. Столбчатая структура второго слоя предпочтительно состоит из алюминийсодержащего сплава, например, сплава, включающего алюминий и хром.
Третий слой системы покрытия по изобретению предпочтительно содержит оксид алюминия, и/или оксид хрома, и/или оксид алюминия-хрома в структуре твердого раствора. Он также может полностью состоять из этих оксидов. Благодаря оксидам третий слой является устойчивым к окислению, так как он уже состоит из по меньшей мере одного оксида и поэтому может быть использован при высоких температурах. Третий слой имеет очень плотную структуру. Третий слой, помимо всего прочего, действует как коррозионная защита второго слоя. Кроме того, третий слой вследствие своей керамической природы проявляет изолирующее действие, благодаря чему выгодным образом предотвращаются гальванические эффекты. Кроме того, третий слой является значительно более твердым, чем основной материал, и поэтому действует для нижележащих слоев и основного материала как защита от эрозии, в особенности против гидроударной эрозии потоком капель и эрозии потоком твердых частиц. Твердость третьего слоя предпочтительно составляет примерно 25 ГПа.
Подложка, на которую нанесены эти три слоя, предпочтительно представляет собой составную часть детали компрессора газовой турбины. Особенно предпочтительно, чтобы подложка была составной частью детали компрессора стационарной газовой турбины. Деталь компрессора может быть, например, лопаткой компрессора.
Второй аспект изобретения относится к детали компрессора газовой турбины с системой покрытия по изобретению. Другими словами, соответствующая изобретению деталь компрессора газовой турбины включает систему покрытия для коррозионно нагруженной подложки с поверхностью, включающей по меньшей мере первый, второй и третий слои, в которой размещенный между поверхностью подложки и вторым слоем первый слой выполнен как усиливающий сцепление слой, второй слой представляет собой пластичный металлический слой со столбчатой структурой, а размещенный на обращенной от подложки стороне второго слоя третий слой представляет собой керамический оксидный слой с твердостью по меньшей мере 20 ГПа. При этом газовая турбина предпочтительно представляет собой стационарную газовую турбину.
Третий аспект изобретения относится к способу изготовления системы покрытия для коррозионно нагруженной подложки, включающей три слоя, соответствующие системе покрытия по изобретению, причем материал всех слоев наносят способом физического осаждения из газовой фазы (физическое осаждение из паровой фазы, PVD). Способ выгоден тем, что не требуется термическая обработка, которая должна проводиться при нанесении традиционных слоев. Кроме того, нанесенные способом PVD слои имеют выгодную шероховатость поверхности, которая обеспечивает хорошие аэродинамические характеристики. Кроме того, способ PVD является благоприятным для нанесения покрытия, поскольку толщина слоя может составлять до 10 мкм, и поэтому могут быть получены детали с точно воспроизводящим их контуры покрытием, то есть не требуются никакие дополнительные маскирования.
Слои системы покрытия предпочтительно наносят катодным электродуговым напылением и/или распылением. Другими словами, слои могут быть нанесены одним из указанных способов или сочетанием обоих способов.
Изобретение более подробно разъясняется с помощью фигур, на которых показано:
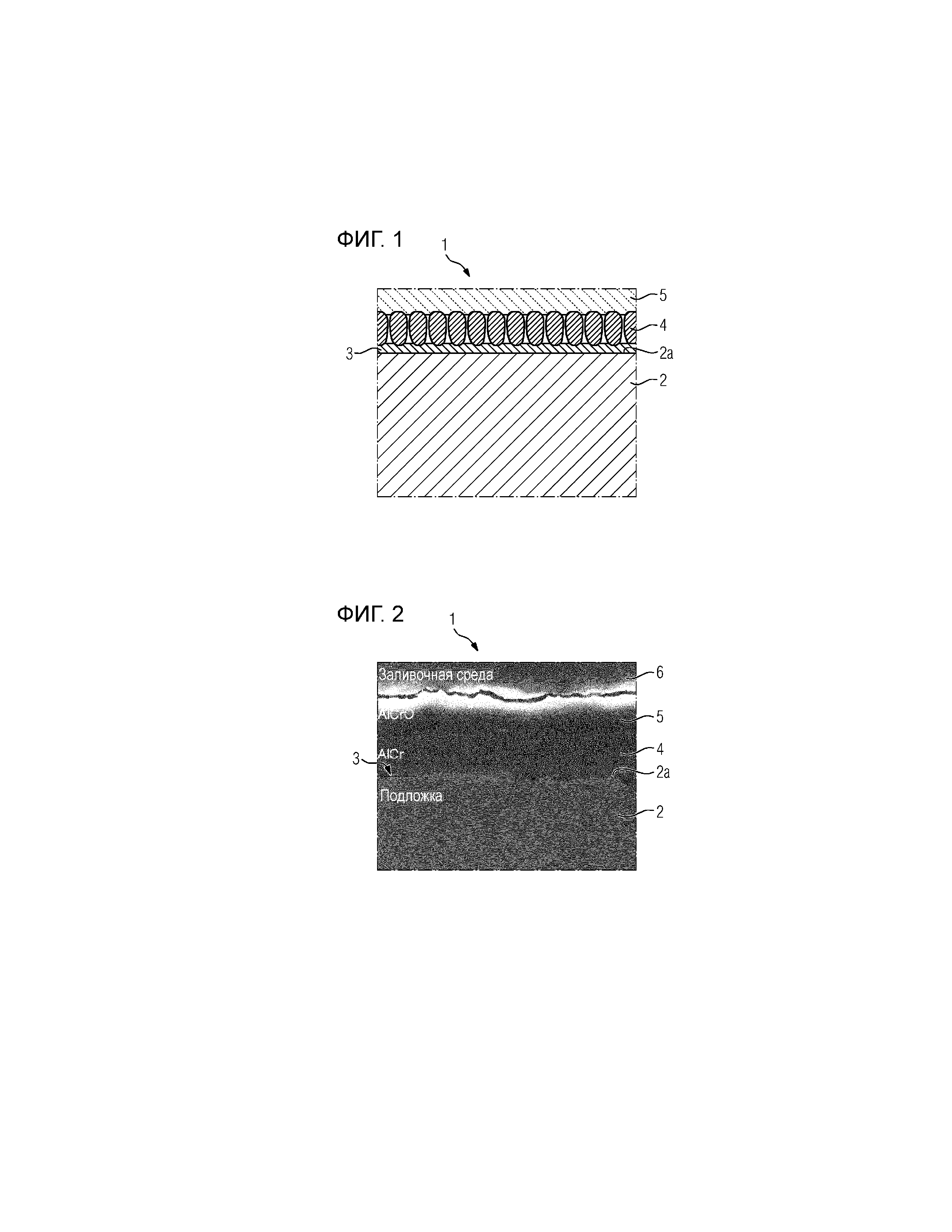
Фигура 1 - вариант выполнения системы покрытия;
Фигура 2 - полученное с помощью электронного микроскопа изображение варианта выполнения согласно фигуре 1;
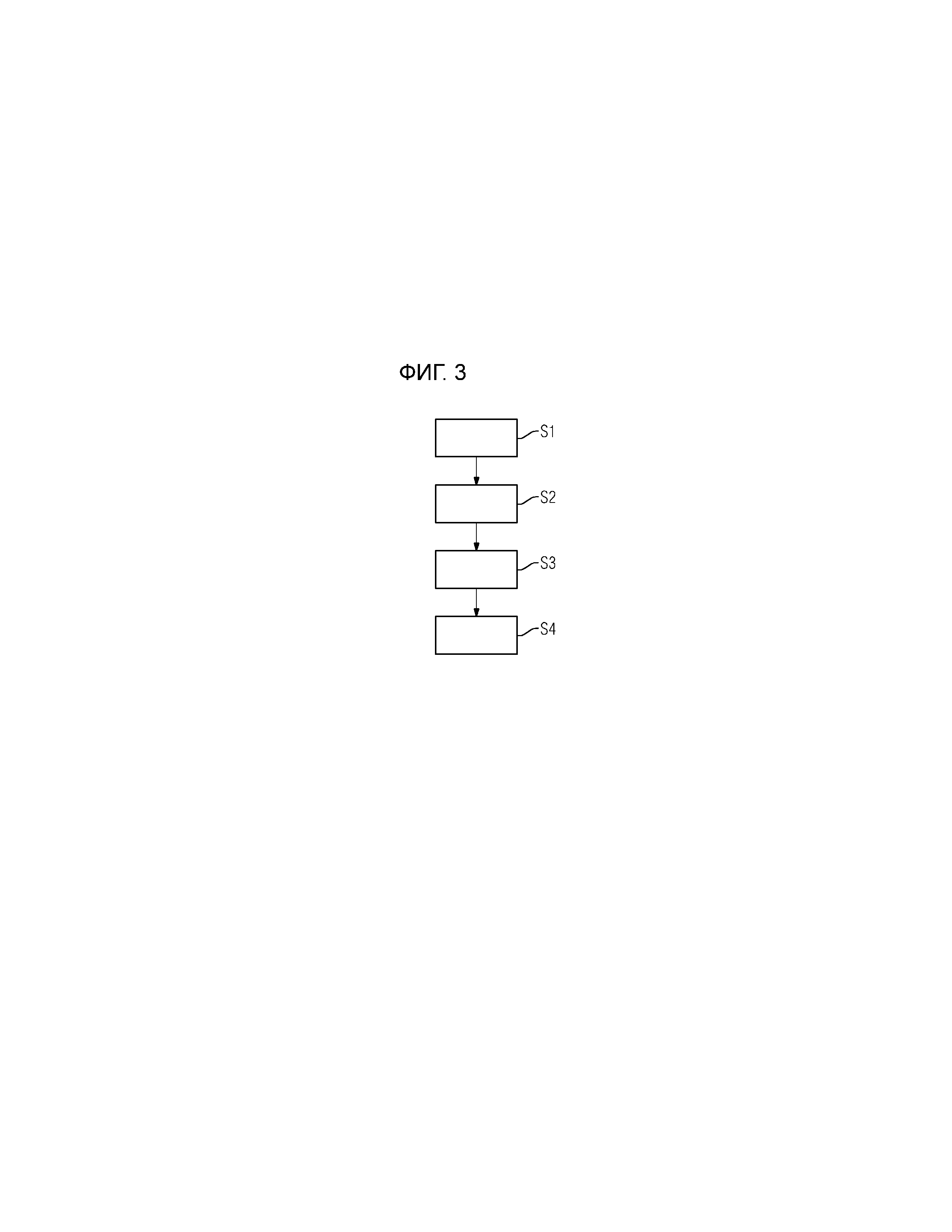
Фигура 3 - технологическая блок-схема одного варианта выполнения способа по изобретению.
В представленном на фиг. 1 варианте выполнения система покрытия 1 имеет подложку 2 с поверхностью 2а, первый слой 3, второй слой 4 и третий слой 5. Подложка 2 содержит по меньшей мере один металл и может быть металлическим сплавом. В коррозионно-агрессивных условиях подложка 2 может быть подвержена коррозии.
Первый слой 3 размещен на поверхности 2а и имеет толщину примерно 100 нм. Он предпочтительно состоит из хрома или нитрида хрома, но по своему назначению в качестве усиливающего сцепление слоя также может содержать другие металлы и, соответственно, иметь другой состав, например, типа MCrAlY.
Второй слой 4 размещен на первом слое 3 и имеет толщину в диапазоне 0,5-5,0 мкм, предпочтительно 1,0-3,0 мкм. Второй слой 4 представляет собой пластичный металлический слой со столбчатой структурой из алюминиевого сплава. Например, второй слой 4 состоит из сплава, содержащего алюминий и хром; но в альтернативном варианте сплав может содержать также дополнительные металлы или иные металлы, нежели хром.
Третий слой 5 размещен на втором слое 4 и имеет толщину в диапазоне 0,5-10,0 мкм, предпочтительно 1,0-5,0 мкм. Третий слой 5 представляет собой твердый керамический оксидный слой с очень плотной структурой. Материал третьего слоя 5 представляет собой смесь из оксида хрома и оксида алюминия, предпочтительно из соединения со структурой твердого раствора оксида алюминия-хрома и дополнительных интерметаллических соединений Al-Cr. В третьем слое 5 также могут присутствовать дополнительные оксиды и другие соединения или элементы. Третий слой 5 является устойчивым к коррозии, так как он уже состоит из оксидов. Благодаря этому третий слой 5 защищает подложку 2 и другие слои от коррозии. Керамические компоненты придают третьему слою 5 высокую твердость, которая типично составляет до 25 ГПа. Тем самым третий слой 5 является значительно более твердым, чем подложка 2 и другие слои. Высокая твердость является эффективной против эрозии, в особенности против гидроударной эрозии потоком капель и эрозии потоком твердых частиц.
Толщина системы покрытия в целом может составлять до 20 мкм. При этом отдельные слои, в особенности второй 4 и третий слой 5, также могут иметь бóльшую толщину, чем приведено выше. Показанная в Фиг. 2 масса 6 для шаржирования нанесена на третий слой 5 для металлографических исследований. Притирочный слой содержит неорганические оксиды. Фигура 2 представляет снятое в растровом электронном микроскопе изображение системы покрытия 1, в которой первый слой 3 из-за его незначительной толщины едва различим.
Подложка 2 предпочтительно относится к детали компрессора, предпочтительно к лопатке компрессора стационарной газовой турбины. Однако она может принадлежать также другой детали или составной части стационарной газовой турбины или другой газовой турбины.
Для изготовления описываемой системы покрытия 1, в одном варианте выполнения способа по изображению на Фиг. 3, на первой стадии S1 обеспечивают подложку 2 с поверхностью 2а. На второй стадии S2 наносят материал первого слоя 3 физическим осаждением из газовой фазы (PVD). На третьей стадии S3 наносят материал второго слоя 4, также способом PVD. На четвертой стадии S4, также способом PVD, наносят материал третьего слоя 5.
При этом в качестве предпочтительного PVD-способа проводят катодное электродуговое напыление. Также предпочтительным способом является катодное распыление. Также является предпочтительным, когда оба способа сочетаются друг с другом. Другими возможными применимыми способами, которые могут быть использованы альтернативно и/или в комбинации с вышеуказанными способами, являются термическое испарение, электронно-лучевое испарение, испарение лазерным лучом или электродуговое испарение.
Очевидные для специалиста вариации и изменения изобретения находятся в пределах объема правовой охраны формулы изобретения.
Способ изготовления вихревой распылительной форсунки для распыления жидкого топлива
Устройство для опрокидывания металлургического плавильного сосуда, металлургическая плавильная система и способ с применением такой плавильной системы
Направляющая или рабочая лопатка для осевого компрессора
Селективный детектор монооксида углерода
Способ для определения и оценки индикации вихревых токов, в частности трещин, в испытываемом объекте из электропроводного материала
Улавливающий подшипник для улавливания роторного вала машины
Способ и устройство для распознавания состояния исследуемой создающей шумы машины
Способ управления при резервировании многофазного выпрямителя переменного тока с распределенными накопителями энергии
Непрерывный прокатный стан с введением и/или выведением прокатных клетей в процессе функционирования
Способ определения меры кусковатости твердого материала в электродуговой печи, электродуговая печь, устройство обработки сигнала, а также программный код и носитель данных
Способ удаления слоев для твердых углеродных слоев
Слои монооксида молибдена и их получение с помощью pvd
Нанесенное электродуговым напылением покрытие al-cr-o, содержащее si, имеющее улучшенную кроющую способность

