Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА И СПОСОБ ПРОИЗВОДСТВА ОДНОРАЗОВОГО ПОДГУЗНИКА ТИПА НИЖНЕГО БЕЛЬЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к устройству для производства натягиваемого одноразового подгузника и способу производства натягиваемого одноразового подгузника.
Уровень техники
[0002]
В общем случае натягиваемый одноразовый подгузник образуют в форме трусов путем прикрепления поглощающего узла к наружной оболочке, затем складывания их пополам таким образом, чтобы задняя область и передняя область накладывались друг на друга, и соединения двух боковых краевых участков задней области и двух боковых краевых участков передней области наружной оболочки с возможностью образования пары боковых уплотнительных участков. Натягиваемый одноразовый подгузник применяется таким образом, чтобы при его снятии соединенные боковые уплотнительные участки разрывались. В патентной литературе 1 для соединения пары боковых уплотнительных участков натягиваемого одноразового подгузника предлагается устройство для ультразвуковой сварки.
Список цитируемой литературы
Патентная литература
[0003]
Патентная литература 1: JP 2014-28492A
Сущность изобретения
[0004]
Настоящее изобретение относится к устройству для производства натягиваемого одноразового подгузника. Подгузник включает в себя: удлиненный поглощающий узел, включающий в себя поглощающий элемент, способный удерживать жидкость; и наружную оболочку, фиксируемую на стороне поверхности поглощающего узла, необращенной к коже; пару боковых уплотнительных участков, образуемых путем соединения двух боковых краевых участков передней области и двух боковых краевых участков задней области наружной оболочки. В натягиваемом одноразовом подгузнике каждый из боковых уплотнительных участков включает в себя один ряд группы уплотнительных участков, в котором уплотнительные участки, продолжающиеся параллельно поперечному направлению подгузника, расположены с одинаковым шагом в продольном направлении подгузника; и уплотнительные участки, образующие группу уплотнительных участков на паре боковых уплотнительных участков, не совпадают по фазе в продольном направлении подгузника. Устройство включает в себя опору, способную вращаться от привода, и прессующий элемент, который расположен напротив наружной периферийной поверхности опоры и который с помощью опоры зажимает перемещаемый континуум для наружных оболочек для того, чтобы образовать уплотнительные области. На своей наружной периферийной поверхности опора включает в себя множество блоков, причем каждый из блоков включает в себя группу выступающих уплотняющих участков, где выступающие уплотняющие участки, которые продолжаются параллельно направлению перемещения континуума, и которые соответствуют уплотнительным участкам, расположены с одинаковым шагом в направлении оси вращения. Выступающие уплотняющие участки, образующие группы выступающих уплотняющих участков, включенные в два блока, являющихся смежными в направлении перемещения, расположены таким образом, что не совпадают по фазе друг с другом в направлении оси вращения. Выступающие уплотняющие участки всех блоков, предусмотренных на опоре, расположены в направлении оси вращения без промежутков, если смотреть в направлении перемещения.
[0005]
Также настоящее изобретение относится к способу производства натягиваемого одноразового подгузника. Подгузник включает в себя: удлиненный поглощающий узел, включающий в себя поглощающий элемент, способный удерживать жидкость; и наружную оболочку, фиксируемую на стороне поверхности поглощающего узла, необращенной к коже; пару боковых уплотнительных участков, образуемых путем соединения двух боковых краевых участков передней области и двух боковых краевых участков задней области наружной оболочки. В натягиваемом одноразовом подгузнике каждый из боковых уплотнительных участков включает в себя один ряд группы уплотнительных участков, в котором уплотнительные участки, продолжающиеся параллельно поперечному направлению подгузника, расположены с одинаковым шагом в продольном направлении подгузника; и уплотнительные участки, образующие группы уплотнительных участков на паре боковых уплотнительных участков, не совпадают по фазе в продольном направлении подгузника. Способ включает в себя: этап уплотнения, на котором при перемещении континуума для наружной оболочки, складывают континуум для наружной оболочки таким образом, чтобы два боковых участка континуума для наружной оболочки в направлении перемещения встретились друг с другом, и уплотняют сложенный континуум для наружной оболочки с целью образования уплотнительных областей; и этап разделения путем разрезания уплотнительной области по существу в среднем положении в направлении перемещения уплотнительные области, для того, чтобы образовать боковой уплотнительный участок натягиваемого одноразового подгузника. Этап уплотнения осуществляют путем применения опоры, способной вращаться от привода, и прессующего элемента, расположенного напротив наружной периферийной поверхности опоры. Опора на своей наружной периферийной поверхности включает в себя множество блоков, причем каждый из блоков включает в себя группу выступающих уплотняющих участков, в которой выступающие уплотняющие участки, которые продолжаются параллельно направлению перемещения континуума, и которые соответствуют уплотнительным участкам, расположены с одинаковым шагом в направлении оси вращения. Выступающие уплотняющие участки, образующие группы выступающих уплотняющих участков, включенные в два блока, являющихся смежными в направлении перемещения, расположены таким образом, что не совпадают по фазе друг с другом в направлении оси вращения. Выступающие уплотняющие участки всех блоков, предусмотренных на опоре, расположены в направлении оси вращения без промежутков, если смотреть в направлении перемещения.
Краткое описание чертежей
[0006]
На фиг. 1 представлен общий вид, показывающий натягиваемый одноразовый подгузник, полученный с применением производственного устройства согласно предпочтительному варианту осуществления настоящего изобретения.
На фиг. 2 представлен раскрытый вид сверху натягиваемого одноразового подгузника, показанного на фиг. 1, в его разложенном, нестянутом состоянии.
На фиг. 3 представлена схема, показывающая вариант осуществления сварочного устройства, подходящего для применения в устройстве для производства натягиваемого одноразового подгузника согласно настоящему изобретению.
На фиг. 4 представлена схема, показывающая расположение опоры и прессующего элемента, предусмотренных в сварочном устройстве, показанном на фиг. 3.
На фиг. 5 представлена пояснительная схема, иллюстрирующая взаимное расположение четырех рядов групп 73G выступающих уплотняющих участков, включенных в состав двух опор, предусмотренных в сварочном устройстве, показанном на фиг. 3.
На фиг. 6 представлен общий вид, схематично показывающий пример способа производства натягиваемого одноразового подгузника согласно варианту осуществления настоящего изобретения.
На фиг. 7 представлена схема, показывающая континуум наружной оболочки, в котором с помощью сварочного устройства, показанного на фиг. 3, образуются уплотнительные области.
Описание вариантов осуществления изобретения
[0007]
В натягиваемом одноразовом подгузнике, который содержит пару боковых уплотнительных участков, получаемых с помощью устройства для ультразвуковой сварки, раскрытого в патентной литературе 1, множество соединяющих участков, образующих каждый участок скрепления, расположено таким образом, что в направлении ширины подгузника образуется множество рядов. Предпочтительно каждый боковой уплотнительный участок образуется таким образом, что множество рядов расположено в направлении ширины, и каждый из рядов включает в себя множество соединяющих участков, которые с промежутками расположены в продольном направлении подгузника. Боковые уплотнительные участки, на которых расположено множество рядов, включающих в себя соединяющие участки, как описано выше, при снятии натягиваемого одноразового подгузника разрываются с трудом и удобство подгузника при использовании в целом может ухудшаться.
[0008]
Также в патентной литературе 1 раскрыта конфигурация, при которой множество соединяющих участков, образующих каждый боковой уплотнительный участок, имеет наклонную по диагонали форму. Однако такая конфигурация увеличивает площадь сцепления, в результате чего боковые уплотнительные участки при снятии натягиваемого одноразового подгузника разрываются с трудом, и удобство использования подгузника в целом может ухудшаться. В патентной литературе 1 также раскрыта конфигурация, в которой множество соединяющих участков, образующих каждый боковой уплотнительный участок, имеет форму, вытянутую параллельно в направлении ширины подгузника, однако при такой конфигурации также множество рядов, включающих в себя соединяющие участки, расположено в направлении ширины. Соответственно, при снятии натягиваемого одноразового подгузника боковые уплотнительные участки разрываются с трудом, и удобство его использования в целом может ухудшаться. Проблема состоит в том, что когда для образования каждого бокового уплотнительного участка, включающего в себя только один ряд соединяющих участков, продолжающихся параллельно в направлении ширины подгузника, которые расположены с промежутками в продольном направлении, применяется опора, включающая в себя только один ряд сварочных выступов для образования соединяющих участков, ультразвуковая головка, расположенная напротив опорного валика, изнашивается неравномерно (с перекосом) из-за взаимного расположения сварочных выступов, образованных на соседних опорных валиках, что затрудняет обеспечение долговременной стабильной прочности уплотнения и ухудшает экономическую эффективность производства.
[0009]
Соответственно, целью настоящего изобретения является обеспечение устройства для производства натягиваемого одноразового подгузника и способа производства натягиваемого одноразового подгузника, который может преодолеть недостатки описанного выше общепринятого способа.
[0010]
Далее со ссылкой на чертежи будет описано устройство для производства натягиваемого одноразового подгузника согласно настоящему изобретению в виде предпочтительного варианта осуществления изобретения.
Сначала со ссылкой на фиг. 1 и 2 будет описан натягиваемый одноразовый подгузник, получаемый с помощью производственного устройства согласно настоящему варианту осуществления изобретения.
Натягиваемый одноразовый подгузник 1 (в дальнейшем также упоминаемый просто как "подгузник 1"), показанный на фиг. 1, представляет собой подгузник, который содержит пару боковых участков S и S скрепления, образованных путем соединения двух боковых краевых участков A1 и A2 передней области (А) и двух боковых краевых участков B1 и B2 задней области B наружной оболочки 11, которая фиксируется на стороне поверхности поглощающего узла 10, необращенной к коже, включающего в себя поглощающий элемент 4, способный удерживать жидкость. Более предпочтительно, как показано на фиг. 2, подгузник 1 включает в себя: по существу удлиненный поглощающий узел 10, включающий в себя пропускающий жидкость верхний лист 2, не пропускающий жидкость или водоотталкивающий задний лист 3 и поглощающий элемент 4, способный удерживать жидкость и расположенный между листами 2 и 3; и наружную оболочку 11, которая расположена со стороны заднего листа 3 поглощающего узла 10 и фиксируется на поглощающем узле 10.
[0011]
В данном описании термин "поверхность, обращенная к коже" относится к поверхности подгузника 1 или составляющих его элементов (например, верхнего листа 2), которые во время носки подгузника обращены к коже пользователя; и термин "поверхность, необращенная к коже" относится к поверхности подгузника 1 или составляющих его элементов, которые во время носки подгузника обращены в сторону, противоположную коже пользователя (в сторону одежды). В подгузнике 1 продольное направление (X-направление на чертеже) совпадает с направлениями, продолжающимися вдоль длинных сторон растянутого подгузника 1; и поперечное направление (Y-направление на чертеже) совпадает с направлением ширины подгузника 1.
Также подгузник 1 имеет форму, которая является билатерально симметричной относительно осевой центральной линии CL, продолжающейся в продольном направлении (X-направлении).
[0012]
Как показано на фиг. 2, поглощающий узел 10 включает в себя поглощающий элемент 4, имеющий форму песочных часов, с боковыми кромками, вогнутыми внутрь в средней части в продольном направлении (X-направлении), и поглощающий узел 10 образуется в удлиненной форме путем объединения в единый блок поглощающего элемента 4, прямоугольного верхнего листа 2 и прямоугольного заднего листа 3. В качестве верхнего листа 2, заднего листа 3 и поглощающего элемента 4 можно применять материалы, которые обычно применяют в подгузнике такого типа. Например, в качестве верхнего листа 2 можно применять различные типы гидрофильных нетканых материалов и пропускающие жидкость листы, такие как пленка с отверстиями. В качестве заднего листа 3 можно применять пленку из термопластичной смолы, такую как полиэтиленовая пленка, или не пропускающий жидкости или водоотталкивающий лист, такой как ламинат, состоящий из описанной выше пленки и нетканого материала. В качестве поглощающего элемента 4, например, можно применять элемент, полученный путем покрытия сердцевины, изготовленой из частиц сверхвпитывающего полимера и волокнистого материала, бумагой санитарно-гигиенического назначения (не показано). На двух поперечных сторонах поглощающего узла 10, продолжающихся в продольном направлении (X-направлении), обеспечивают боковые отвороты 5, 5, изготовленные из стойкого к жидкостям или водоотталкивающего и воздухопроницаемого материала. Эластичный элемент 51 для боковых отворотов обеспечивают в растянутом состоянии вблизи от свободного краевого участка каждого бокового отворота 5. Во время носки подгузника эластичные элементы 51 сокращаются и заставляют боковые отвороты 5 подниматься и образовывать стоячие сборки.
[0013]
Как показано на фиг. 2, наружная оболочка 11 имеет форму песочных часов с двумя боковыми кромками, вогнутыми внутрь в средней части в продольном направлении (X-направлении), и определяет контур подгузника 1 (см. фиг. 1). Как показано на фиг. 2, подгузник 1 в его разложенном состоянии в продольном направлении (X-направлении) можно разделить на три области: переднюю область A, которая во время носки подгузника должна располагаться с передней стороны пользователя; заднюю область B, которая должна располагаться с задней стороны (со стороны спины); и область промежности C, расположенную между передней областью A и задней областью B. В наружной оболочке 11 два боковых краевых участка A1 и A2 передней области A и два боковых краевых участка B1 и B2 задней области B соединяются друг с другом, и в результате соединения боковых краевых участков, как показано на фиг. 1, в подгузнике 1 образуется пара боковых участков S и S скрепления, отверстие для талии WO и пара отверстий для ног LO и LO. Как описано выше, натягиваемый одноразовый подгузник 1, производимый с помощью производственного устройства согласно настоящему варианту осуществления изобретения, включает в себя наружную оболочку 11, имеющую пару боковых участков S и S скрепления.
[0014]
Как показано на фиг. 2, наружная оболочка 11 обладает структурой, в которой наружный лист 12 и внутренний лист 13, предусмотренный на стороне внутренней поверхности (со стороны поглощающего узла 10) наружного листа 12, уложены друг на друга. Наружный лист 12 образует наружную поверхность подгузника 1, и внутренний лист 13 обеспечивают со стороны внутренней поверхности наружного листа 12 и частично присоединяют к нему. Как показано на фиг. 2, в подгузнике 1 наружная оболочка 11 имеет длину, продолжающуюся в продольном направлении (X-направлении) от области, где множество поясных эластичных элементов 14, которые будут описаны далее, зажато и зафиксировано между наружным листом 12 и внутренним листом 13; и протяженная расширяющаяся область (оболочки) сгибается в сторону поглощающего узла 10 таким образом, чтобы закрыть торцевой участок поглощающего узла 10 в продольном направлении (X-направлении), и фиксируется с помощью клея (не показан). В качестве наружного листа 12 и внутреннего листа 13 наружной оболочки 11 можно применять различные типы листовых материалов, которые обычно применяются в изделии такого типа, без какого либо ограничения. В том случае, когда листовой материал представляет собой нетканый материал, с точки зрения гибкости и т.п., нетканый материал предпочтительно представляет собой однослойный лист или собранный пакетом лист, изготовленный из нетканого материала, полученного воздушной набивкой; горячекатаного нетканого материала; нетканого материала, полученного по технологии "Спанлейс"; нетканого материала, полученного по технологии "Спанбонд"; нетканого материала, полученного по технологии "Мелтблаун" или т.п.
[0015]
Как показано на фиг. 2, наружная оболочка 11 между наружным листом 12 и внутренним листом 13 включает в себя эластичные элементы 14, 15 и 16. Наружная оболочка 11 включает в себя множество поясных эластичных элементов 14 и множество эластичных элементов 15 в зоне, расположенной ниже пояса, которые предусмотрены для растягивания в поперечном направлении (Y-направлении) каждой из областей, то есть передней области A и задней области B подгузника 1. Также наружная оболочка 11 включает в себя множество эластичных элементов 16 для ног на участках, расположенных по окружности отверстий для ног LO. В качестве эластичных элементов 14, 15 и 16 предпочтительно применяется элемент, полученный путем формования эластичного материала, такого как натуральный каучук, смола на основе полиуретана или пеносмола на основе уретана в форме нитей (резиновой жилки) или ленты (плоской резинки).
[0016]
Поясные эластичные элементы 14 располагают в продольном направлении (X-направлении) подгузника 1 в его разложенном состоянии и фиксируют в растянутом состоянии на поясных участках, расположенных снаружи от двух концов в продольном направлении поглощающего узла 10, и в результате сокращения поясных эластичных элементов 14 на поясных участках образуются поясные сборки.
[0017]
Эластичные элементы 15 в зоне, расположенной ниже пояса, обеспечивают в продольном направлении (X-направлении) подгузника 1 в его разложенном состоянии и фиксируют в растянутом состоянии на участках ниже пояса, расположенных кнутри (в сторону области промежности C) от двух концов в продольном направлении поглощающего узла 10, и в результате сокращения эластичных элементов 15 в зоне, расположенной ниже пояса, на участках ниже пояса образуются сборки, расположенные ниже пояса. Следует отметить, что эластичные элементы 15 в зоне, расположенной ниже пояса, на участке, где они перекрывают поглощающий узел 10, разрезают в каждой из областей, то есть в передней области A и задней области B подгузника 1.
[0018]
Эластичные элементы 16 для ног включают в себя эластичные элементы 16 для ног, которые обеспечивают и фиксируют в растянутом состоянии таким образом, чтобы они тянулись от передней области A к области промежности C; и эластичные элементы 16 для ног, которые обеспечивают и фиксируют в растянутом состоянии таким образом, чтобы они тянулись от задней области B к области промежности C; и в результате сокращения эластичных элементов 16, 16 для ног на участках, расположенных по окружности отверстий для ног LO, образуются сборки вокруг ног. В подгузнике 1 в средней части области промежности C в поперечном направлении (Y-направлении) эластичные элементы 16, 16 для ног разрезают и подразделяют на правую сторону и левую сторону.
[0019]
Два боковых краевых участка A1 и A2 передней области A и два боковых краевых участка B1 и B2 задней области B соединяются друг с другом при соединении друг с другом наружного листа 12, внутреннего листа 13 и эластичных элементов 14, 15, 16, предусмотренных между листами 12 и 13, с помощью клея, такого как термоплавкий клей, и термосварки, включая сварку токами высокой частоты и ультразвуковую сварку; при этом образуется пара боковых участков S и S скрепления подгузника 1 (см. фиг. 1). Наружный лист 12, внутренний лист 13 и эластичные элементы 14, 15, 16, предусмотренные между листами 12 и 13, предпочтительно соединяют, как указано далее. В подгузнике 1 наружный лист 12 и внутренний лист 13 прикрепляются друг к другу с помощью клея, такого как термоплавкий клей, и в области, где должна формироваться пара боковых участков S и S скрепления, клей наносят дополнительно, чтобы предотвратить отрыв эластичных элементов 14, 15, 16, предусмотренных в растянутом состоянии между наружным листом 12 и внутренним листом 13.
[0020]
Как показано на фиг. 1 и 2, каждый из боковых уплотнительных участков S включает в себя один ряд группы 17G уплотнительных участков, в которой уплотнительные участки 17, продолжающиеся параллельно поперечному направлению (Y-направлению) подгузника, расположены с одинаковым шагом P в продольном направлении (X-направлении) подгузника. Уплотнительные участки 17, образующие группы 17G и 17G уплотнительных участков на паре боковых участков S и S скрепления, не совпадают по фазе друг с другом в продольном направлении (X-направлении) подгузника. Предпочтительно на каждом из пары боковых участков S и S скрепления подгузника 1, показанного на фиг. 1, все уплотнительные участки 17, продолжающиеся параллельно поперечному направлению (Y-направлению), располагаются с одинаковым шагом P в продольном направлении (X-направлении), образуя при этом один ряд группы 17G уплотнительных участков. В данном случае, если сравнить между собой один ряд группы 17G уплотнительных участков бокового уплотнительного участка S с одной стороны (слева), и один ряд группы 17G уплотнительных участков бокового уплотнительного участка S с другой стороны (справа), то шаг P между множеством уплотнительных участков 17, образующих группу 17G уплотнительных участков бокового уплотнительного участка S с одной стороны (слева), и шаг P между множеством уплотнительных участков 17, образующих группу 17G уплотнительных участков бокового уплотнительного участка S с другой стороны (справа), являются одним и тем же шагом P. Более предпочтительно множество уплотнительных участков 17, образующих группу 17G уплотнительных участков на боковом уплотнительном участке S с одной стороны (слева), обеспечивают таким образом, чтобы начиная с одного участка из множества уплотнительных участков 17, который является ближайшим к отверстию для талии WO, остальные уплотнительные участки 17 были расположены с промежутками в продольном направлении (X-направлении) с одинаковым шагом P. Аналогичным образом множество уплотнительных участков 17, образующих группу 17G уплотнительных участков на боковом уплотнительном участке S с другой стороны (справа), обеспечивают таким образом, чтобы начиная с одного участка из множества уплотнительных участков 17, который является ближайшим к отверстию для талии WO, остальные уплотнительные участки 17 располагались с промежутками в продольном направлении (X-направлении) с тем же шагом P, что и шаг P, применяемый на первом боковом уплотнительном участке S (слева).
[0021]
Предпочтительно, с точки зрения прочности уплотнения, необходимой во время носки подгузника, и легкости разрывания при снятии подгузника, шаг P составляет 0,5 мм или более, и более предпочтительно 1,5 мм или более, и предпочтительно 10 мм или менее и более предпочтительно 5 мм или менее.
Также каждый уплотнительный участок 17 образуется в форме прямоугольника, удлиненного в поперечном направлении (Y-направлении). Длина уплотнительного участка 17 в продольном направлении (X-направлении) предпочтительно составляет 0,1 мм или более, более предпочтительно 0,3 мм или более, и предпочтительно 2,5 мм или менее, более предпочтительно 2,0 мм или менее; и длина уплотнительного участка 17 в поперечном направлении (Y-направлении) предпочтительно составляет 0,5 мм или более, более предпочтительно 1,5 мм или более и предпочтительно 10 мм или менее, и более предпочтительно 5,0 мм или менее.
Также число уплотнительных участков 17, предусмотренных в продольном направлении (X-направлении), предпочтительно составляет три или более на 30 мм, более предпочтительно шесть или более на 30 мм и шестьдесят или менее на 30 мм, более предпочтительно двадцать или менее на 30 мм.
Легкость разрыва боковых уплотнительных участков S зависит от шага P и длины в поперечном направлении (Y-направлении) и, следовательно, с точки зрения легкости разрыва, предпочтительно, чтобы шаг P был больше или равен длине (участка) в поперечном направлении (Y-направлении).
[0022]
Как показано на фиг. 1, расстояние T1 между окружностью отверстия для талии WO и уплотнительным участком 17, который является ближайшим к отверстию для талии WO, среди множества уплотнительных участков 17, образующих группу 17G уплотнительных участков одного из боковых уплотнительных участков S (слева), отличается от расстояния T2 между окружностью отверстия для талии WO и уплотнительным участком 17, который является ближайшим к отверстию для талии WO, среди множества уплотнительных участков 17, образующих группу 17G уплотнительных участков другого бокового уплотнительного участка S (справа). Расстояние T1 и расстояние T2 составляют максимально около 10 мм. В данном случае, как описано выше, шаг между множеством уплотнительных участков 17, образующих каждую группу 17G уплотнительных участков, является одинаковым. Соответственно, если сравнить один ряд группы 17G уплотнительных участков бокового уплотнительного участка S с одной стороны (слева) и один ряд группы 17G уплотнительных участков бокового уплотнительного участка S с другой стороны (справа), фаза в продольном направлении (X-направлении) множества уплотнительных участков 17, образующих группу 17G уплотнительных участков бокового уплотнительного участка S с одной стороны (слева), и фаза в продольном направлении (X-направлении) множества уплотнительных участков 17, образующих группу 17G уплотнительных участков бокового уплотнительного участка S с другой стороны (справа), отличаются друг от друга. Говоря другими словами, если смотреть на подгузник 1 в поперечном направлении (Y-направлении), позиции множества уплотнительных участков 17, образующих группу 17G уплотнительных участков бокового уплотнительного участка S с одной стороны (слева), и позиции множества уплотнительных участков 17, образующих группу 17G уплотнительных участков бокового уплотнительного участка S с другой стороны (справа), отличаются друг от друга.
[0023]
Далее со ссылкой на чертежи будет описан предпочтительный вариант осуществления устройства для производства натягиваемого одноразового подгузника согласно настоящему изобретению при помощи примера, в котором подгузники 1 производили, как описано выше.
На фиг. 3 схематично показан пример сварочного устройства 7, предусмотренного в производственном устройстве для производства подгузника 1. Как показано на фиг. 3 и 4, сварочное устройство 7 включает в себя опору 71, способную вращаться от привода, и ультразвуковую головку 72, которая является примером прессующего элемента, который расположен напротив наружной периферийной поверхности опоры 71 и который с помощью опоры 71 зажимает перемещаемый континуум 11C для наружной оболочки 11 для того, чтобы образовать области скрепления.
[0024]
Как показано на фиг. 3, в производственном устройстве для производства подгузника 1 опора 71 выполнена с возможностью вращаться вокруг горизонтальной оси 711, и длина опоры 71 в направлении оси вращения (Z-направлении) превышает длину сложенного (пополам) континуума 11C для наружной оболочки 11, который будет описан далее, в направлении, перпендикулярном направлению перемещения (I-направлению). В данном случае направление оси (Z-направление) опоры 71 является тем же самым направлением, что и направление, перпендикулярное направлению перемещения (I-направление) континуума 11С для наружной оболочки 11.
[0025]
Как показано на фиг. 3, на своей наружной периферийной поверхности опора 71 включает в себя множество блоков 74, включающих в себя группы 73G выступающих уплотняющих участков, в каждой из которых выступающие уплотняющие участки 73 (см. фиг. 5), которые продолжаются параллельно направлению перемещения (I-направлению) континуума 11С для наружной оболочки 11 и которые соответствуют уплотнительным участкам 17, расположены с одинаковым шагом в направлении оси вращения (Z-направлении). Предпочтительно в производственном устройстве для производства подгузника 1 каждый блок 74, предусмотренный на опоре 71, включает в себя два ряда групп 73G выступающих уплотняющих участков в направлении перемещения (I-направлении). Более предпочтительно к наружной периферийной поверхности опоры 71 прикрепляется пять блоков 74, причем каждый блок включает в себя два ряда групп 73G выступающих уплотняющих участков. Блоки 74 прикрепляются параллельно направлению оси вращения (Z-направлению) и расположены с равными промежутками друг от друга (эквидистантно) в направлении вращения (направление по окружности) опоры 71. Длина каждого блока 74 в направлении оси вращения (в Z-направлении) превышает длину сложенного (пополам) континуума 11C для наружной оболочки 11, который будет описан далее, в направлении (Z-направлении), перпендикулярном направлению перемещения (I-направлению). Также, как показано на фиг. 4 и 5, каждый блок 74 на поверхности напротив ультразвуковой головки 72 включает в себя два ряда групп 73G выступающих уплотняющих участков в направлении перемещения (I-направлении); причем каждый ряд групп 73G выступающих уплотняющих участков включает в себя множество выступающих уплотняющих участков 73, соответствующих уплотнительным участкам 17 подгузника 1. Как показано на фиг. 5, в каждой группе 73G выступающих уплотняющих участков выступающие уплотняющие участки 73, продолжающиеся параллельно направлению перемещения (I-направлению), расположены с промежутками и с одинаковым шагом в направлении оси вращения (Z-направлении). В следующем описании в том случае, когда необходимо установить различие между двумя блоками 74, а именно блоком 74, который расположен с передней по ходу стороны; и блоком 74, который расположен с задней по ходу стороны; блок 74, который расположен с передней по ходу стороны, будет упоминаться как "передний по ходу блок 74U"; и блок 74, который расположен с задней по ходу стороны, будет упоминаться как "задний по ходу блок 74D". Аналогичным образом группа 73G выступающих уплотняющих участков, которая расположена с передней по ходу стороны на переднем по ходу блоке 74U, будет упоминаться как "первая группа 73G1 выступающих уплотняющих участков"; и группа 73G выступающих уплотняющих участков, которая расположена с задней по ходу стороны на переднем по ходу блоке 74U будет упоминаться как "вторая группа 73G2 выступающих уплотняющих участков". Также группа 73G выступающих уплотняющих участков, которая расположена с передней по ходу стороны на заднем по ходу блоке 74D будет упоминаться как "третья группа 73G3 выступающих уплотняющих участков"; и группа 73G выступающих уплотняющих участков, которая расположена с задней по ходу стороны на заднем по ходу блоке 74D, будет упоминаться как "четвертая группа 73G4 выступающих уплотняющих участков".
[0026]
В производственном устройстве для производства подгузника 1, которое показано на фиг. 5, выступающие уплотняющие участки 73 образованы в форме прямоугольника, удлиненного в направлении перемещения (I-направлении), и соответствуют уплотнительным участкам 17 подгузника 1. Шаг между выступающими уплотняющими участками 73, которые образуют первую группу 73G1 выступающих уплотняющих участков и которые расположены с промежутками в направлении оси вращения (Z-направлении), шаг между выступающими уплотняющими участками 73, которые образуют вторую группу 73G2 выступающих уплотняющих участков и которые расположены с промежутками в направлении оси вращения (Z- направлении), шаг между выступающими уплотняющими участками 73, которые образуют третью группу 73G3 выступающих уплотняющих участков и которые расположены с промежутками в направлении оси вращения (Z-направлении), и шаг между выступающими уплотняющими участками 73, которые образуют четвертую группу 73G4 выступающих уплотняющих участков и которые расположены с промежутками в направлении оси вращения (Z-направлении), являются одним и тем же шагом. Шаг между выступающими уплотняющими участками 73, расположенными с промежутками в направлении оси вращения (Z-направлении), соответствует шагу P между уплотнительными участками 17 подгузника 1, которые расположены с промежутками в продольном направлении (X-направлении) подгузника. В производственном устройстве для производства подгузника 1 расстояние между выступающими уплотняющими участками 73 и 73, являющиеся смежными в направлении оси вращения (Z-направлении), в три раза превышает длину одного из выступающих уплотняющих участков 73 в направлении оси вращения (Z-направлении) (то есть такая длина соответствует суммарной длине трех выступающих уплотняющих участков 73), как показано на фиг. 5.
[0027]
Выступающие уплотняющие участки 73, образующие группы 73G и 73G выступающих уплотняющих участков, включенные в два блока 74 и 74, являющиеся смежными в направлении перемещения (I-направлении), расположены таким образом, что не совпадают по фазе друг с другом в направлении оси вращения (Z-направлении). Как описано выше, в производственном устройстве для производства подгузника 1, которое показано на фиг. 3, пять блоков 74, 74, 74, 74 и 74 прикреплеплены к наружной периферийной поверхности опоры 71, и каждый блок 74 включает в себя два ряда групп 73G выступающих уплотняющих участков в направлении перемещения (I-направлении). Как показано на фиг. 5, выступающие уплотняющие участки 73 четырех рядов групп 73G выступающих уплотняющих участков, включенных в два блока 74 и 74, являющиеся смежными в направлении перемещения (I-направлении), расположены таким образом, что не совпадают по фазе друг с другом в направлении оси вращения (Z-направлении). Предпочтительно множество выступающих уплотняющих участков 73, образующих первую группу 73G1 выступающих уплотняющих участков переднего по ходу блока 74U, множество выступающих уплотняющих участков 73, образующих вторую группу 73G2 выступающих уплотняющих участков переднего по ходу блока 74U, множество выступающих уплотняющих участков 73, образующих третью группу 73G3 выступающих уплотняющих участков заднего по ходу блока 74D, и множество выступающих уплотняющих участков 73, образующих четвертую группу 73G4 выступающих уплотняющих участков заднего по ходу блока 74D, расположены таким образом, что не совпадают по фазе друг с другом в направлении оси вращения (Z-направлении).
[0028]
Более предпочтительно расстояние T3 между выступающим уплотняющим участком 73, который расположен ближе всех к боковой стороне среди множества выступающих уплотняющих участков 73, образующих первую группу 73G1 выступающих уплотняющих участков, и ближайшей торцевой кромкой переднего по ходу блока 74U; расстояние T4 между выступающим уплотняющим участком 73, который расположен ближе всех к боковой стороне среди множества выступающих уплотняющих участков 73, образующих вторую группу 73G2 выступающих уплотняющих участков, и ближайшей торцевой кромкой переднего по ходу блока 74U; расстояние T5 между выступающим уплотняющим участком 73, который расположен ближе всех к боковой стороне среди множества выступающих уплотняющих участков 73, образующих третью группу 73G3 выступающих уплотняющих участков, и ближайшей торцевой кромкой заднего по ходу блока 74D; и расстояние T6 между выступающим уплотняющим участком 73, который расположен ближе всех к боковой стороне среди множества выступающих уплотняющих участков 73, образующих четвертую группу 73G4 выступающих уплотняющих участков, и ближайшей торцевой кромкой заднего по ходу блока 74D, отличаются друг от друга. Как описано выше, шаг между множеством выступающих уплотняющих участков 73, образующих группы 73G выступающих уплотняющих участков, является одинаковым. Соответственно, как показано на фиг. 5, если смотреть в направлении перемещения (I-направлении), позиции множества выступающих уплотняющих участков 73, образующих первую группу 73G1 выступающих уплотняющих участков, позиции множества выступающих уплотняющих участков 73, образующих вторую группу 73G2 выступающих уплотняющих участков, позиции множества выступающих уплотняющих участков 73, образующих третью группу 73G3 выступающих уплотняющих участков, и позиции множества выступающих уплотняющих участков 73, образующих четвертую группу 73G4 выступающих уплотняющих участков, отличаются.
[0029]
Также, если смотреть на все группы 73G выступающих уплотняющих участков в блоках 74 в направлении перемещения (I-направлении), выступающие уплотняющие участки 73 всех блоков 74, предусмотренных на опоре 71, расположены в направлении оси вращения без промежутков. В производственном устройстве для производства подгузника 1, которое показано на фиг. 5, выступающие уплотняющие участки 73 четырех рядов групп 73G выступающих уплотняющих участков двух блоков 74 и 74, являющиеся смежными в направлении перемещения (I-направлении), расположены в направлении оси вращения без промежутков. Предпочтительно, если смотреть на множество выступающих уплотняющих участков 73, образующих первую группу 73G1 выступающих уплотняющих участков на переднем по ходу блоке 74U; множество выступающих уплотняющих участков 73, образующих вторую группу 73G2 выступающих уплотняющих участков на переднем по ходу блоке 74U; множество выступающих уплотняющих участков 73, образующих третью группу 73G3 выступающих уплотняющих участков на заднем по ходу блоке 74D; и множество выступающих уплотняющих участков 73, образующих четвертую группу 73G4 выступающих уплотняющих участков на заднем по ходу блоке 74D, в направлении перемещения (I-направлении), все выступающие уплотняющие участки 73, предусмотренные на опоре 71, включая выступающие уплотняющие участки 73, образующие первую группу 73G1 выступающих уплотняющих участков, выступающие уплотняющие участки 73 образующие вторую группу 73G2 выступающих уплотняющих участков, выступающие уплотняющие участки 73, образующие третью группу 73G3 выступающих уплотняющих участков, и выступающие уплотняющие участки 73, образующие четвертую группу 73G4 выступающих уплотняющих участков, расположены близко, без промежутков и непрерывным образом с образованием воображаемой непрерывной линии, продолжающейся в направлении оси вращения (Z-направлении).
[0030]
В производственном устройстве для производства подгузника 1, которое показано на фиг. 5, если смотреть на выступающий уплотняющий участок 73a, который представляет собой один из выступающих уплотняющих участков 73, образующих одну группу 73G выступающих уплотняющих участков (например, первую группу 73G1 выступающих уплотняющих участков), в направлении перемещения (I-направлении), позиции двух торцов 73a1 и 73a2 выступающего уплотняющего участка 73a в направлении оси вращения (Z-направлении) соответственно совпадают с позициями торца 73b1 выступающего уплотняющего участка 73b другой группы выступающих уплотняющих участков (второй группы 73G2 выступающих уплотняющих участков) и торца 73c1 выступающего уплотняющего участка 73c еще одной группы выступающих уплотняющих участков (четвертой группы 73G4 выступающих уплотняющих участков), являющихся смежными с выступающим уплотняющим участком 73a в направлении оси вращения (Z-направлении). Предпочтительно, если смотреть в направлении перемещения (I-направлении), позиция ближней торцевой стороны 73a1 выступающего уплотняющего участка 73a в направлении оси вращения (Z-направлении) совпадает с дальней торцевой стороной 73b1 выступающего уплотняющего участка 73b другой группы выступающих уплотняющих участков (второй группы 73G2 выступающих уплотняющих участков), которая расположена рядом с выступающим уплотняющим участком 73a в направлении оси вращения (Z-направлении); и позиция дальней торцевой стороны 73a2 выступающего уплотняющего участка 73a в направлении оси вращения (Z-направлении) совпадает с ближней торцевой стороной 73c1 выступающего уплотняющего участка 73c еще одной группы выступающих уплотняющих участков (четвертой группы 73G4 выступающих уплотняющих участков), которая расположена рядом с выступающим уплотняющим участком 73a в направлении оси вращения (Z-направлении). Другими словами, как описано выше, в производственном устройстве для производства подгузника 1 расстояние между выступающими уплотняющими участками 73 и 73, являющиеся смежными в направлении оси вращения (Z-направлении), равно длине, соответствующей суммарной длине трех выступающих уплотняющих участков 73 в направлении оси вращения (Z направление), как показано на фиг. 5. Соответственно, если смотреть в направлении перемещения (I-направлении) между выступающими уплотняющими участками 73 и 73 первой группы 73G1 выступающих уплотняющих участков, являющихся смежными в направлении оси вращения (Z-направлении), один выступающий уплотняющий участок 73 второй группы 73G2 выступающих уплотняющих участков, один выступающий уплотняющий участок 73 третьей группы 73G3 выступающих уплотняющих участков, и один выступающий уплотняющий участок 73 четвертой группы 73G4 выступающих уплотняющих участков расположены в направлении оси вращения без промежутков, абсолютно на одной прямой, не перекрывая друг друга.
[0031]
Также в производственном устройстве для производства подгузника 1 опора 71 на своей наружной периферийной поверхности включает в себя всасывающее отверстие (не показано), которое удерживает на наружной периферийной поверхности сложенный (пополам) континуум 11C для наружной оболочки 11, который будет описан далее. Всасывающее отверстие (не показано) подключается к вакуумной установке (не показана), предусмотренной снаружи сварочного устройства 7, и степень вакуумирования с помощью вакуумной установки (не показана) регулируют с применением средств регулирования (не показаны), которыми снабжено сварочное устройство 7.
[0032]
Ультразвуковая головка 72, которая является примером прессующего элемента, располагается над наружной периферийной поверхностью опоры 71 напротив блоков 74, как показано на фиг. 3. В производственном устройстве для производства подгузника 1 напротив наружной периферийной поверхности опоры 71, на которой обеспечивают пять блоков 74, расположена одна ультразвуковая головка 72, однако можно обеспечивать множество ультразвуковых головок 72. Ультразвуковая головка 72 включает в себя участок 721 на конце волновода, который прикрепляется к конвертеру 723 через бустер 722. Длина участка 721 на конце волновода в направлении оси вращения (Z-направлении) по существу равна длине каждого блока 74 в направлении оси вращения (в Z-направлении), и превышает длину сложенного континуума 11C для наружной оболочки 11, который будет описан далее, в направлении (Z-направлении), перпендикулярном направлению перемещения (I-направлению). Сложенный континуум 11C для наружной оболочки 11 зажимается на наружной периферийной поверхности опоры 71 в промежутке между выступающими уплотняющими участками 73 блока 74 и участком 721 на конце волновода ультразвуковой головки 72, при этом зажатый участок подвергается сварке с помощью ультразвуковых колебаний, передаваемых от конвертера 723 через бустер 722 участку 721 на конце волновода, и должен превращаться в уплотнительная область ST. Также поверхность участка 721 на конце волновода, которая расположена напротив опоры 71, выполнена с возможностью быть плоской для того, чтобы сложенный континуум 11C наружной оболочки 11 мог зажиматься с помощью всех выступающих уплотняющих участков 73, то есть с помощью первой группы 73G1 выступающих уплотняющих участков, второй группы 73G2 выступающих уплотняющих участков, третьей группы 73G3 выступающих уплотняющих участков и четвертой группы 73G4 выступающих уплотняющих участков.
[0033]
Как показано на фиг. 4, в производственном устройстве для производства подгузника 1 сварочное устройство 7 включает в себя вакуумную насадку 75 в положении на задней по ходу стороне ультразвуковой головки 72. Предпочтительно вакуумную насадку 75 обеспечивают в положении на задней по ходу стороне участка 721 на конце волновода каждой ультразвуковой головки 72 в направлении перемещения (I-направлении). Вакуумная насадка 75 подключается к вакуумной установке (не показана), предусмотренной снаружи сварочного устройства 7, и степень вакуумирования вакуумной установки (не показана) регулируется с помощью средств регулирования (не показаны), которыми снабжено сварочное устройство 7. Соответственно линт от волокон, образующих наружную оболочку 11, который легко прилипает к участку 721 на конце волновода, можно отсасывать и удалять снаружи от сварочного устройства 7 с помощью вакуумной насадки 75.
[0034]
Будет приведено описание одного из вариантов осуществления способа производства для произодства натягиваемого одноразового подгузника 1 с применением производственного устройства, включающего в себя описанное выше сварочное устройство 7.
Способ производства подгузника 1 включает в себя этап уплотнения во время перемещения континуума 11С для наружной оболочки 11, то есть сложение (пополам) континуума 11С для наружной оболочки 11 таким образом, чтобы два боковых участка 11S и 11S континуума 11С для наружной оболочки 11 в направлении перемещения (I-направлении) встретились друг с другом, и сварку сложенного континуума 11C для наружной оболочки 11 с образованием при этом уплотнительные области ST. Этап уплотнения осуществляют путем применения опоры 71, способной вращаться от привода, и ультразвуковой головки 72, расположенной напротив наружной периферийной поверхности опоры 71, которая описана выше. Также способ производства подгузника 1 включает в себя этап разделения уплотнительных областей ST путем разрезания по существу вдоль среднего положения в направлении перемещения (I-направлении) уплотнительные области ST с образованием боковых уплотнительных участков S натягиваемых одноразовых подгузников 1. Способ производства подгузника 1 согласно настоящему варианту осуществления изобретения, как показано на фиг. 6, представляет собой так называемый способ производства натягиваемого одноразового подгузника с горизонтальным типом конвейерного перемещения. Далее будет описан предпочтительный вариант осуществления способа производства подгузника 1 согласно настоящему варианту осуществления изобретения.
[0035]
Как показано на фиг. 6, сначала между непрерывным наружным листом 12, непрерывно поступающим с рулона исходного материала (не показан), и непрерывным внутренним листом 13, непрерывно поступающим с рулона исходного материала (не показан), обеспечивают множество поясных эластичных элементов 14 для образования поясных сборок, множество эластичных элементов 15 для зоны, расположенной ниже пояса, для образования сборок ниже пояса и множество эластичных элементов 16 для ног для образования сборок вокруг ног, причем все эластичные элементы находятся в растянутом состоянии с заданной степенью растяжения. Одновременно в настоящем варианте осуществления изобретения на поясные эластичные элементы 14 и эластичные элементы 15 для зоны, расположенной ниже пояса, непрерывно или с промежутками наносится термоплавкий клей с помощью устройства для нанесения клея (не проиллюстрировано на чертеже); и эластичные элементы 16 для ног располагают таким образом, чтобы они образовывали заданный рисунок отверстий для ног посредством известной направляющей качания (не проиллюстрирована на чертеже), которая совершает возвратно-поступательное движение в направлении, перпендикулярном направлению перемещения листа. Термомоплавкий клей также наносится на одну или обе сопряженные поверхности непрерывного наружного листа 12 и непрерывного внутреннего листа 13 путем применения устройства для нанесения клея (не проиллюстрировано на чертеже) перед наложением друг на друга непрерывного наружного листа 12 и непрерывного внутреннего листа 13. Кроме того, в настоящем варианте осуществления изобретения с помощью устройства для нанесения клея (не проиллюстрировано на чертеже) термоплавкий клей также наносят с промежутками на область, включающую в себя область, соответствующую уплотнительные области ST, которая будет описана далее (более широкая область, чем длина уплотнительные области ST в направлении перемещения), и область, соответствующую области, где должен будет располагаться поглощающий узел 10, который будет описан далее.
[0036]
Затем, как показано на фиг. 6, непрерывный наружный лист 12 и непрерывный внутренний лист 13, между которыми в растянутом состоянии зажаты поясные эластичные элементы 14, эластичные элементы 15 для зоны, расположенной ниже пояса, и эластичные элементы 16 для ног, подают и прессуют между парой захватывающих роликов 9 и 9. При этом образуется континуум 11C для наружной оболочки 11, в котором между непрерывными листами 12 и 13 обеспечено множество эластичных элементов 14, 15 и 16 в растянутом состоянии (этап формирования континуума для наружной оболочки 11). Затем в настоящем варианте осуществления изобретения с применением средства для предварительного разрезания эластичных элементов (не показано) множество эластичных элементов 15 для зоны, расположенной ниже пояса, и множество эластичных элементов 16 для ног в позиции, где должен обеспечиваться поглощающий узел 10, который будет описан далее, прессуют и делят на множество кусков для того, чтобы они не проявляли свою стягивающую функцию. В качестве средства для предварительного разрезания эластичных элементов (не показано) можно применять, например, делитель эластичных элементов или т.п., который применяется в способе производства эластичного композитного элемента, раскрытого в документе JP 2002-253605A.
[0037]
Затем, как показано на фиг. 6, поглощающие узлы 10, которые получают на отдельном этапе и на которые заранее был нанесен клей, такой как термоплавкий клей, с промежутками подают на внутренний лист 13 континуума для наружной оболочки 11 путем поворота каждого поглощающего узла 10 на 90 градусов, образуя при этом (этап размещения поглощающих узлов) континуум 100 для подгузника 1 (континуум для изделий, предназначенных для носки). В дальнейшем континуум, где на континууме 11C для наружной оболочки 11 зафиксированы поглощающие узлы 10, также будет упоминаться как "континуум 100 для подгузника 1". Вместо поглощающих узлов 10 термоплавкий клей, применяемый для фиксации, можно наносить на те позиции внутреннего листа 13, на которых должны располагаться поглощающие узлы 10, а затем можно подавать и фиксировать поглощающие узлы 10.
[0038]
Затем, как показано на фиг. 6, в континууме 11C для наружной оболочки 11, на котором расположены поглощающие узлы 10, образуют отверстие для ног LOʹ в пределах круглого участка, кольцеобразно окруженного эластичными элементами 16 для ног (этап образования отверстий для ног). Этап образования отверстий для ног осуществляют путем применения такого же способа, как общепринятый способ, применяемый при производстве изделия такого типа, такого как способ с применением ротационного резального устройства или устройства для лазерной резки. В настоящем варианте осуществления изобретения этап образования отверстий для ног осуществляют после этапа размещения поглощающих узлов, однако этап образования отверстий для ног можно осуществлять непосредственно перед этапом размещения поглощающих узлов 10.
[0039]
Затем, как показано на фиг. 6, континуум 11C для наружной оболочки 11 складывается таким образом, чтобы два боковых участка 11S и 11S континуума 11С для наружной оболочки 11 в направлении перемещения (I-направлении) встретились друг с другом (этап сложения). Потом на этапе сложения согласно настоящему варианту осуществления изобретения два боковых участка 11S и 11S континуума 11С для наружной оболочки 11 совмещаются таким образом, чтобы встретились друг с другом два торцевых участка поглощающего узла 10 в продольном направлении (X-направлении), при этом континуум 11C для наружной оболочки 11 и поглощающий узел 10 складываются пополам.
[0040]
Далее благодаря применению сварочного устройства 7, включенного в состав производящего устройства, в сложенном континууме 11C для наружной оболочки 11 образуют уплотнительная область ST (этап уплотнения). Как показано на фиг. 3, на этапе уплотнения согласно настоящему варианту осуществления изобретения сложенный континуум 11C для наружной оболочки 11 перемещается между способной вращаться от привода опорой 71 сварочного устройства 7 и ультразвуковой головкой 72, расположенной напротив наружной периферийной поверхности опоры 71. Континуум 11C для наружной оболочки 11 удерживается на наружной периферийной поверхности с помощью вакуумной установки (не показана), которой снабжена опора 71; и благодаря вращению опоры 71 континуум 11C для наружной оболочки 11 (континуум 100 для подгузника 1) перемещается с постоянным натяжением в направлении перемещения континуума 11С для наружной оболочки 11.
[0041]
Затем, как показано на фиг. 4, сложенный (пополам) континуум 11C для наружной оболочки 11 (континуум 100 для подгузника 1) зажимается между двумя рядами групп 73G и 73G выступающих уплотняющих участков блока 74 опоры 71 и участком 721 на конце волновода ультразвуковой головки 72, и наружный лист 12 и внутренний лист 13 на зажатом участке свариваются с помощью ультразвуковых колебаний, передаваемых от конвертера 723 к участку 721 на конце волновода через бустер 722, и при этом образуется уплотнительная область ST (см. фиг. 7). Более предпочтительно, как показано на фиг. 6 и 7, передние по ходу уплотнительные области ST1 образуются через раз по существу в средней части между поглощающими узлами 10 и 10, являющимися смежными в направлении перемещения (I-направлении) сложенного (пополам) континуума 11C для наружной оболочки 11 (континуум 100 для подгузника 1) путем зажимания сложенного континуума 11C для наружной оболочки 11 между (i) множеством выступающих уплотняющих участков 73, образующих первую группу 73G1 выступающих уплотняющих участков на переднем по ходу блоке 74U опоры 71, и множеством выступающих уплотняющих участков 73, образующих вторую группу 73G2 выступающих уплотняющих участков на переднем по ходу блоке 74U опоры 71, и (ii) участком 721 на конце волновода ультразвуковой головки 72, и их уплотнения путем применения ультразвуковых колебаний.
[0042]
Затем опора 71 вращается, перемещая при этом континуум 11C для наружной оболочки 11 (континуум 100 для подгузника 1) с постоянным натяжением в направлении перемещения континуума 11С для наружной оболочки 11. Затем, как показано на фиг. 6 и 7, образуются задние по ходу уплотнительные области ST2 по существу в средних частях между поглощающими узлами 10 и 10, являющимися смежными в направлении перемещения (I-направлении) сложенного континуума 11C для наружной оболочки 11 (континуум 100 для подгузника 1), за исключением передних по ходу уплотнительных областей ST1, путем зажимания сложенного континуума 11C для наружной оболочки 11 между (i) множеством выступающих уплотняющих участков 73, образующих третью группу 73G3 выступающих уплотняющих участков на заднем по ходу блоке 74D опоры 71, множеством выступающих уплотняющих участков 73, образующих четвертую группу 73G4 выступающих уплотняющих участков на заднем по ходу блоке 74D опоры 71 и (ii) участком 721 на конце волновода ультразвуковой головки 72, и их уплотнения путем применения ультразвуковых колебаний. При этом передние по ходу уплотнительные области ST1 и задние по ходу уплотнительные области ST2 образуются поочередно по существу в средних частях между поглощающими узлами 10 и 10, являющимися смежными в направлении перемещения (I-направлении) континуума 11С для наружной оболочки 11 (континуума 100 для подгузника 1).
[0043]
В данном случае в сварочном устройстве 7, применяемом на этапе уплотнения согласно настоящему варианту осуществления изобретения, которое показано на фиг. 5, относящейся к опоре 71, выступающие уплотняющие участки 73, образующие группы 73G выступающих уплотняющих участков, включенные в два блока 74 и 74, являющиеся смежными в направлении перемещения (I-направлении), расположены таким образом, что не совпадают по фазе друг с другом в направлении оси вращения (Z-направлении). Как описано выше, в производственном устройстве для производства подгузника 1, выступающие уплотняющие участки 73 четырех рядов групп 73G выступающих уплотняющих участков, включенных в два блока 74 и 74, являющиеся смежными в направлении перемещения (I-направлении), расположены таким образом, что не совпадают по фазе друг с другом в направлении оси вращения (Z-направлении). Предпочтительно в сварочном устройстве 7 множество выступающих уплотняющих участков 73, образующих первую группу 73G1 выступающих уплотняющих участков на переднем по ходу блоке 74U, множество выступающих уплотняющих участков 73, образующих вторую группу 73G2 выступающих уплотняющих участков на переднем по ходу блоке 74U, множество выступающих уплотняющих участков 73, образующих третью группу 73G3 выступающих уплотняющих участков на заднем по ходу блоке 74D, и множество выступающих уплотняющих участков 73, образующих четвертую группу 73G4 выступающих уплотняющих участков на заднем по ходу блоке 74D, расположены таким образом, что не совпадают по фазе друг с другом в направлении оси вращения (Z-направлении). Также, как показано на фиг. 5, если смотреть на все группы 73G выступающих уплотняющих участков на блоках 74 в направлении перемещения (I-направлении), множество выступающих уплотняющих участков 73 расположено непрерывным образом (без промежутков). Предпочтительно в сварочном устройстве 7, если смотреть на множество выступающих уплотняющих участков 73, образующих первую группу 73G1 выступающих уплотняющих участков на переднем по ходу блоке 74U, множество выступающих уплотняющих участков 73, образующих вторую группу 73G2 выступающих уплотняющих участков на переднем по ходу блоке 74U, множество выступающих уплотняющих участков 73, образующих третью группу 73G3 выступающих уплотняющих участков на заднем по ходу блоке 74D, и множество выступающих уплотняющих участков 73, образующих четвертую группу 73G4 выступающих уплотняющих участков на заднем по ходу блоке 74D, в направлении перемещения (I-направлении), выступающие уплотняющие участки 73, образующие первую группу 73G1 выступающих уплотняющих участков; выступающие уплотняющие участки 73, образующие вторую группу 73G2 выступающих уплотняющих участков; выступающие уплотняющие участки 73, образующие третью группу 73G3 выступающих уплотняющих участков; и выступающие уплотняющие участки 73, образующие четвертую группу 73G4 выступающих уплотняющих участков, расположены близко, без промежутков и непрерывным образом с образованием воображаемой непрерывной линии, продолжающейся в направлении оси вращения (Z-направлении). Как описано выше, поскольку множество выступающих уплотняющих участков 73 расположено близко, без промежутков в направлении оси вращения, если смотреть в направлении перемещения (I-направлении), когда континуум 11C для наружной оболочки 11 зажимается между множеством выступающих уплотняющих участков 73 блока 74 на опоре 71 и участком 721 на конце волновода ультразвуковой головки 72 для того, чтобы подвергнуть континуум 11C для наружной оболочки 11 сварке с помощью ультразвуковых колебаний, поверхность участка 721 на конце волновода ультразвуковой головки 72, которая расположена напротив опоры 71, упирается торцом в выступающие уплотняющие участки 73 блока 74 и входит с ними в соприкосновение без промежутков в направлении оси (Z-направлении). Соответственно можно уменьшать вероятность возникновения ситуации, при которой участок 721 на конце волновода ультразвуковой головки 72 изнашивается неравномерно (с перекосом) из-за вращения опоры 71, и при этом можно обеспечивать долговременную стабильную прочность уплотнения и повышать экономическую эффективность производства.
[0044]
В частности, в сварочном устройстве 7, применяемом на этапе уплотнения согласно настоящему варианту осуществления изобретения, которое показано на фиг. 5, относящейся к опоре 71, если смотреть на выступающий уплотняющий участок 73a, который представляет собой один из выступающих уплотняющих участков 73, образующих одну группу 73G выступающих уплотняющих участков (например, первую группу 73G1 выступающих уплотняющих участков), по ходу движения в направлении перемещения (I-направлении), позиции двух торцов 73a1 и 73a2 выступающего уплотняющего участка 73a в направлении оси (Z-направлении) соответственно совпадают с позициями торца 73b1 выступающего уплотняющего участка 73b другой группы выступающих уплотняющих участков (второй группы 73G2 выступающих уплотняющих участков) и торца 73c1 выступающего уплотняющего участка 73c еще одной группы выступающих уплотняющих участков (четвертой группы 73G4 выступающих уплотняющих участков), являющихся смежными с выступающим уплотняющим участком 73a в направлении оси вращения (Z-направление). По этой причине можно уменьшать вероятность возникновения ситуации, при которой участок 721 на конце волновода ультразвуковой головки 72 изнашивается неравномерно (с перекосом), и при этом можно обеспечивать долговременную стабильную прочность уплотнения и повышать экономическую эффективность производства.
[0045]
Также сварочное устройство 7, применяемое на этапе уплотнения согласно настоящему варианту осуществления изобретения, включает в себя, как показано на фиг. 4, вакуумную насадку 75 в положении на задней по ходу стороне ультразвуковой головки 72. По этой причине липкий линт, который легко прилипает к участку 721 на конце волновода ультразвуковой головки 72, можно отсасывать с помощью вакуума и удалять с производственной линии с применением вакуумной насадки 75. Как описано выше, сварочное устройство 7 очень легко эксплуатировать, и при этом экономическая эффективность производства повышается.
[0046]
После этого области ST скрепления (передние по ходу области ST1 скрепления и задние по ходу области ST2 скрепления) разрезают с образованием натягиваемого одноразового подгузника 1 с боковыми уплотнительными участками S (этап разделения). На этапе разделения опора 71 вращается, перемещая при этом континуум 11C для наружной оболочки 11 (континуум 100 для подгузника 1) с постоянным натяжением в направлении перемещения континуума 11С для наружной оболочки 11, и континуум 11C для наружной оболочки 11 перемещается между режущей пластиной (не показан) и принимающим блоком (не показан), предусмотренным на наружной периферийной поверхности опоры 71. Затем с применением режущей пластины (не показана) и принимающего блока (не показан) осуществляют разрезание в направлении оси (Z-направлении) по существу в среднем положении передней по ходу уплотнительные области ST1 в направлении перемещения (I-направлении) или, другими словами, в положении между двумя рядами групп 17G уплотнительных участков, которые образуются с помощью выступающих уплотняющих участков 73, образующих первую группу 73G1 выступающих уплотняющих участков, и выступающих уплотняющих участков 73, образующих вторую группу 73G2 выступающих уплотняющих участков на переднем по ходу блоке 74U, и при этом образуется один боковой уплотнительный участок S натягиваемого одноразового подгузника 1, причем один боковой уплотнительный участок S включает в себя один ряд группы 17G уплотнительных участков. Затем опора 71 вращается, и разрезание осуществляется в направлении оси (Z-направлении) в положении между двумя рядами групп 17G уплотнительных участков, которые образованы выступающими уплотняющими участками 73, образующими третью группу 73G3 выступающих уплотняющих участков, и выступающими уплотняющими участками 73, образующими четвертую группу 73G4 выступающих уплотняющих участков на заднем по ходу блоке 74D, и при этом образуется натягиваемый одноразовый подгузник 1 с парой боковых участков S и S скрепления, каждый из которых включает в себя один ряд группы 17G уплотнительных участков,.
[0047]
В данном случае, что касается переднего по ходу блока 74U и заднего по ходу блока 74D, которые показаны на фиг. 5, позиции множества выступающих уплотняющих участков 73, образующих первую группу 73G1 выступающих уплотняющих участков, позиции множества выступающих уплотняющих участков 73, образующих вторую группу 73G2 выступающих уплотняющих участков, позиции множества выступающих уплотняющих участков 73, образующих третью группу 73G3 выступающих уплотняющих участков, и позиции множества выступающих уплотняющих участков 73, образующих четвертую группу 73G4 выступающих уплотняющих участков, отличаются друг от друга, если смотреть в направлении перемещения (I-направлении). Выступающие уплотняющие участки 73, продолжающиеся параллельно направлению перемещения (I-направлении), соответствуют участкам 17 скрепления подгузника 1. По этой причине в группах 17G и 17G уплотнительных участков, образуемых соответственно на паре боковых участков S и S скрепления получаемого одноразового подгузника 1, их участки 17 скрепления не совпадают по фазе в продольном направлении (X-направлении) подгузника.
[0048]
В производимом описанным выше способом одноразовом подгузнике 1, который показан на фиг. 1, каждый боковой уплотнительный участок S включает в себя уплотнительные участки 17, продолжающиеся параллельно поперечному направлению (Y-направлению) подгузника. Каждый боковой уплотнительный участок S включает в себя один ряд группы 17G уплотнительных участков, в котором уплотнительные участки 17 расположены с одинаковым шагом в продольном направлении (X-направлении) подгузника. Благодаря этому соединенные боковые уплотнительные участки S легко разрываются при снятии натягиваемого одноразового подгузника. Также в группах 17G и 17G уплотнительных участков, образованных соответственно на паре боковых участков S и S скрепления, их уплотнительные участки 17 не совпадают по фазе в продольном направлении (X-направлении) подгузника. Благодаря этому маловероятно, что боковые уплотнительные участки S будут разрываться во время носки подгузника, хотя при этом соединенные боковые уплотнительные участки S легко разрываются при снятии натягиваемого одноразового подгузника. Благодаря этому подгузник 1 в целом имеет повышенное удобство при использовании.
[0049]
С помощью производственного устройства, включающего в себя сварочное устройство 7 согласно настоящему варианту осуществления изобретения, и способа производства согласно настоящему варианту осуществления изобретения, в котором применяется описанное выше производственное устройство, можно непрерывным образом производить одноразовые подгузники 1, обладающие описанными выше эффектами, с хорошей экономической эффективностью производства.
[0050]
До сих пор настоящее изобретение было описано, исходя из предпочтительного варианта осуществления изобретения, однако настоящее изобретение не ограничивается приведенным выше вариантом осуществления изобретения.
Например, в сварочном устройстве 7 описанного выше производственного устройства согласно настоящему варианту осуществления изобретения, которое показано на фиг. 5, относящейся к опоре 71, если смотреть по ходу движения в направлении перемещения (I-направлении) на выступающий уплотняющий участок 73a, который представляет собой один из выступающих уплотняющих участков 73, образующих одну группу 73G выступающих уплотняющих участков (например, первую группу 73G1 выступающих уплотняющих участков), позиции двух торцов 73a1 и 73a2 выступающего уплотняющего участка 73a в направлении оси вращения (Z-направлении) соответственно совпадают с позициями торца 73b1 выступающего уплотняющего участка 73b другой группы выступающих уплотняющих участков (второй группы 73G2 выступающих уплотняющих участков) и торца 73c1 выступающего уплотняющего участка 73c еще одной группы выступающих уплотняющих участков (четвертой группы 73G4 выступающих уплотняющих участков), являющихся смежными с выступающим уплотняющим участком 73a в направлении оси вращения (Z-направлении). То есть, если смотреть в направлении перемещения (I-направлении) между выступающими уплотняющими участками 73 и 73 первой группы 73G1 выступающих уплотняющих участков, являющихся смежными в направлении оси вращения (Z направление), один выступающий уплотняющий участок 73 второй группы 73G2 выступающих уплотняющих участков, один выступающий уплотняющий участок 73 третьей группы 73G3 выступающих уплотняющих участков и один выступающий уплотняющий участок 73 четвертой группы 73G4 выступающих уплотняющих участков расположены без промежутков абсолютно на одной прямой. Однако, если смотреть по ходу движения в направлении перемещения (I-направлении) на все группы 73G выступающих уплотняющих участков блоков 74 в направлении перемещения (в I-направлении), достаточно того, чтобы множество выступающих уплотняющих участков 73 было расположено без промежутков с образованием воображаемой непрерывной линии, продолжающейся в направлении оси вращения (в Z-направлении), и при этом может присутствовать перекрывание между выступающими уплотняющими участками 73, образующими первую группу 73G1 выступающих уплотняющих участков; выступающими уплотняющими участками 73, образующими вторую группу 73G2 выступающих уплотняющих участков; выступающими уплотняющими участками 73, образующими третью группу 73G3 выступающих уплотняющих участков; и выступающими уплотняющими участками 73, образующими четвертую группу 73G4 выступающих уплотняющих участков.
[0051]
Также в сварочном устройстве 7 производственного устройства согласно настоящему варианту осуществления изобретения, описанному выше, каждый блок 74 включает в себя два ряда групп 73G выступающих уплотняющих участков, однако может включать в себя только один ряд группы 73G выступающих уплотняющих участков. В данном случае выступающие уплотняющие участки 73 групп 73G выступающих уплотняющих участков, включенных в два блока 74 и 74, являющиеся смежными в направлении перемещения (I-направлении), также расположены таким образом, что не совпадают по фазе друг с другом в направлении оси, и множество выступающих уплотняющих участков 73 расположено в направлении оси вращения без промежутков, если смотреть в направлении перемещения.
[0052]
Также в сварочном устройстве 7 производственного устройства согласно настоящему варианту осуществления изобретения, описанному выше, которое показано на фиг. 4, выступающие уплотняющие участки 73 четырех рядов групп 73G выступающих уплотняющих участков, включенных в два блока 74 и 74, являющиеся смежными в направлении перемещения (I-направлении), расположены в направлении оси вращения без промежутков, хотя настоящий вариант осуществления изобретения не ограничивается двумя блоками 74 и 74, являющиеся смежными в направлении перемещения (в I-направлении), и выступающие уплотняющие участки 73 всех блоков 74 (пять блоков 74 в сварочном устройстве 7), предусмотренных на опоре 71, могут быть расположены в направлении оси вращения без промежутков.
Также опора 71 сварочного устройства 7 может иметь форму, отличающуюся от валика. Опора 71 может иметь любую форму при условии, что она способна вращаться.
[0053]
Также в сварочном устройстве 7 производственного устройства согласно настоящему варианту осуществления изобретения, описанному выше, в качестве прессующего элемента применяется ультразвуковая головка, хотя настоящий вариант осуществления изобретения не ограничивается ультразвуковой сваркой при условии, что осуществляется сплавление.
Также в натягиваемом одноразовом подгузнике, производимом с помощью производственного устройства согласно настоящему варианту осуществления изобретения, описанному выше, наружная оболочка 11 состоит из одного цельного листа, продолжающегося от передней области до задней области, однако наружная оболочка 11 может быть выполнена с возможностью включать в себя наружную оболочку для передней области, которая должна располагаться на абдоминальном участке, наружную оболочку для задней области, которая должна располагаться на дорсальном участке, и поглощающий узел 10, который фиксируется на концах наружной оболочки для передней области и наружной оболочки для задней области. В таком случае "два боковых участка 11S и 11S континуума 11С для наружной оболочки 11 в направлении перемещения (I-направлении)", которые должны встретиться друг с другом на описанном выше этапе сложения (пополам) соответствуют боковому участку наружной оболочки для передней области и боковому участку наружной оболочки для задней области.
[0054]
Что касается описанного выше варианта осуществления изобретения, дополнительно раскрыто следующее устройство для производства натягиваемого одноразового подгузника.
[0055]
1. Устройство для производства натягиваемого одноразового подгузника, содержащего удлиненный поглощающий узел, включающий в себя поглощающий элемент, способный удерживать жидкость; и наружную оболочку, фиксируемую на стороне поверхности поглощающего узла, необращенной к коже; пару боковых уплотнительных участков, образуемых путем соединения двух боковых краевых участков передней области и двух боковых краевых участков задней области наружной оболочки;
при этом в натягиваемом одноразовом подгузнике каждый из боковых уплотнительных участков включает в себя один ряд группы уплотнительных участков, в котором уплотнительные участки, продолжающиеся параллельно поперечному направлению подгузника, расположены с одинаковым шагом в продольном направлении подгузника; и уплотнительные участки, образующие группы уплотнительных участков на паре боковых уплотнительных участков, не совпадают по фазе в продольном направлении подгузника;
устройство содержит опору, способную вращаться от привода, и прессующий элемент, который расположен напротив наружной периферийной поверхности опоры, и который с помощью опоры зажимает перемещаемый континуум для наружных оболочек для того, чтобы образовать уплотнительные области;
опора на своей наружной периферийной поверхности включает в себя множество блоков, причем каждый из блоков включает в себя группу выступающих уплотняющих участков, в которой выступающие уплотняющие участки, которые продолжаются параллельно направлению перемещения континуума и которые соответствуют уплотнительным участкам, расположены с одинаковым шагом в направлении оси вращения;
выступающие уплотняющие участки, образующие группы выступающих уплотняющих участков, включенные в два блока, являющихся смежными в направлении перемещения, расположены таким образом, что не совпадают по фазе друг с другом в направлении оси вращения, и
выступающие уплотняющие участки всех блоков, предусмотренных на опоре, расположены в направлении оси вращения без промежутков, если смотреть в направлении перемещения.
[0056]
2. Устройство для производства натягиваемого одноразового подгузника по п.1, в котором
каждый из блоков, предусмотренных на опоре, включает в себя два ряда групп выступающих уплотняющих участков в направлении перемещения;
выступающие уплотняющие участки четырех рядов групп выступающих уплотняющих участков, включенных в два блока, являющихся смежными в направлении перемещения, расположены таким образом, что не совпадают по фазе друг с другом в направлении оси, и
выступающие уплотняющие участки четырех рядов групп выступающих уплотняющих участков, включенных в два блока, расположены в направлении оси вращения без промежутков, если смотреть в направлении перемещения.
3. Устройство для производства натягиваемого одноразового подгузника по п. 2, в котором расстояние между выступающими уплотняющими участками, являющимися смежными в направлении оси вращения, в три раза больше длины выступающих уплотняющих участков в направлении оси вращения.
4. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-3, в котором
группы выступающих уплотняющих участков включают в себя: первую группу выступающих уплотняющих участков в направлении перемещения; вторую группу выступающих уплотняющих участков, смежную первой группе выступающих уплотняющих участков; и третью группу выступающих уплотняющих участков, смежную первой группе выступающих уплотняющих участков в направлении перемещения;
выступающие уплотняющие участки включают в себя: первый выступающий уплотняющий участок, который образует первую группу выступающих уплотняющих участков и который включает в себя первый торец в направлении оси вращения и второй торец в направлении оси вращения; второй выступающий уплотняющий участок, который образует вторую группу выступающих уплотняющих участков, смежный первому выступающему уплотняющему участку в направлении оси вращения, и который расположен со стороны первого торца первого выступающего уплотняющего участка; и третий выступающий уплотняющий участок, который образует третью группу выступающих уплотняющих участков, смежный первому выступающему уплотняющему участку в направлении оси вращения, и который расположен со стороны второго торца первого выступающего уплотняющего участка;
второй выступающий уплотняющий участок включает в себя третий торец в направлении оси вращения, который расположен со стороны первого торца первого выступающего уплотняющего участка;
третий выступающий уплотняющий участок включает в себя четвертый торец в направлении оси вращения, который расположен со стороны второго торца первого выступающего уплотняющего участка, и
если смотреть на первый выступающий уплотняющий участок по ходу движения в направлении перемещения/вращения, в направлении оси вращения позиция первого торца первого выступающего уплотняющего участка совпадает с позицией третьего торца второго выступающего уплотняющего участка, и позиция второго торца первого выступающего уплотняющего участка совпадает с позицией четвертого торца третьего выступающего уплотняющего участка.
5. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-4, содержащее вакуумную насадку в позиции, находящейся у задней по ходу стороны прессующего элемента.
6. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-5, в котором выступающие уплотняющие участки имеют форму прямоугольника, удлиненного в направлении перемещения.
7. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-6, в котором каждая группа выступающих уплотняющих участков образуется таким образом, что выступающие уплотняющие участки, продолжающиеся параллельно направлению перемещения, расположены с промежутками и с одинаковым шагом в направлении оси вращения.
[0057]
8. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-7,
причем натягиваемый одноразовый подгузник включает в себя удлиненный поглощающий узел и наружную оболочку, которая фиксируется на поглощающем узле; и
длина опоры в направлении оси вращения превышает длину континуума для наружной оболочки в направлении, перпендикулярном направлению перемещения.
9. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-8,
причем натягиваемый одноразовый подгузник включает в себя удлиненный поглощающий узел и наружную оболочку, которая фиксируется на поглощающем узле; и
длина каждого из блоков в направлении оси вращения превышает длину континуума для наружной оболочки в направлении, перпендикулярном направлению перемещения.
10. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-9,
причем натягиваемый одноразовый подгузник включает в себя удлиненный поглощающий узел и наружную оболочку, которая фиксируется на поглощающем узле;
прессующий элемент представляет собой ультразвуковую головку, включающую в себя участок на конце волновода, который прикрепляется к конвертеру через бустер; и
длина участка на конце волновода в направлении оси вращения по существу равна длине блоков в направлении оси вращения, и превышает длину континуума для наружной оболочки в направлении, перпендикулярном направлению перемещения.
11. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-10, в котором в группах уплотнительных участков шаг P между уплотнительными участками в продольном направлении натягиваемого одноразового подгузника составляет 0,5 мм или более и предпочтительно 1,5 мм или более, и 10 мм или менее, и предпочтительно 5 мм или менее.
12. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-11, в котором
уплотнительные участки имеют форму прямоугольника, удлиненного в поперечном направлении, и длина уплотнительного участка в продольном направлении составляет 0,1 мм или более, предпочтительно 0,3 мм или более и 2,5 мм или менее, предпочтительно 2,0 мм или менее.
13. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-12, в котором
уплотнительный участок имеет форму прямоугольника, удлиненного в поперечном направлении, и
длина уплотнительного участка в поперечном направлении составляет 0,5 мм или более, предпочтительно 1,5 мм или более, и 10 мм или менее и предпочтительно 5,0 мм или менее.
14. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-13, в котором число уплотнительных участков, расположенных в продольном направлении, составляет три или более на 30 мм, предпочтительно шесть или более на 30 мм, и шестьдесят или менее на 30 мм, предпочтительно двадцать или менее на 30 мм.
15. Устройство для производства натягиваемого одноразового подгузника по любому из п.п. 1-14, в котором шаг P больше или равен длине уплотнительного участка в поперечном направлении.
[0058]
16. Способ производства натягиваемого одноразового подгузника, содержащего удлиненный поглощающий узел, включающий в себя поглощающий элемент, способный удерживать жидкость; и наружную оболочку, фиксируемую на стороне поверхности поглощающего узла, необращенной к коже; пару боковых уплотнительных участков, образуемых путем соединения двух боковых краевых участков передней области и двух боковых краевых участков задней области наружной оболочки;
в котором в натягиваемом одноразовом подгузнике каждый из боковых уплотнительных участков включает в себя один ряд группы уплотнительных участков, в котором уплотнительные участки, продолжающиеся параллельно поперечному направлению подгузника, расположены с одинаковым шагом в продольном направлении подгузника; и уплотнительные участки, образующие группы уплотнительных участков на паре боковых уплотнительных участков, не совпадают по фазе в продольном направлении подгузника,
при этом способ включает себя:
этап уплотнения, на котором при перемещении континуума для наружной оболочки складывают континуум для наружной оболочки таким образом, чтобы два боковых участка континуума для наружной оболочки в направлении перемещения встречались друг с другом; и уплотняют сложенный континуум для наружной оболочки с образованием уплотнительные области; и
этап разделения путем разрезания уплотнительной области по существу в среднем положении уплотнительной области в направлении перемещения с образованием бокового уплотнительного участка натягиваемого одноразового подгузника;
этап уплотнения осуществляют путем применения опоры, способной вращаться от привода, и прессующего элемента, расположенного напротив наружной периферийной поверхности опоры;
опора на своей наружной периферийной поверхности включает в себя множество блоков, причем каждый из блоков включает в себя группу выступающих уплотняющих участков, в которой выступающие уплотняющие участки, которые продолжаются параллельно направлению перемещения континуума и которые соответствуют уплотнительным участкам, расположены с одинаковым шагом в направлении оси вращения;
выступающие уплотняющие участки, образующие группы выступающих уплотняющих участков, включенные в два блока, являющихся смежными в направлении перемещения, расположены таким образом, что не совпадают по фазе друг с другом в направлении оси вращения, и
выступающие уплотняющие участки всех блоков, предусмотренных на опоре, расположены в направлении оси вращения без промежутков, если смотреть в направлении перемещения.
[0059]
17. Способ производства натягиваемого одноразового подгузника по п. 16, в котором
каждая из групп выступающих уплотняющих участков образуется таким образом, что выступающие уплотняющие участки, продолжающиеся параллельно направлению перемещения, расположены с промежутками и с одинаковым шагом в направлении оси вращения.
18. Способ производства натягиваемого одноразового подгузника по п. 16 или 17, в котором
длина опоры в направлении оси превышает длину континуума для наружной оболочки в направлении, перпендикулярном направлению перемещения.
19. Способ производства натягиваемого одноразового подгузника по любому из п.п. 16-18, в котором
длина блока в направлении оси вращения превышает длину континуума для наружной оболочки в направлении, перпендикулярном направлению перемещения.
[0060]
20. Способ производства натягиваемого одноразового подгузника по любому из п.п. 16-19, в котором
прессующий элемент представляет собой ультразвуковую головку, включающую в себя участок на конце волновода, который прикрепляется к конвертеру через бустер, и
длина участка на конце волновода в направлении оси вращения по существу равна длине блока в направлении оси вращения и превышает длину сложенного континуума для наружной оболочки в направлении, перпендикулярном направлению перемещения.
21. Способ производства натягиваемого одноразового подгузника по любому из п.п. 16-20, в котором
в группах уплотнительных участков шаг P между уплотнительными участками в продольном направлении натягиваемого одноразового подгузника составляет 0,5 мм или более, и предпочтительно 1,5 мм или более, и 10 мм или менее, и предпочтительно 5 мм или менее.
22. Способ производства натягиваемого одноразового подгузника по любому из п.п. 16-21, в котором
уплотнительные участки имеют форму прямоугольника, удлиненного в поперечном направлении, и
длина каждого из уплотнительных участков в продольном направлении составляет 0,1 мм или более, предпочтительно 0,3 мм или более и 2,5 мм или менее, предпочтительно 2,0 мм или менее.
23. Способ производства натягиваемого одноразового подгузника по любому из п.п. 16-22, в котором
уплотнительные участки имеют форму прямоугольника, удлиненного в поперечном направлении, и
длина уплотнительного участка в поперечном направлении составляет 0,5 мм или более, предпочтительно 1,5 мм или более и 10 мм или менее, и предпочтительно 5,0 мм или менее.
24. Способ производства натягиваемого одноразового подгузника по любому из п.п. 16-23, в котором число уплотнительных участков, расположенных в продольном направлении, составляет три или более на 30 мм, предпочтительно шесть или более на 30 мм, и шестьдесят или менее на 30 мм, предпочтительно двадцать или менее на 30 мм.
25. Способ производства натягиваемого одноразового подгузника по любому из п.п. 16-24, в котором шаг P больше или равен длине уплотнительного участка в поперечном направлении.
Промышленная применимость
[0061]
Согласно настоящему изобретению можно легко производить натягиваемый одноразовый подгузник, чьи соединенные боковые уплотнительные участки легко разрываются при снятии натягиваемого одноразового подгузника, и который в целом имеет повышенное удобство при использовании. Также можно обеспечивать долговременную стабильную прочность уплотнения во время производства и повышенную экономическую эффективность производства.
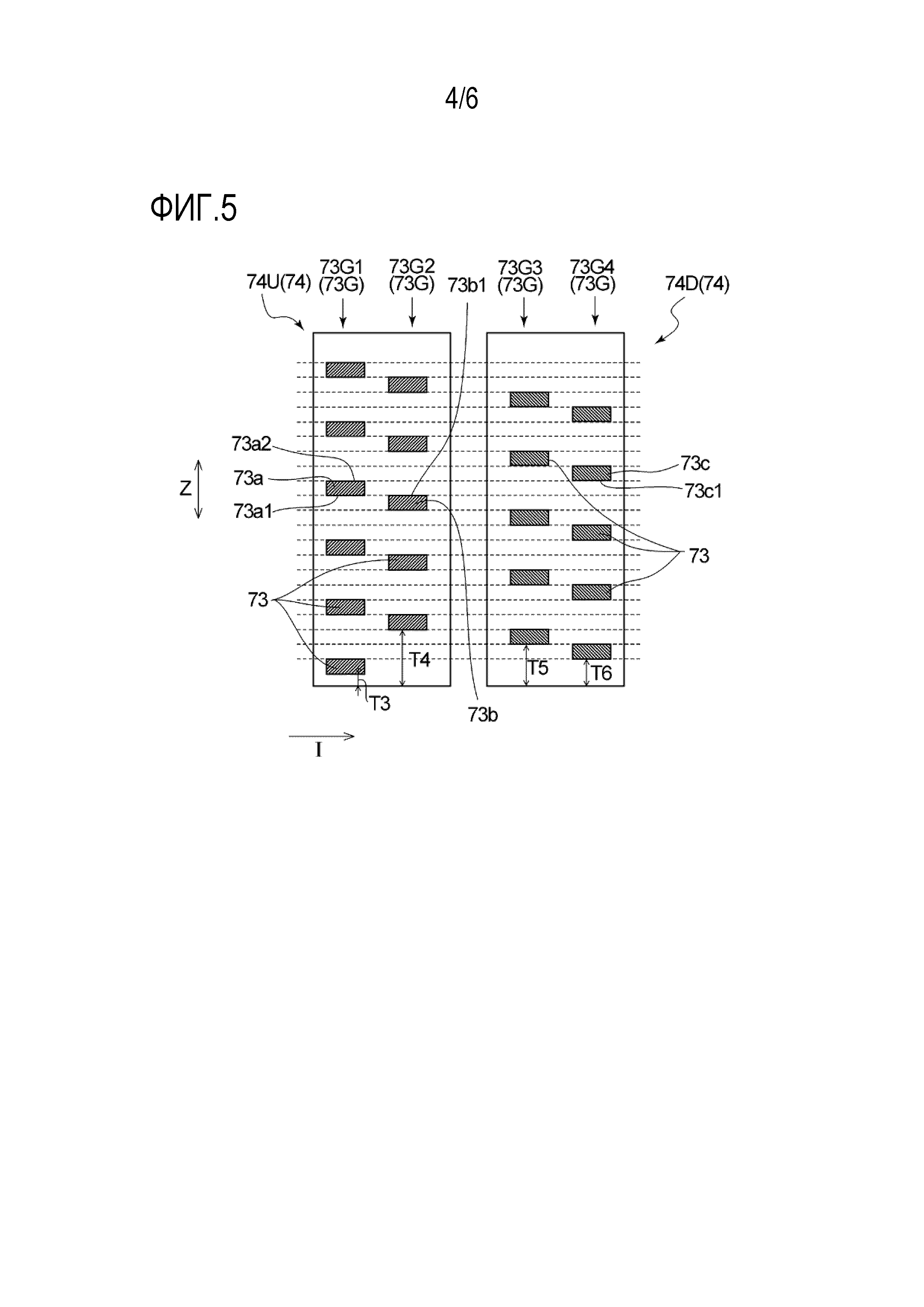
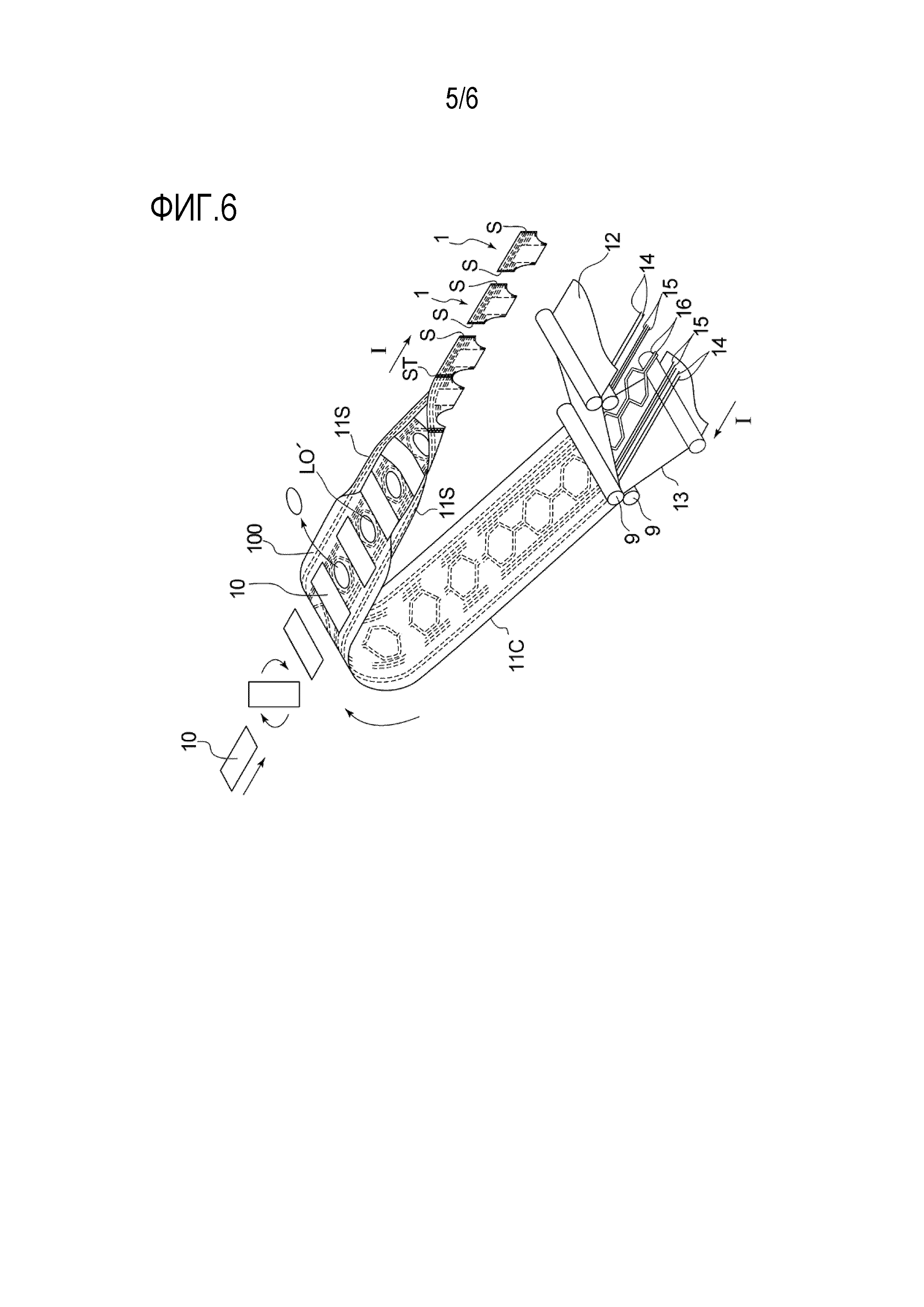
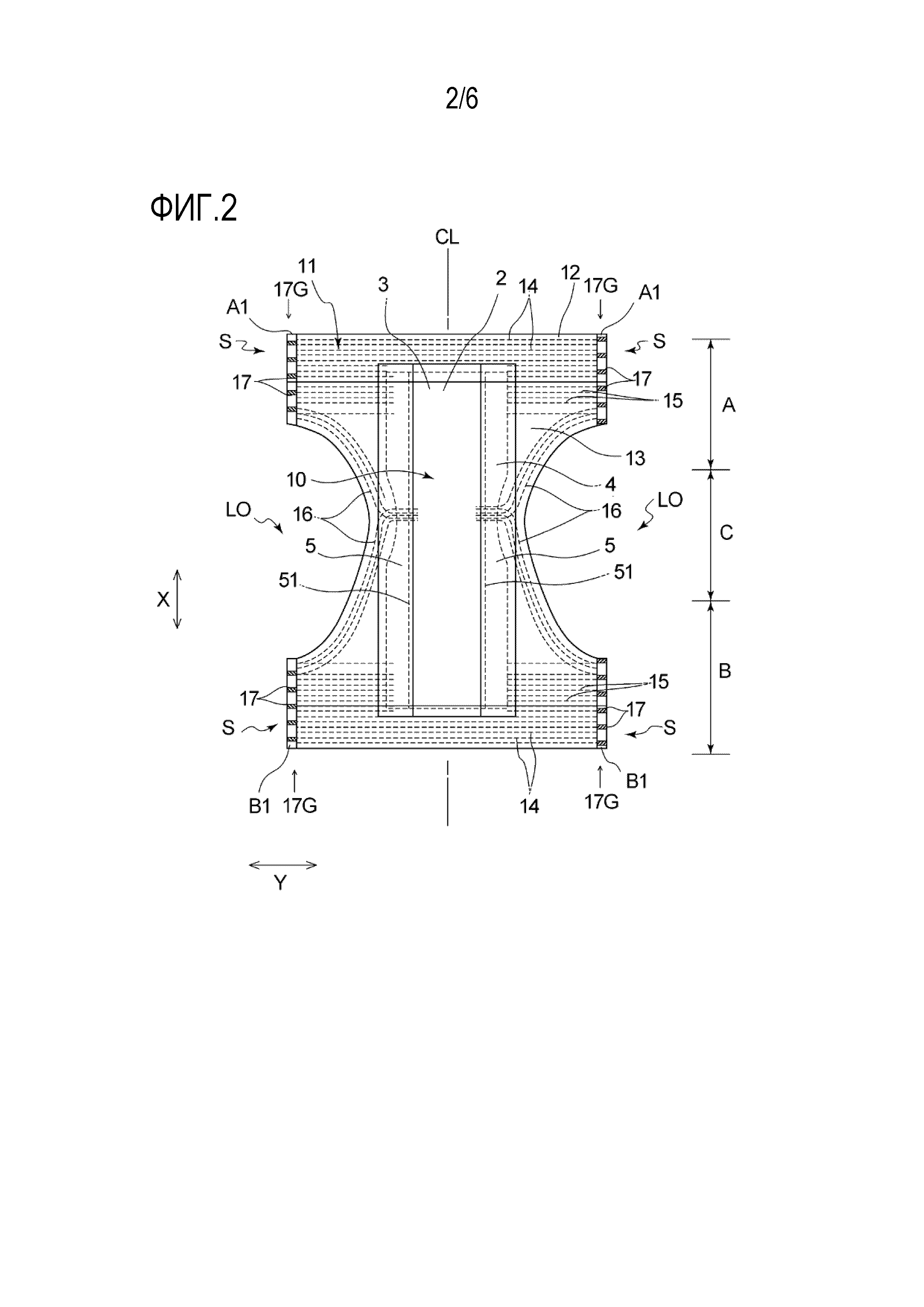
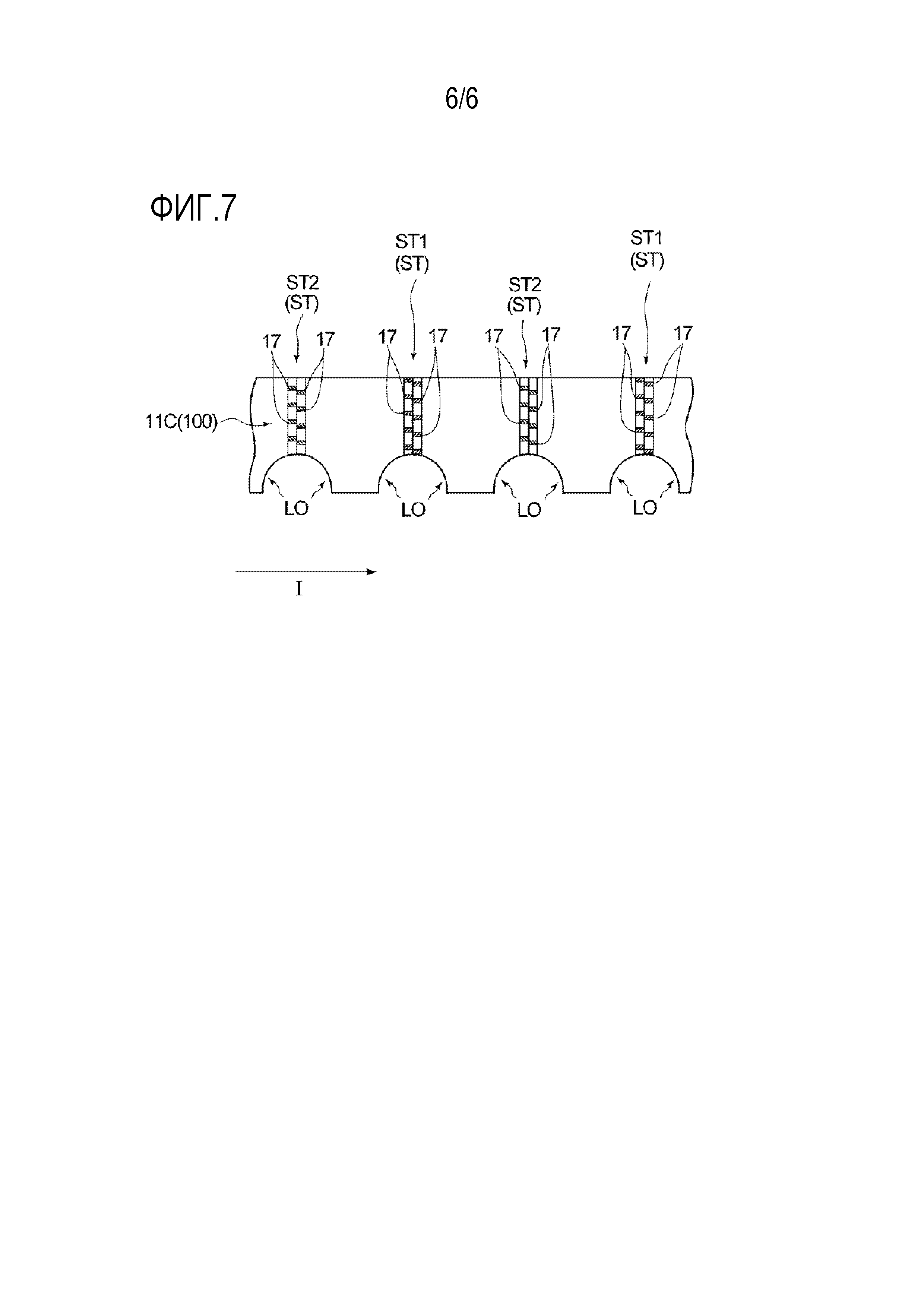
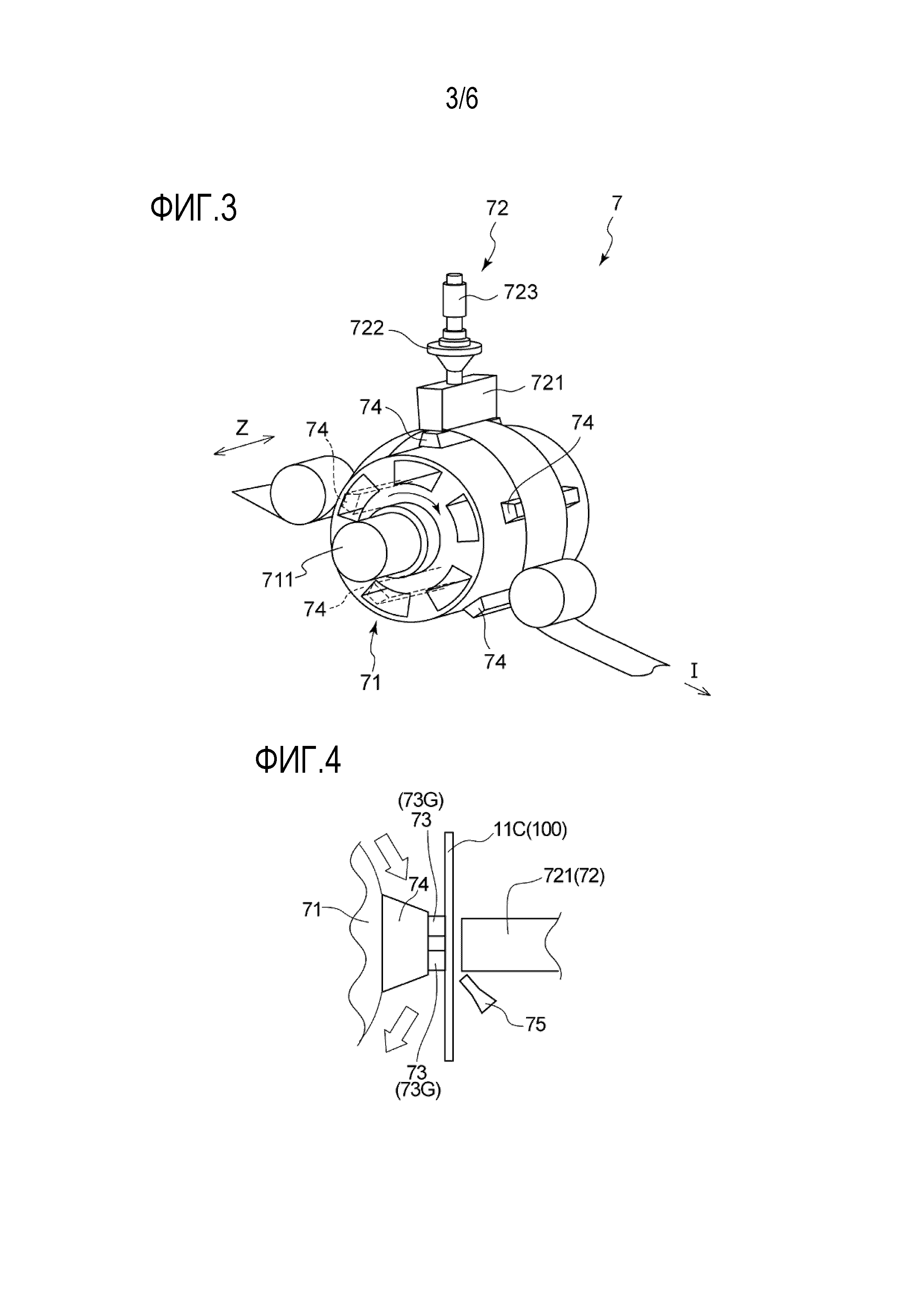
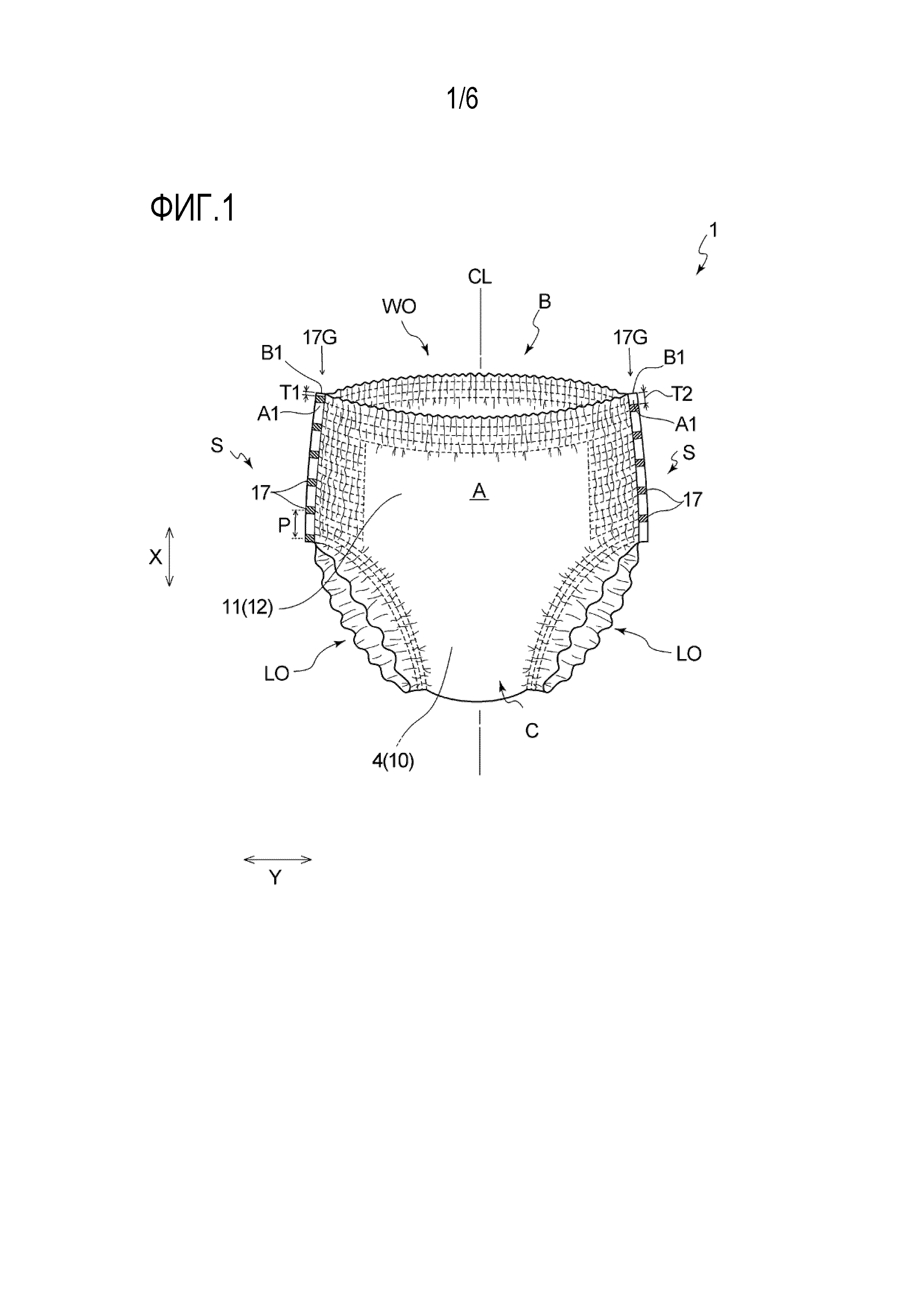
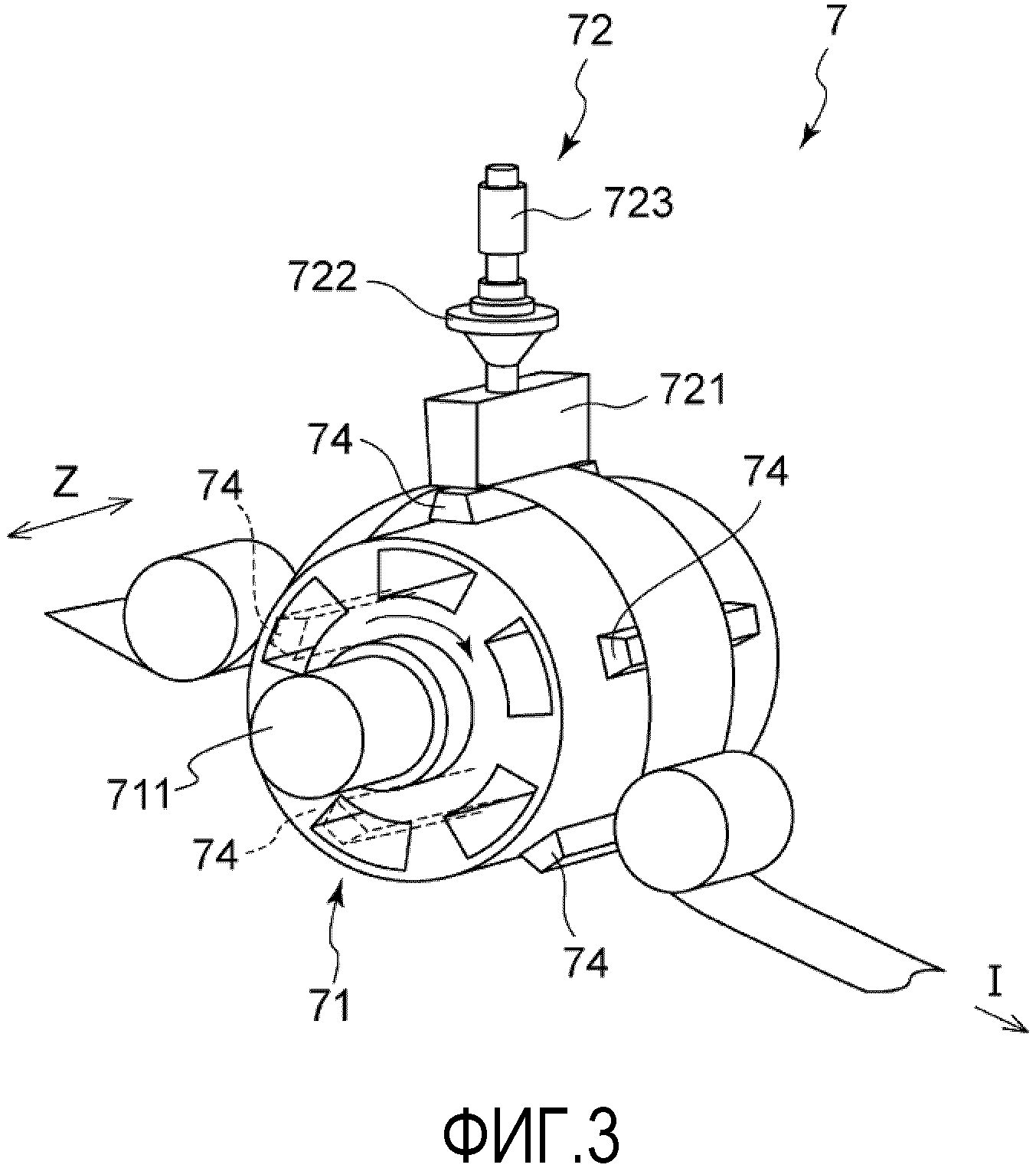
Органополисилоксан
Натягиваемое поглощающее изделие
Способ окраски или обесцвечивания волос
Способ получения затвердевающего в воде порошка
Тряпка для уборки
Косметическая композиция для ухода за волосами
Двухкомпонентная пенообразующая краска для волос
Двухкомпонентная композиция для окрашивания или обесцвечивания волос
Двухкомпонентный краситель для волос
Нетканая ткань и способ ее получения
Натягиваемый предмет одежды и способ его производства

