Результат интеллектуальной деятельности: СПОСОБ ВВАРКИ АНОДНЫХ ВЫВОДОВ В КОНУС ЭЛЕКТРОННО-ЛУЧЕВЫХ ТРУБОК
Вид РИД
Изобретение
Известные способы вварки анодных выводов в конус электронно-лучевых трубок на карусельных машинах, основанные на ручной заварке выводов, малопроизводительны и не обеспечивают высокого качества вварки.
По предлагаемому способу для повышения качества спая анодного вывода со стеклом конуса и повышения производительности прокол отверстия в стеклянной стенке конуса производят продувкой сжатым воздухом. Для предотвращения провисания размягченного нагревом стекла конуса при проколе отверстия под разогретый участок конуса подводят подпорку, через отверстие в которой производят продувку сжатым воздухом. Во избежание заплавления чашечки анодного вывода стекломассой края донышка чашечки при запрессовке плотно прижимают к краям отверстия в подпорке.
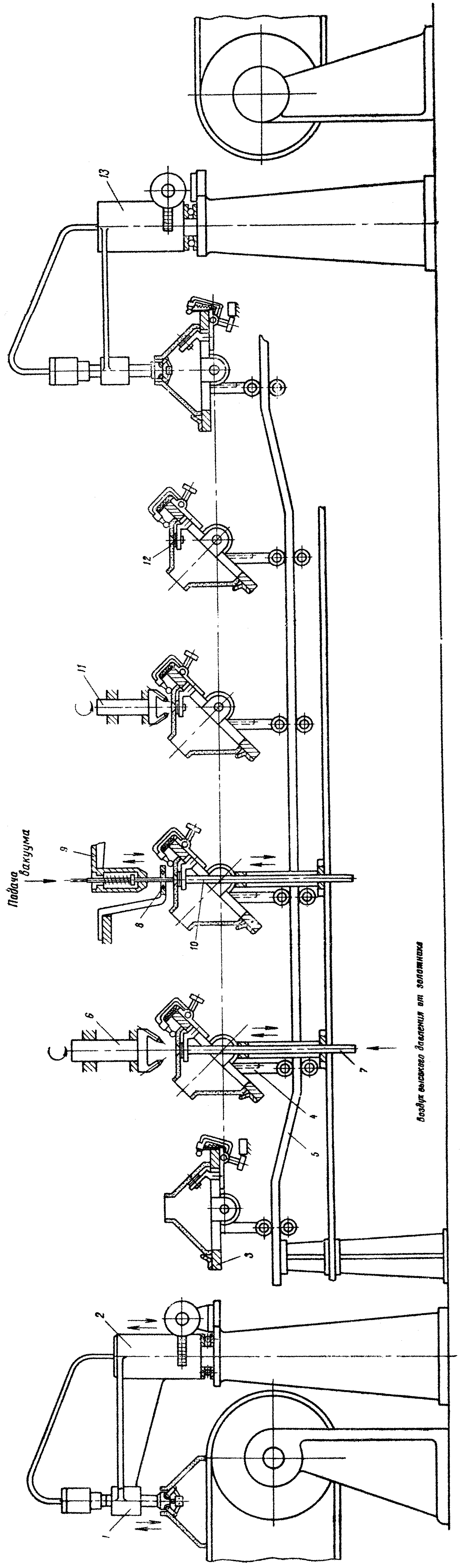
Для пояснения описываемого способа на чертеже приведена технологическая схема карусельной машины.
Вварку анодных выводов в конус колбы телевизионных кинескопов с размерами по диагонали экрана 350-430 мм при угле развертки 70-110° осуществляют на шестипозиционной карусельной машине с прерывистым вращением карусели. Каждая из позиций содержит гнездо, служащее для установки конуса колбы, и его зажим.
Вварка анодных выводов в конус колбы на карусельной машине производится следующим образом.
Конус 1 с помощью механизма 2 автоматически переносится из печи подогрева в гнездо 3 первой позиции. При переходе карусели на вторую позицию установленный конус колбы телевизионного кинескопа зажимается и вместе с гнездом-рейкой 4 и кулисой 5 поворачивается на 50° (для конуса электронно-лучевой трубки 350 мм - 70°) или на угол 26° (для конуса электронно-лучевой трубки 430 мм - 110°) так, чтобы отметка (впадина) на стекле конуса колбы приняла горизонтальное положение.
Прокол отверстия в стеклянной стенке конуса производят продувкой сжатым воздухом. Для этой цели сверху газокислородными вращающимися горелками 6 разогревают стекло, подводят к нижней поверхности разогретого стекла шток 7, через внутреннее отверстие которого подается сжатый воздух, который и продувает отверстие в размягченном стекле колбы. Диаметр продуваемого отверстия при этом выбирают несколько больше диаметра донышка чашечек анодного вывода. На третьей позиции подготовленное отверстие вновь прогревают горелками 8, подают с помощью механизма 9 чашечку анодного вывода, которую прогревают этими же горелками и запрессовывают в отверстие конуса. Запрессовку чашечки производят до упора 10, который предварительно подается снизу механизмом и отходит в первоначальное нижнее положение лишь после окончания операции запрессовки. На четвертой позиции при помощи вращающихся газокислородных горелок 11 производят окончательную сварку стекла колбы с чашечкой анодного вывода. Для предотвращения провисания размягченного стекла конуса при проколе отверстия под разогретый участок конуса подводят подпорку 12, через отверстие в которой производят продувку сжатым воздухом, а во избежание заплавления чашечки анодного вывода стекломассой края донышка чашечки при запрессовке плотно прижимают к краям отверстия этой подпорки. На пятой позиции место вварки охлаждают, а на шестой готовое изделие снимают с карусельной машины и с помощью механизма 13 укладывают для отправки готовой продукции.
Таким образом, по описанному способу весь процесс вварки анодных выводов в конус электронно-лучевой трубки, начиная от установки конуса и кончая съемом изделия и установкой его в печь отжига, производится автоматически, что существенно повышает производительность труда и качество спая анодного вывода со стеклом конуса.
Способ получения стабилизатора и полиизопреновая композиция, его содержащая
Способ получения этилен-пропиленовых сополимеров

