Результат интеллектуальной деятельности: Установка для получения детали из металлического порошкового материала
Вид РИД
Изобретение
Изобретение относится к оборудованию для получения детали методом селективного лазерного спекания с применением поверхностно-пластического деформирования и ультразвуковой обработки.
Известны различные аналоги установок для получения деталей из металлического порошкового материала с применением лазерной технологии, спекающие (сплавляющие) детали из порошков, и состоящие, в основном, из лазерно-оптической системы, рабочей камеры с вертикально подвижным столом, механизмов вертикальной подачи порошка из бункера-питателя и горизонтальной подачи порошка в рабочую камеру с последующим выравниванием ножами или валиками и спеканием каждого его слоя, с системами вакуумирования. очистки и защиты газовой среды, системой управления и т.д. (установки моделей «Phenix 250» (Франция). EOSINTS 750 (Германия), Concept М2 (Германия), патент US №6215093 В1, опубл. 10.04.2001).
Недостатком данных установок является низкое качество послойного формирования детали, в виду низкой эффективности лазерной обработки, зависящей от толщины формируемого слоя и снижающейся по мере удаления от верхней поверхности слоя в глубину к нижней поверхности сформированного слоя металлического порошкового материала. Это приводит к неполному оплавлению металлического порошка находящегося на нижней поверхности сформированного слоя и снижает прочность детали в направлении вдоль формирования детали и приводит к анизотропии физико-механических свойств. Увеличение мощности лазера при лазерной обработке или времени воздействия приводит к выгоранию частиц на верхней поверхности сформированного слоя металлического порошкового материала, что делает невозможным получения детали из металлического порошкового материала с применением лазерной технологии.
В качестве прототипа взят патент US №20090206065 A1 опубл. 20.08.2009. Установка содержит камеру, в верхней части которой установлены оптическая система и механизм лазерной обработки, в нижней части размещена станина, с расположенными на ней системой осаждения металлического порошкового материала, содержащей ролик, два контейнера для сбора металлического порошкового материала и два питателя для подачи металлического порошкового материала, и строительной платформой, выполненной с возможностью поступательного перемещения в вертикальном направлении и расположенной между питателями системы осаждения металлического порошкового материала.
Недостатком данной установки является низкое качество послойного формирования детали, в виду низкой эффективности лазерной обработки, зависящей от толщины формируемого слоя и снижающейся по мере удаления от верхней поверхности слоя в глубину к нижней поверхности сформированного слоя металлического порошкового материала. Как следствие это приводит к неполному оплавлению металлического порошка находящегося на нижней поверхности сформированного слоя, что снижает прочность детали в направлении вдоль формирования детали и приводит к анизотропии физико-механических свойств. Увеличение мощности лазера при лазерной обработке или времени воздействия приводит к выгоранию частиц на верхней поверхности сформированного слоя металлического порошкового материала, что делает невозможным получения детали из металлического порошкового материала с применением лазерной технологии.
Задачей изобретения является усовершенствование установки для получения детали из металлического порошкового материала, позволяющее повысить качество послойного формирования детали и обеспечить формирование детали с высокими физико-механическими и прочностными свойствами.
Техническим результатом является повышение когезионной прочности и изотропии физико-механических свойств детали.
Технический результат достигается тем, что установка для получения детали из металлического порошкового материала содержит камеру, в верхней части которой установлены оптическая система и механизм лазерной обработки, в нижней части размещена станина, с расположенными на ней системой осаждения металлического порошкового материала, содержащей ролик, два контейнера для сбора металлического порошкового материала и два питателя для подачи металлического порошкового материала, и строительной платформой, выполненной с возможностью поступательного перемещения в вертикальном направлении и расположенной между питателями системы осаждения металлического порошкового материала, при этом с одной стороны одного из контейнеров для сбора металлического порошкового материала дополнительно установлены ультразвуковой генератор, к которому подключен, встроенный в манипулятор магнитострикционный ультразвуковой преобразователь со сферическим твердосплавным наконечником.
При формировании детали с применением аддитивной технологии послойного наращивания из металлического порошкового материала в результате снижения эффективности воздействия лазера в зависимости от толщины формируемого слоя, происходит неполное оплавление частиц металлического порошкового материала расположенных ниже частиц расположенных на поверхности слоя, на которую воздействует лазер. В результате неполного оплавления частиц поверхности слоя сопрягаемой с предыдущим слоем значения когезионной прочности между, как правило, слоями значительно ниже, чем вдоль формирования слоев. В результате чего физико-механические свойства детали ниже вдоль направления формирования детали, чем в вдоль направления формирования слоя. Такое явление называется анизотропией и является нежелательным, так как снижает физико-механические свойства получаемой детали в целом.
Повышение мощности лазера или длительности его воздействия на формируемый слой для создания условия полного оплавления частиц металлического порошкового материала расположенных ниже поверхности слоя, на которую воздействует лазер, приводит к выгоранию частиц металлического порошкового материала находящихся на поверхности слоя, на которую воздействует лазер. В результате чего получить деталь на данной установке с заданными размерами в пределах допускаемых отклонений в размерах или форме детали становится невозможным или вообще невозможно получить деталь на данной установке.
Для повышения межслойной когезионной прочности между формируемыми слоями детали необходимо создания условий для термодиффузионного массопереноса между слоями. Для обеспечения процесса термодиффузионного массопереноса установка дополнительно снабжена манипулятором с магнитострикционным ультразвуковым преобразователем с твердосплавным наконечником, который имеет сферическую форму, и подключенным к ультразвуковому генератору. Так при послойном формировании детали, из металлического порошкового материала после воздействия лазером на слой металлического порошкового материала начиная со второго слоя, осуществляют дополнительную обработку слоев сферическим твердосплавным наконечником, колеблющимся с ультразвуковой частотой. В результате такого воздействия атомам частиц слоев сообщается дополнительная энергия, и они переходят в возбужденное состояние, в результате чего создаются условия для процесса термодиффузионного массопереноса между слоями, что приводит к повышению когезионной прочности не только вдоль направления формирования детали - межслойная когезионная прочность, но и вдоль направления формирования слоя, и как следствие повышение физико-механических свойств детали, а также получение детали обладающих изотропией физико-механических свойств.
На фиг. 1 изображена установка для получения деталь из металлического порошкового материала, которая состоит из камеры 1, в верхней части которой установлены оптическая система 2 и механизм лазерной обработки 3. В нижней части камеры 1 размещена станина 4, с расположенными на ней системой осаждения металлического порошкового материала, содержащей ролик 5, два контейнера для сбора металлического порошкового материала 6 и два питателя для подачи металлического порошкового материала 7, и строительной платформой 8. Строительная платформа 8 выполнена с возможностью поступательного перемещения в вертикальном направлении и расположенной между питателями для подачи металлического порошкового материала 7 системы осаждения металлического порошкового материала. При этом с одной стороны одного из контейнеров для сбора металлического порошкового материала 6 дополнительно установлены ультразвуковой генератор 11, к которому подключен, встроенным в манипулятор 9, магнитострикционный ультразвуковой преобразователь со сферическим твердосплавным наконечником 10.
Установка для получения детали из металлического порошкового материала работает следующим образом: отпускают строительную платформу 8 на величину формируемого первого слоя, на которую при помощи ролика 5 доставляют металлический порошковый материал из питателя для подачи металлического порошкового материала 7, где его выравнивают и уплотняют, а излишки металлического порошкового материала, оставшиеся при формировании слоя на строительной платформе 8, при помощи ролика 5 транспортируют в контейнер для сбора металлического порошкового материала 6. После чего генерируют лазерный луч в механизме лазерной обработки 3, который направляют в оптическую систему 2. При помощи луча по заданной траектории осуществляют сплавление металлического порошкового материала и формирование контура детали на первом слое.
После начинают нанесение второго слоя - отпускают строительную платформу 8 на величину формируемого второго слоя, на которую при помощи ролика 5 доставляют металлический порошковый материал из питателя для подачи металлического порошкового материала 7, где его выравнивают и уплотняют, а излишки металлического порошкового материала, оставшиеся при формировании слоя на строительной платформе 8, при помощи ролика 5 транспортируют в контейнер для сбора металлического порошкового материала 6. После чего генерируют лазерный луч в механизме лазерной обработки 3, который направляют в оптическую систему 2. При помощи луча по заданной траектории осуществляют сплавление металлического порошкового материала и формирование контура детали на втором слое. Затем после обработки лазерным лучом, второй слой формируемой детали дополнительно подвергают ультразвуковой обработке, магнитострикционным ультразвуковым преобразователем со сферическим твердосплавным наконечником, установленным в манипулятор 9, которые повторяют траекторию движения лазерного луча. Магнитострикционный ультразвуковой преобразователь со сферическим твердосплавным наконечником 10, колеблется с ультразвуковой частотой, которую задают при помощи ультразвукового генератора 11, воздействуя на слой.
Формирование третьего и последующих слоев детали осуществляют аналогично технологии нанесения и обработки второго слоя.
Установка для получения деталей из металлического порошкового материала, содержащая камеру, в верхней части которой установлены оптическая система и механизм лазерной обработки, а в нижней части размещена станина с расположенными на ней системой осаждения металлического порошкового материала, содержащей ролик, два контейнера для сбора металлического порошкового материала и два питателя для подачи металлического порошкового материала, и строительной платформой, выполненной с возможностью поступательного перемещения в вертикальном направлении и расположенной между питателями системы осаждения металлического порошкового материала, отличающаяся тем, что с одной стороны одного из контейнеров для сбора металлического порошкового материала установлен ультразвуковой генератор, к которому подключен манипулятор со встроенным магнитострикционным ультразвуковым преобразователем со сферическим твердосплавным наконечником.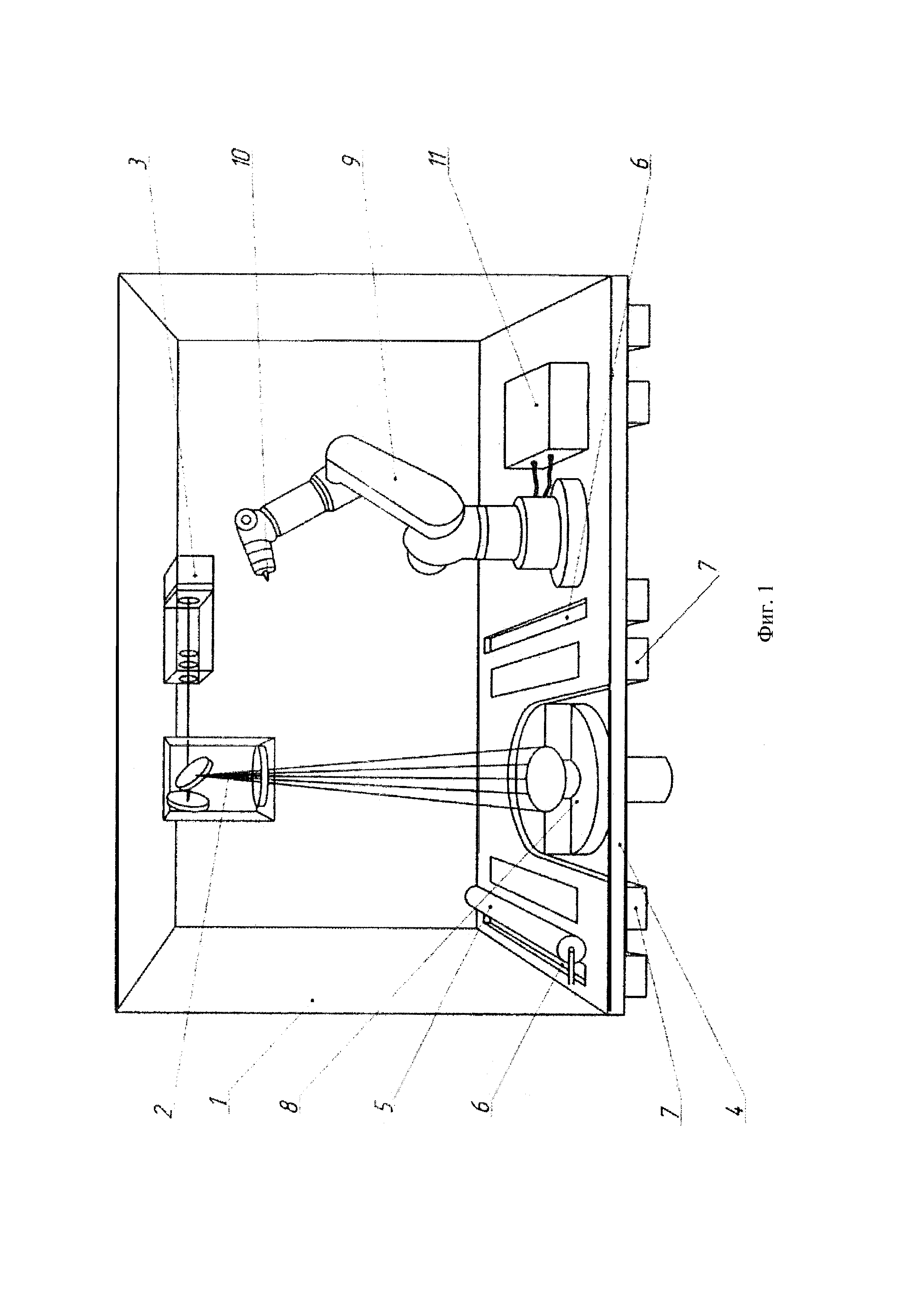
Способ определения равновесных термобарических условий образования и диссоциации газовых гидратов
Способ получения сливочного масляно-медового продукта
Роторный пульсационный аппарат
Устройство для производства капсулированных продуктов
Способ активации прессованных дрожжей
Система автономного электроснабжения
Поршневая машина
Способ производства пшеничного хлеба с амарантовым улучшителем
Способ производства формового крупяного ржано-пшеничного хлеба с амарантовым улучшителем
Устройство для определения места повреждения кабеля
Способ получения многослойных высокоэнтропийных композитных покрытий
Способ получения многослойных высокоэнтропийных композитных покрытий

