Результат интеллектуальной деятельности: АКТИВНЫЙ БУФЕР ДЛЯ АВТОМОБИЛЬНОГО ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ НАДУВНОГО БАЛЛОНА ДЛЯ АКТИВНОГО БУФЕРА
Вид РИД
Изобретение
УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение, в общем, относится к активным буферам для аварийной защиты пассажиров в автомобильных транспортных средствах, а конкретнее, к повышению надежности соединения между элементом расширяемого баллона и стенкой отделки салона, которые отформованы порознь, а затем свариваются тепловой сваркой друг с другом.
Активный буфер является защитным устройством для пассажира или водителя транспортного средства с газонадувным баллоном для поглощения ударов и уменьшения вреда пассажирам или водителю во время удара при столкновении. В противоположность разворачиваемым воздушным подушкам безопасности, которые появляются из-за различных проемов при надувании, активные буферы используют саму поверхность отделки салона, чтобы расширяться в начале события аварийного столкновения для поглощения удара и рассеяния энергии благодаря выпусканию воздуха из баллона. Патент США под № 8205909, выданный 26 июня 2012 года, включенный в материалы настоящей заявки посредством ссылки, раскрывает активный коленный буфер, встроенный в дверцу перчаточного ящика, которая облегчена по весу и визуально привлекательна. Патент США под № 8474868, выданный 2 июля 2013 года, также включенный в материалы настоящей заявки посредством ссылки, раскрывает типичную конструкцию, в которой активный буфер включает в себя наружную стенку или панель отделки салона, которая обращена к пассажиру или водителю транспортного средства, прикрепленную к внутренней стенке или панели вдоль заделанной периферии. Одна или обе из стенок являются деформируемыми, для того чтобы давать надувной эластичный баллон. Например, внутренняя стенка (то есть, стенка баллона) может иметь складчатую (например, гармошкообразную) область, которая распрямляется во время надувания.
Внутренняя и наружная стенки типичного активного буфера выполнены из формованного термопласта, такого как полиэтилен, полиолефин, или ПВХ (PVC). Они типично отформованы инжекционным формованием, но также могли бы быть отформованы выдуванием. Когда формируются по отдельности, стенки должны быть герметично соединены по своей периферии, для того чтобы формировать надувной эластичный баллон. Соединение должно быть крепким, чтобы препятствовать разделению в результате высоких давлений во время надувания и удара с пассажиром.
Известный способ уплотнения стенок баллона происходит посредством тепловой сварки, которая включает в себя нагревание сопряженных поверхностей, а затем, сжатие их друг с другом. Примеры включают в себя сварку нагретыми пластинами, инфракрасную (ИК, IR) сварку и лазерную сварку. В целом плоский приварной фланец был предусмотрен по внешнему периметру внутренней стенки (баллона), который принимается в целом плоской поверхностью наружной стенки (отделки салона). Наружная стенка и/или внутренние поверхности также могут включать в себя стоячие приварные ребра, которые повышают прочность сварки, проникая в и сплавляясь с приварным фланцем или другой противоположной поверхностью во время процесса тепловой сварки, в котором зоны, которые должны быть сварены, нагреваются, а затем сдавливаются. Несмотря на проникновение этих ребер, разделение сварного шва продолжило быть возможным слабым местом для активных буферов по различным причинам, в том числе, коробления деталей, которые должны свариваться, отклонений температуры плоских пластин во время сварки, неисправленных отклонений давления, прикладываемого во время сварки, и различий характеристик между стенкой отделки салона и стенкой баллона, которые могут формоваться из разных рецептур пластиков.
Различные механические напряжения во время надувания вносят вклад в вероятность разделения сварного шва. Вследствие эластичности, требуемой для создания складчатой стенки баллона, и ориентации теплового сварного шва, значительное механическое напряжение отслаивания может прикладываться к сварному шву во время расширения. Точнее, типичная ориентация сварного шва влечет за собой в целом плоское полотно, которое проходит перпендикулярно относительно направления расширения наружу буфера. По мере того, как складки на эластичном баллоне разворачиваются, и панель отделки салона перемещается наружу, внутренняя кромка сварного шва имеет тенденцию раздираться отслаивающей силой. Сварной шов типично может выдерживать большие усилия в направлении сдвига (то есть, направленные вдоль плоскости сварного шва), чем в направлении отслаивания. Однако, традиционная ориентация сварного шва имеет преимущества по себестоимости и легкости производства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В одном из аспектов изобретения, предусмотрен активный буфер для поверхности внутренней отделки салона автомобильного транспортного средства. Формованная из пластика наружная панель отделки салона имеет дорожку для сварки на внутренней поверхности. Формованный из пластика элемент расширяемого баллона имеет центральную секцию крепления, выполненную с возможностью прикрепления к опорной конструкции транспортного средства, приварной фланец вдоль периферийной кромки с первой поверхностью, обращенной к внутренней поверхности панели отделки салона, и второй, противоположной поверхностью, и складчатую область между центральной секцией крепления и приварным фланцем. Дорожка для сварки и приварной фланец соединяются посредством теплового сварного шва с замкнутым контуром для формирования герметичной камеры. Дорожка для сварки и приварной фланец содержат комплементарные поверхности, являющиеся наклонными для добавления составляющей сдвигающего усилия. В предпочтительном варианте осуществления, поверхности имеют множество рифлений, делающих сварной шов, по меньшей мере, частично профилированным в качестве волнистой ленты.
В одном из вариантов осуществления изобретения предложен активный буфер для снабжения поверхности внутренней отделки салона автомобильного транспортного средства, содержащий формованную из пластика наружную панель отделки салона, имеющую дорожку для сварки на внутренней поверхности; и формованный из пластика элемент расширяемого баллона, имеющий центральную секцию крепления, выполненную с возможностью прикрепления к опорной конструкции транспортного средства, приварной фланец вдоль периферийной кромки с первой поверхностью, обращенной к внутренней поверхности панели отделки салона, и второй, противоположной поверхностью, и складчатую область между центральной секцией крепления и приварным фланцем, при этом дорожка для сварки и приварной фланец соединены тепловым сварным швом с замкнутым контуром для формирования герметизированной камеры; при этом дорожка для сварки и приварной фланец содержат комплементарные поверхности, являющиеся наклонными для добавления составляющей сдвигающего усилия.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором комплементарные поверхности имеют множество рифлений, придающих сварному шву, по меньшей мере, частично форму волнистой ленты.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления имеют непрерывно меняющийся наклон.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления являются синусоидальными.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления являются по существу синусоидальными с усеченными пиками и впадинами.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления выполнены в виде треугольных призм.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления одного из дорожки для сварки или приварного фланца включают в себя множество ребер.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления одного из дорожки для сварки или приварного фланца включают в себя множество углублений.
В другом варианте осуществления изобретения предложен активный буфер, содержащий панель отделки салона, имеющую термопластичную дорожку для сварки; и складчатый элемент баллона, прикрепляемый к транспортному средству и включающий в себя термопластичный фланец, сваренный тепловой сваркой с дорожкой для сварки для формирования герметизированной камеры; при этом дорожка для сварки и приварной фланец содержат комплементарные поверхности, имеющие множество рифлений, в соответствии с чем большая часть сварного шва проходит неперпендикулярно направлению газового расширения камеры.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления имеют непрерывно меняющийся наклон.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления являются синусоидальными.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления являются по существу синусоидальными с усеченными пиками и впадинами.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления выполнены в виде треугольных призм.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления одного из дорожки для сварки или приварного фланца включают в себя множество ребер.
В одном из вариантов осуществления изобретения предложен активный буфер, в котором рифления одного из дорожки для сварки или приварного фланца включают в себя множество углублений.
В еще одном варианте осуществления изобретения предложен способ изготовления надувного баллона для активного буфера, содержащий этапы, на которых: формуют пластиковую панель отделки салона, имеющую дорожку для сварки на внутренней поверхности; формуют пластиковый элемент баллона, имеющий центральную секцию крепления, выполненную с возможностью прикрепления к поверхности реакции, сварной фланец вдоль периферийной кромки с поверхностью фланца, обращенной к внутренней поверхности панели отделки салона, и складчатую область между центральной секцией крепления и приварным фланцем, при этом внутренняя поверхность и поверхность фланца формируют комплементарный замкнутый контур, который наклонен для добавления составляющей сдвигающего усилия; нагревают приварной фланец и дорожку для сварки для расплавления пластичного материала на комплементарных поверхностях; и прижимают приварной фланец вплотную к дорожке для сварки для формирования теплового сварного шва, имеющего форму волнистой ленты.
В одном из вариантов осуществления изобретения предложен способ, в котором поверхности включают в себя множество рифлений вдоль, по меньшей мере, части замкнутого контура.
В одном из вариантов осуществления изобретения предложен способ, в котором замкнутый контур наклонен радиально.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
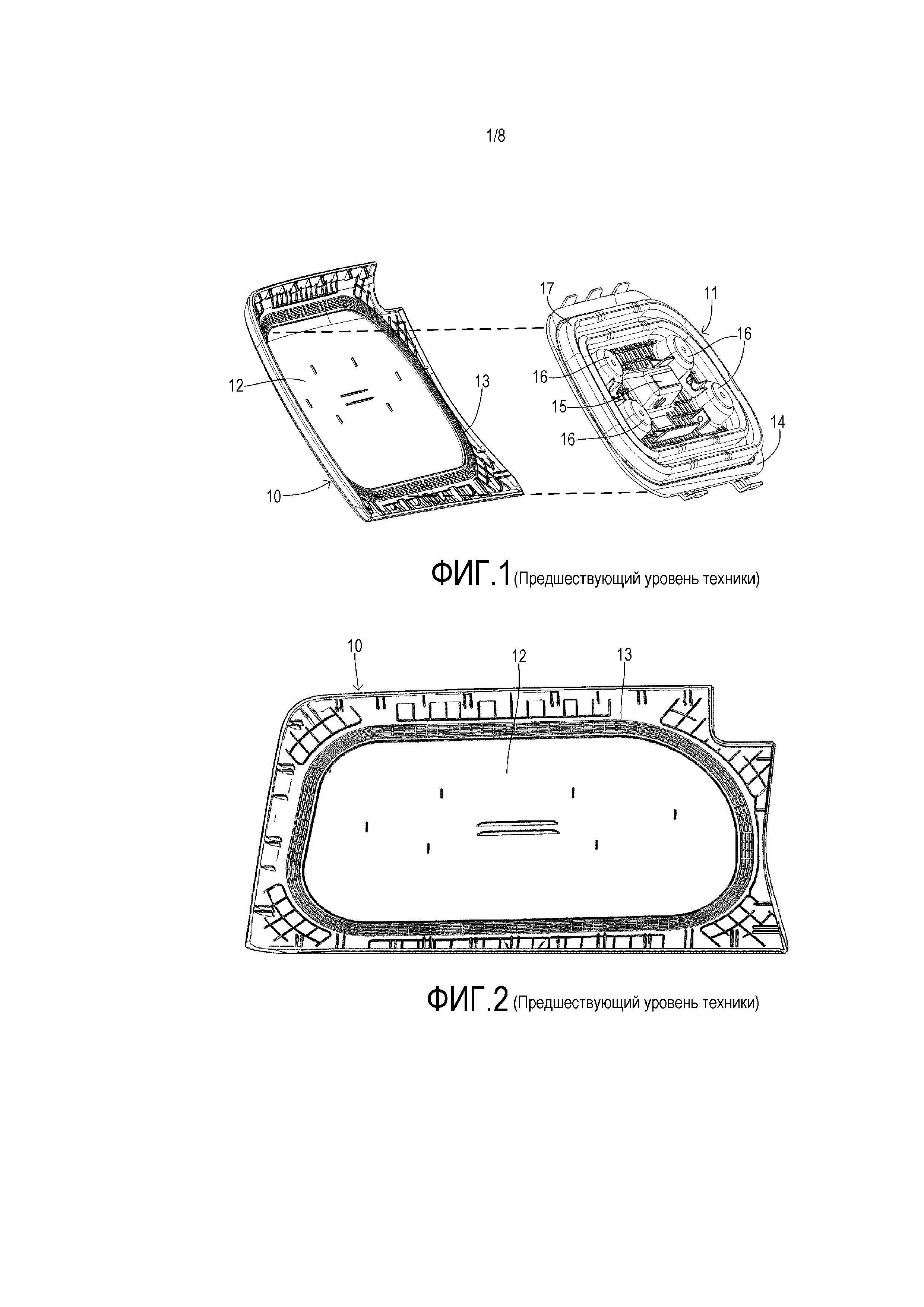
Фиг. 1 - изображение в разобранном виде в перспективе узла активного буфера предшествующего уровня техники, включающего в себя переднюю стенку панели отделки салона и заднюю стенку баллона.
Фиг. 2 - вид в перспективе внутренней поверхности передней стенки панели отделки салона по фиг. 1.
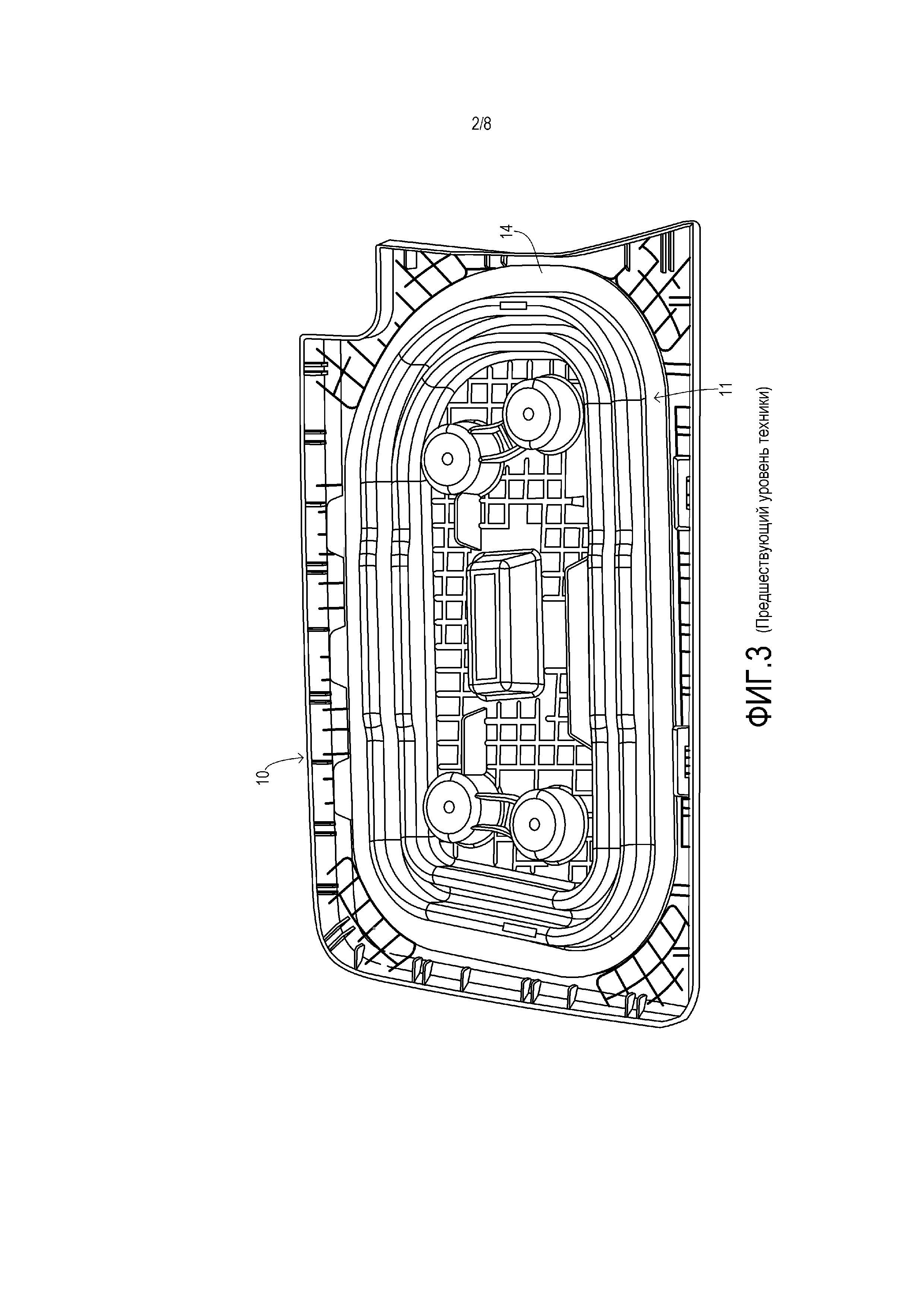
Фиг. 3 - вид сзади в перспективе, показывающий элемент баллона, смонтированный с помощью тепловой сварки на панель отделки салона по фиг. 2.
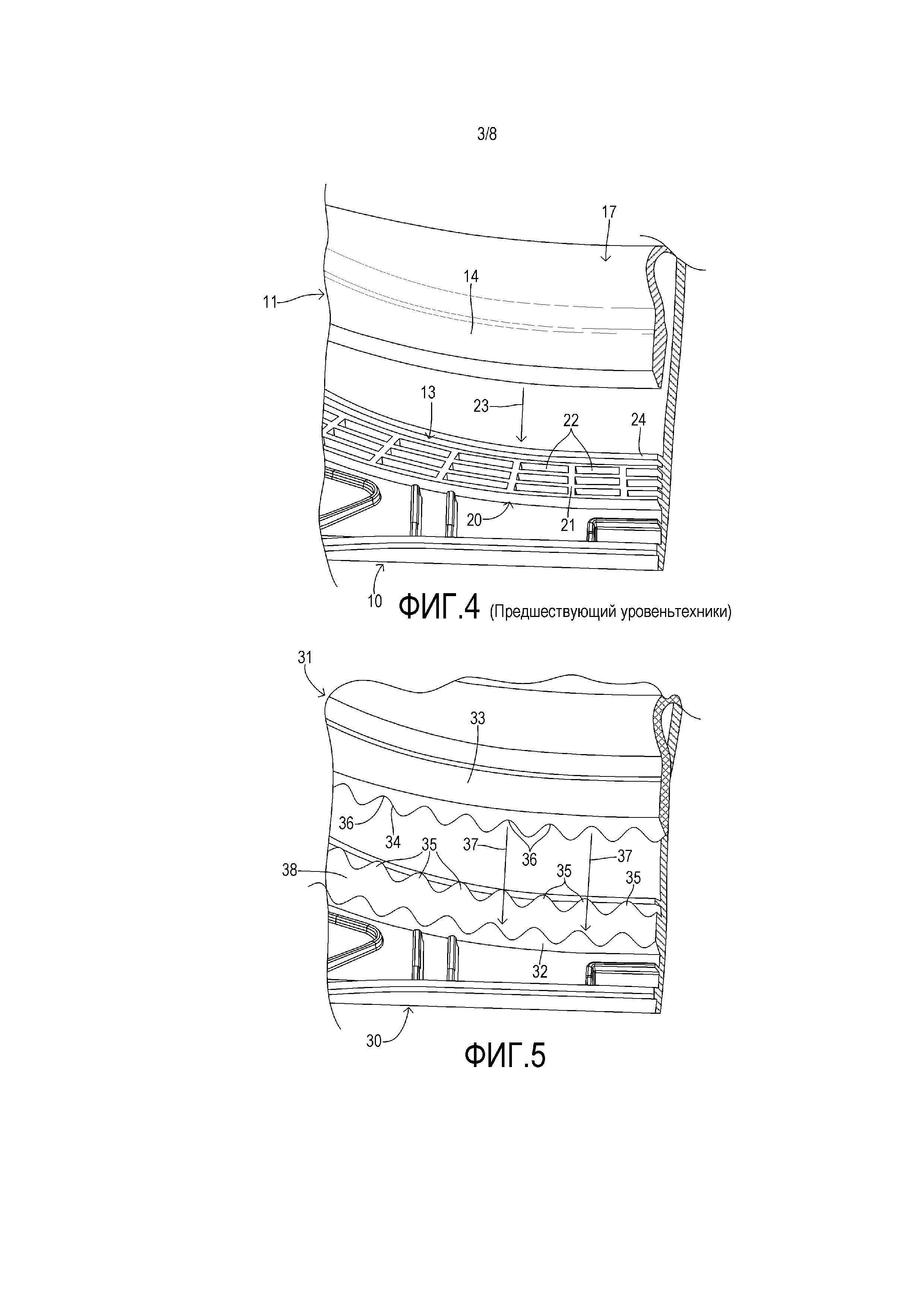
Фиг. 4 - местное изображение в разобранном виде в перспективе, показывающее дорожку для сварки предшествующего уровня техники и приварной фланец подробнее.
Фиг. 5 - местное изображение в разобранном виде в перспективе, показывающее дорожку для сварки и приварной фланец по одному из вариантов осуществления настоящего изобретения.
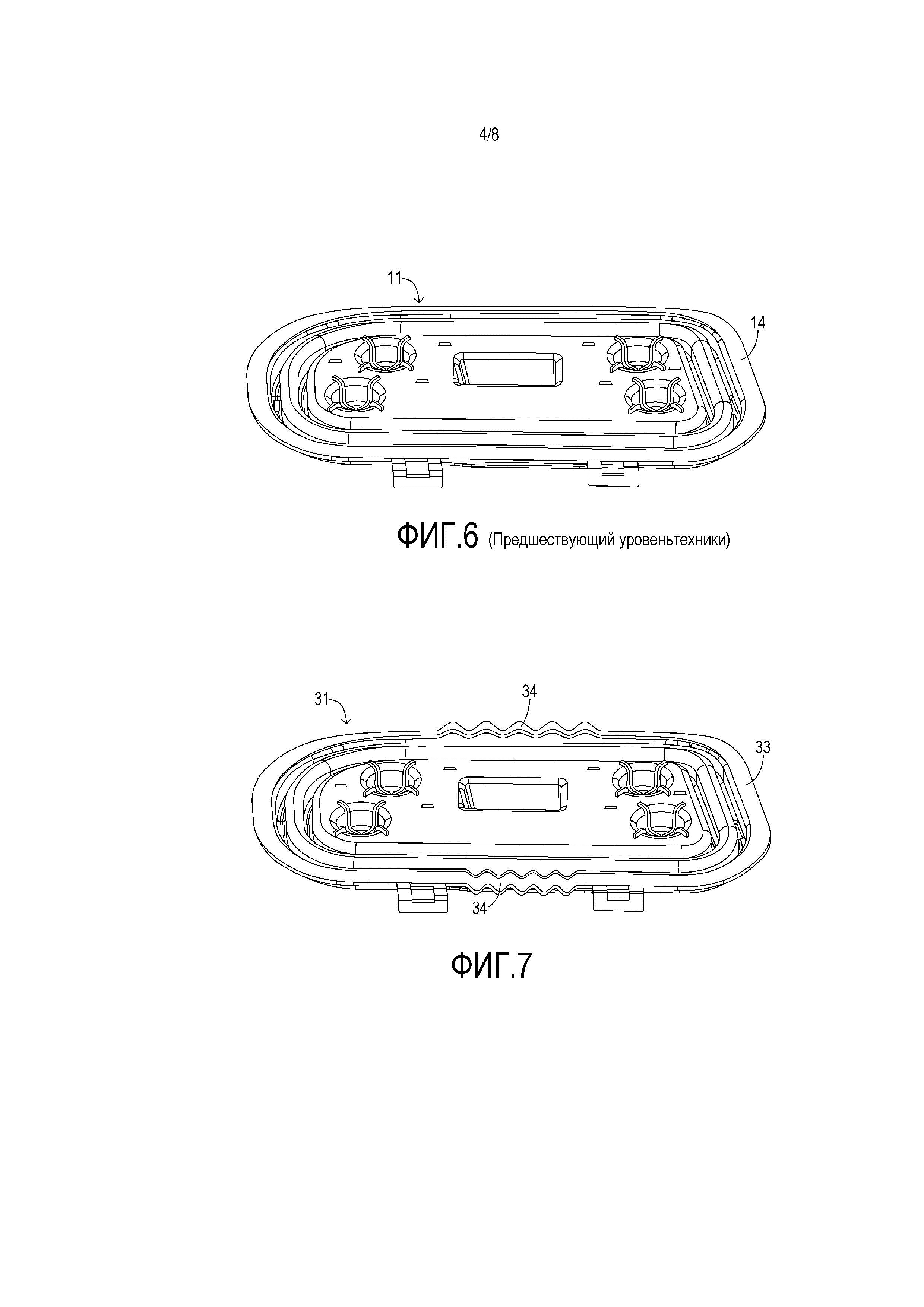
Фиг. 6 - вид в перспективе, показывающий внутреннюю поверхность элемента баллона предшествующего уровня техники по фиг. 1.
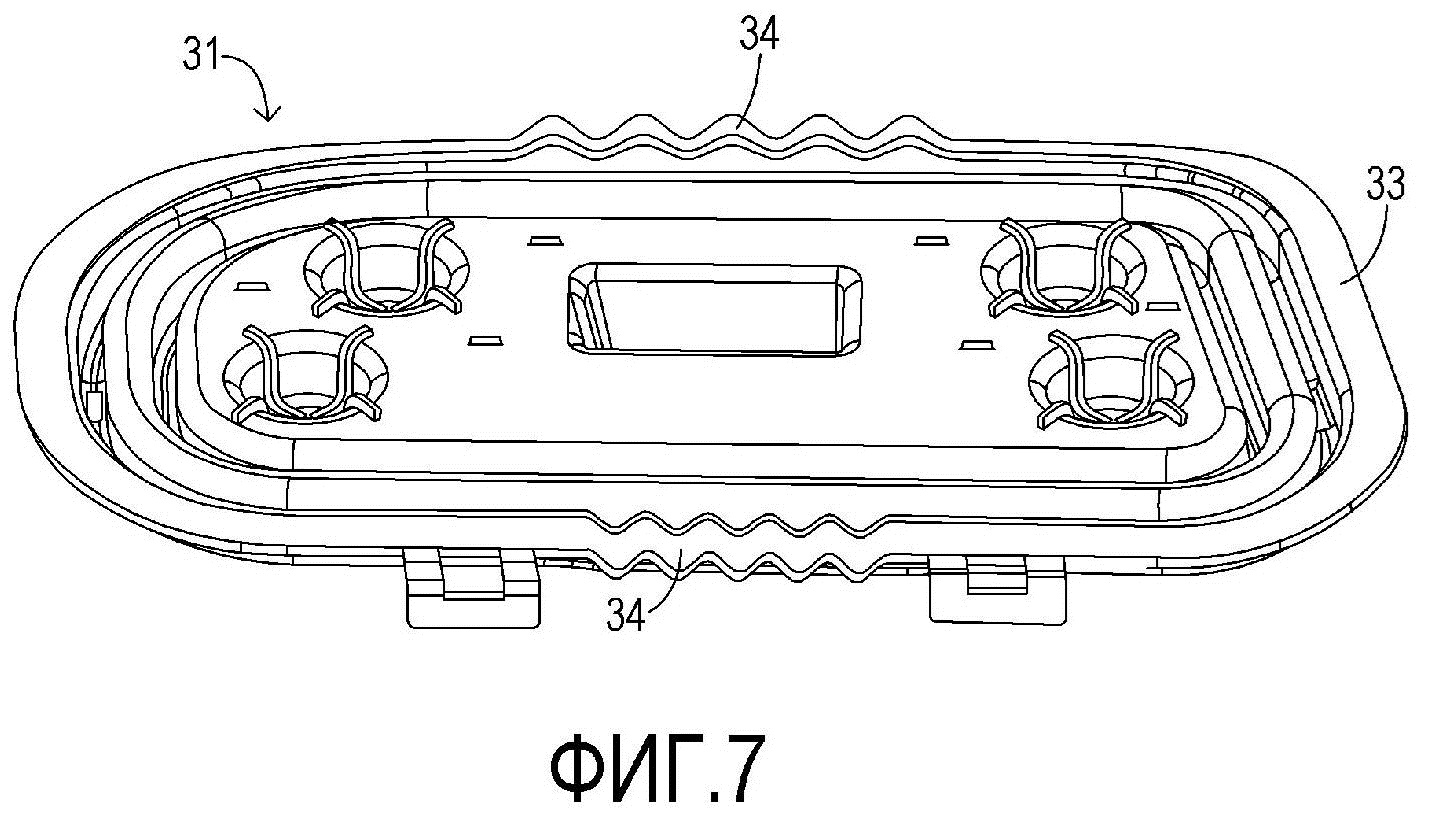
Фиг. 7 - вид в перспективе, показывающий внутреннюю поверхность одного из вариантов осуществления элемента баллона по изобретению.
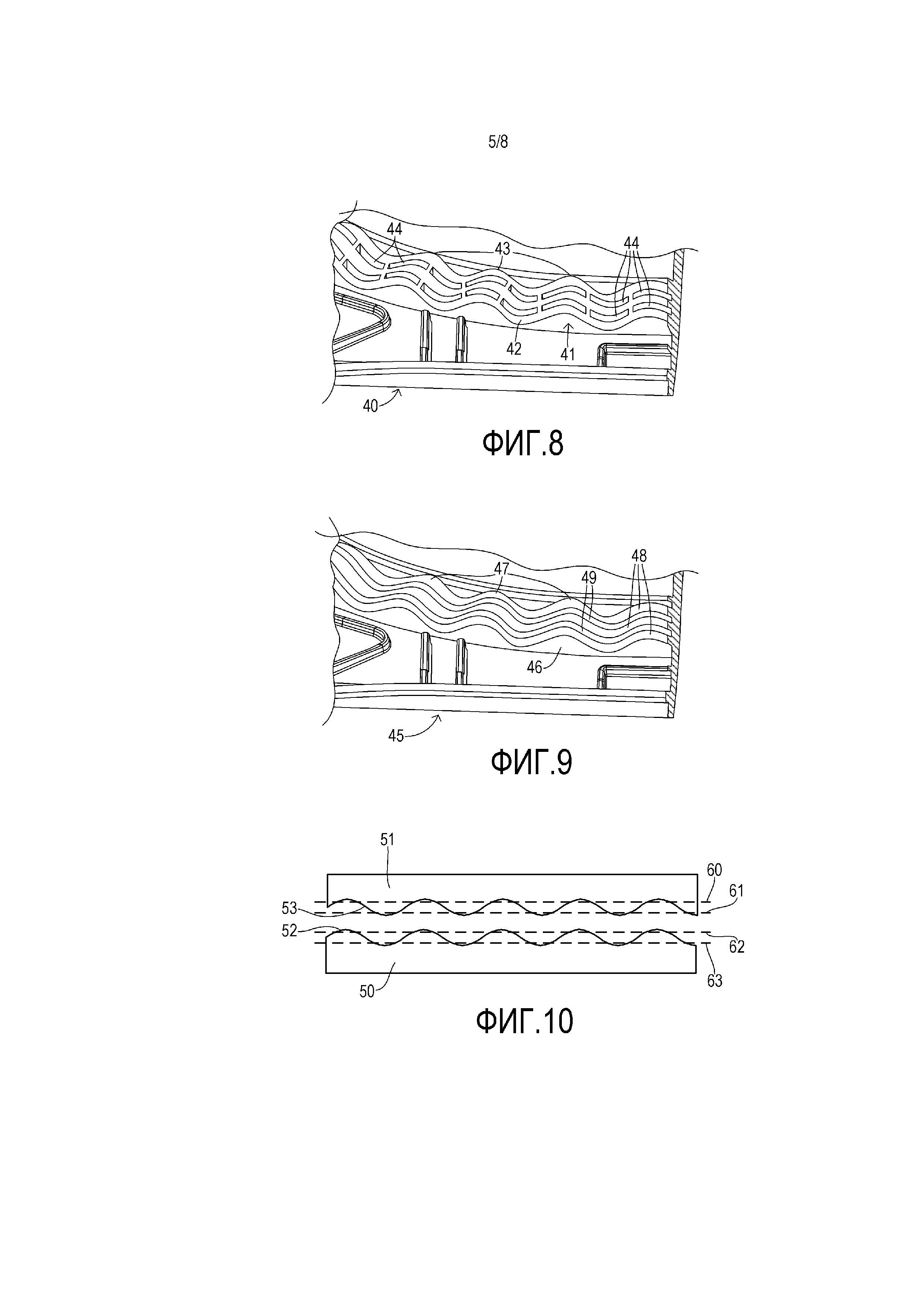
Фиг. 8 - местный вид в перспективе, показывающий еще один вариант осуществления рифленой дорожки для сварки по изобретению, включающей в себя углубления в рифлениях.
Фиг. 9 - местный вид в перспективе, показывающий еще один вариант осуществления рифленой дорожки для сварки по изобретению, включающей в себя радиальные ребра в пределах рифлений.
Фиг. 10 показывает синусоидальный профиль для одного из вариантов осуществления комплементарных поверхностей дорожки для сварки и приварного фланца.
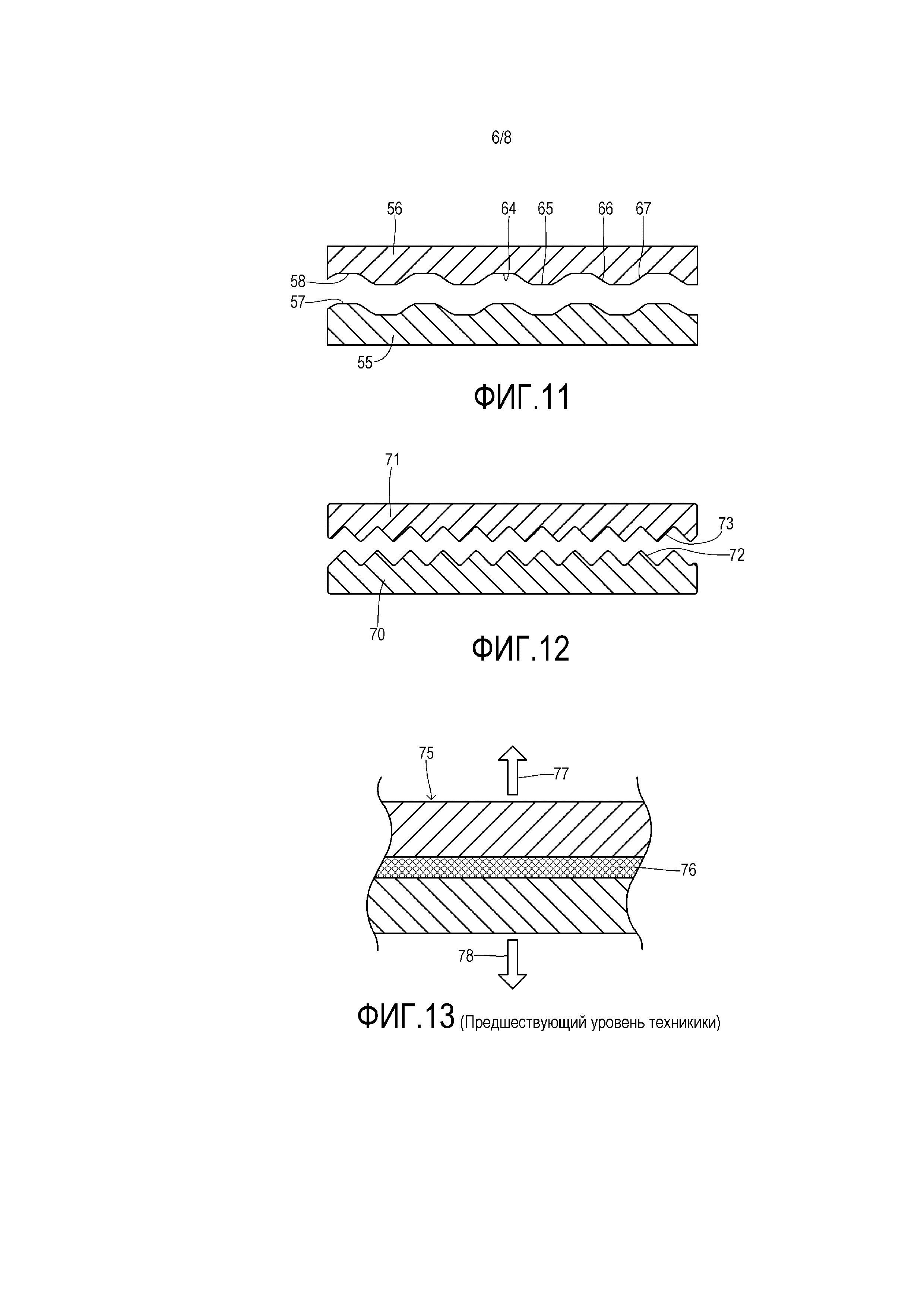
Фиг. 11 показывает по существу синусоидальный профиль с усеченными пиками и впадинами.
Фиг. 12 показывает по существу треугольный профиль для рифлений, сформированных в качестве треугольных призм.
Фиг. 13 - поперечный разрез продольного сварного шва, показывающий усилия отслаивания, в то время как прикладываются к сварному шву предшествующего уровня техники, сформированному в качестве плоской ленты.
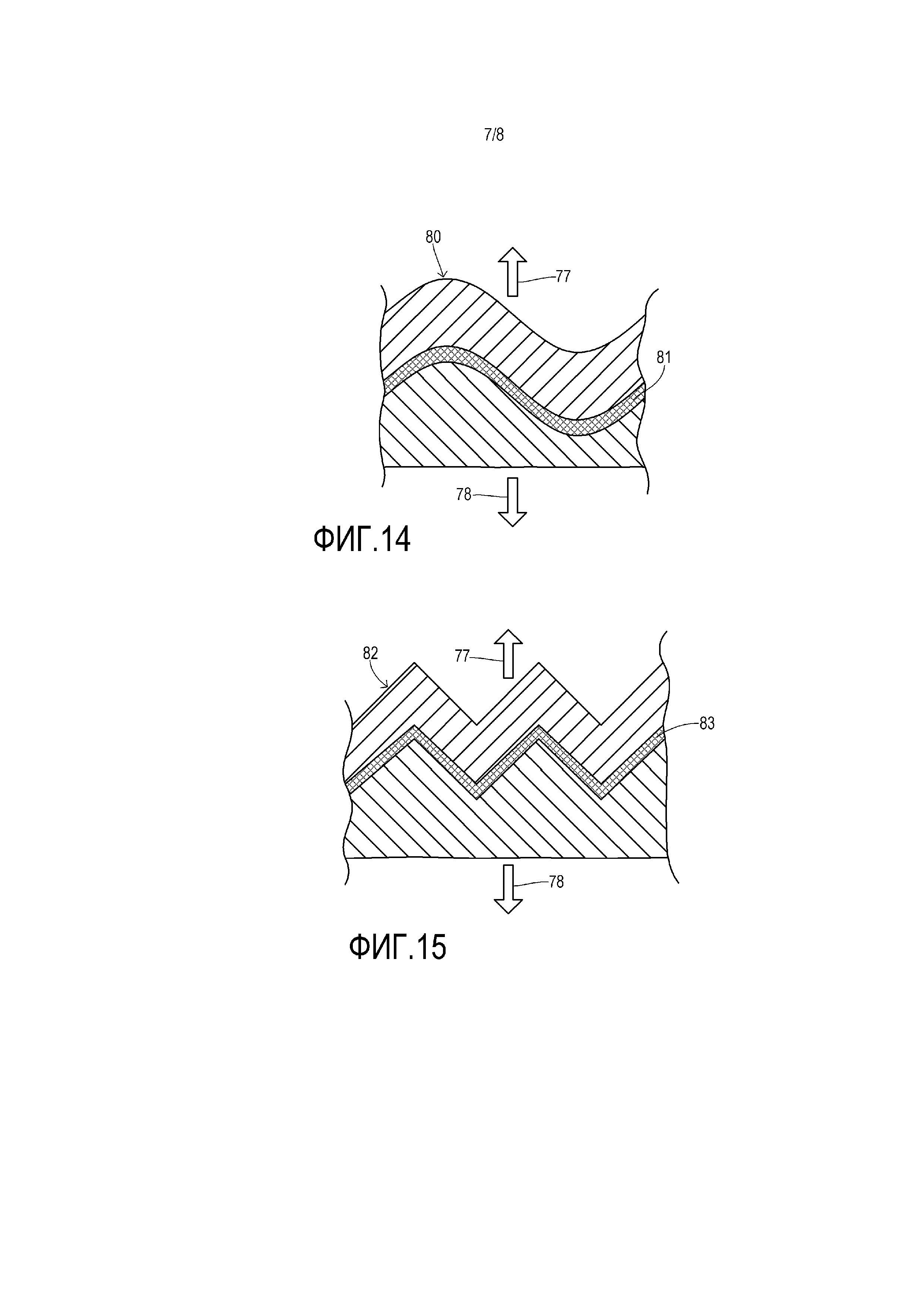
Фиг. 14 - поперечный разрез продольного сварного шва у сварного шва с формой синусоидальной волнистой ленты, в котором механические напряжения надувания преобразуются, по меньшей мере, частично в сдвигающие усилия.
Фиг. 15 - поперечный разрез продольного сварного шва у сварного шва с формой треугольной волнистой ленты, в котором механические напряжения надувания преобразуются, по меньшей мере, частично в сдвигающие усилия.
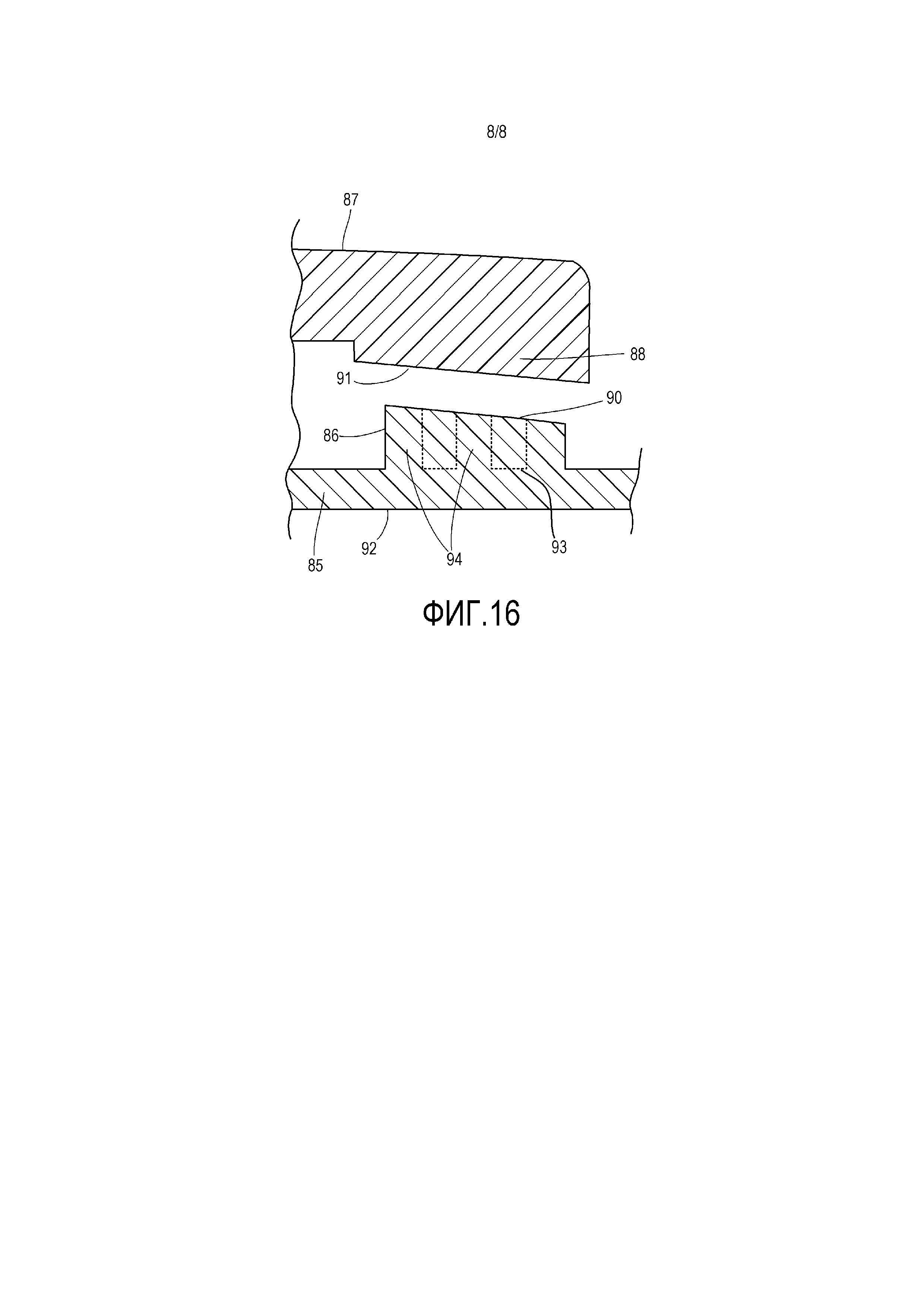
Фиг. 16 - радиальный поперечный разрез панели отделки салона и элемента баллона, которые должны свариваться, который показывает радиально наклонную свариваемую поверхность.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг. 1-3 показывают активный буфер предшествующего уровня техники, сформированный в качестве панели внутренней отделки салона, которая является частью дверцы перчаточного ящика в автомобильном транспортном средстве. Конкретнее, панель 10 отделки салона функционирует в качестве передней стенки внутренней отделки, которая принимает расширяемую стенку 11 баллона. Панель 10 имеет внутреннюю поверхность 12 с дорожкой или каналом 13 для сварки, предпочтительно сформированными в качестве ребра, которое проходит вверх от внутренней поверхности, для того чтобы соединяться с наружным фланцем 14 стенки 11 баллона (например, посредством пластической сварки, такой как сварка нагретыми пластинами).
Стенка 11 баллона имеет углубление 15 возле центра для установки нагнетательного насоса (не показан) и множество монтажных стоек 16, предусмотренных в центральной секции крепления для прикрепления узла к поверхности реакции, такой как внутренняя панель дверцы перчаточного ящика (не показана). Складчатая область 17 сформирована между стойками 16 и наружным фланцем 14, так чтобы последовательность складок могла разворачиваться во время надувания некоторым образом, который предоставляет панели 10 отделки салона возможность перемещаться в направлении пассажирской кабины, чтобы подкладывать подушку под ударяющегося пассажира.
Тепловая сварка дорожки 13 и фланца 14 создает полость баллона для приема газа для надувания из нагнетательного насоса. Во время операции горячей сварки, нагретая пластина, лазер или другой источник тепла используется для плавления пластичного материала дорожки 13 и фланца 14, а после того, как источник тепла убран, затем дорожка 13 и фланец 14 сжимаются друг с другом и охлаждаются, так чтобы расплавленные материалы перемешивались и становились сваренными воедино, давая в результате узел, показанный на фиг. 3.
Фиг. 4 показывает поверхности для формирования теплового сварного шва подробнее. Дорожка 13 для сварки предпочтительно может содержать приподнятый барьер 20, проходящий радиально вокруг периферии герметизированной камеры, для формирования сварного шва с замкнутым контуром. Барьер 20 имеет верхнюю поверхность 21, определяющую по существу ровную плоскость, которая должна соединяться с лицевой поверхностью приварного фланца 14. Приподнятый барьер 20 может включать в себя множество утопленных углублений 22 для усиления взаимного проникновения между дорожкой 13 для сварки и приварным фланцем 14 во время тепловой сварки. После достаточного нагрева, комплементарные поверхности дорожки 13 и фланца 14 сжимаются друг с другом в направлении стрелки 23 для формирования теплового сварного шва. Вследствие в целом ровного плоского профиля одной или обеих поверхностей, результирующий сварной шов имеет форму ровной плоской ленты, продолжающейся периферийно (то есть, радиально) вокруг буфера. Приподнятое ребро 24 может быть предусмотрено на внутренней стороне теплового сварного шва, для того чтобы заслонять сварной шов от непосредственного вторжения газа для надувания во время начальных стадий надувания.
Улучшенный сварной шов по настоящему изобретению может быть получен в форме волнистой ленты посредством использования рифленых поверхностей тепловой сварки, как показано на фиг. 5. Таким образом, наружная панель 30 отделки салона присоединена к расширяемому эластичному баллону 31 вдоль теплового сварного шва с замкнутым контуром между дорожкой 32 для сварки и соответствующим приварным фланцем 33, при этом, дорожка 32 для сварки имеет внутреннюю поверхность 38, включающую в себя рифления 35, и приварной фланец 33 имеет поверхность 34, включающую в себя рифления 36. Рифления 35 и 36 комплементарны, так что они могут соединяться вдоль направления стрелок 37. Комплементарные поверхности 38 и 34 становятся вложенными друг в друга во время этапа сжатия тепловой сварки, чтобы тем самым формировать сварной шов, который, по меньшей мере, частично профилирован в виде волнистой ленты.
Во время тепловой сварки, тепло, приложенное к поверхностям 38 и 34, создает расплавленный поверхностный слой на каждом компоненте. Расплавленные слои сливаются во время сжатия, для того чтобы формировать волнистый ленточный сварной шов. Рифления предпочтительно могут проходить полностью по периферии дорожки для сварки и приварного фланца с замкнутым контуром. В качестве альтернативы, волнистая часть может проходить только поверх небольшой радиальной части сварного шва с замкнутым контуром, такой как области, где наивысшие механические напряжения сварки происходят в результате во время надувания. Фиг. 6 показывает плоский приварной фланец 14 на элементе 11 баллона, который дает в результате тепловой сварной шов, являющийся ровной плоской лентой. Фиг. 7 показывает один из вариантов осуществления элемента 31 баллона по настоящему изобретению, в котором рифления 34 на приварном фланце 33 проходят только поверх части полной периферийной окружности. Для части сварного шва, имеющего рифления, настоящее изобретение гарантирует, что большая часть сварного шва проходит неперпендикулярно направлению газового расширения камеры баллона (то есть, так как поверхности вдоль рифлений не параллельны основной ориентации панелей). Таким образом, вектор разделяющей силы, вызванный расширением баллона, действующий на сварной шов в рифленых областях, имеет составляющую, действующую в направлении сдвига, вследствие переориентации сварного шва в сторону от перпендикулярности вектору силы. Составляющая силы продолжает действовать в качестве усилия отслаивания, но прикладывание некоторой части силы в качестве сдвигающего усилия значительно улучшает общую прочность шва.
Действие усилия отслаивания характеризовалось бы сгибанием приварного фланца или дорожки для сварки. Рифленый сварной шов по изобретению повышает жесткость приварного фланца и/или дорожки для сварки, так чтобы изгибание подвергалось сопротивлению, что приводит к дополнительному повышению общей прочности сварки.
Предпочтительно, рифления могут иметь непрерывно меняющийся наклон, такой как с имеющим форму синусоиду рифленым профилем, показанным на фиг. 5 и 7. Гладкая волнистая поверхность, как показанная на фиг. 5, может быть модифицирована, чтобы включать в себя углубления или ребра. Как показано на фиг. 8, наружная панель 40 отделки салона имеет дорожку 41 для сварки с внутренней поверхностью 42, придерживающейся синусоидального профиля с рифлениями 43. Множество углублений 44 утоплены в поверхности 42 для усилия взаимного проникновения расплавленных пластичных поверхностей во время тепловой сварки. Подобным образом, фиг. 9 показывает наружную панель 45 отделки салона с дорожкой 46 для сварки, имеющей рифления 47. Внутренняя поверхность 48, определяющая волнистую поверхность ленты, может прерываться желобками 49. Таким образом, дорожка 46 для сварки формируется в качестве множества ребер для повышения проникновения в соответствующую комплементарную поверхность приварного фланца (не показан). Должно быть отмечено, однако, что только верхние поверхности ребер, которые нагреваются нагретой пластиной или другим источником тепла во время тепловой сварки, реально плавятся и формируют часть теплового сварного шва (то есть, боковые поверхности ребер не плавятся и не формируют тепловой сварной шов). Таким образом, тепловые сварные швы предшествующего уровня техники создавали плоские сварные швы.
Фиг. 10 показывает поперечный разрез предпочтительного синусоидального профиля, в котором дорожка 50 для сварки и приварной фланец 51 имеют комплементарные поверхности 52 и 53 соответственно. Синусоидальный рифленый профиль имеет непрерывно меняющийся наклон. Преобразование вектора силы надувания в усилие сдвига меняется вдоль профиля пропорционально отклонению наклона от перпендикулярности вектору силы. Преобразование является минимальным на пиках и впадинах синусоидальных рифлений и наивысшим на переходах через ноль.
Прочность сварки, однако, может улучшаться, только когда часть профиля имеет наклон, который неперпендикулярен вектору силы разделения. Например, фиг. 11 показывает по существу синусоидальный профиль рифления, в котором пики и впадины синусоид усечены. Точнее, дорожка 55 для сварки и приварной фланец 56 имеют комплементарные поверхности 57 и 58. Синусоидальный профиль по фиг. 10 был подрезан согласно плоским граничным плоскостям 60 и 61 для приварного фланца 54 и граничным плоскостям 62 и 63 для дорожки 50 для сварки. Усечение синусоидального профиля с использованием панелей 60 и 61, например, приводит к плоским пикам и впадинам 64 и 65. Синусоидальные секции 66 и 67 профиля продолжают обеспечивать добавочную прочность в силу нахождения неперпендикулярно вектору силы надувания.
Фиг. 12 показывает еще один профиль, в котором дорожка 70 для сварки и приварной фланец 71 имеют треугольные поперечные сечения на комплементарных поверхностях 72 и 73. Результирующие рифления профилированы в качестве треугольных призм. Соотношение сдвигающего усилия и усилия отслаивания, действующих по тепловому сварному шву, использующему профиль по фиг. 12, зависит от выбранной крутизны треугольных поперечных сечений. Процесс тепловой сварки, однако, может накладывать ограничения на остроту треугольного профиля вследствие необходимости в эффективном плавлении вдоль всей поверхности.
Преобразование сил надувания из усилия отслаивания в усилие сдвига показано на фиг. 13-15. Таким образом, приваренный узел 75 имеет сварной шов 76 предшествующего уровня техники, формирующий ровную плоскую ленту на фиг. 13. Силы 77 и 78 разделения прикладываются полностью перпендикулярно сварному шву 76, давая в результате полное усилие отслаивания и отсутствующее усилие сдвига. На фиг. 14, приваренный узел 80 имеет волнистый ленточный тепловой сварной шов 81, придерживающийся синусоидального профиля. Силы 77 и 78 разделения действуют на сварном шве 81 в качестве комбинации усилий отслаивания и среза вдоль большей части волнистого сварного шва 81. Более точно, чем дальше наклон сварного шва 81 находится от перпендикулярности силам 77 и 78 (то есть, чем ближе наклон сварного шва 81 находится к параллельности с направлением сил 77 и 78), тем большая доля таких сил действует в качестве сдвигающего усилия. Подобным образом, приваренный компонент 82 на фиг. 15 имеет тепловой сварной шов 83, придерживающийся треугольного профиля. Рифления, сформированные в качестве треугольных призм, порождают большое и стойкое улучшение прочности сварки, преобразовывая большую долю сил в сдвигающие усилия вместо усилий отслаивания.
В дополнение к преобразованию усилий отслаивания в сдвигающие усилия из-за рифлений, настоящее изобретение повышает совокупную площадь сварки сварного шва вследствие увеличенной общей длины волнистой ленты. Более того, сварному шву придается жесткость, чтобы сопротивляться отслаиванию, и повышенная прочность сварного шва получается без значительного добавления массы и без добавочных компонентов.
Рифления, обсужденные выше, дают волнообразный или плоский наклон вдоль продольного направления сварного шва. Фиг. 16 - радиальное поперечное сечение (то есть, перпендикулярное продольному удлинению сварного шва) еще одного варианта осуществления, в котором создается сварной шов, имеющий наклонный радиальный профиль. Сварной шов мог бы быть рифленым или не рифленым в продольном направлении. Если не рифленый, наклонный радиальный профиль по-прежнему преобразует некоторую часть усилий отслаивания в сдвигающие усилия. Точнее, передняя панель 85 отделки салона, имеющая дорожку 86 для сварки, смонтирована на элемент 87 баллона, имеющий приварной фланец 88. Лицевые поверхности 90 и 91 дорожки 86 для сварки и приварного фланца 88 комплементарны и определяют профиль, который радиально наклонен относительно передней поверхности 92 панели 95 отделки салона.
Наклонный профиль по фиг. 16 также может быть реализован с использованием ребристых дорожки для сварки или приварного фланца. Например, пунктирные линии 93 очерчивают модифицированную дорожку для сварки, имеющую ребра 94, которая придерживается наклонного радиального профиля. Каждое соответственное ребро имеет разную высоту для следования наклонному профилю, который совместно используется с комплементарной поверхностью 91.
Корпус рулевой рейки с поперечными сужениями
Усовершенствованное прессовое соединение корпуса зубчатой рейки
Рулевой клапан с планетарной передачей
Способ управления двигателем, выполненным с возможностью работы на газообразном топливе, двигатель, имеющий цилиндры, выполненные с возможностью сжигания газообразного топлива и двигатель, выполненный с возможностью сжигания газообразного топлива
Способ проверки системы продувки паров транспортного средства, транспортное средство с гибридным приводом и способ проверки системы продувки паров на борту транспортного средства
Устройство и способ инжекционного формования вспененных полимеров
Транспортное средство (варианты)
Двигатель внутреннего сгорания с турбонагнетателем, приводная система и способ работы двигателя внутреннего сгорания с турбонагнетателем (варианты)
Блок цилиндров (варианты) и способ работы системы смазки в двигателе
Несущий каркас (варианты)
Амортизатор отделения для хранения в транспортном средстве
Узел подлокотника транспортного средства и способ обеспечения опоры для поворачиваемого подлокотника в транспортном средстве
Освобождаемый фиксатор для дверцы отделения для хранения в транспортном средстве, транспортное средство (варианты) и устройство для выборочного закрывания дверцы отделения для хранения в транспортном средстве
Запорная система отделения перчаточного ящика транспортного средства, такое отделение и способ удержания его дверцы

