Результат интеллектуальной деятельности: Способ электрохимико-механической приработки коренных шеек коленчатого вала
Вид РИД
Изобретение
Изобретение относится к технологии машиностроения, в частности к двигателестроению, и может применяться в процессе получения регулярного макрорельефа вкладыша подшипника скольжения при сборке многопоорных узлов поддержки валов (МУПВ), состоящих, например, из коренных опор блоков цилиндров, верхних и нижних вкладышей, образующих в сборочном узле соосные коренные подшипнике скольжения, поддерживающие соосные шейки коленчатого вала и включающие крышки коренных подшипников двигателей внутреннего сгорания (ДВС). Способ может применяться, как при изготовлении, так и ремонте МУПВ в компрессорах, редукторах и специальных металлорежущих станках, снабженных люнетами с соосными подшипниками для центрирования длинномерных борштанг, расточки соосных поверхностей глубоких прерывистых отверстий под подшипники скольжения в картерах ДВС.
Известны способы приработки деталей кривошипно-шатунного механизма дизельных двигателей, заключающийся в одновременной приработке кривошипно-шатунного механизма и цилиндрово-поршневой группы [Особенности процесса электрохимико-механической приработки (доводки) (ЭХМП(Д)) цилиндропоршневой группы автотракторных двигателей / В.П. Алексеев, Т.Н. Замота, В.А. Изюмский // Сборник научных трудов Луганского государственного университета. Луганск. - 1999. - №4 (10). - С. 10-18], различающиеся способами подключения тока к двигателю при ЭХМП(Д): однофазное подключение тока к различным трибосопряжениям, при котором приработка проводится в два этапа: на первом этапе ток подается на коленчатый вал и блок для приработки коренных подшипников, а на втором - к шатунам и блоку для ЭХМП(Д) цилиндро-поршневой группы; 3-х фазное подключение тока, при котором наличие макрогеометрических отклонений способствует интенсификации процесса из-за сближения трущихся поверхностей, что увеличивает влияние электрохимико-механического фактора процесса и увеличивает эффективность ЭХМП(Д) при трехфазном подключении тока [Сравнение различных способов ЭХМП(Д) при приработке подшипников скольжения / В.П. Алексеев, Кравченко А.П., Замота Т.Н., Зорин Р.В. // Вiсник СевНТУ: зб. наук. пр. Вип. 122/2011. Серiя: Машиноприладобудування та транспорт. Севастополь. - 2011. - С. 152-153, Алексеев, В.П. Стадии электрохимико-механической приработки (доводки) сопряжения вал-подшипник скольжения / Авиационно-космическая техника и технологии // труды Харьковского авиационного института им. Жуковского. - Харьков, ХАИ. - 1998. - С. 475-485].
Недостатком описанных способов является невозможность увеличения площади контакта поверхностей соприкосновения шеек и подшипников и, соответственно, невозможность сближения пятен контакта на соосных коренных подшипниках коленчатого вала при необходимости снятия больших припусков в обрабатываемых парах трения.
Известен метод обката при сверхмалых межэлектродных зазорах (СМЭЗ) с дозированной подачей путем осуществления процесса электрохимической размерной обработки (ЭХРО) поверхностей с микро- и макрорельефом в дозированном объеме электролита с применением длительностей импульсов напряжений микросекундного диапазона [Болдарь, Л.Н. Разработка технологии электрохимико-механической приработки основных сопряжений автотракторных двигателей при их ремонте: автореферат диссертации на соск. учен. степени канд. техн. Кишинев, 1985. - 290 с.].
Обеспечение равномерной обработки деталей осуществляется при сверхмалых зазорах, образовавшихся случайным образом при сборке деталей на основе полученных при механической обработке отклонений, рассчитанных для достижения зазоров между ними на основе принципов взаимозаменяемости и прирабатываемых в месте сближения деталей без перемещения их относительно электродов. Размерная обработка в таких условиях снижает производительность обработки и не позволяет снятие более значительных по площади и глубине припуска коренных шеек коленчатых валов. Кроме этого, способ не позволяет снимать припусков больших, чем зазоры между электродами - инструментами, т.к. рабочие зазоры между деталью и электродом-инструментом в известных способах не могут изменяться в случае необходимости.
Известен способ электрохимической приработки зубчатых колес при их взаимной обработке в потоке электролита [Авт. свид. SU 663519, МПК В23Р 1/04, опубл. 25.05.1979], при котором на заранее подобранные по пятну контакта зубчатые колеса наносят легкоразрушаемые диэлектрические покрытия и подключают их в качестве анодов с разнесением в пространстве соответствующих им катодов, перекрывающих по ширине обрабатываемое зубчатое колесо.
Недостаток способа заключается в том, что способ осуществляется без перемещения обрабатываемых деталей относительно электродов, что не позволяет снимать припуски большие, чем высота микронеровности, выявленная по пятну контакта, также способ не позволяет вести обработку с большими зазорами, чем рабочие зазоры между электродами инструментами и обрабатываемой поверхностью.
Известно устройство для электрохимической обработки зубчатых колес по методу обкатки на переменном токе с дифференцированным съемом металла и с учетом циклической погрешности [Авт. свид. SU 743825, МПК В23Р 1/04, опубл. 30.06.1980]. С целью повышения производительности и точности обработки в устройство введено второе эталонное колесо и блок сравнения.
Недостаток способа в том, что обеспечение равномерной обработки деталей осуществляется только растворением гребешков микронеровностей, происходящее без значительного перемещения деталей относительно электродов, что делает невозможным применение или снижает производительность обработки при наличии значительных по площади поверхностей коренных шеек коленчатых валов и поддерживающих их коренных подшипников. Способ не позволяет снимать припуски большие, чем зазоры между электродами инструментами, и для обеспечения снятия больших припусков необходимо менять примененные электроды на электроды более подходящей конструкции и размеров.
Известен способ приработки пары трения [Авт. свид. SU 1759591, МПК В23Р 9/00, G01N 3/56, опубл. 07.09.1992], применяемый при обкатке узлов трения, например, шестеренных гидромашин, позволяющий обеспечить сокращение времени приработки и повышение долговечности пар трения. Смазанную пару трения, один из элементов которой выполнен из антифрикционного материала, включают в электрическую цепь при постоянной величине электрического тока так, что этот элемент является анодом и осуществляют скольжение пары трения, создавая контактное давление и регистрируя параметры трении, по которым оценивают время приработки.
Недостаток способа в том, что обеспечение равномерной обработки деталей осуществляется только растворением гребешков микронеровностей, происходящи без значительного перемещения деталей относительно электродов, что снижает производительность обработки значительных по площади коренных шеек коленчатых валов.
Известен способ электрохимико-механичесой приработки деталей цилиндропоршневой группы двигателей внутреннего сгорания [Авт. свид. SU 1811449, МПК В23Р 1/04, опубл. 30.065.1980], при котором полость блока цилиндров уплотняют пластинами и заполняют электролитом. К пластинам подключают источник переменного электрического тока. В процессе приработки коленчатому валу придают вращение.
Однако при использовании способа невозможно подобрать рабочие зазоры между деталью и электродом-инструментом, необходимые при обработке сложно-профильных поверхностей, например, пар трения, в сопряжениях с регулярным периодическим профилем (РПП) типа синусоид вращения, выполненных на поверхностях контакта коренных шеек коленчатых валов и поддерживающих их коренных подшипниках в двигателях внутреннего сгорания.
Наиболее близким является способ приработки деталей механизмов дизельных двигателей, при котором при котором укладку коленчатого вала производят согласно ТУ на сборку и осуществляют приработку сопряжений подшипники-коренные шейки коленчатого вала, а для обеспечения подачи электролита к обрабатываем поверхностям и обеспечения нужного давления и устранения его утечек при подаче его в главную магистраль ставят заглушки на отверстия системы смазки двигателя, укладку коленчатого вала осуществляют согласно ТУ на сборку, вкладыши коренных подшипников и шейки коленчатого вала смазывают электролитом и устанавливают технологические токонепроводящие полукольца, устанавливаемый блок-картер изолируют от массы стенда при наложении переменного электрического тока специальными текстолитовыми прокладками, разбрызгивание устраняют простановкой экранов. Выводы трансформатора с крутопадающей вольтамперной характеристикой подключают по схеме коленчатый вал - блок-картер (КВ-БК), подают электролит в центральную масляную магистраль, включают вращение коленчатого вала и подачу тока, регулируя его характеристики в нужный для осуществления процесса ЭХМД, затем осуществляют процесс приработки в гидродинамическом режиме смазки, и качественную приработку несоосных поверхностей коренных подшипников. Далее отключают привод KB, подачу электролита и подачу электрического тока, снимают крышки подшипников и технологические полукольца (фалыивкладыши из токонепроводящего материала) и, проводят контроль качества приработки, собирают крышки, снимают технологические заглушки и экраны и удаляют электролит из главной масляной магистрали [Замота Т.Н. Научные основы приработки сопряжений деталей мобильной сельскохозяйственной техники при изготовлении и ремонте методом наложения переменного электрического тока / диссертация на соискание ученой степени докт. техн. наук. - Кропивницкий, 2016. - 422 с. - стр. 331-335].
Недостаток способа в том, что осуществляемый способ не позволяет снимать припуски большие, чем принятые для осуществления ЭХМД зазоры между электродами, не позволяет увеличить площади контакта поверхностей соприкосновения шеек и подшипников и, соответственно, сблизить пятна контакта на соосных коренных подшипниках коленчатого вала при необходимости снятия больших припусков в обрабатываемых парах трения.
Задачей является разработка производительного способа приработки коренных шеек коленчатого вала, обеспечивающего расширение технологических возможностей известных способов приработки деталей.
Техническим результатом изобретения является повышение точности и производительности приработки поверхностей контакта подшипник скольжения - шейка многоопорного вала.
Технический результат обеспечивается в способе электрохимико-механической приработки коренных шеек коленчатого вала, заключающемся в приработке в гидродинамическом режиме смазки, при котором коленчатый вал укладывают из предварительно смазанных электролитом вкладышей коренных подшипников скольжения, токонепроводящих фальш-вкладышей и шейки коленчатого вала, подают электролит в центральную масляную магистраль, включают вращение коленчатого вала и подачу тока, и осуществляют приработку несоосных поверхностей коренных подшипников с контролем качества приработки, при этом на вкладыши и/или коренные шейки коленчатого вала предварительно наносят регулярный периодический профиль и используют его в качестве фасонного инструмента для перенесения этого профиля на поверхности коренных подшипников методом электрохимико-механической приработки, при укладке коленчатого вала на крайние и чередующиеся через одну коренные опоры и соответствующие им коренные шейки коленчатого вала по посадке скольжения устанавливают фальш-вкладыши, а в оставшиеся коренные опоры устанавливают прирабатываемые вкладыши, при этом в процессе электрохимико-механической приработки обеспечивают заданный радиальный зазор между прирабатываемыми вкладышами и шейкой коленчатого вала.
В способе электрохимико-механической приработки (ЭХМП) коренных шеек коленчатого вала осуществляют приработку сопряжений верхний и нижний вкладыши подшипников скольжения - коренные шейки коленчатого вала.
Перед укладкой коленчатого вала на прирабатываемые вкладыши и/или коренные шейки коленчатого вала наносят регулярный периодический профиль (РПП), например, в виде синусоиды вращения или ломаной кривой с периодическим профилем трапецеидальной формы и используют его в качестве фасонного инструмента для перенесения этого профиля на поверхности коренных подшипников методом ЭХМП. Укладку коленчатого вала осуществляют согласно ТУ на сборку дизелей, верхние и нижние прирабатываемые вкладыши коренных подшипников и шейки коленчатого вала смазывают электролитом и устанавливают верхние и нижние фальш-вкладыши (технологические токонепроводящие полукольца).
В процессе сборки обеспечивают возможность регулирования величины перемещения (глубины внедрения) соосных пар трения относительно друг друга и собирают картер, коренные шейки коленчатого вала, верхние и нижние вкладыши так, что бы на крайние и чередующиеся через одну коренные опоры и соответствующие коренные шейки коленчатого вала были установлены верхние и нижние фальш-вкладыши из мягкого диэлектрика (по посадке скольжения), а в оставшиеся промежуточные опоры устанавливают прирабатываемые вкладыши, закрепляя тарированным усилием крепежные болты их крышек подшипников. Устанавливаемый блок-картер изолируют от массы стенда при наложении переменного электрического тока специальными текстолитовыми прокладками, разбрызгивание устраняют простановкой экранов и подают электролит в центральную масляную магистраль. Для обеспечения подачи электролита к обрабатываемым поверхностям, обеспечения нужного давления и устранения его утечек при подаче его в главную магистраль ставят заглушки на отверстия системы смазки. Выводы трансформатора с крутопадающей характеристикой подключают по схеме коленчатый вал - блок-картер (КВ-БК), включают вращение коленчатого вала и подачу тока, регулируя его характеристики для осуществления процесса ЭХМП, затем осуществляют процесс приработки в гидродинамическом режиме смазки, и качественную приработку несоосных поверхностей коренных подшипников, а затем отключают привод KB, подачу электролита и подачу электрического тока, и копируют на поверхности коренных подшипников синусоидальный профиль. Снимают крышки подшипников и фальш-вкладыши из токонепроводящего материала, проводят контроль качества приработки. При необходимости приработку повторяют до получения требуемого качества. По окончании снимают технологические заглушки и экраны и удаляют электролит из главной масляной магистрали.
Регулирование заданного радиального зазора между прирабатываемыми вкладышами и шейкой коленчатого вала (величины перемещения (глубины внедрения) соосных пар трения относительно друг друга) обеспечивают, закрепляя тарированным усилием крепежные болты крышек подшипников. Величина зазора определяется величиной планируемой нагрузки на подшипниковый узел, величиной нагрева масла в процессе работы подшипника, параметрами шероховатости поверхностей трения и т.д.
В процессе ЭХМП перемещают крышку подшипника механизма регулирования величины перемещения (глубины внедрения) соосных пар трения относительно друг друга на каждой прирабатываемой опоре, приближая прирабатываемые вкладыши к поверхности соответствующей коренной шейки, обрабатывают их методом наложения переменного тока до достижения полного РПП (синусоидального или трапецеидального), и затем снимают обработанные вкладыши, маркируя их номером опоры и устанавливая вместо них фальш-вкладыши (временные ложные опоры), затем снимают с крайних и чередующихся с ними коренных опор фальш-вкладыши, заменяя их новыми верхними и нижними прирабатываемыми вкладышами, и повторяют операцию ЭХМП до достижения полного РПП (синусоидального или трапецеидального) и на рабочих верхних и нижних вкладышах.
Далее, на все опоры устанавливают обработанные вкладыши (соответствующей маркировки) и затягивают тарированным усилием крепежные болты крышек подшипников механизма регулирования величины их перемещения, регулируя при этом в оптимальных пределах радиальные зазоры между вкладышами и коренными шейками.
На фиг. 1 показана схема контакта поверхностей трения вкладыш коренного подшипника - коренная шейка вала, поверхности контакта которых образуются синусоидами вращения РПП трапецеидальной формы.
На фиг. 2 показано поперечное сечение опоры коленчатого вала с регулировочным механизмом для сближения вкладышей и коленчатого вала на величины припусков.
Регулярный периодический профиль (РПП), образует эквидистантные линии поверхностей контакта пар трения составного подшипника скольжения, образованного из верхнего и нижнего вкладышей и шейки коленчатого вала.
В контактной паре поверхностей трения вкладыш 1 коренного подшипника - коренная шейка вала 2 с учетом поля допуска (EI) на средний диаметр выступов и впадин РПП диаметр наружной поверхности кольцевых выступов РПП (d) коренной шейки вала 2 соответствует диаметру наружной поверхности кольцевых впадин РПП (D) вкладыша 1 коренного подшипника, а диаметр средней линии кольцевых выступов РПП (d1) коренной шейки вала 2 соответствует диаметру средней линии кольцевых выступов РПП (D1) вкладыша 1 коренного подшипника. es - Верхнее отклонение допуска на поверхности наружную, внутреннюю и среднюю линию выступов и впадин коренной шейки вала 2. TD - Поле допуска на диаметр средней линии вкладыша 1, Td - поле допуска на диаметр средней линии коренной шейки вала 2.
Каждая из опор коленчатого вала снабжена регулировочным механизмом для осуществления способа приработки пар трения вкладыши-шейки.
Опора 3 и крышка 4 подшипника содержат верхний и нижний вкладыши 1, соответственно установленные в них с натягом с образованием единой рабочей поверхности коренного подшипника скольжения, контактирующего с коренной шейкой коленчатого вала 2. Регулировочный механизм для сближения вкладышей и коленчатого вала содержит, по крайней мере, два верхних и два нижних регулировочных винта 5, расположенных равномерно по дуге наружной поверхности соответственно верхнего и нижнего вкладышей 1 в опоре 3 и крышке 4 подшипника. Винты 5 снабжены зацепами 6, выполненными так, что в сборе с вкладышами 1 они утоплены и не выступают за поверхности впадин РПП так, что ввинчивание или вывинчивание винтов 5 вызывает радиальное перемещение вкладышей 1.
Такое устройство регулировочного механизма для сближения вкладышей и коленчатого вала на величины припусков позволяет обеспечить приработку поверхностей контакта верхнего и нижнего вкладышей 1 и контактирующей с ними шейки коленчатого вала 2 и в других аналогичных опорах. Это позволяет уменьшить радиальные зазоры на величину биения каждой из промежуточных опор путем пригонки поверхности любой промежуточной шейки относительно соответствующих соседних шеек.
Устройство регулировочного механизма для сближения вкладышей и коленчатого вала может быть выполнено, например, в картере дизеля, который при этом можно проводить обкатку как при сборке в заводских условиях, так и в процессе эксплуатации.
Заявляемый способ создает возможность устранять припуски в пределах максимальных функциональных зазоров, и на высоту регулярного периодического профиля, т.е. величин, возникающих на стадии сборки пар трения, например, коренных подшипников, имеющих форму контакта типа РПП, применяемых в ДВС или в возникающих при их эксплуатации и подлежащих устранению по предлагаемой технологии без традиционной разборки многоопорных узлов поддержки коленчатых и других валов. Такая разборка обычно сопровождается заменой коренных подшипников на следующий ремонтный размер и соответствующей перешлифовкой на ремонтный размер коренных шеек коленчатых валов.
Таким образом, способ электрохимико-механической приработки коренных шеек коленчатого вала, заключающийся в приработке в гидродинамическом режиме смазки, при котором коленчатый вал укладывают из предварительно смазанных электролитом вкладышей коренных подшипников и шейки коленчатого вала, с предварительно наносенным на них регулярным периодическим профилем, и используют его в качестве фасонного инструмента для перенесения этого профиля на поверхности коренных подшипников методом электрохимико-механической приработки, при укладке коленчатого вала на крайние и чередующиеся через одну коренные опоры и соответствующие им коренные шейки коленчатого вала по посадке скольжения устанавливают фальш-вкладыши, а в оставшиеся коренные опоры устанавливают прирабатываемые вкладыши, подают электролит в центральную масляную магистраль, включают вращение коленчатого вала и подачу тока, и осуществляют приработку несоосных поверхностей коренных подшипников с контролем качества приработки, при этом в процессе электрохимико-механической приработки обеспечивают заданный радиальный зазор между прирабатываемыми вкладышами и шейкой коленчатого вала.
Способ электрохимико-механической приработки коренных шеек коленчатого вала, заключающийся в приработке в гидродинамическом режиме смазки, при котором коленчатый вал укладывают из предварительно смазанных электролитом вкладышей коренных подшипников скольжения, токонепроводящих фальш-вкладышей и шейки коленчатого вала, подают электролит в центральную масляную магистраль, включают вращение коленчатого вала и подачу тока и осуществляют приработку несоосных поверхностей коренных подшипников с контролем качества приработки, отличающийся тем, что на вкладыши и/или коренные шейки коленчатого вала предварительно наносят регулярный периодический профиль и используют его в качестве фасонного инструмента для перенесения этого профиля на поверхности коренных подшипников методом электрохимико-механической приработки, при укладке коленчатого вала на крайние и чередующиеся через одну коренные опоры и соответствующие им коренные шейки коленчатого вала по посадке скольжения устанавливают фальш-вкладыши, а в оставшиеся коренные опоры устанавливают прирабатываемые вкладыши, при этом в процессе электрохимико-механической приработки обеспечивают заданный радиальный зазор между прирабатываемыми вкладышами и шейкой коленчатого вала.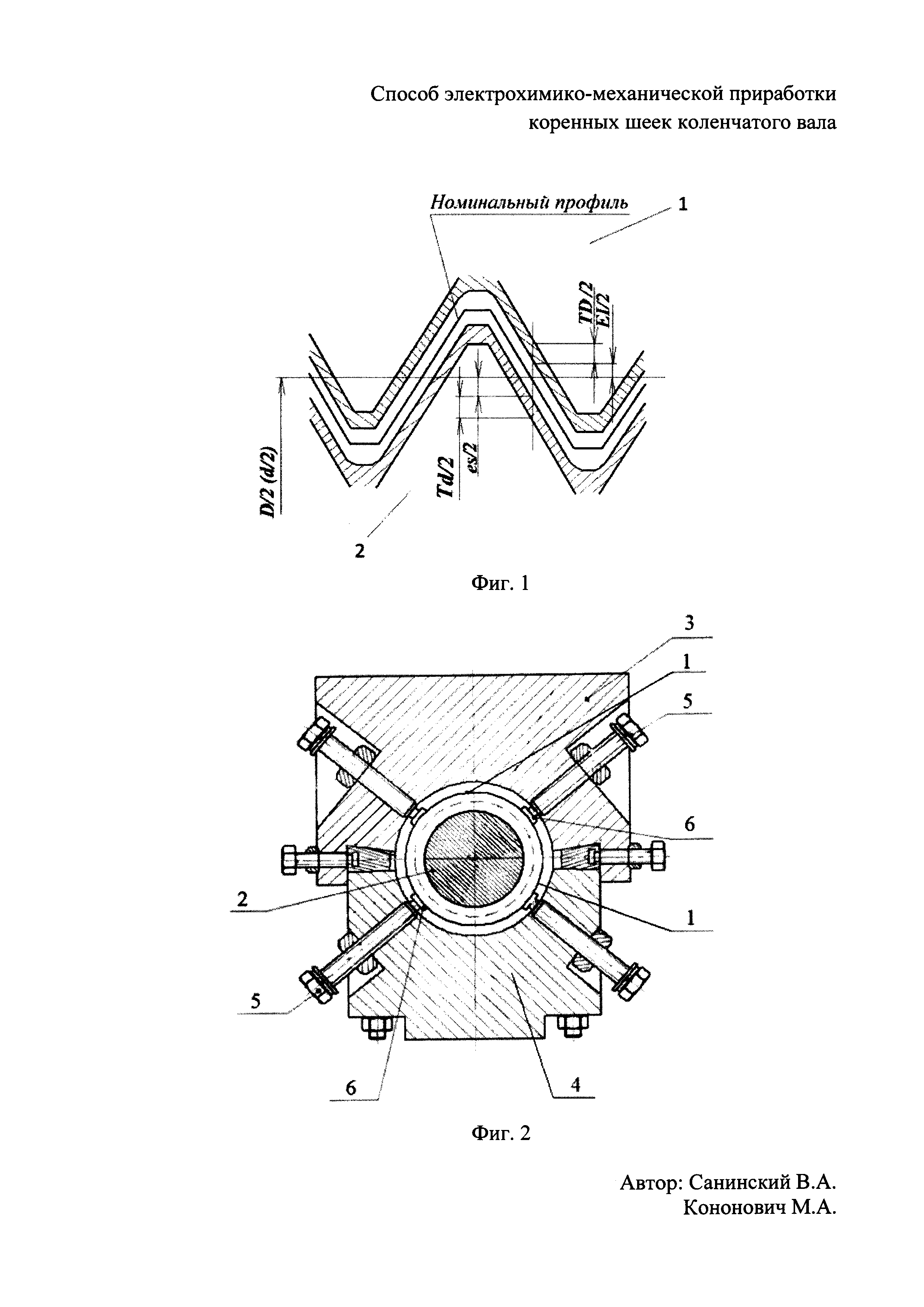
Туннель для автодорог, железных дорог и метрополитенов
Производные 2-(адамант-2-ил)этиламина, обладающие потенциальной противовирусной активностью
Продольная галерея-потерна бетонной плотины
Грунтовая плотина, возводимая на слабых основаниях в районах с повышенной сейсмичностью
Напорный туннель округлой формы для гидроэлектростанций
Дренажная труба
Кротодренажное устройство
Рабочий орган кротодренажной машины
Осушительная дренажная труба
Теплозащитный материал
Способ механической обработки глубокого отверстия в трубной заготовке
Способ механической обработки глубокого отверстия в трубной заготовке
Способ сборки подшипника качения
Способ определения функционального зазора между поверхностями трения-скольжения
Способ механической обработки глубокого отверстия в трубной заготовке

