Результат интеллектуальной деятельности: Способ многослойной электронно-лучевой сварки
Вид РИД
Изобретение
Изобретение относится к области машиностроения, и предназначено для создания сварных конструкций, методом электронно-лучевой сварки с присадочной проволокой, в частности к технологии электронно-лучевой сварки энергетического оборудования, в том числе для получения соединений разнородных материалов и может быть использовано в различных отраслях промышленности.
Известен способ сварки электронным лучом (патент РФ №2448822 МПК В23К 15/00, B23K 33/00, опубл. 27.04.2012 Бюл. №12) включающий создание магнитного поля, формирование заданной геометрии электронного луча, направление луча к лицевой плоскости свариваемых деталей под острым углом входа α и отклонение его по толщине детали снизу вверх на острый угол выхода луча β относительно задней плоскости свариваемых деталей, при этом свариваемые детали устанавливают с зазором, в который подают присадочный материал, оплавляют кромки и присадочный материал электронным лучом и формируют общую сварочную ванну, при этом ширину зазора выбирают из условия 1,1d≤h≤1,2d, где h - ширина зазора, d - диаметр присадочного материала.
Однако в данном методе сварки ограничена толщина свариваемых деталей мощностью электронно-лучевой установки, с увеличением толщины возрастает вероятность появления дефектов. Кроме того, нет возможности применения способа при отсутствии доступа к корню шва.
Наиболее близким к предлагаемому техническому решению является способ многослойной электронно-лучевой сварки в узкий зазор (авторское свидетельство СССР №1530381, МПК В23К 15/00, опубл. 23.12.1989), с подачей присадочного материала в сварочную ванну и с периодическими поперечными колебаниями электронного луча относительно нейтрального положения вплоть до взаимодействия с боковыми стенками узкого зазора, поперечные колебания электронного пучка осуществляются с частотой 1-1000 Гц, причем электронный пучок отклоняют только в пределах зазора, создавая непосредственно в зазоре отклоняющее магнитное поле. В данном решении заявляется возможность обеспечения качественной сварки изделий из неферромагнитных материалов толщиной более 50 мм при ширине зазора 2-8 мм.
Недостатками этого способа является непостоянство магнитного поля относительно высоты стыка, причем при удалении от корня шва индукция магнитного поля уменьшается по экспоненциальному закону, поэтому необходима коррекция магнитного по мере выполнения последующих слоев многослойного сварного шва. Кроме того, нет возможности сварки ферромагнитных и разнородных материалов, применения способа при отсутствии доступа к корню шва, регулирования тепловложения между присадочным материалом и боковыми стенками узкого зазора.
Технической задачей изобретения является повышение качества сварных соединений деталей больших толщин в том числе из разнородных металлов и сплавов, а также сталей разных структурных классов.
Технический результат изобретения заключается в уменьшении зоны термического влияния, повышение надежности сварного шва, обеспечение высокой стабильности и энергетической эффективности сварочного процесса, в том числе для разнородных металлов и сплавов, а также сталей разных структурных классов.
Это достигается тем, что в известном способе многослойной электроннолучевой сварки, заключающемся в создании непосредственно в узком зазоре между свариваемыми деталями переменного отклоняющего магнитного поля электромагнитной системой, содержащей катушку индуктивности и разомкнутый магнитопровод, направлении электронного луча и поперечные колебания электронного луча относительно нейтрального положения в пределах узкого зазора вплоть до взаимодействия с боковыми стенками узкого зазора, и подачу присадочного материала в сварочную ванну, создание переменного магнитного поля в узком зазоре осуществляют над сварочной ванной, разомкнутый магнитопровод снабжают магнитными наконечниками со сквозными каналами, при этом магнитные наконечники располагают над сварочной ванной, изменяют электрический ток в катушках индуктивности и время действия электронного луча на боковые стенки узкого зазора и на присадочный материал для регулирования величины и постоянства оплавления боковых стенок узкого зазора и присадочного материала, направление электронного луча на свариваемые детали и на присадочный материал осуществляют внутри ферромагнитного лучепровода экранирующего переменное магнитное поле, при этом подачу присадочного материала в сварочную ванну осуществляют сквозь каналы магнитных наконечников, а величина узкого зазора выбирают превышающей толщину магнитных наконечников на 1-2 мм.
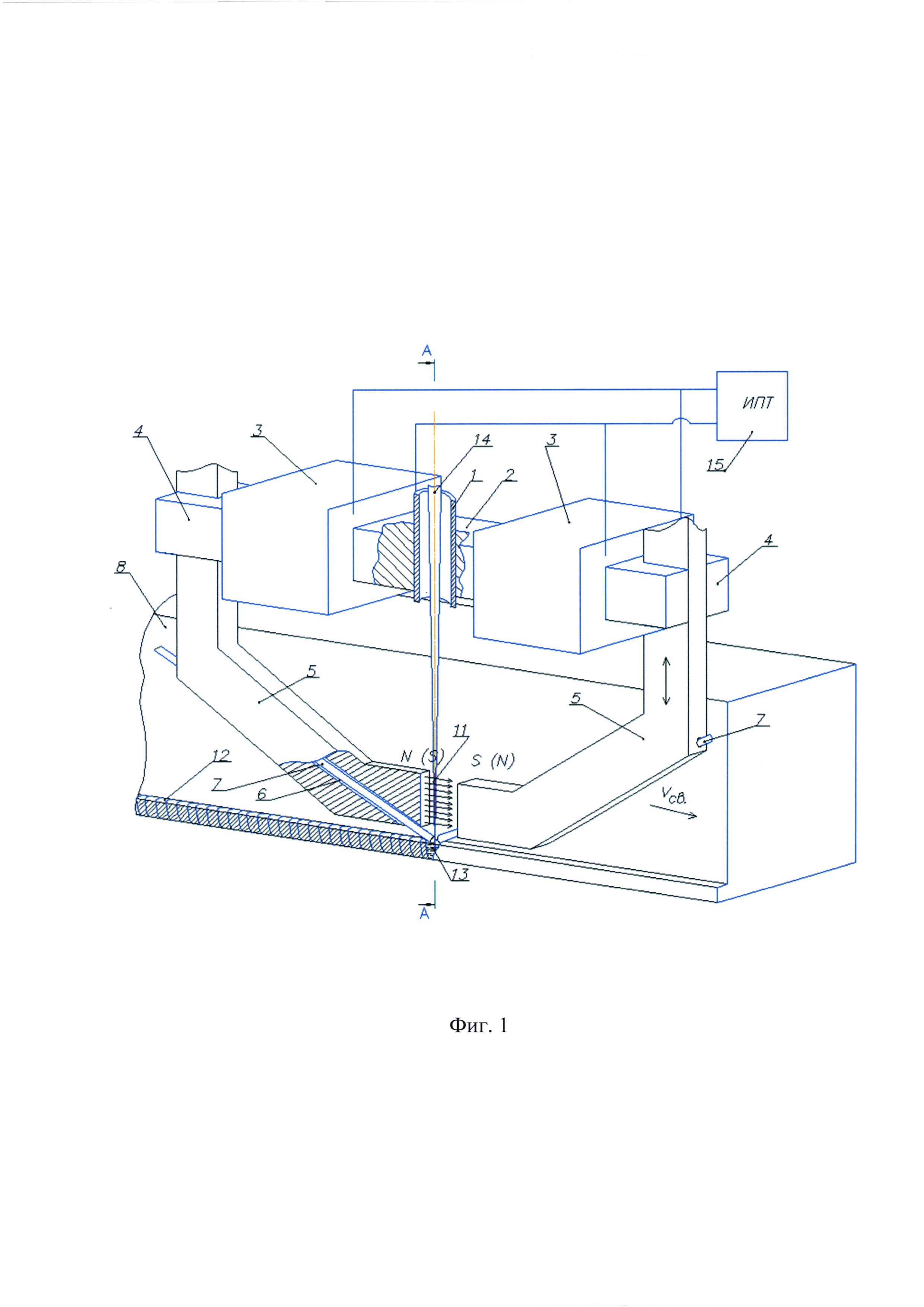
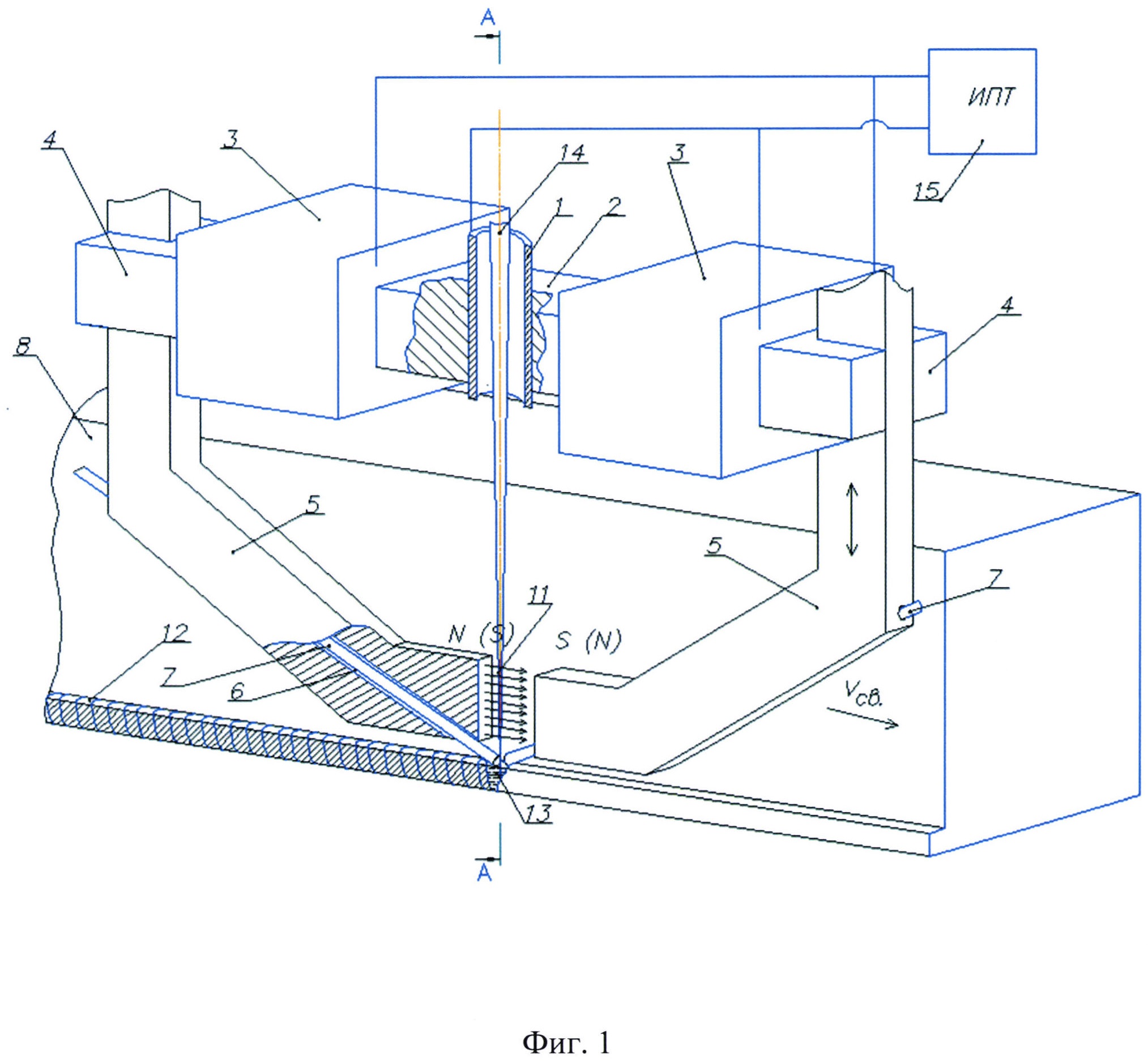
Сущность изобретения поясняется чертежами, где на фиг. 1 приведено устройство реализации способа многослойной электронно-лучевой сварки, на фиг. 2 изображен электронный пучок отклоненный магнитным полем в узком зазоре между свариваемыми деталями, на фиг. 3 показано изменение тока в катушках индуктивности для регулирования тепловложения между присадочным материалом и боковыми стенками узкого зазора.
Устройство для реализации способа сварки содержит лучепровод 1, электромагнитную систему 2, включающую катушки индуктивности 3, разомкнутый магнитопровод 4, магнитные наконечники 5 с каналами для подачи присадочного материала 6, присадочный материал 7, свариваемые детали 8 образующие боковые стенки узкого зазора 9, узкий зазор 10, переменное отклоняющее магнитное поле 11, сварной шов 12, сварочную ванну 13, электронный пучок 14, регулируемый источник тока для питания катушек индуктивности 15.
Устройство, реализующее способ сварки, работает следующим образом.
Свариваемые детали 8 устанавливаются с образованием узкого зазора 10 превышающем толщину магнитных наконечников 5 на 1…2 мм. В узкий зазор 10 между свариваемыми деталями 8 вводятся магнитные наконечники 5 электромагнитной системы 2, в каналы для подачи присадочного материала 6 вводится присадочный материал 7. Электронный пучок 14 направляется внутри лучепровода 1 на свариваемые детали 8 и присадочный материал 7 между магнитными наконечниками 5.
На катушки индуктивности 3 электромагнитной системы 2 подается переменный электрический ток, который создает переменный магнитный поток в разомкнутом магнитопроводе 3 и переменное отклоняющее магнитное поле 11 между магнитными наконечниками 5 направленное вдоль узкого зазора 10. Переменный электрический ток в катушках индуктивности 5 имеет форму показанную на фиг. 3. На электроны образующие пучок, движущиеся в переменном магнитном поле 11 действует сила Лоренца отклоняющая электронный луч 14 попеременно на боковые стенки узкого зазора 9 и присадочный материал 7, причем величина отклонения электронного луча, время действия электронного луча на боковые стенки узкого зазора t1 и t3, на присадочный материал t2 и частота изменения переменного отклоняющего магнитного поля f=1/T, где Т - период изменения магнитного поля, регулируется источником переменного тока 15, таким образом, чтобы минимизировать оплавление боковых стенок узкого зазора 9. Для получения качественного формирования сварного соединения, величина отклонения электронного луча, время действия электронного луча на боковые стенки узкого зазора t1 и t3, на присадочный материал t2, частота изменения переменного отклоняющего магнитного поля f и скорость подачи присадочного материала 7 в узкий зазор 10 выбираются экспериментально в зависимости от величины узкого зазора 10, теплофизических свойств материалов свариваемых деталей 8 и присадочного материала 7, скорости перемещения электронного луча 14 и электромагнитной системы 2.
Далее производится перемещение электронного луча 14 и электромагнитной системы 2 вдоль узкого зазора 10 между свариваемыми деталями 8 и подача присадочного материала 7, при этом устанавливается величина тока электронного луча 14 достаточная для оплавления присадочного материала 7 и боковых стенок узкого зазора 9 при заданной скорости перемещения электронного луча 14 и электромагнитной системы 2 и скорости подачи присадочного материала 7.
В процессе сварки происходит оплавление боковых стенок узкого зазора 9 и присадочного материала 7 с образованием общей сварочной ванны. Увеличение амплитуды отклонения электронного луча 14 и времени действия электронного луча на боковые стенки узкого зазора t1 и t3 будет приводить к увеличению плавления металла боковых стенок узкого зазора 9 и росту сварочных напряжений и деформаций, при снижении амплитуды отклонения электронного луча возникает опасность несплавления металла сварочной ванны 13 и боковых стенок узкого зазора 9. Амплитуда отклонения электронного луча 14 должна превышать величину узкого зазора 10.
Величина узкого зазора 10 должна быть минимальной для уменьшения объема наплавляемого материала, но при этом должна позволять свободно перемещать магнитные наконечники 5 электромагнитной системы 2 вдоль узкого зазора 10 в процессе сварки, поэтому рекомендуемые размеры узкого зазора 10 на 1…2 мм больше толщины магнитных наконечников.
После того как произведена сварка первого валика, производится подъем электромагнитной системы 2 на величину равную высоте первого валика 12 и производится наплавление второго валика. Перемещения повторяются до тех пор, пока узкий зазор 10 не будет полностью заполнен.
Использование изобретения позволяет получать качественные сварные швы со стабильными геометрическими параметрами по всей высоте узкого зазора, создавать сварные конструкции с большой толщиной сварного стыка, уменьшить зону термического влияния, повысить надежность сварного соединения, обеспечить высокую стабильность и энергетическую эффективность сварочного процесса, в том числе для разнородных металлов и сплавов, а также сталей разных структурных классов.
Способ многослойной электронно-лучевой сварки, включающий создание в узком зазоре между свариваемыми деталями переменного отклоняющего магнитного поля посредством электромагнитной системы, содержащей катушку индуктивности и разомкнутый магнитопровод, направление электронного луча и его поперечные колебания относительно нейтрального положения в пределах узкого зазора вплоть до взаимодействия с боковыми стенками узкого зазора, и подачу присадочного материала в сварочную ванну, отличающийся тем, что переменное магнитное поле создают в узком зазоре над сварочной ванной, при этом используют разомкнутый магнитопровод с магнитными наконечниками со сквозными каналами, которые располагают над сварочной ванной, и осуществляют регулирование величины и постоянства оплавления боковых стенок узкого зазора и присадочного материала путем изменения электрического тока в катушках индуктивности и времени действия электронного луча на боковые стенки узкого зазора и на присадочный материал, причем направление электронного луча на свариваемые детали и на присадочный материал осуществляют внутри ферромагнитного лучепровода, экранирующего переменное магнитное поле, при этом подачу присадочного материала в сварочную ванну осуществляют сквозь каналы магнитных наконечников, а величину узкого зазора выбирают превышающей толщину магнитных наконечников на 1-2 мм.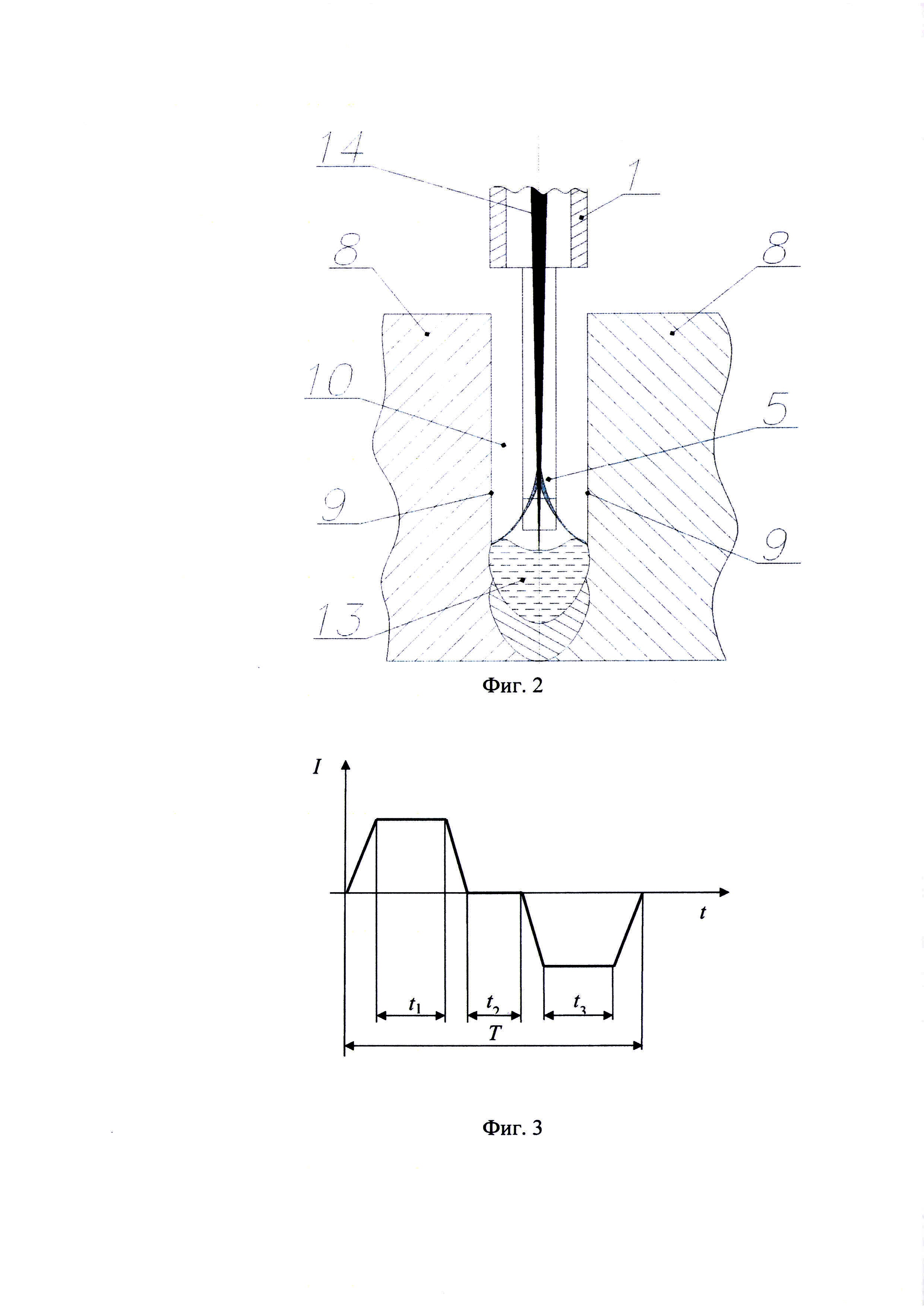
Тепловой пункт системы отопления и горячего водоснабжения
Способ идентификации линейной динамической системы
Способ определения коэффициента теплопередачи через стенку конвективно охлаждаемой детали
Комбинированный ротор для высокоскоростной электрической машины
Способ управления током асинхронного двигателя при питании от автономного инвертора напряжения
Способ управления напряжением на нагрузке в регуляторе с регулируемым преобразователем напряжения
Регулятор переменного напряжения
Способ стабилизации напряжения генератора с изменяющейся частотой вращения вала и комбинированным возбуждением
Катодный блок сварочной электронной пушки
Способ моделирования процессов в химических реакторах
Способ электронно-лучевого аддитивного получения заготовок

