Результат интеллектуальной деятельности: Способ правки цилиндрических деталей
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано при правке цилиндрической детали из пластичных металлов поперечной обкаткой плоскими плитами.
Известен способ термомеханической правки изделий (Заявка №2003103717 РФ, МПК C21D 9/06, Способ термической правки изделий / Ширяев Д. А.Ю, Крупников В.П., Добулевич В.М., Федотов В.А, (РФ); заявитель ФГУП ПО "Электрохимический завод", - №2003103717/02; заявл. 07.02.03; опубл. 20.09.04, Бюл. №2. - 5 с.; ил.). Данный способ заключается в том, что искривленную деталь закрепляют в печи и одновременно с термообработкой создают определенное усилие деформирования для устранения исходной кривизны детали. Признаком аналога, совпадающим с существенным признаком заявляемого способа, является приложение механических усилий на цилиндрические детали. Недостатками данного способа являются низкая точность и скорость правки, высокие припуски для последующей механообработки и большие энергозатраты.
Известен способ правки поверхностным пластическим деформированием с изменением приведенного радиуса кривизны. Обкатывание вращающегося вала осуществляют роликом, выполненным асимметричным в поперечном сечении (Способ холодной правки деталей тина вала: А.С. 1159681 (СССР). - Опубл. В Б.И. / Кудрявцев И.В., Кудрявцев П.И., Грудская Р.Е., Савина Н.М. - 1985. - №21). Суть изобретения заключается в накатном ролике, переменного профиля. В процессе обработки ролику сообщают движение подачи вдоль образующей вала, при этом он поджимается к поверхности детали с постоянной силой Р. Перед обработкой ролики выставляют в таком положении, чтобы плоскость деформации заготовки совпадала с осью симметрии роликов. При этом участок их рабочей поверхности с профилем малого радиуса находится в контакте с вогнутой, а участок с профилем большого радиуса - с выпуклой стороной вала. В результате поверхностный слой детали с вогнутой стороны будет получать большую степень деформации, чем с выпуклой стороны. При больших усилиях деформирования обработку производят несколькими роликами. Общими совпадающими признаками заявляемого способа, являются приложение поперечной силы на вал и правка с упрочняющей обработкой поверхностным пластическим деформированием при вращении детали. К недостаткам способа следует отнести невысокую производительность вследствие переустановки обрабатываемой детали и невозможность исправления коробления валов с малыми исходными прогибами (что обычно имеет место на практике), поскольку степень деформации вогнутой и выпуклой стороны вала практически одинакова,
Наиболее близким техническим решением к заявленному изобретению является способ обработки нежестких валов, при котором осуществляют предварительное упругое деформирование нежесткого вала и правку с одновременным поверхностным пластическим деформированием, осуществляемым, с постоянным усилием деформирующего инструмента, перемещаемого вдоль образующей нежесткого вала (Патент №2021098 РФ, В24В 39/04, B21D 3/16, 1994, опубликован 15.10.1994). Правка осуществляется обкатывающим устройством, закрепленным в резцедержателе токарного станка, имеющего возможность перемещаться вдоль образующей заготовки с определенной подачей и специальным приспособлением для деформирования, выполненного в виде призмы с опорными роликами, которые закреплены на суппорте токарного станка и перемещаются в процессе правки вместе с обкатывающим устройством. Признаками прототипа, совпадающими с существенными признаками заявляемого способа, являются предварительное деформирование нежесткого вала, правка с одновременной обработкой поверхностным пластическим деформированием при вращении детали и приложенным усилием деформирующего инструмента. Недостатками известного способа являются недостаточные производительность и эффективность исправления коробления нежестких валов. Низкая производительность правки обусловлена большой трудоемкостью процесса предварительного упругого деформирования вала, осуществляемого путем приложения изгибающих моментов. Недостаточная эффективность исправления, коробления валов обусловлена погрешностью правки, возникающей вследствие изменения глубины внедрения деформирующего инструмента из-за радиального биения детали при ее планетарном вращении вокруг линии центров.
Целью изобретения является повышение качества цилиндрических деталей из пластичных металлов.
Технический результат заявляемого способа заключается в повышении производительности, точности и качества правки за счет поперечной обкатки плоскими плитами.
Технический результат достигается тем, что способ правки цилиндрической детали из пластичных. металлов, включающий предварительное деформирование цилиндрической детали, правку с одновременной обработкой поверхностным пластическим деформированием при вращении детали относительно осевой линии и приложенным усилием деформирующего инструмента,
согласно изобретению,
предварительное деформирование цилиндрической детали и правку с одновременной обработкой поверхностным пластическим деформированием при вращении детали относительно осевой линии и приложенным усилием деформирующего инструмента осуществляют с использованием имеющей возможность перемещения в горизонтальном направлении верхней плиты и жестко закрепленной нижней плиты, имеющей 4 участка:
заходный участок А прямоугольной формы с углом подъема 
где L1 - длина заходного участка А (L1≥D), мм,
δ - абсолютное обжатие, мм.
где D - диаметр заготовки, мм,
μ - коэффициент трения между заготовкой и плитами;
клиновой участок правки Б с углом 
где L - длина заготовки, мм,
L0 - ширина заходного участка, мм,
L2=(3÷5)π⋅D;
калибрующий участок В, длинной L3=(2÷4)π⋅D;
выходной участок Г, длиной L4=10÷15 мм и углом: подъема γ=5÷8°, при этом
указанную деталь размещают на заходном участке А нижней плиты вогнутостью, направленной в сторону нижней плиты,
далее верхнюю плиту опускают вниз до контакта с деталью и выпрямления на длине заходного участка,
затем деталь перемещают вправо, и
клиновым участком Б нижней плиты захватывают деталь,
и осуществляют правку с отделочно-упрочняющей обработкой поверхностным пластическим деформированием с обеспечением поворота вала вокруг собственной оси и его пластического деформирования по всей поверхности,
на калибрующем участке В осуществляют поверхностное пластическое деформирование по всей длине детали для выравнивания напряженно-деформированного состояния, и на выходном участке Г деталь выводят из зоны деформирования
Отличительные признаки предлагаемого способа заключаются в том, что процесс правки осуществляет с использованием имеющей возможность перемещения в горизонтальном направлении верхней плиты и жестко закрепленной нижней плиты. В процессе правки осуществляет правку с отделочно-упрочняющей обработкой поверхностным пластическим деформированием с обеспечением поворота вала вокруг собственной оси и его пластического деформирования по всей поверхности. В процессе упрочняющей обработки осуществляют поверхностное пластическое деформирование по всей длине детали для выравнивания напряженно-деформированного состояния.
Наличие новой совокупности существенных отличительных от прототипа признаков в заявляемом способе правки цилиндрических деталей из пластичных металлов позволяет сделать вывод о соответствии заявляемого изобретения критерию «новизна».
Проведенный дополнительный сопоставительный анализ научно-технической и патентной информации не выявил источники, содержащие сведения об известности совокупности отличительных признаков заявляемого способа правки цилиндрических деталей из пластичных металлов, что свидетельствует о его соответствии критерию «изобретательский уровень».
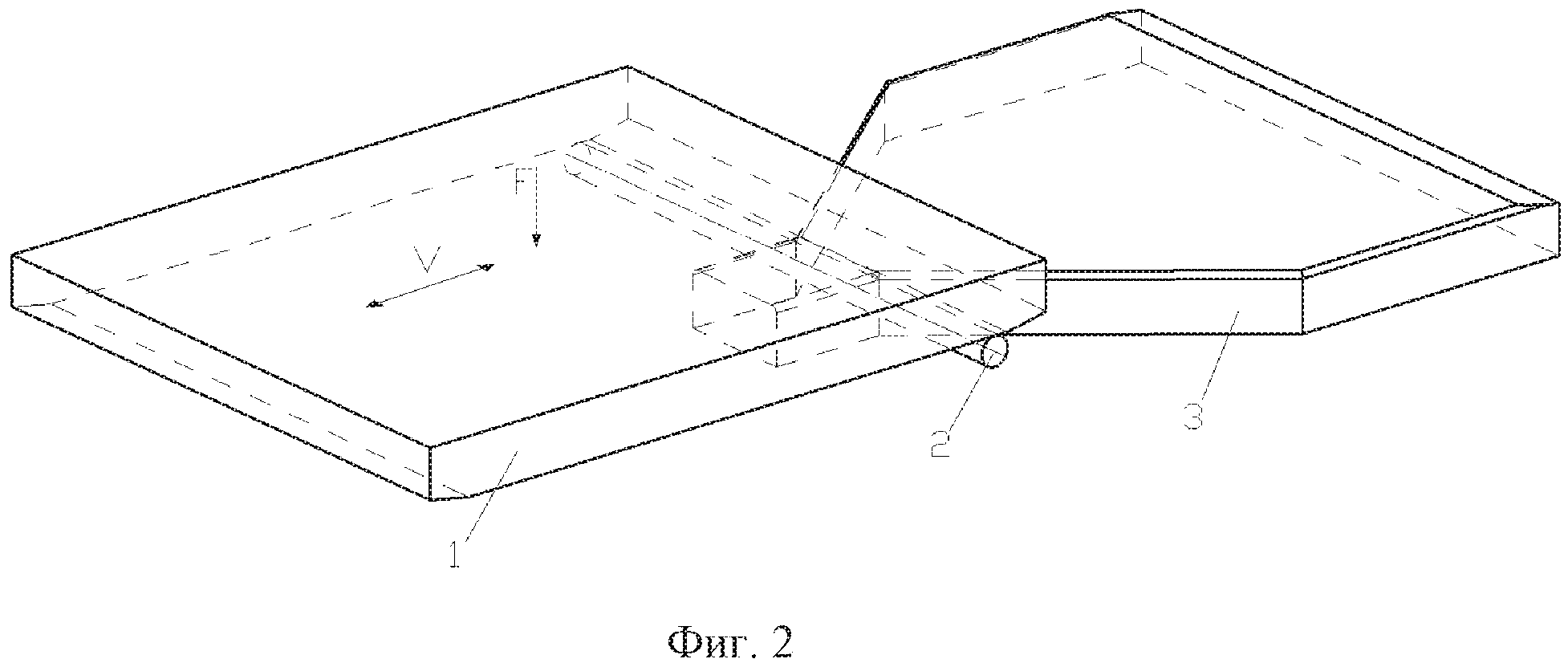
Способ правки поясняется чертежами, где на фиг. 1 показана геометрическая форма нижней плиты, которая состоит из 4 участков: заходный участок А, клиновой участок Б (участок правки), калибрующий участок В и выходной участок Г, а на фиг. 2 представлена геометрическая модель процесса правки цилиндрических деталей из пластичных металлов поперечной обкаткой плоскими плитами, которая состоит из нижней жестко закрепленной плиты 3 и верхней плиты 1, перемещающейся в горизонтальном направлении, между плитами размещена заготовка 2.
Способ осуществляется следующим образом. Заготовку кладут на нижнюю плиту на контакте заходного участка А, вогнутость при этом направлена в направлении нижней плиты. Далее верхняя плита 1 опускается вниз до контакта с заготовкой 2, при этом заготовка выпрямляется на длине L0. Затем заготовка перемещается вправо, принимает постепенно прямолинейную форму, клиновой частью Б плита захватывает заготовку, которая поворачивается вокруг своей оси и получает пластическую деформацию по всей поверхности. На калибрующем участке В длиной L3 заготовка получает поверхностное пластическое деформирование по всей длине для выравнивания напряженно-деформированного состояния. На участке Г длиной L4 заготовка выходит из зоны деформирования и скатывается в бункер.
Таким образом, при правке вала поперечной обкаткой плоскими плитами, обеспечивается стабильность прямолинейной формы заготовки. При этом упрочнению подвергается поверхностный слой цилиндрической заготовки.
Пример. По предлагаемому способу проводилась обработка цилиндрической детали из алюминиевого деформируемого сплава Д1 диаметром D=10 мм и длиной L=200 мм. Вал имел максимальный исходный прогиб fисх=0,8 мм. Ширина контактной площадки L0=20 мм, длина заходного участка L1=10 мм, угол подъема заходного участка α=2°. Длина деформирующего участка клина L2=100 мм, угол треугольного участка правки β=90°, длина калибрующего участка L3=70 мм, длина выходного участка L4=10 мм и угол подъема выходного участка γ=8°. Величина абсолютного обжатия в процессе правки, поперечной обкаткой заготовки плоскими плитами δ=0,1 мм. После обработки и раскрепления вала величина остаточного прогиба составила fост=0,015 мм. Кроме того, обкатка вала позволила снизить шероховатость с Ra=5,0 мкм до Ra=0,73 мкм.
Использование изобретения по сравнению с прототипом позволяет более производительно и эффективно устранять коробление цилиндрических деталей при проведении правки поперечной обкаткой плоскими плитами. Это обеспечит уменьшение числа бракованных изделий и сокращает расходы на их изготовление.
Устройство для обкатывания цилиндрических изделий плоскими инструментами
Поглощающее лазерное излучение покрытие и способ его получения
Устройство для поверхностного упрочнения цилиндрических деталей
Устройство для поверхностного пластического деформирования
Способ формирования плотного межуплотнительного пространства затворного узла запорной трубопроводной арматуры
Способ повышения изгибной жесткости стержневых изделий
Способ поверхностного пластического деформирования
Способ поверхностного пластического деформирования
Ролик обкатной
Способ правки маложестких цилиндрических деталей

