Результат интеллектуальной деятельности: Способ нанесения гладких гальванических железных покрытий в проточном электролите с крупными дисперсными частицами
Вид РИД
Изобретение
Изобретение относится к восстановлению изношенных стальных деталей путем нанесения на их поверхность гальванических железных покрытий в проточном электролите.
Известен способ нанесения гальванических железных покрытий на поверхность изношенных деталей в проточном электролите с целью восстановления их геометрических размеров и упрочнения поверхности [1]. При этом восстанавливаемая деталь и растворимый анод помещаются в специальную электролитическую ячейку, через которую прокачивается электролит, в состав которого дополнительно включены твердые дисперсные частицы размером 1-10 мкм с целью повышения твердости и износостойкости покрытий.
Недостатками такого способа нанесения гальванических покрытий являются ненадежность процесса финишной электрохимической обработки поверхности детали перед нанесением покрытия, поскольку анодная обработка проводится в специальном или рабочем электролите. Скорость осаждения покрытий железа мала из-за необходимости поддержания невысокой катодной плотности тока в связи с быстрым обеднением прикатодного слоя электролита катионами и образования пленок гидрооксидов на восстанавливаемой поверхности. Кроме того, поверхность покрытия имеет недостаточную толщину из-за интенсивного образования дендритов в процессе электролиза.
Наиболее близким аналогом изобретения является способ нанесения гальванических покрытий на стальные детали в проточном электролите, включающий помещение восстанавливаемой детали и растворимого анода в электролитическую ячейку, подключение их к источнику тока плотностью более 1 кА/дм2, прокачку через электролитическую ячейку электролита, содержащего соль двухвалентного железа, соляную кислоту, а также твердые дисперсные частицы размером 100-300 мкм, при скорости гетерофазного потока 9-11 м/с, охарактеризованный в RU 2503751 С2, публ. 10.01.2014 [2]. В состав которого дополнительно включены крупные твердые дисперсные частицы размером 100-300 мкм с целью обеспечения активации поверхности за счет ее механической обработки в процессе электролиза и повышения производительности процесса за счет перемешивания раствора в приэлектродном слое и повышения предельной плотности тока. В процессе электролиза частицы такого размера не включаются в состав покрытия.
Недостатком этого способа является небольшая толщина гладких покрытий вследствие интенсивного протекания процесса образования дендритов при использовании электролита с дисперсными частицами при плотности катодного тока более 1 кА/дм2.
Задача изобретения - обеспечение химической полировки поверхности в процессе электролиза за счет введения в состав электролита железнения серной кислоты концентрацией 1-3 г/л.
Технический результат - увеличение максимальной толщины гладких покрытий.
Технический результат достигается тем, что нанесение гальванических железных покрытий на стальные детали в проточном электролите включает помещение восстанавливаемой детали и растворимого анода в электролитическую ячейку, подключение их к источнику тока плотностью более 1 кА/дм2, прокачку через электролитическую ячейку электролита, содержащего твердые дисперсные частицы размером 100-300 мкм, при скорости гетерофазного потока 9-11 м/с, при этом в электролит дополнительно вводят твердые дисперсные частицы размером 1-10 мкм и используют электролит, содержащий серную кислоту, при следующем соотношении компонентов, г/л:
|
Исследования по гальваническому железнению проводились в электролитах следующего состава:

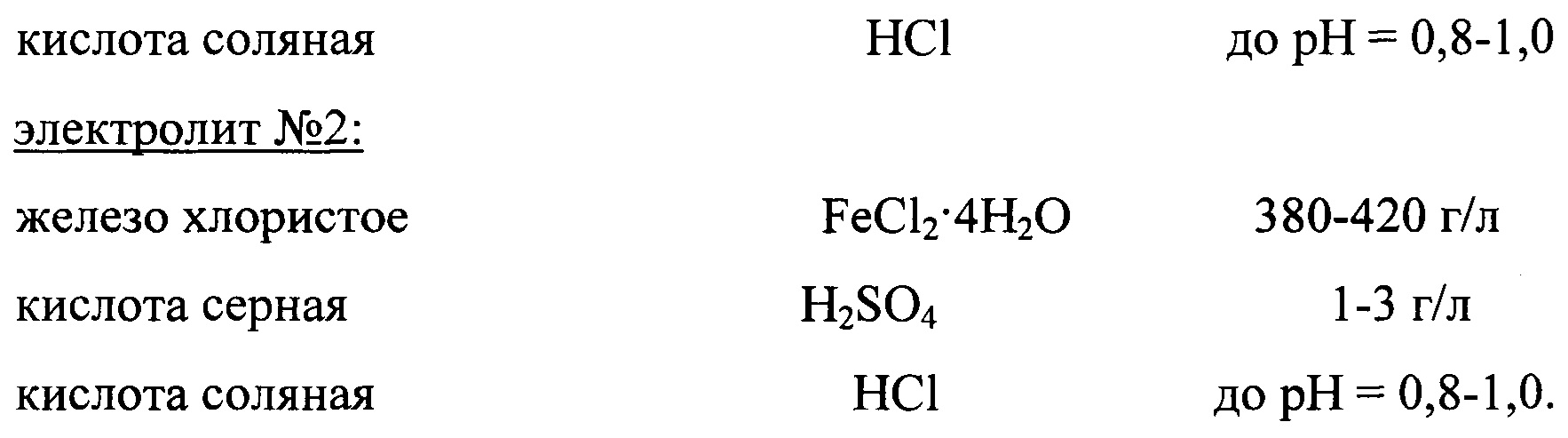
Электролит №2 отличался от электролита №1 тем, что в него дополнительно вводят серную кислоту с концентрацией 1-3 г/л. В обоих случаях электролиз проводился при катодной плотности тока более 1 кА/дм2 и скорости прокачки электролита через ячейку 9-11 м/с. При этом максимальная толщина гладких покрытий увеличивалась с 1,3±0,2 мм до 2,0±0,3 мм, а минимальная шероховатость Rz уменьшалась с 20 мкм до 10 мкм.
Проведенные исследования показали, что введение в проточный электролит железнения серной кислоты концентрацией 1-3 г/л позволяют получать более гладкие покрытия повышенной толщины.
Источники информации
1. Гурьянов Г.В. Электроосаждение износостойких композиций. Кишинев: Штиинца, 1986.
2. RU 2503751 С2, публ. 10.01.2014.
Способ восстановления почвы, загрязненной нефтью
Способ восстановления нефтесодержащей почвы химической обработкой
Способ восстановления нефтесодержащей почвы химической обработкой
Рабочий орган переносной моторной пилы
Способ восстановления нефтесодержащей почвы химической обработкой
Динамический энергосберегающий фасад с изменяемыми свойствами

