Результат интеллектуальной деятельности: ДЕЛИТЕЛЬНАЯ МАШИНА МАЯТНИКОВОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ ШТРИХОВЫХ СТРУКТУР НА НЕПЛОСКИХ РАБОЧИХ ПОВЕРХНОСТЯХ
Вид РИД
Изобретение
Изобретение относится к области станкостроения, а именно, к делительным машинам, и может быть использовано при изготовлении штриховых структур, например дифракционных решеток, на неплоских рабочих поверхностях (сферических, асферических, в том числе тороидальных) с большой стрелкой прогиба (более 10 мм), необходимых для создания, в частности, компактной светосильной спектральной аппаратуры (монохроматоров-осветителей, гиперспектрометров).
Известна делительная машина для изготовления вогнутых и выпуклых дифракционных решеток [Harada Т., Kita Т. Mechanically ruled aberration-corrected concave gratings // Applied Optics. 1980. Vol. 19. No. 23. Pp.3 987-3993.].
Делительная машина содержит станину, делительную и резцовую каретки, приводы перемещения делительной и резцовой кареток, механизмы подъема и опускания алмазного резца и цилиндрических направляющих резцовой каретки, механизм поворота алмазного резца, блок управления приводами перемещения делительной и резцовой кареток и датчик линейного перемещения делительной каретки. Привод перемещения делительной каретки выполнен с возможностью электронного управления процессом перемещения для обеспечения нарезания штриховых структур. Механизм подъема и опускания цилиндрических направляющих резцовой каретки выполнен с возможностью электронного управления процессом перемещения в целях обеспечения концентричности поверхностей цилиндрических направляющих и сферической подложки изготавливаемой штриховой структуры.
Основными недостатками аналога являются конструктивно-технологические ограничения по величине стрелки прогиба изготавливаемых штриховых структур на неплоских поверхностях - не более 10 мм, и сложность конструкции делительной машины, так как она содержит пять систем управления, задействованных в процессе нарезания штриховой структуры на неплоских рабочих поверхностях.
Прототипом является делительная машина маятникового типа для изготовления периодических штриховых структур, преимущественно дифракционных решеток [Беляков Ю.М, Лукин А.В., Мельников А.Н. Устойчивость функционирования делительной машины маятникового типа к воздействию внешних факторов // Оптический журнал. 2007. Т. 74. №3. С. 23-28].
Данная делительная машина для изготовления периодических штриховых структур, преимущественно дифракционных решеток, содержит станину, делительную и резцовую каретки, приводы перемещения делительной и резцовой кареток, механизм подъема и опускания алмазного резца, блок управления приводами перемещения делительной и резцовой кареток, а также механизмом подъема и опускания алмазного резца, и датчик линейного перемещения делительной каретки. Резцовая каретка выполнена в виде маятника, закрепленного не менее чем на двух опорах с трением упругости, а привод перемещения резцовой каретки - в виде привода обеспечения угловых автоколебаний резцовой каретки. Механизм подъема и опускания алмазного резца расположен на резцовой каретке ниже оси угловых автоколебаний резцовой каретки. На делительной каретке закреплена подложка изготавливаемой штриховой структуры, а на резцовой каретке - алмазный резец для нарезания штрихов.
Основным недостатком прототипа являются ограниченные функциональные возможности, так как данная делительная машина обеспечивает изготовление дифракционных решеток на неплоских рабочих поверхностях с небольшой стрелкой прогиба - не более 0,2 мм - из-за того, что делительная каретка установлена с возможностью совершать только линейные перемещения, механизм подъема и опускания алмазного резца расположен ниже оси угловых автоколебаний резцовой каретки, а также из-за наличия опор с трением упругости, ограничивающих амплитуду угловых автоколебаний резцовой каретки в пределах ±1°.
Техническим результатом изобретения является расширение функциональных возможностей делительной машины маятникового типа, а именно, обеспечение возможности изготовления штриховых структур на неплоских рабочих поверхностях с большой стрелкой прогиба.
Технический результат достигается за счет того, что в делительной машине маятникового типа для изготовления штриховых структур на неплоских рабочих поверхностях, содержащей станину с расположенными на ней делительной кареткой с приводом ее перемещения и датчиком положения делительной каретки, и резцовой кареткой, выполненной в виде маятника, с приводом ее перемещения, выполненным с возможностью обеспечения угловых автоколебаний резцовой каретки относительно ее оси, которая закреплена на опорах вращения, расположенных на станине, установленный на резцовой каретке алмазный резец с механизмом его подъема и опускания для формирования штриха и блок управления упомянутыми приводами и механизмом, согласно настоящему изобретению, делительная каретка установлена на опорах вращения с возможностью поворота относительно оси, расположенной вдоль ее опор вращения, в плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки, причем геометрическая ось поворота делительной каретки пересекается с геометрической осью, относительно которой резцовая каретка совершает угловые автоколебания, при этом резцовая каретка снабжена противовесом, расположенным на ее конце ниже оси угловых автоколебаний резцовой каретки, а механизм подъема и опускания алмазного резца установлен на противоположном конце резцовой каретки относительно оси ее угловых автоколебаний. Делительная каретка снабжена телескопическим механизмом и противовесом, расположенным ниже геометрической оси поворота делительной каретки. Противовес делительной каретки выполнен с возможностью регулирования по массе и моменту инерции. Датчик положения делительной каретки выполнен в виде датчика поворота. Резцовая каретка выполнена в виде вертикально расположенной рамы и снабжена телескопическим механизмом. Противовес резцовой каретки выполнен с возможностью регулирования по массе и моменту инерции.
Сущность изобретения поясняется чертежами (фиг. 1-фиг. 5).
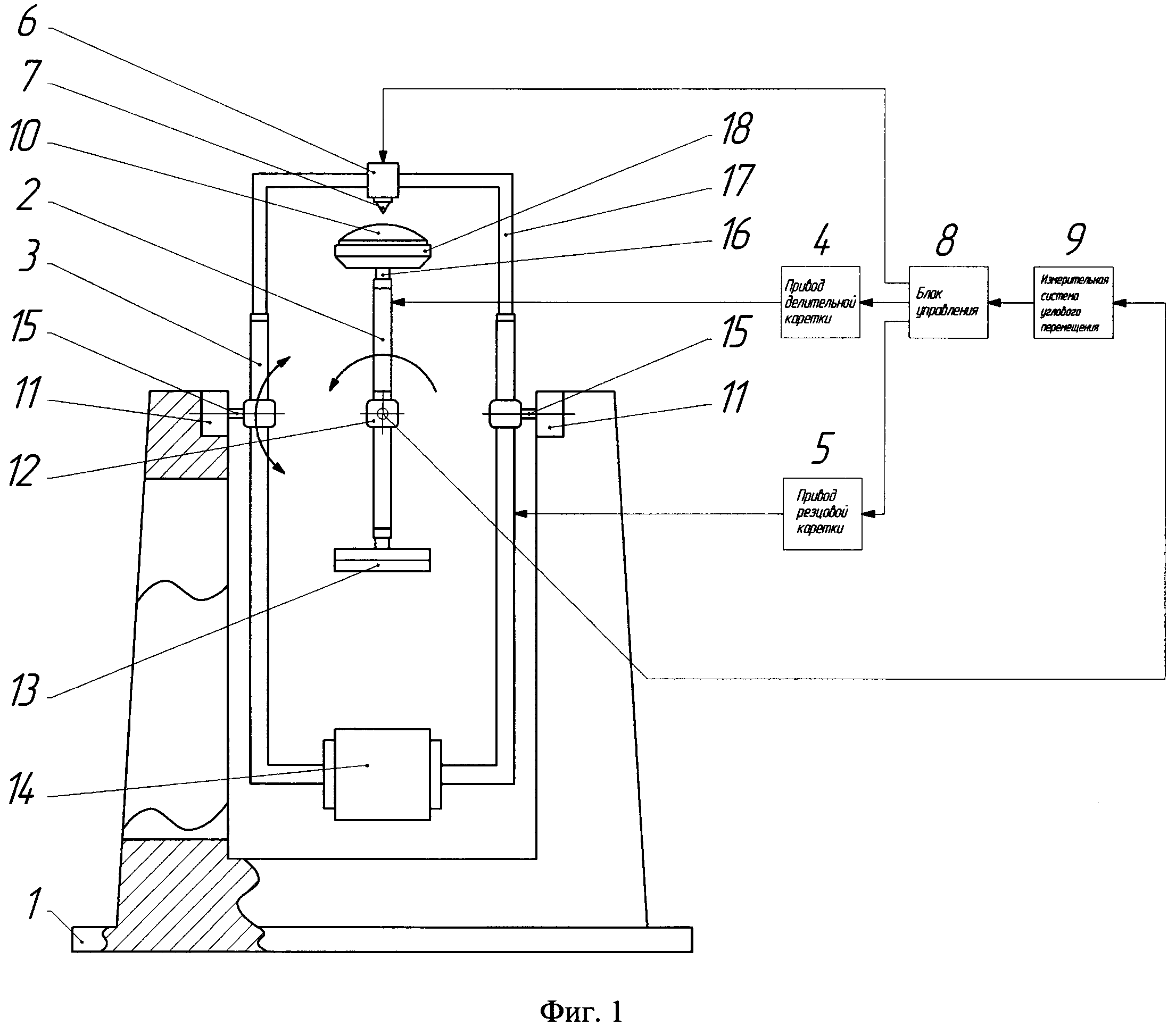
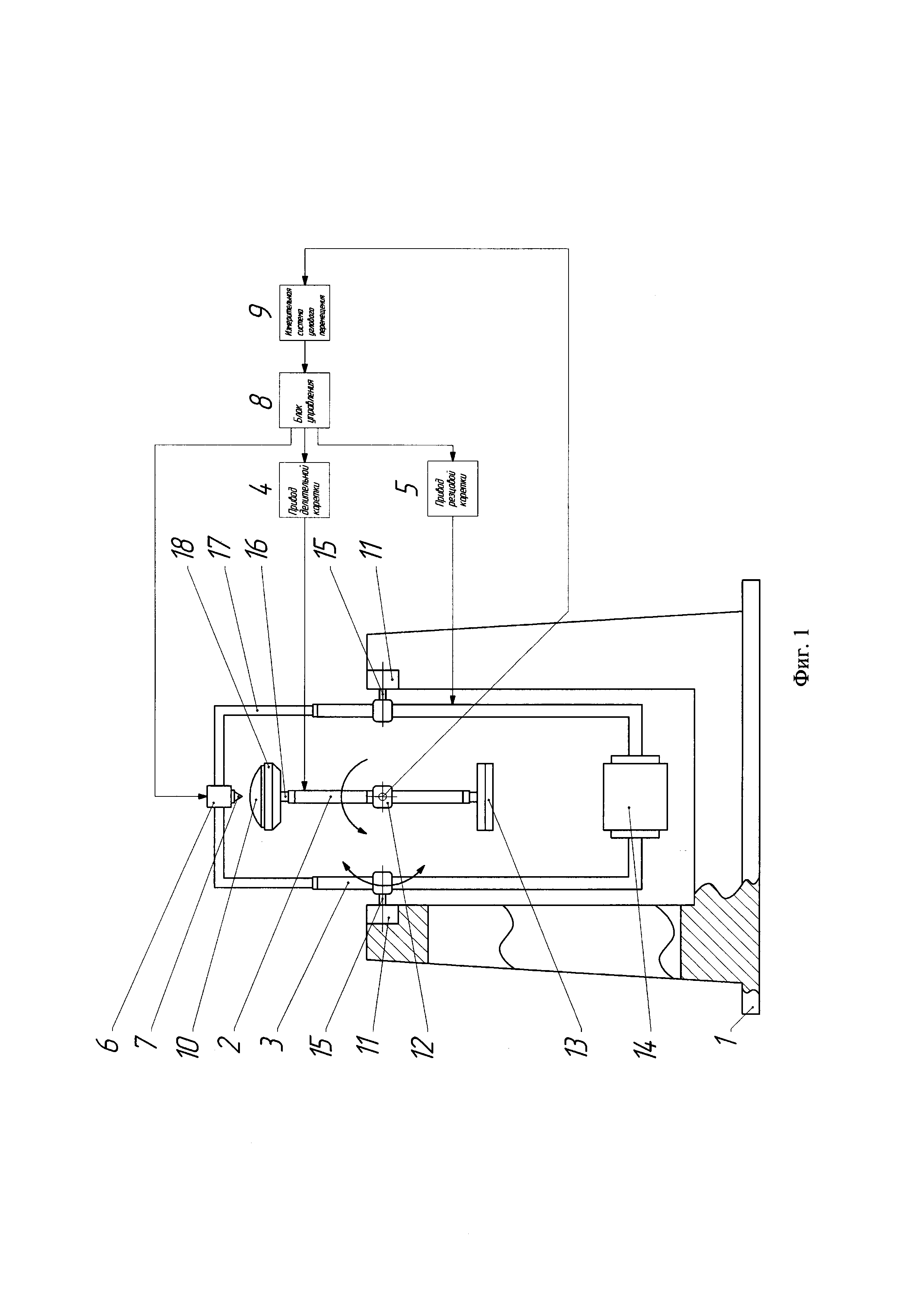
На фиг. 1 изображена функциональная схема предлагаемой делительной машины маятникового типа для изготовления штриховых структур на неплоских рабочих поверхностях, на которой стрелками показана возможность поворота делительной каретки и угловых автоколебаний резцовой каретки.
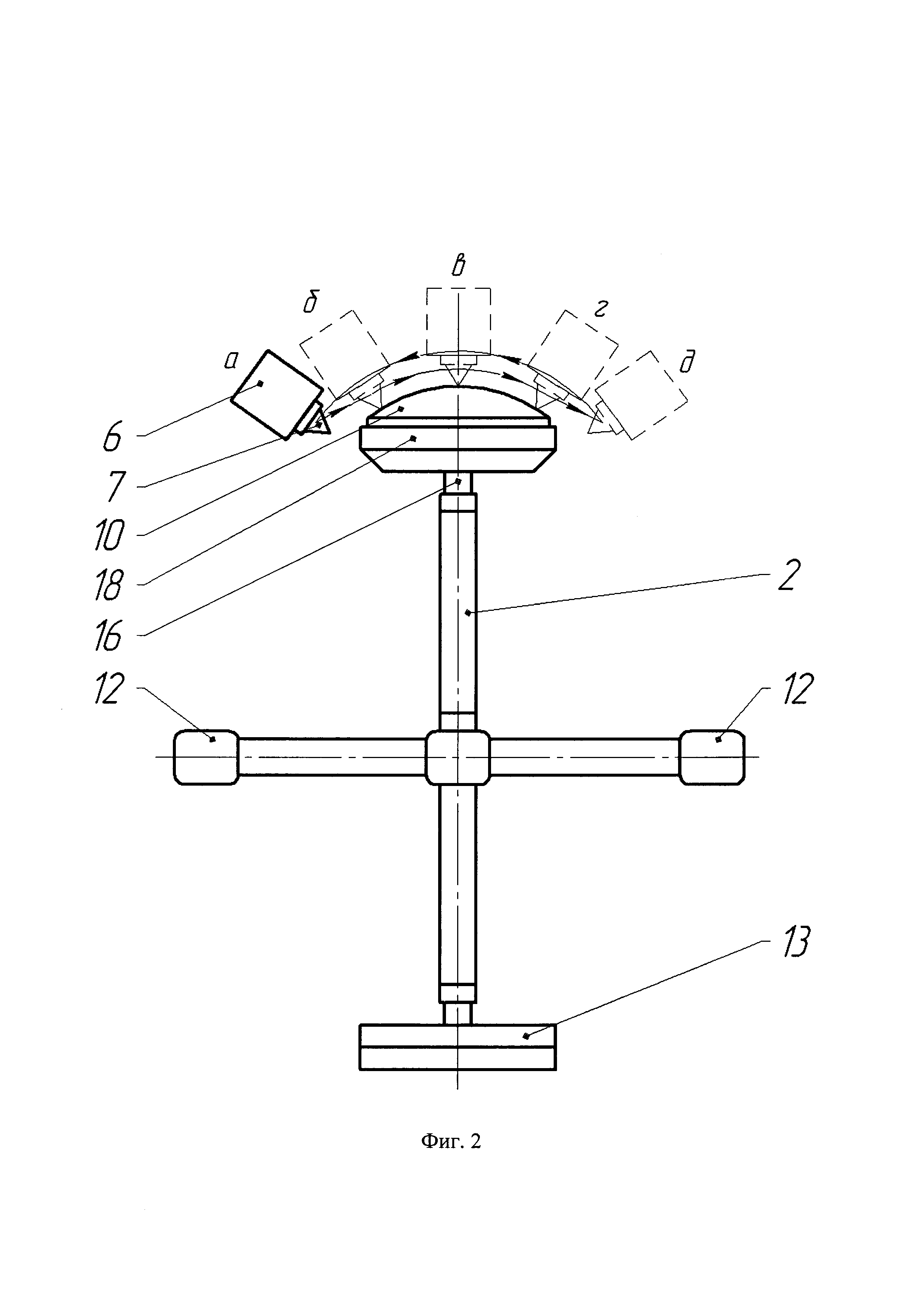
На фиг. 2 изображены вид сбоку на делительную каретку и траектория движения алмазного резца при формировании штриха в диаметральном сечении световой зоны выпуклой рабочей поверхности подложки изготавливаемой штриховой структуры (световая зона заключена между точками б и г касания лезвия алмазного резца с выпуклой рабочей поверхностью подложки), при этом показаны делительная каретка, механизм подъема и опускания алмазного резца.
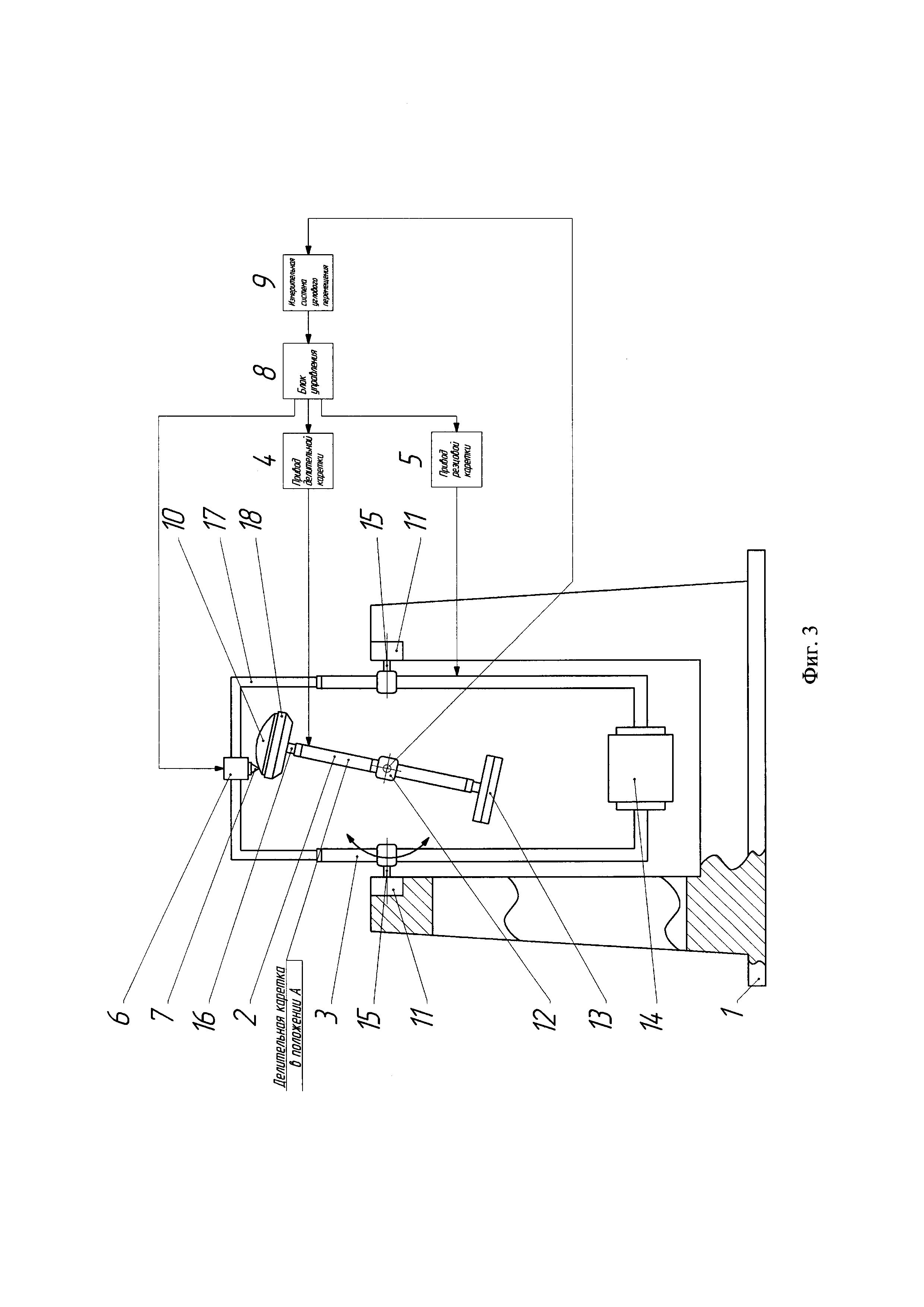
На фиг. 3 изображено расположение делительной каретки во время работы предлагаемой делительной машины в начальном положении А, при этом нарезка штриховой структуры выполняется в начальной краевой световой зоне выпуклой рабочей поверхности подложки.
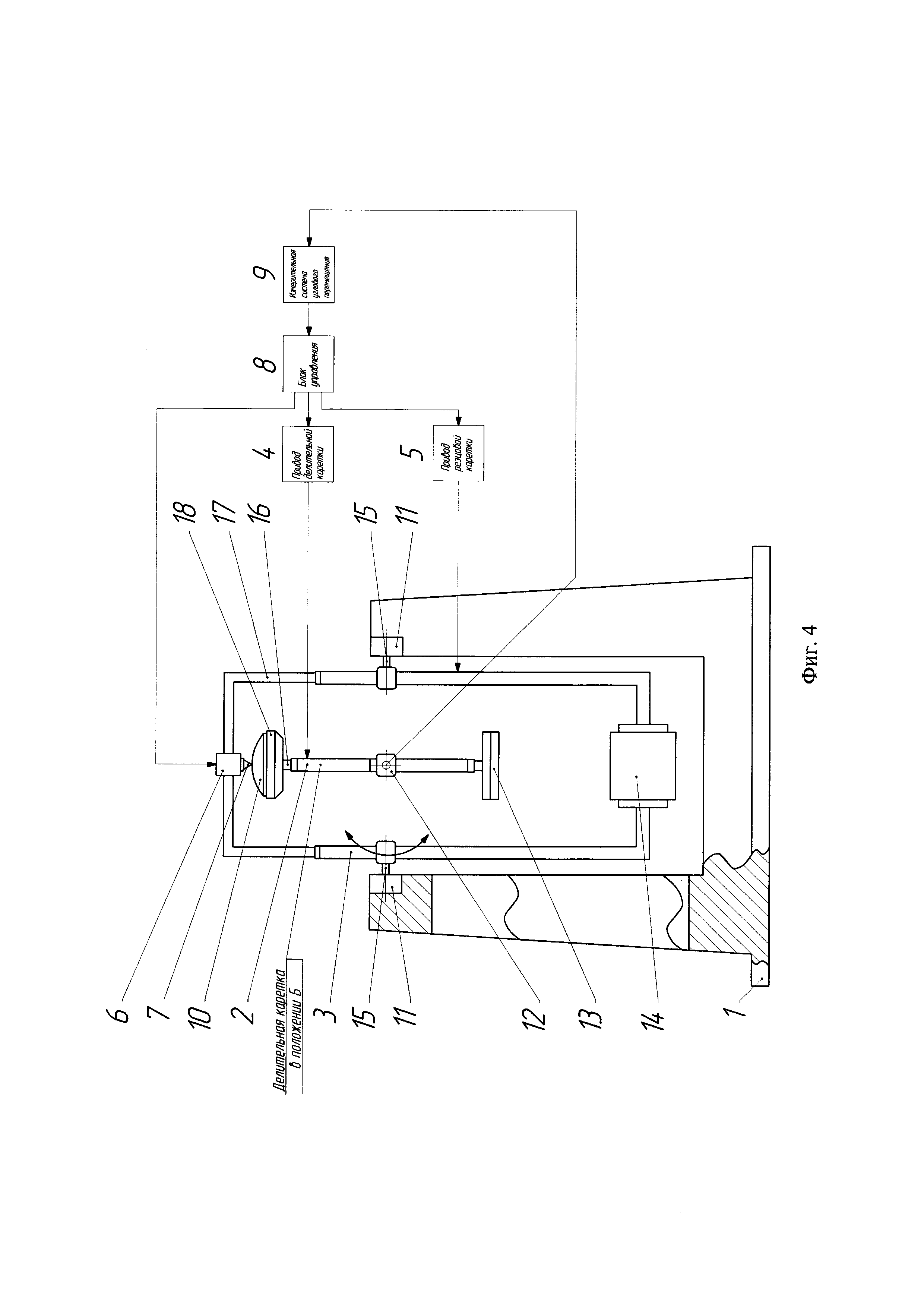
На фиг. 4 изображено расположение делительной каретки во время работы предлагаемой делительной машины в среднем положении Б, при этом нарезка штриховой структуры выполняется в диаметральном сечении световой зоны выпуклой рабочей поверхности подложки.
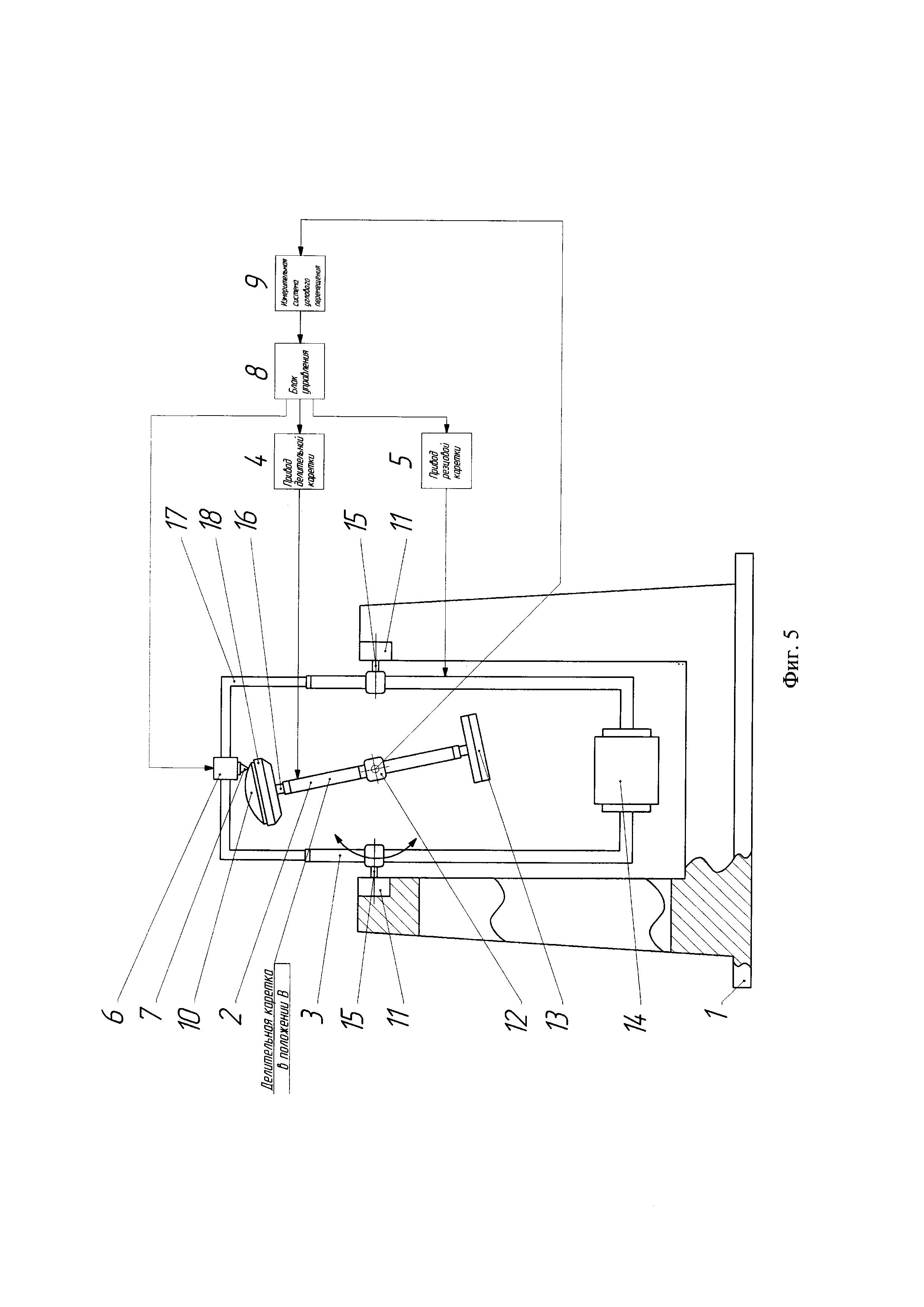
На фиг. 5 изображено расположение делительной каретки во время работы предлагаемой делительной машины в конечном положении В, при этом нарезка штриховой структуры выполняется в конечной краевой световой зоне выпуклой рабочей поверхности подложки.
Делительная машина маятникового типа для изготовления штриховых структур на неплоских рабочих поверхностях содержит станину 1, делительную каретку 2, резцовую каретку 3, приводы 4 и 5 перемещения, соответственно, делительной и резцовой кареток, механизм 6 подъема и опускания алмазного резца 7, блок 8 управления приводами 4, 5 и механизмом 6, датчик 9 поворота делительной каретки 2, представляющий собой прецизионный энкодер (датчик положения), встроенный в состав поворотной платформы модели М-062. Вход датчика 9 поворота делительной каретки 2 сопряжен с делительной кареткой 2, а выход подключен к входу блока 8 управления, первый выход которого подключен к входу привода 4, сопряженного с делительной кареткой 2. Второй выход блока 8 управления подключен к входу механизма 6 подъема и опускания алмазного резца 7, а третий выход - к входу привода 5, выход которого сопряжен с резцовой кареткой 3.
Делительная каретка 2 с приводом 4 и датчиком 9 поворота расположена на станине 1. Делительная каретка 2 установлена на опорах 12 вращения с возможностью поворота относительно оси, расположенной вдоль опор 12 вращения и имеет столик 18, на котором закреплена подложка 10 изготавливаемой штриховой структуры.
Делительная каретка 2 может быть снабжена телескопическим механизмом 16 для подстройки расположения подложки 10 изготавливаемой штриховой структуры относительно алмазного резца 7.
Делительная каретка 2 может быть снабжена противовесом 13, расположенным ниже ее геометрической оси поворота. Противовес 13 делительной каретки 2 выполнен с возможностью регулирования по массе и моменту инерции на этапе технологической настройки, до операции нарезки штриховой структуры, для обеспечения динамического равновесия делительной каретки 2 относительно ее геометрической оси поворота. Суммарный центр масс делительной каретки 2 и подложки 10 изготавливаемой штриховой структуры расположен на геометрической оси поворота делительной каретки 2. Привод 4 выполнен с возможностью электронного управления процессом поворота делительной каретки 2 и построен на основе использования прецизионной поворотной платформы модели М-062, включающей в свой состав двигатель постоянного тока мощностью 3 Вт и безлюфтовую червячную передачу.
Резцовая каретка 3 с приводом 5 ее перемещения также расположена на станине 1. На резцовой каретке 3, выполненной в виде маятника, установлен алмазный резец 7 с механизмом 6 его подъема и опускания. Механизм 6 подъема и опускания алмазного резца 7, расположенный на резцовой каретке 3, построен на основе использования типового управляемого электромагнита с напряжением питания постоянного тока, равным 27В. Привод 5 перемещения резцовой каретки 3 предназначен для обеспечения поперечного движения - подачи алмазного резца 7 в виде незатухающих угловых колебаний, что достигается в режиме угловых автоколебаний резцовой каретки 3. Привод 5 выполнен с возможностью обеспечения угловых автоколебаний резцовой каретки 3 относительно ее оси 15, которая закреплена на опорах 11 вращения, расположенных на станине 1.
Опоры 11 вращения с осью 15 обеспечивают большую амплитуду угловых автоколебаний резцовой каретки 3 (в пределах ±20°).
В плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки 3, осуществляется поворот делительной каретки 2, причем геометрическая ось ее поворота пересекается с геометрической осью, относительно которой резцовая каретка 3 совершает угловые автоколебания. Резцовая каретка 3 выполнена в виде вертикально расположенной рамы и может быть снабжена телескопическим механизмом 17 для подстройки своих геометрических размеров по высоте в условиях конкретных размеров подложки 10 изготавливаемой штриховой структуры. Резцовая каретка 3 снабжена противовесом 14, расположенным на ее конце ниже оси 15 угловых автоколебаний резцовой каретки 3. Противовес 14 резцовой каретки 3 выполнен с возможностью регулирования по массе и моменту инерции для того, чтобы резцовая каретка 3 обладала динамическими свойствами маятника с центром масс, расположенным ниже геометрической оси угловых автоколебаний резцовой каретки 3. Регулируемый противовес 14 позволяет подбирать частоту угловых автоколебаний резцовой каретки 3 с целью достижения оптимальной производительности нарезки штрихов. Механизм 6 подъема и опускания алмазного резца 7 установлен на противоположном конце резцовой каретки 3 относительно оси 15 ее угловых автоколебаний. Резцовая каретка 3 вместе с алмазным резцом 7 совершает воспроизводимые быстрые, по отношению к повороту делительной каретки 2, угловые автоколебания с большой амплитудой в плоскости качания. Причем траектория движения алмазного резца 7 в своем рабочем ходе практически равна радиусу кривизны выпуклой рабочей поверхности подложки 10. Путем подбора нагружения и установки регулируемого упора (на всех фигурах упор не показан) достигается плавное вхождение алмазного резца 7 в рабочий слой, нанесенный на выпуклую рабочую поверхность подложки 10, что исключает скол алмазного резца 7.
Перед началом работы делительной машины предварительно рассчитывают амплитуду и частоту угловых автоколебаний резцовой каретки 3 исходя из требуемых размеров изготавливаемой на выпуклой рабочей поверхности подложки 10 штриховой структуры, геометрических размеров и динамических свойств резцовой каретки 3.
Делительная машина работает следующим образом.
Дифракционную решетку формируют непосредственно в материале подложки - в стекле или в металле, либо в тонком металлическом слое, нанесенном, как правило, методом вакуумного испарения на выпуклую рабочую поверхность подложки 10 изготавливаемой штриховой структуры.
В исходном нерабочем положении узлов и механизмов делительной машины делительная каретка 2 с противовесом 13, резцовая каретка 3 с противовесом 14, механизм 6 подъема и опускания алмазного резца 7 находятся в статическом состоянии и расположены в вертикальной плоскости, при этом алмазный резец 7 поднят (см. фиг. 1, на которой стрелками показана возможность поворота делительной каретки и угловых автоколебаний резцовой каретки).
Предварительно, до операции нарезки штрихов дифракционной решетки, осуществляют технологические операции по юстировке подложки 10 и алмазного резца 7.
В результате юстировки подложки 10 обеспечивается движение ее выпуклой рабочей поверхности по заданной траектории. В результате юстировки алмазного резца 7 устанавливаются требуемая величина технологического зазора между режущей кромкой лезвия алмазного резца 7 и выпуклой рабочей поверхностью подложки 10 в исходном состоянии, необходимая величина нагружения на алмазный резец 7 и требуемая пространственная ориентация режущей кромки лезвия алмазного резца 7.
При включении делительной машины блок 8 управления, с помощью привода 5 перемещения резцовой каретки 3, выводит резцовую каретку 3, выполненную в виде маятника на опорах 11 вращения, в режим угловых автоколебаний.
Делительная машина готова к операции нарезки штрихов дифракционной решетки.
Цикл нарезки штрихов дифракционной решетки рассмотрим на примере нарезки штриховой структуры в диаметральном сечении световой зоны, расположенной между точками б и г касания лезвия алмазного резца 7 с выпуклой рабочей поверхностью подложки 10 (см. фиг. 2, на которой резцовая каретка 3 не показана).
Блок 8, подавая управляющие сигналы, синхронизирует работу трех основных систем - привода 4 перемещения делительной каретки 2, привода 5 перемещения резцовой каретки 3 и механизма 6 подъема и опускания алмазного резца 7.
На механизм 6 подан управляющий сигнал, поэтому алмазный резец 7 поднят и находится в нерабочем крайнем левом положении а вне указанной световой зоны выпуклой рабочей поверхности подложки 10, при этом делительная каретка 2 расположена неподвижно.
Далее резцовая каретка 3 перемещает механизм 6 с алмазным резцом 7 в положение б, совпадающее с началом световой зоны выпуклой рабочей поверхности подложки 10.
С блока 8 на механизм 6 поступает управляющий сигнал, в результате чего алмазный резец 7 опускается, переходя в свое рабочее положение, и начинает формировать штрих последовательно и непрерывно от положения б, проходя положение в, до положения г включительно, совпадающего с окончанием световой зоны выпуклой рабочей поверхности подложки 10. Затем, в положении г, с блока 8 на механизм 6 поступает управляющий сигнал, в результате чего алмазный резец 7 поднимается, переходя в свое нерабочее положение.
Далее резцовая каретка 3 перемещает механизм 6 с алмазным резцом 7 в крайнее правое положение д вне указанной световой зоны выпуклой рабочей поверхности подложки 10. Достигнув крайнего правого положения д, резцовая каретка 3 с механизмом 6 подъема и опускания алмазного резца 7 останавливается. Таким образом, механизм 6 с алмазным резцом 7, пройдя траекторию своего движения от положения а до положения д, завершил рабочий ход. Достигнув крайнего правого положения д, механизм 6 с алмазным резцом 7 начинает перемещаться в противоположном направлении - от положения д к положению а, совершая холостой ход. За время выполнения резцовой кареткой 3 холостого хода, делительная каретка 2 с подложкой 10 совершает поворот на заданный угловой шаг, равный периоду штриховой структуры в угловой мере. При этом величина поворота делительной каретки 2 контролируется датчиком 9. В момент достижения алмазным резцом 7 положения а, делительная каретка 2 с подложкой 10 останавливается, переместившись на угловое расстояние, равное периоду штриховой структуры в угловой мере.
Далее описанный выше цикл перемещения алмазного резца 7 - от положения а до положения д - при работе делительной машины повторяется (см. фиг. 2).
Процесс нарезки всей штриховой структуры выполняется аналогично процессу, описанному выше, при этом делительная каретка 2 с подложкой 10 проходит последовательно траекторию (с соответствующими остановками на момент нанесения каждого штриха) от своего начального положения А (см. фиг. 3) через положение Б, соответствующее диаметральному сечению световой зоны выпуклой рабочей поверхности подложки 10 (см. фиг. 4) до своего конечного положения В (см. фиг. 5).
Предлагаемая делительная машина маятникового типа для изготовления штриховых структур на неплоских рабочих поверхностях с большой стрелкой прогиба, преимущественно на выпуклых поверхностях, по сравнению с прототипом, является более эффективной по энергетическим затратам в пересчете на формирование одного штриха, поскольку используется автоколебательный режим движения резцовой каретки 3.
Использование предлагаемой делительной машины маятникового типа обеспечит возможность изготовления дифракционных решеток на неплоских рабочих поверхностях с большой стрелкой прогиба (например, 50 мм) для компактной светосильной спектральной аппаратуры (монохроматоров-осветителей, гиперспектрометров) за счет поворота делительной каретки, угловых автоколебаний резцовой каретки с большой амплитудой, а также изменения места расположения механизма подъема и опускания алмазного резца на резцовой каретке.
Оптическая система тепловизионного прибора с двумя полями зрения
Теплопеленгатор
Устройство контроля и управления тепловизионными каналами
Запорный клапан
Оптическая система тепловизионного прибора с двумя полями зрения
Оптическая система тепловизионного прибора
Многоканальная оптико-локационная система
Двухспектральная оптическая система
Оптическая система тепловизионного прибора
Дифракционное устройство
Делительная машина маятникового типа для формирования штриховых структур на выпуклых цилиндрических поверхностях
Делительная машина маятникового типа для изготовления штриховых структур на неплоских рабочих поверхностях
Делительная машина маятникового типа для изготовления штриховых структур на выпуклых цилиндрических поверхностях
Устройство юстировки двухзеркальной центрированной оптической системы
Способ изготовления комбинированного оптического элемента
Делительная машина маятникового типа для изготовления штриховых структур на вогнутых поверхностях
Делительная машина маятникового типа для формирования штриховых структур на вогнутых поверхностях
Оптический компонент
Голографическое устройство для измерения радиусов кривизны сферических поверхностей

