Результат интеллектуальной деятельности: СПОСОБ ГАЗОВОЙ ЗАКАЛКИ
Вид РИД
Изобретение
Область техники
Это изобретение относится к способу газовой закалки, в котором заготовка нагревается и затем охлаждается с помощью охлаждающего газа, в качестве закаливания стали.
Уровень техники
Закаливание стали является технологией термической обработки, чтобы получать мартенситную структуру посредством перевода стали в высокотемпературное состояние и затем быстрого охлаждения. До настоящего времени многократно применялся способ жидкостной закалки, в котором охлаждение после нагрева проводится с помощью, в качестве охлаждающего агента, жидкости, такой как масло, вода или полимерный раствор, которая имеет относительно высокое охлаждающее свойство, чтобы проводить закалку относительно больших частей. В такой жидкостной закалке, однако, возникает неравномерное кипение во время закалки. В результате, скорость охлаждения становится неравномерной, тем самым, делая качество неустойчивым. Кроме того, необходимо предусмотреть этап промывки для устранения охлаждающего агента после закалки; кроме того, обработка отработавшей воды, получающейся в результате промывки, также становится значительной проблемой.
С такой точки зрения, в последние годы, внимание было привлечено к газовой закалке, в которой инертный газ, такой как газообразный азот, используется в качестве охлаждающего агента, и охлаждающему газу предоставляется возможность протекать, например, вокруг заготовок, размещенных в печи, тем самым, проводя быстрое охлаждение или закалку заготовок.
Кроме того, непатентная публикация 1 раскрывает, в качестве типа способа газовой закалки, изотермическую закалку (также называемую многоэтапной закалкой), в которой изотермическое выдерживание проводится в течение некоторого периода времени в середине охлаждения с помощью горячего газа высокой температуры около 300 °C. В этом способе охлаждающий газ предварительно нагревается до приблизительно 300°C с помощью выбрасываемого тепла предприятия или т.п., и этот горячий газ циркулирует через газовую печь, которая размещает заготовки, нагреваемые до приблизительно 1000°C, тем самым, охлаждая заготовки и проводя изотермическую обработку по заготовкам до температуры около 300°C, т.е., в равновесие с температурой горячего газа. Затем, после температурного уравновешивания, выполняется переключение на циркуляцию охлаждающего газа, имеющего низкие температуры за счет прохождения через охладитель, тем самым, охлаждая заготовки, чтобы завершать закалку.
В непатентной публикации 1 описывается, что деформация заготовки уменьшается посредством проведения такой многоэтапной закалки по сравнению с обычной непрерывной закалкой.
Однако, в традиционном способе, чтобы выполнять многоэтапную закалку с помощью множества газов, имеющих различные температуры аналогично непатентной публикации 1, становится необходимым предоставлять газовую печь с теплообменником для нагрева газа, охладителем для охлаждения газа, воздушным клапаном для переключения канала, и т.п. Это усложняет устройство.
Кроме того, целью является получение изотермического состояния посредством равновесия между температурой горячего газа и температурой заготовки. Следовательно, это занимает время, в течение которого температура заготовки достигает целевой температуры изотермической обработки, и время цикла закаливающей обработки в целом становится длительным.
Публикации предшествующего уровня техники
Непатентная публикация 1: Акихиро Хамабе, "Using Preheated Inactive Gas for Vacuum Hardening and Isothermal Heat Treatment after Carburizing", журнал Vacuum Society, Япония, 2010 г., т. 53, № 1, стр. 49-52.
Сущность изобретения
Согласно настоящему изобретению предоставляется способ газовой закалки, в котором заготовка, выполненная из стали, нагревается и затем охлаждается для закалки посредством предоставления возможности охлаждающему газу протекать вокруг заготовки в печи, способ газовой закалки содержит:
прекращение подачи охлаждающего газа в середине закалки, прежде чем заготовка достигнет температуры начала мартенситного превращения;
снижение давления внутри печи и создание равномерной температуры по всей заготовке посредством радиационного охлаждения, в то время как температура заготовки поддерживается при промежуточной температуре, которая выше температуры начала мартенситного превращения; и
возобновление подачи охлаждающего газа, после того как температура по всей заготовке была сделана равномерной, тем самым, проводя закалку, чтобы проходить температуру начала мартенситного превращения.
То есть, в способе закалки настоящего изобретения, в середине закалки с помощью охлаждающего газа, подача охлаждающего газа прекращается, и давление внутри печи уменьшается, чтобы сдерживать скорость охлаждения заготовки. В частности, действие охлаждения посредством конвекции быстро пресекается посредством уменьшения давления внутри печи, приводя в результате к практически только радиационному охлаждению. Другими словами, печь переходит в теплоизолированное состояние посредством уменьшения давления, так что заготовка временно поддерживается при промежуточной температуре. В это время тепло переносится в заготовке от участка с относительно высокой температурой к участку с относительно низкой температурой, тем самым, делая температуру по всей заготовке равномерной. Следовательно, при последующем охлаждении посредством подачи охлаждающего газа, температуры по всей заготовке проходят температуру начала мартенситного превращения почти в одно и то же время и с аналогичными температурными градиентами. Таким образом, закалка проводится более равномерно.
Согласно настоящему изобретению, представляется возможным выполнять многоступенчатую закалку без потребности во множестве газов с различными температурами, и деформация заготовки, получающаяся в результате закалки, уменьшается посредством создания равномерной температуры по всей заготовке. Кроме того, по сравнению с традиционным способом, использующим горячий газ, представляется возможным проводить охлаждение и изотермическую обработку до промежуточной температуры в короткий период времени, тем самым, сокращая время цикла закаливающей обработки в целом.
Краткое описание чертежей
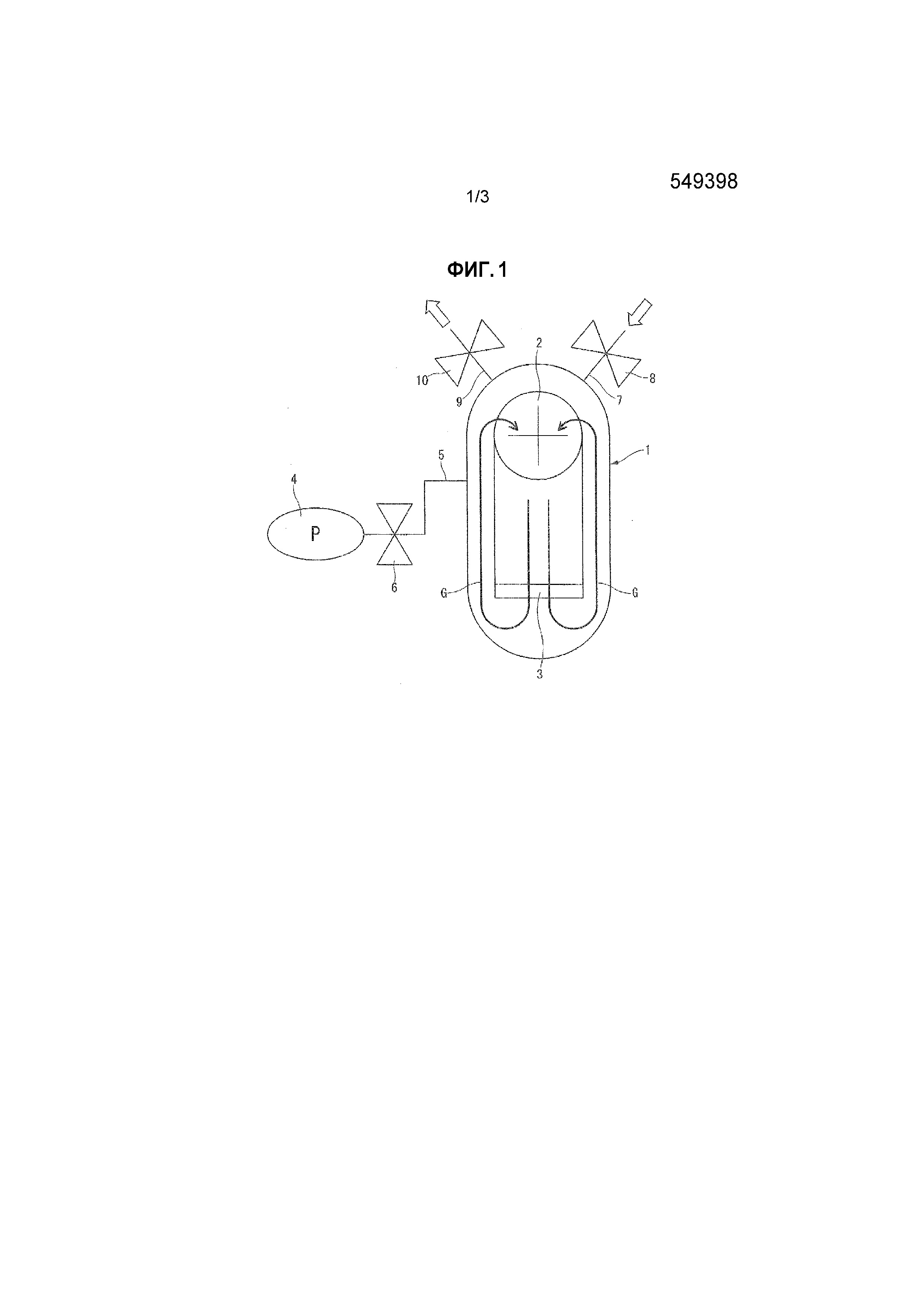
Фиг. 1 - пояснительный вид структуры печи для газовой закалки, используемой в способе газовой закалки настоящего изобретения;
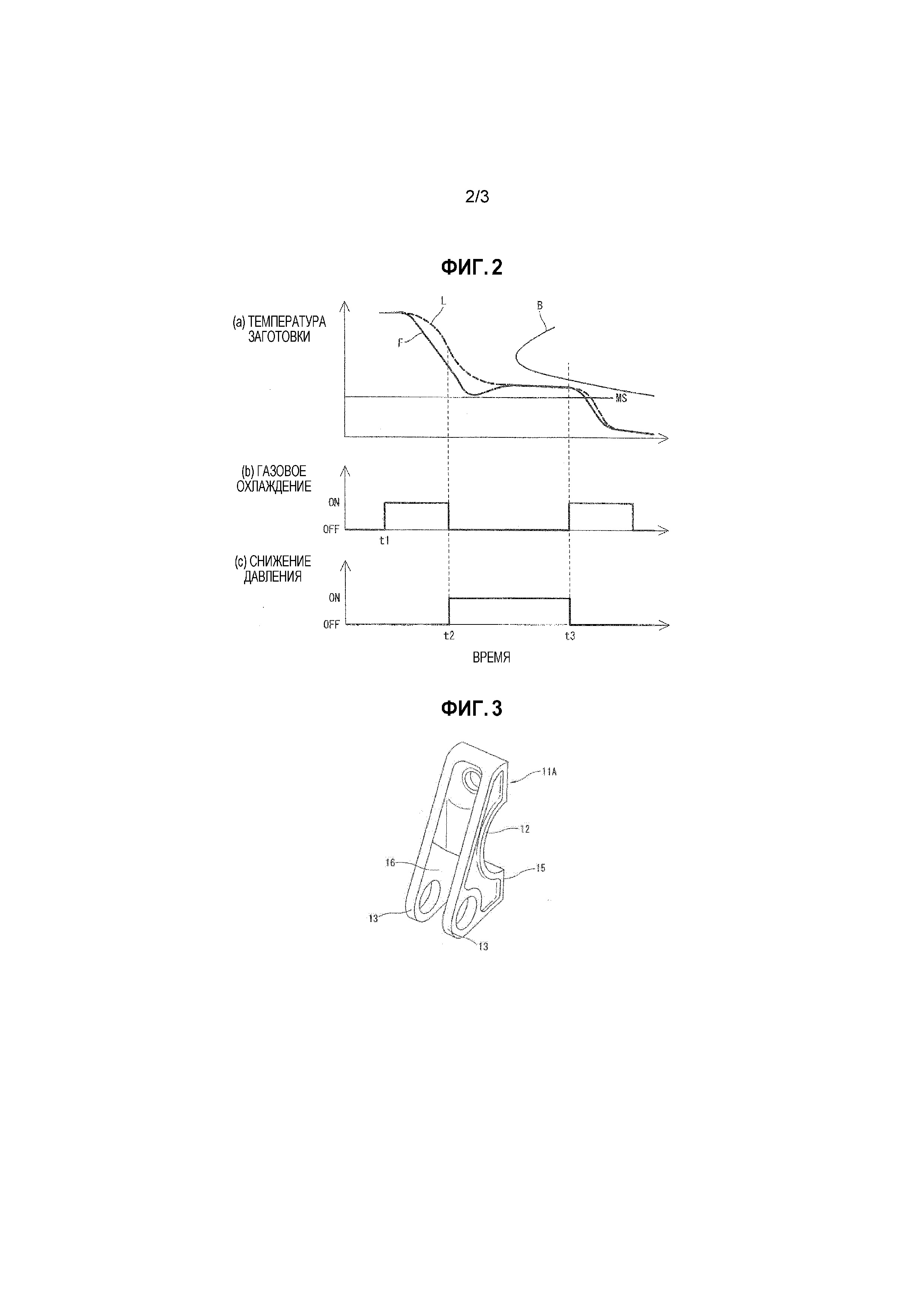
Фиг. 2 - пояснительный вид, показывающий этапы способа газовой закалки примера;
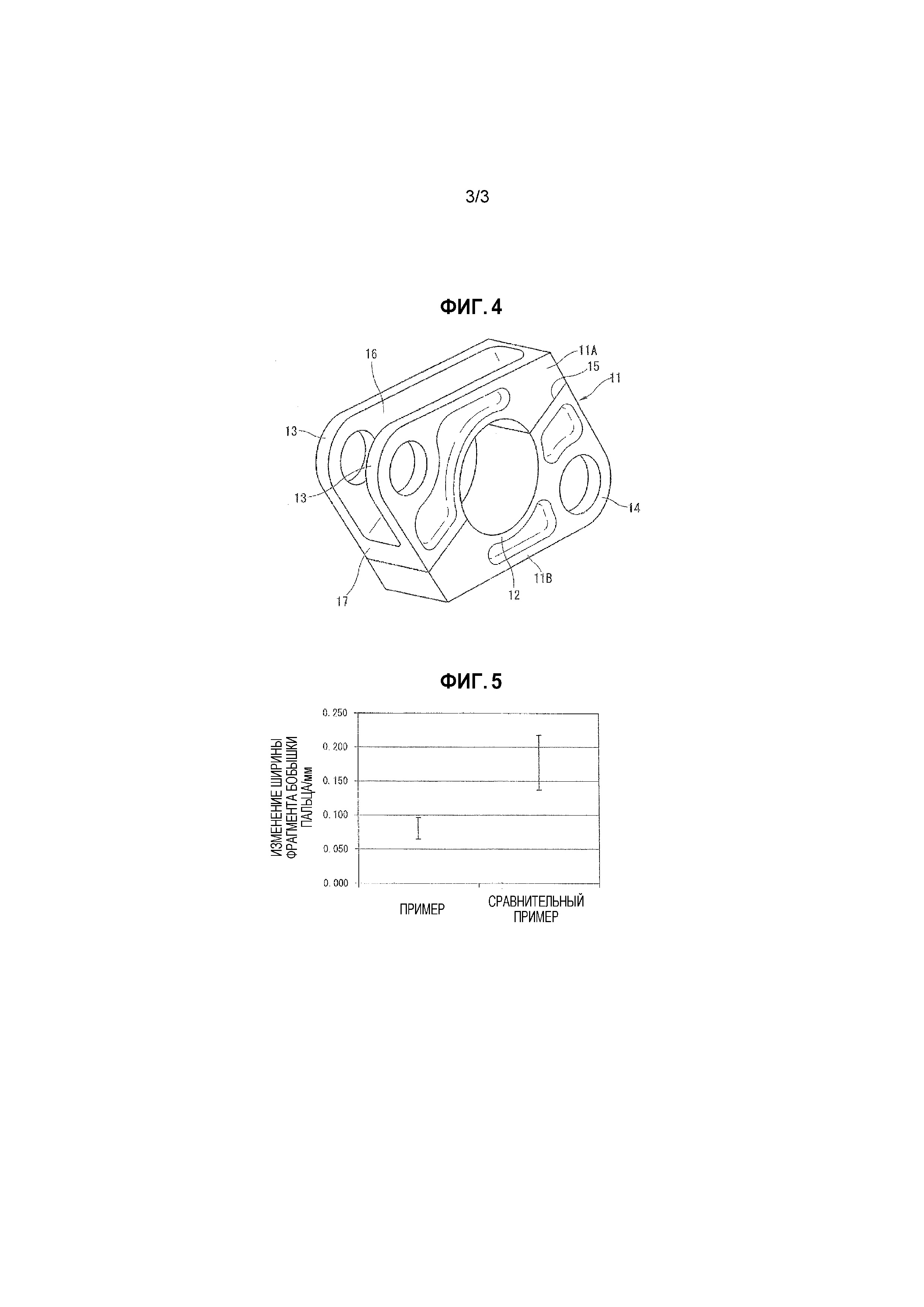
Фиг. 3 - вид в перспективе, показывающий один пример заготовки;
Фиг. 4 - вид в перспективе нижнего звена в целом, которое становится заготовкой; и
Фиг. 5 - диаграмма характеристики, показывающая сравнение между примером и сравнительным примером в величине деформации, получающейся в результате закалки.
Наилучший способ осуществления изобретения
Ниже вариант осуществления настоящего изобретения объясняется подробно.
Фиг. 1 показывает пример печи 1 для газовой закалки, используемой в способе газовой закалки настоящего изобретения. Эта печь 1 для газовой закалки является вертикальной печью с эллиптической формой, которая вытянута в вертикальном направлении при просмотре спереди. Она формируется в своей верхней части с вентилятором 2, который осуществляет циркуляцию охлаждающего газа в печи 1 для газовой закалки и перемешивает охлаждающий газ. В ее нижней части располагается одноступенчатый или многоступенчатый поддон 3, на котором размещается множество вышеупомянутых заготовок в качестве объектов закаливающей обработки. Этот поддон 3 имеет решетчатую структуру, имеющую множество отверстий, так что потоку охлаждающего газа (показан стрелкой G на чертеже), нагнетаемому посредством вентилятора 2, предоставляется возможность проходить сквозь поддон 3 и затем протекать в верхнем направлении. Этот поддон 3 подается в и из печи через дверцу, непоказанную на чертежах.
Печь 1 для газовой закалки имеет герметичную структуру, которая является стойкой к предварительно определенному состоянию сброса давления, и оборудуется снаружи насосом 4 сброса давления для снижения давления в печи. Этот насос 4 сброса давления соединяется с пространством внутри печи через канал 5 сброса давления, и канал 5 сброса давления оборудуется двухпозиционным клапаном 6 с соленоидным клапаном, и т.д.
Кроме того, печь 1 для газовой закалки оборудуется каналом 7 для введения газа для введения охлаждающего газа, такого как газообразный азот, газообразный водород, газообразный гелий или газообразный аргон, в печь, и каналом 9 для выпуска газа для выпуска охлаждающего газа из печи. Канал 7 для введения газа оборудуется двухпозиционным клапаном 8 с соленоидным клапаном и т.д. Канал 9 для выпуска газа аналогично оборудуется двухпозиционным клапаном 10 с соленоидным клапаном и т.д.
Фиг. 2 показывает вариант осуществления способа газовой закалки настоящего изобретения с помощью вышеупомянутой печи 1 для газовой закалки. Заготовка, используемая в этом варианте осуществления, является заготовкой, подготовленной посредством механической обработки хромистой стали SCr420 в качестве базового материала в предварительно определенную форму и затем предварительного проведения обработки науглероживания на поверхности посредством газового науглероживания. Целевая концентрация углерода поверхности в обработке науглероживания равна 0,6%. Следовательно, материал на поверхности заготовки является одним эквивалентом для SCr460. Обработка науглероживания проводится в другой печи. После прокаливания при температуре обработки науглероживания, заготовка вводится вместе с поддоном 3 в печь 1 для газовой закалки в состоянии, когда она подвергается повторному нагреву до 1050°C для закалки.
После закрытия дверцы (не показана на чертежах) печи 1 для газовой закалки охлаждающий газ вводится в печь 1 для газовой закалки через канал 7 для введения газа. После заполнения охлаждающим газом внутренность печи 1 для газовой закалки переходит в изолированное состояние посредством перекрытия двухпозиционного клапана 8 и т.д. Затем вентилятор 2 приводится в действие, чтобы охлаждать заготовку посредством принудительной циркуляции охлаждающего газа. В качестве охлаждающего газа, например, используется газообразный азот, имеющий температуру, отрегулированную до 40°C.
Фиг. 2(a) показывает изменение температуры заготовки, фиг. 2(b) показывает включенное-выключенное состояние газового охлаждения или вентилятора 2, и фиг. 2(c) показывает включенное-выключенное состояние сброса давления печи или насоса 4 для снижения давления. Со времени t1 заготовка быстро охлаждается посредством принудительной циркуляции охлаждающего газа. За счет этого температура заготовки резко снижается. Фиг. 2(a) также показывает кривую (B) бейнитного превращения, где превращение в бейнит происходит в результате охлаждения перед мартенситным превращением, но скорость снижения температуры посредством охлаждающего газа устанавливается, чтобы не проходить эту кривую бейнитного превращения в форме выступа.
Следом за таким периодом быстрого охлаждения, прежде чем температура заготовки достигнет температуры начала мартенситного превращения, вентилятор 2 останавливается во время t2, чтобы прекращать циркуляцию и перемешивание охлаждающего газа. Практически в то же самое время, насос 4 для снижения давления приводится в действие, чтобы снижать давление внутри печи 1 для газовой закалки. За счет остановки вентилятора 2, охлаждение охлаждающим газом пресекается. Однако, внутренность печи 1 для газовой закалки переходит в термически изолированное состояние за счет снижения давления внутри печи 1 для газовой закалки. Т.е., действие охлаждения посредством конвекции быстро пресекается, приводя в результате лишь к незначительному радиационному охлаждению посредством излучения от поверхности заготовки. При этом скорость охлаждения заготовки становится очень низкой, и температура заготовки временно поддерживается при промежуточной температуре, которая выше температуры начала мартенситного превращения, как показано на фиг. 2(a). Целевая промежуточная температура, например, равна 300°C, которая немного выше температуры (Ms) начала мартенситного превращения.
Во время периода быстрого охлаждения между временами t1-t2 существуют некоторые различия в скорости охлаждения по всей заготовке. Как показано сплошной линией F на фиг. 2(a), снижение температуры происходит рано на участке с быстрой скоростью охлаждения. Напротив, как показано прерывистой линией L, ход снижения температуры становится медленным на участке с относительно медленной скоростью охлаждения. Следовательно, во время t2, возникают перепады температуры между участками. В то время как заготовка находится практически в теплоизолированном состоянии посредством остановки вентилятора 2 и снижения давления, тепло переносится от участка с относительно высокой температурой на участок с относительно низкой температурой, и по всей заготовке получается изотермическое состояние при целевой промежуточной температуре (например, 300°C), которая немного выше температуры начала мартенситного превращения. Т.е., температура, показанная сплошной линией F, и температура, показанная прерывистой линией L на фиг. 2(a), сходятся и поддерживаются почти при 300°C.
При этом, чтобы управлять остановкой вентилятора 2 и включением насоса 4 для снижения давления, необязательным является наблюдение за фактической температурой заготовки с помощью например, температурного датчика инфракрасного типа, и т.д. и выполнение остановки вентилятора 2 и включения насоса 4 для снижения давления, когда достигается предварительно определенная температура, которая немного выше целевой промежуточной температуры в изотермическом состоянии, ввиду задержки изменения температуры. Альтернативно, необязательным является экспериментальное определение необходимого времени, за которое температура снижается до предварительно определенной температуры, со времени t1, и затем выполнение остановки вентилятора 2 и включения насоса 4 для снижения давления, когда прошедшее время со времени t1 достигло предварительно определенного значения. В одном варианте осуществления первоначальный период быстрого охлаждения со времени t1 до времени t2 равен, например, приблизительно 45 секундам.
После завершения изотермического состояния по всей заготовке посредством поддержания промежуточной температуры, во время t3, насос 4 для снижения давления выключается, охлаждающий газ повторно вводится в печь 1 для газовой закалки через канал 7 для введения газа, и вентилятор 2 приводится в действие, чтобы повторно начинать быстрое охлаждение заготовки посредством принудительной циркуляции охлаждающего газа. Охлаждающий газ может быть тем же газом, что и газ первоначального периода быстрого охлаждения. Например, используется газообразный азот, температура которого была отрегулирована до 40°C.
Посредством вышеупомянутого быстрого охлаждения температура заготовки снижается, чтобы пересекать температуру (Ms) начала мартенситного превращения (т.е., проходить температуру (Ms) начала мартенситного превращения), чтобы проводить закалку. В это время изотермическое состояние достигается по всей заготовке. Таким образом, по всей заготовке, момент времени и температурный градиент (скорость охлаждения) при прохождении температуры начала мартенситного превращения становятся постоянными. Следовательно, мартенситное превращение происходит равномерно по всей заготовке, чтобы получать равномерную закалку.
Необходимое время от времени t2 до времени t3 равно, например, примерно 30 секундам в одном варианте осуществления. Чтобы управлять повторным началом охлаждения во время t3, достаточно экспериментально определять время, необходимое для изотермического состояния, и повторно начинать охлаждение, когда прошедшее время со времени t2 достигло предварительно определенного значения. Альтернативно, необязательно наблюдать за фактическими температурами множества участков заготовки с помощью температурного датчика инфракрасного типа и т.д. и повторно начинать охлаждение, когда они сошлись, в целом, на одной и той же температуре.
Охлаждение, начиная со времени t3, проводится, например, в течение 2-5 минут в одном варианте осуществления.
Таким образом, в способе закалки вышеупомянутого варианта осуществления, так как газовая закалка использует один охлаждающий газ, выполняется многоэтапная закалка, включающая в себя первый этап периода быстрого охлаждения между временем t1 и временем t2, второй этап изотермического периода между временем t2 и временем t3 и третий этап периода быстрого охлаждения, начиная со времени t3. Таким образом, при наличии второго этапа в качестве периода для получения изотермического состояния при промежуточной температуре, которая немного выше температуры начала мартенситного превращения, представляется возможным проводить равномерную закалку с небольшой деформацией, получающейся в результате закалки. Кроме того, представляется возможным на втором этапе быстро снижать скорость охлаждения с помощью теплоизоляции посредством снижения давления. Следовательно, необходимое время для первого этапа и второго этапа становится коротким. Таким образом, например, по сравнению с традиционным способом использования горячего газа, время цикла становится короче.
В данном документе, как показано на фиг. 2(a), температура второго этапа между временем t2 и временем t3 устанавливается в температуру, которая выше температуры (Ms) начала мартенситного превращения и ниже кривой бейнитного превращения в форме выступа. Т.е., промежуточная температура и период второго этапа задаются так, что характеристика изменения температуры заготовки не пересекает кривую бейнитного превращения. При этом превращение в бейнит во время закалки пресекается.
Фиг. 3 показывает один пример заготовки, подходящей для способа закалки настоящего изобретения. Эта заготовка является компонентом, составляющим часть нижнего звена 11 (см. фиг. 4) в поршневом кривошипно-шатунном механизме многозвенного типа для двигателя внутреннего сгорания. Как описано, например, в публикации японской патентной заявки 2015-42849, этот тип нижнего звена 11 является нижним звеном для соединения верхнего звена с одним концом, соединенным с поршневым пальцем, и шатунной шейкой коленчатого вала. Как показано на фиг. 4, звено формируется в своем центре с цилиндрическим подшипниковым фрагментом 12 шатунной шейки коленчатого вала, который садится на шатунную шейку коленчатого вала. Кроме того, оно снабжается фрагментом 13 бобышки пальца для верхнего пальца и фрагментом 14 бобышки пальца для пальца управления в позициях на противоположных сторонах почти на 180 градусов с вставкой между ними подшипникового фрагмента 12 шатунной шейки коленчатого вала. Это нижнее звено 11 в целом формирует параллелограмм, близкий к ромбу. На разделительной поверхности 15, проходящей через центр подшипникового фрагмента 12 шатунной шейки коленчатого вала, формируется две раздельные части, верхняя часть 11A нижнего звена, содержащая фрагмент 13 бобышки пальца для верхнего пальца, и нижняя часть 11B нижнего звена, содержащая фрагмент 14 бобышки пальца для пальца управления. Заготовка вышеописанного варианта осуществления является вышеупомянутой верхней частью 11A нижнего звена.
Фрагмент 13 бобышки пальца для верхнего пальца в этой верхней части 11A нижнего звена имеет раздвоенную структуру, чтобы размещать между собой верхнее звено в своем центральном фрагменте в осевом направлении. Т.е., он формируется в виде пары стенообразных фрагментов, противоположных друг другу с размещением между ними центрального углубленного фрагмента 16.
Эта заготовка, т.е., верхняя часть 11A нижнего звена, располагается на вышеупомянутом поддоне 3 с ориентацией, показанной на фиг. 3. Т.е., она удерживается, чтобы иметь вертикальную ориентацию, в которой одна боковая поверхность 17 (см. фиг. 4), перпендикулярная разделяющей поверхности 15, становится донной поверхностью, т.е. приводится в соприкосновение с поддоном 3, и в которой разделительная поверхность 15 стоит вертикально с поддона 3. Затем, охлаждающий газ направляется параллельно разделительной поверхности 15 в печи 1 для газовой закалки, и охлаждающему газу предоставляется возможность протекать вдоль передней и задней поверхностей пары стенообразных фрагментов 13 бобышек пальцев.
В закалке относительно такой заготовки стенообразный фрагмент 13 бобышки пальца имеет более тонкую толщину по сравнению с частью поблизости от разделительной поверхности 15 и широко раскрывается для потока газа. Следовательно, в целом, стенообразный фрагмент 13 бобышки пальца становится фрагментом с быстрой скоростью охлаждения, а толстый фрагмент поблизости от разделительной поверхности 15 становится фрагментом с медленной скоростью охлаждения. Кроме того, внешняя поверхность и внутренняя поверхность (поверхность на стороне углубленного фрагмента 16) стенообразного фрагмента 13 бобышки пальца различаются по скорости охлаждения. В результате, что касается процессов закалки, они имеют тенденцию наличия деформации, в которой стенообразный фрагмент 13 бобышки пальца смещается в осевом направлении нижнего звена 11.
Согласно многоэтапному способу закалки вышеописанного варианта осуществления, представляется возможным пресекать деформацию такого стенообразного фрагмента 13 бобышки пальца в осевом направлении.
Фиг. 5 показывает результаты сравнительных экспериментов в случае многоэтапного способа закалки из примера и в случае простой непрерывной закалки, чтобы продолжать охлаждение посредством охлаждающего газа, в качестве сравнительного примера, с точки зрения изменения расстояния между парой фрагментов 13 бобышки пальца (другими словами, ширины углубленного фрагмента 16 в осевом направлении) вследствие вышеописанной деформации. При этом, в закалке из примера, в качестве первого этапа, газообразный азот с температурой 40°C был введен под давлением 0,6 МПа и циркулировал посредством вентилятора 2, тем самым, проводя быстрое охлаждение в течение 1 минуты. Затем, в качестве второго этапа, давление было снижено до 1 кПа, затем следовало выдерживание в течение 30 секунд. Кроме того, в качестве третьего этапа, газообразный азот с температурой 40°C был введен под давлением 0,6 МПа и циркулировал посредством вентилятора 2, тем самым, проводя охлаждение в течение 1 минуты. В сравнительном примере газообразный азот с температурой 40°C был введен под давлением 0,6 МПа и циркулировал посредством вентилятора 2, тем самым, проводя охлаждение в течение двух минут и тридцати секунд.
Как показано на чертеже, согласно многоэтапной закалке из примера, по сравнению с непрерывной закалкой, был получен результат, что деформация фрагмента 13 бобышки пальца в осевом направлении была уменьшена наполовину.
Как отмечено выше, один вариант осуществления настоящего изобретения был объяснен, но настоящее изобретение не ограничивается вышеприведенным вариантом осуществления. Возможны различные модификации, включающие в себя температуру обработки, время и т.д. Кроме того, настоящее изобретение также подходит для закалки нижней части 11B нижнего звена для нижнего звена 11, показанного на фиг. 4, и может быть применено к закалке других различных частей.
Контроллер разблокирования нереверсивной системы передачи вращения
Устройство для получения и способ получения пакетированного электрода
Устройство управления выходной характеристикой для двигателя внутреннего сгорания
Устройство управления для двигателя внутреннего сгорания
Устройство бесконтактной подачи электричества
Система контроля давления воздуха в шинах
Транспортирующее сепаратор устройство и способ транспортировки сепаратора
Устройство переключения передач для автоматической трансмиссии
Устройство для управления гибридным транспортным средством
Устройство управления для гибридного транспортного средства

