Результат интеллектуальной деятельности: СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ СНИМАЕМОЙ АЛЬФА-ЗАГРЯЗНЕННОСТИ ТВЭЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Отрасль применения способа - атомная энергетика. Способ предназначен для контроля снимаемого радиоактивного загрязнения поверхности (СРЗП) тепловыделяющих элементов (твэлов) стержневого типа при выпуске их из производства на предприятиях-изготовителях твэлов и тепловыделяющих сборок (ТВС) для ядерных реакторов. Преимущественное применение способа - контроль твэлов диаметром 9,7 и 10,5 мм со СНУП-топливом для реакторной установки РУ БРЕСТ - ОД- 300 (топливо на основе смешанных нитридов урана и плутония) и твэлов диаметром 6,9 мм плюс проволока с МОКС - топливом для РУ БН-800 (топливо на основе смешанных оксидов урана и плутония).
Способ применим для контроля стержневых твэлов других типов ядерных установок как в России, так и за рубежом.
Загрязнение поверхности оболочек твэлов радиоактивной пылью происходит в основном при снаряжении твэла топливным столбом (таблетками ядерного материала в открытый торец оболочки). СРЗП представляет радиационную опасность и является основным источником загрязнения окружающей среды. Поэтому в состав автоматических линий изготовления твэлов включают посты контроля радиоактивного загрязнения наружных поверхностей твэлов.
Известны линия контроля и разбраковки тиэл (патент РФ №2242297 В07С 5/04, опубл. 20.03.2004 г.), и автоматизированная линия сборки твэл для энергетических ядерных реакторов типа БН (патент РФ №2094866, опубл. 27.10.1997, МПК G21C 21/00). В известных технических решениях предусмотрено применение инструментальных средств контроля суммарного (снимаемого и фиксированного) радиоактивного загрязнения поверхности. Приборы (детекторы) располагаются над поверхностью твэлов в линии выходного контроля твэлов.
Недостатками известных технических решений является то, что без проведения дополнительных процедур по очистке поверхности и повторного контроля твэлов, невозможно выявить снимаемое (нефиксированное) загрязнение, что существенно усложняет технологический процесс изготовления твэлов. Кроме того, при производстве твэлов с высокофоновым топливом возникает проблема полного исключения влияния фонового излучения на достоверность контроля СРЗП.
Службы радиационной безопасности на предприятиях ядерно-топливного цикла при проведении дозиметрического контроля поверхностей любого вида руководствуются документом «Методические указания по методам контроля загрязнения нуклидами поверхностей рабочих помещений, оборудования, транспортных средств и других объектов МУК 2.6.1.016-99». При этом предпочтительно применяют косвенную методику выполнения измерений - метод мазков. Метод мазков - это способ измерения уровней СРЗП по активности, снятой контактным путем с контролируемой поверхности на протирочный материал. Различают методы сухих и влажных мазков. В данной технологии применим метод сухих мазков.
Выделим основные показатели метода сухих мазков по документу МУК 2.6.1.016-99, касающиеся нашей задачи:
1) Коэффициент снятия мазка K определяется формулой (6.3.10): K=Qм/Qnов, где Qм и Qnoв - суммарные активности мазка и протертой поверхности, соответственно. В свою очередь Qnoв=q*S, где q - плотность потока α-частиц с поверхности S. Откуда q=Qм/(K*S)=nм/(β*K*S), где nм - скорость счета импульсов детектора α-частиц, а β - чувствительность детектора к потоку α-частиц.
2) Коэффициент снятия мазка (п. 6.3.1), равный К=0,2±0,02=0,2 *(1±0,1), отн. ед, получен при усилии прижатия пятна контакта мазка к исследуемой поверхности (п. 6.3.6), равного Р=4±1 кгс=4*(1±0,25) кгс, При протяжке твэла через зону его обжатия тканью преодолевают силу трения ткани по стали, равную F=μтр*P=μтр *4 *(1±0,25), кгс. Исходя из этого результата, зависимость коэффициента снятия сухого мазка от измеряемой силы трения можно представить в линейном приближении уравнением, учитывающим отличия условий измерения текущего твэла от условий калибровки поста контроля K=Kк [1+0,4*(F*F-1 к -1)], где K и Kк - коэффициенты снятия мазка, определенные на текущем твэле и на калибре (испытательном образце), соответственно, отн. ед.; F - сила трения протяжки твэла через обжатую ткань, измеренная при контроле текущего твэла, кгс; Fк - сила трения протяжки через обжатую ткань, заданная регулировкой устройства обжима при калибровке коэффициента снятия мазка, кгс.
3) Величина коэффициента снятия мазка пропорционально зависит от отношения площади контакта мазка к площади протираемой поверхности, поэтому использование данных таблицы 2 п. 6.3.1 МУК в способе автоматического контроля СРЗП без учета этого фактора может привести к некорректным результатам. Заметим, что согласно п. 6.3.6 для ручных работ отношение площади контакта мазка к площади протираемой поверхности равно 0,1.
Метод сухого мазка, описанный в МУК 2.6.1.016-99, не нацелен на задачи технологического контроля СРЗП длиномерных цилиндрических изделий, каковыми являются твэлы.
В АО «Машиностроительный завод», г. Электросталь, в 1983г. для линии изготовления твэлов ВВЭР-440 было разработано и принято в эксплуатацию устройство очистки поверхности оболочки от топливной пыли в торцовой зоне у отверстия, через которое снаряжаются топливные таблетки в оболочку твэла. Устройство содержит кассету, в корпусе которой смонтированы две катушки с протирочной лентой (одна из них с приводом вращения - для намотки ленты с мазками, другая без привода - для смотки чистой ленты), направляющие ролики для ленты, роликовый механизм обжатия оболочки твэла лентой, которую пошагово поперечно направляют к твэлу, и узел вращения твэла. Устройство работает следующим образом: снаряженный топливом твэл подается открытым отверстием в зону механизма обжатия, где производится плотный охват лентой торцовой запыленной зоны оболочки длиной примерно 50 мм. Далее твэл прокручивается на заданное число полных оборотов, затем механизм обжатия раскрывается, твэл удаляется, а лента с мазком сдвигается на фиксированный шаг, накручиваясь на приемную катушку. Способ очистки торцовой зоны оболочки твэла от топливной пыли, реализованный в этом устройстве, решает только технологическую задачу, но, как будет видно из ниже следующего, допускает доработку с целью использования как средство контроля СРЗП.
Наиболее близким по технической сущности к заявляемому способу является способ автоматического контроля снимаемой α-загрязненности твэлов и устройство для его осуществления (патент РФ №2615036, кл. G01T1/16, опубл. 03.04.2017 г.). Известное техническое решение принято в качестве прототипа.
Согласно формуле, способ характеризуется тем, что твэл подают пошагово на позицию контактирования его поверхности с материалом, выполненным в виде протирочной ленты, которую поперечно пошагово направляют к твэлу, при этом поверхность твэла механически плотно обжимают лентой с нормированным усилием, не превышающим предела прочности протирочной ленты и твэла, но достаточным для сорбции на ней α-частиц, затем твэл протягивают через ленту до получения сухого мазка (пятна), снимают обжимающее механическое усилие и перемещают ленту с полученным пятном на шаг под детектор, регистрирующий наличие загрязненности, причем обзорная возможность детектора должна превышать размер пятна контакта на мазке, после чего уровень загрязнения твэла определяют в установленном порядке с использованием известного измерительного оборудования. Размер полученного пятна с α-излучением составляет 40×30 мм. Длина шага перемещения ленты с мазком от позиции контактирования твэла с лентой до центра чувствительной площади детектора составляет 90-100 мм.
А устройство, реализующее способ, характеризуется тем, что содержит кассету, в которой смонтированы питающая и приемная катушки протирочной ленты, каждая с датчиком количества ленты и механизмом вращения с шаговым двигателем, направляющие ролики, датчик натяжения ленты, и механизм обжима твэла лентой, включающий два подвижных сегмента с внутренним диаметром по диаметру твэла, соединенных штоком с блоком пружин, механически связанным через датчик усилия с электроцилиндром, имеющим шаговый двигатель, детектор, смещенный на шаг от позиции механизма обжима твэла лентой и электрически связанный с радиометрической аппаратурой, логический контроллер, электрически соединенный с датчиком усилия, измерительной аппаратурой и промышленным компьютером.
Недостатками прототипа являются:
По операции «пошаговая подача твэла на позицию контактирования его поверхности с материалом»: определение «пошаговая подача» твэла на позицию его обжатия лентой, данные о размере шага, объяснения причины применения пошагового режима отсутствуют, так же как указания, каким концом подается твэл на позицию его обхвата лентой. Указание способа подачи весьма важно, так как, если подавать твэл верхней заглушкой вперед, то при его протяжке через позицию обхвата СРЗП будет сниматься в направлении от загрязненного участка поверхности твэла в сторону чистого. При этом по механизму десорбции произойдет перенос сорбента (загрязнения) из зоны верхней заглушки на всю поверхность оболочки твэла. По этой причине результат измерения будет искажен в меньшую сторону, а загрязненный твэл будет признан чистым и попадет в годную продукцию, что недопустимо.
По операции «обжатие твэла тканевой лентой»:
- для обхвата твэла лентой предложено устройство, содержащее множество сборок, является относительно сложным как в изготовлении, так и в управлении его работой при эксплуатации. Но главное, что без реконструкции устройства обхвата невозможно применение заявляемого способа контроля как универсального средства измерения для твэлов всех типоразмеров, например, твэлов для РУ БН-800 (∅ 6,9 плюс проволока) и твэлов для РУ БРЕСТ (∅ 9,7 и 10,5);
- Нормированное усилие обжатия твэла лентой задается из условия непревышения пределов прочности на разрыв ленты и твэла, но достаточного для сорбции частиц тканью, а количественное определение не известно в источниках. Поэтому данное утверждение в формуле ни к чему не обязывает.
По операции «перемещение ленты с мазком на шаг  »:
»:
- Длина шага перемещения ленты дана в виде конкретных цифр «от 90 до 100 мм», и таким образом задано поле допуска на длину шага, равное 10 мм. При таком допуске погрешность позиционирования активного пятна мазка относительно центра окна детектора составит ±5 мм. Она приведет к понижению точности контроля из-за неравномерности чувствительности по поверхности детектора относительно центра, составляющей по данным изготовителей детектора ±35%.
- При указанном допуске простой учет расходования ленты по числу снятых мазков (по числу сделанных шагов протяжки ленты) будет неточным из-за накопленной погрешности. Например, при длине исходной свежей ленты в рулоне 50 м погрешность определения остатка по числу шагов может составлять ±2,5 м, что нежелательно. Поэтому в прототипе предложена усложненная схема учета количества ленты на катушках смотки и намотки ленты.
- неизвестна привязка размера шага, принятого равным (95±5) мм, к габаритным размерам применяемого оборудования и к диаметру твэла, что вызывает вопросы при компоновке комплектующих изделий в единую конструкцию устройства, особенно, когда надо применить барьерную защиту сцинтиллятора детектора от гамма-нейтронного излучения, идущего из твэла.
По операции «определение уровня загрязнения твэла в установленном порядке с использованием известного измерительного оборудования»: отсутствуют источники, в которых можно найти описание операций «в установленном порядке» и применить их в способе контроля СРЗП твэла. Если в этой записи предполагается ссылка на МУК 2.6.1.016-99, то в нем «установленный порядок» касается только ручных работ, проводимых персоналом службы радиационной безопасности, и не имеет отношения к технологическому контролю. Способ автоматического контроля СРЗП твэлов должен иметь порядок, определяемый прежде всего метрологией. Устройство, реализующее способ, должно пройти операции калибровки коэффициента снятия мазка K и чувствительности детектора к потоку альфа-частиц β. Должны быть определены факторы, определяющие продолжительность времени измерения скорости счета. Должны быть определены условия приемки твэлов по альтернативному признаку - основной цели контроля.
По размерам пятна контакта с альфа-излучением: размеры пятна контакта, равные 40*30 мм, являются, частным случаем из множества. Эти размеры определяются заданным углом охвата твэла лентой, диаметром контролируемого твэла и шириной ленты. Например, для твэлов БН периметр охвата в лучшем случае составит 20 мм, а не 30 мм. Ширина ленты выбрана в прототипе, исходя из условий типовой поставке киперных лент для электропромышленности. Однако если ширину ленты выбирать по условию равенства коэффициента снятия мазка с величиной, приведенной в п. 6.3.1.3 МУК 2.6.1.016-99, то ее ширина составит порядка 200 мм.
По конструктивному оформлению устройства, реализующего способ контроля:
Основным узлом устройства, реализующего способ контроля, принята съемная кассета - многофункциональный агрегат, выполняющий операции с лентой: перемещение, натяжение, измерение шага перемещения и количества шагов. Однако многолетняя практика работы предприятий атомной промышленности показала, что в условиях дистанционной работы с радиоактивными веществами агрегирование оборудования понижает его надежность, поэтому действует правило «для каждой функции отведено свое рабочее место». Применение кассеты усложняет конструкторское оформление требования по автоматизации операций калибровки чувствительности детектора по эталонной мере. Однако основным недостатком применения кассеты является то, что кассета, побывавшая в первой зоне (в радиационно-защитном укрытии), не может быть перенесена без предварительной дезактивации в более чистые помещения для перезагрузки рулонов, это дополнительный труд человека во вредных для здоровья условиях.
Таким образом, отсутствие механизации автокалибровки детектора и необходимость создания специального рабочего места по обращению с кассетами (хранение, дезактивация, перегрузка использованных и свежих рулонов ленты) значительно усложняют эксплуатацию устройства.
Технической задачей заявляемой группы изобретений является создание устройства автоматического контроля снимаемого радиоактивного загрязнения поверхности (СРЗП) твэлов, устанавливаемого в линию выходного контроля твэлов.
Техническим результатом, на который направлена группа изобретений, является способ и устройство автоматического контроля СРЗП твэлов, обеспечивающие:
- универсальность применения по типоразмерам твэлов;
- требуемые значения точности и производительности контроля СРЗП твэлов;
- простоту и надежность работы конструкции устройства и аппаратуры управления;
- радиационную безопасность и удобство работ обслуживающего персонала.
Для подтверждения указанного выше представляем описание заявленного способа и конкретного конструктивного выполнения устройства.
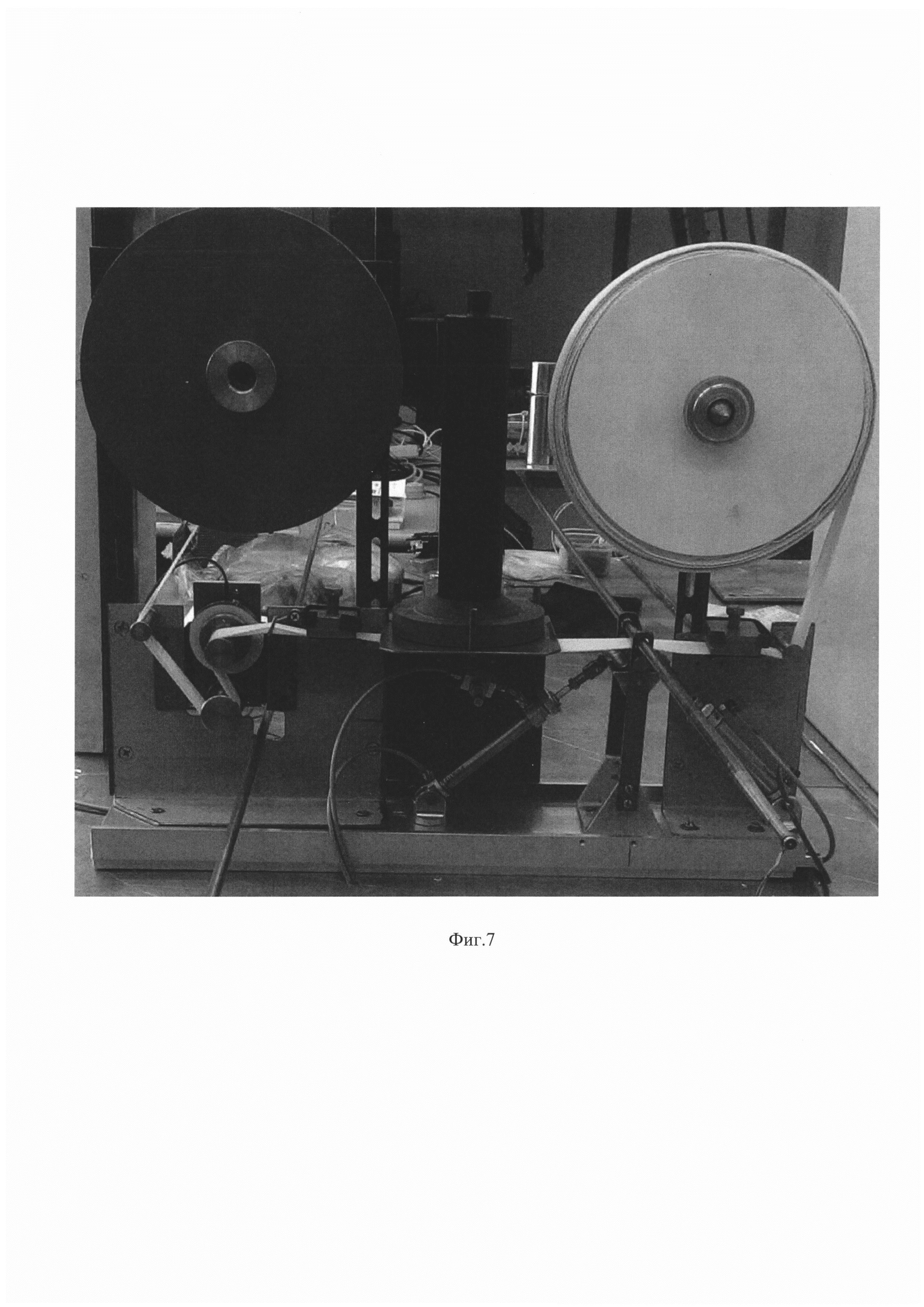
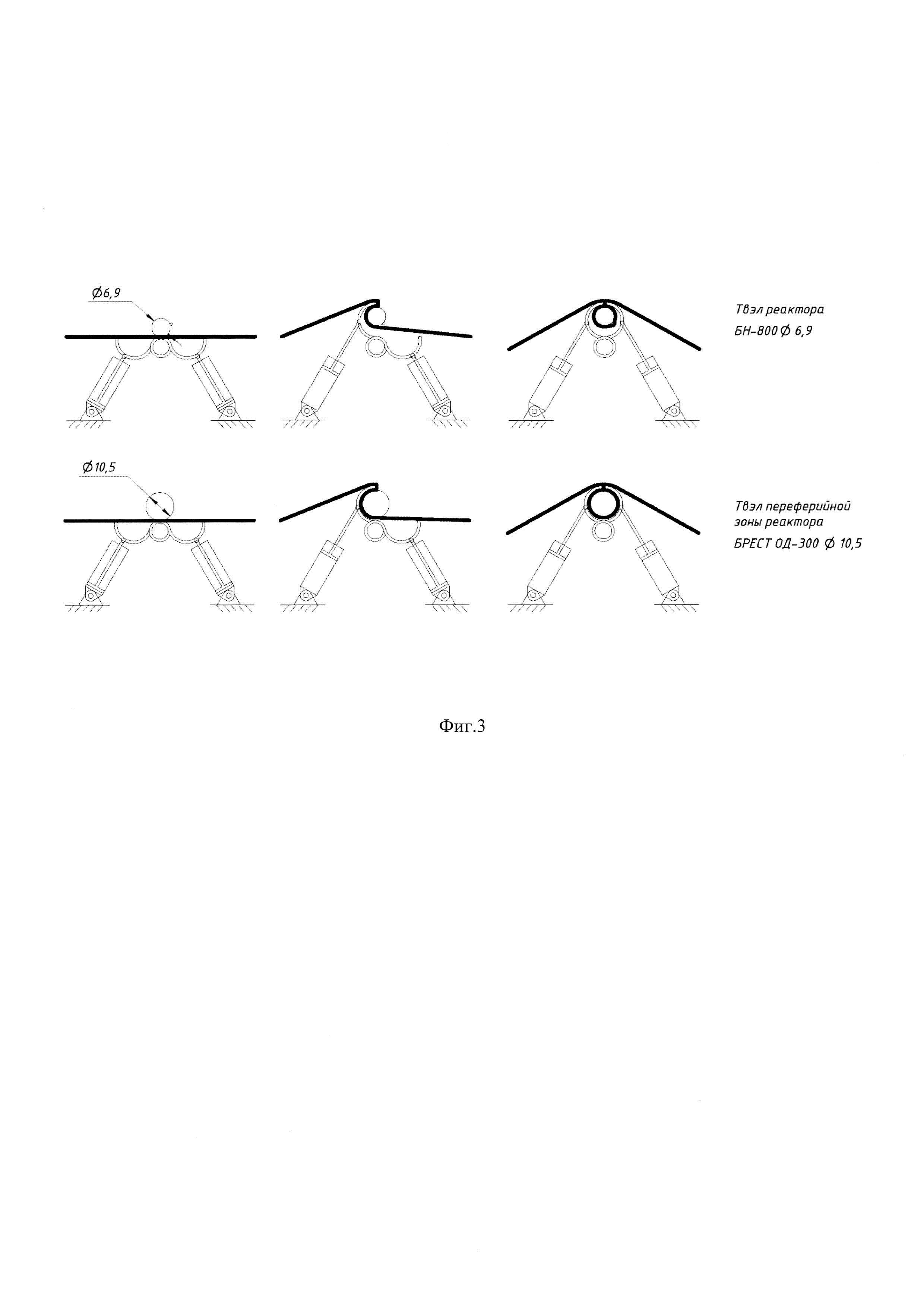
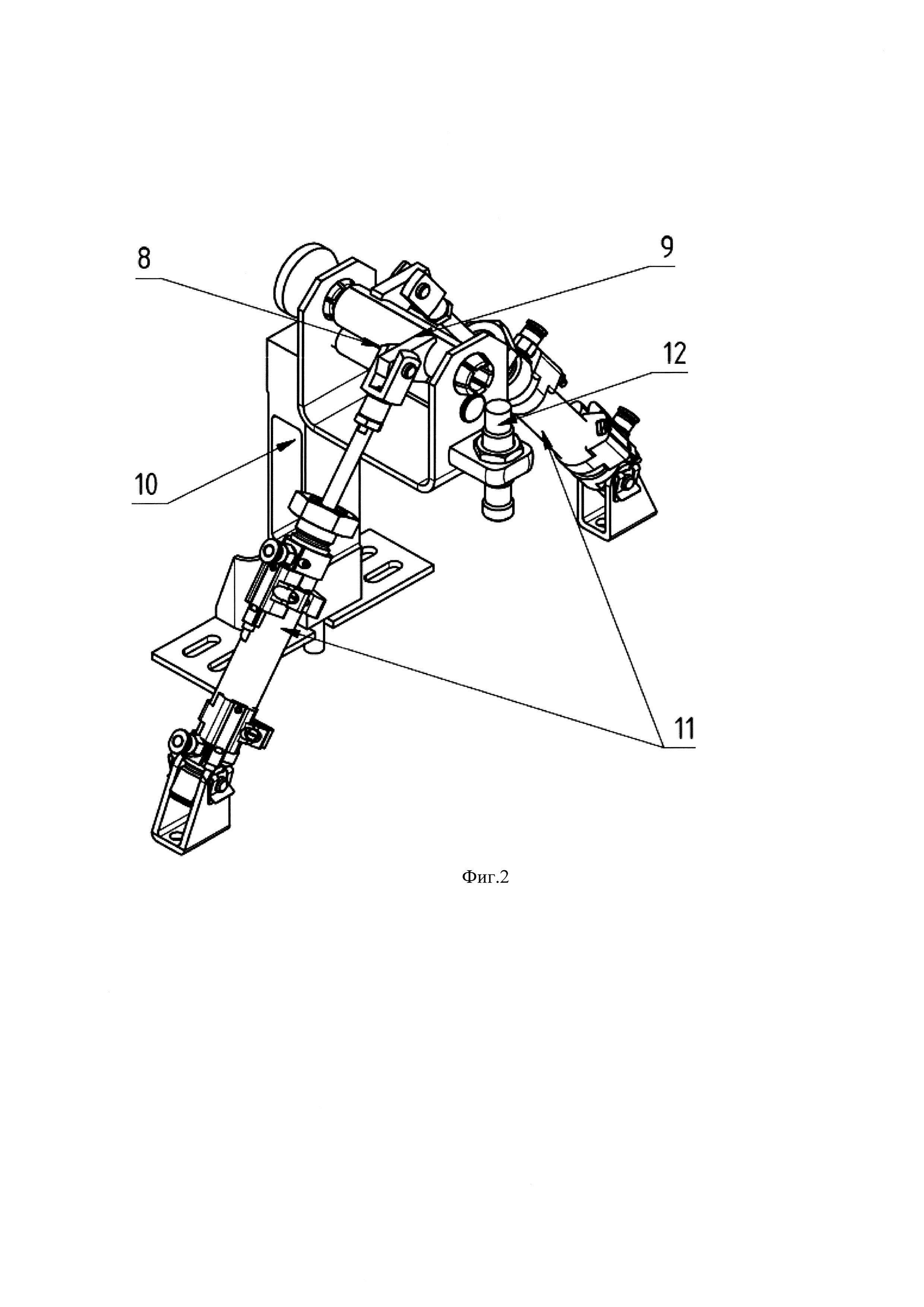
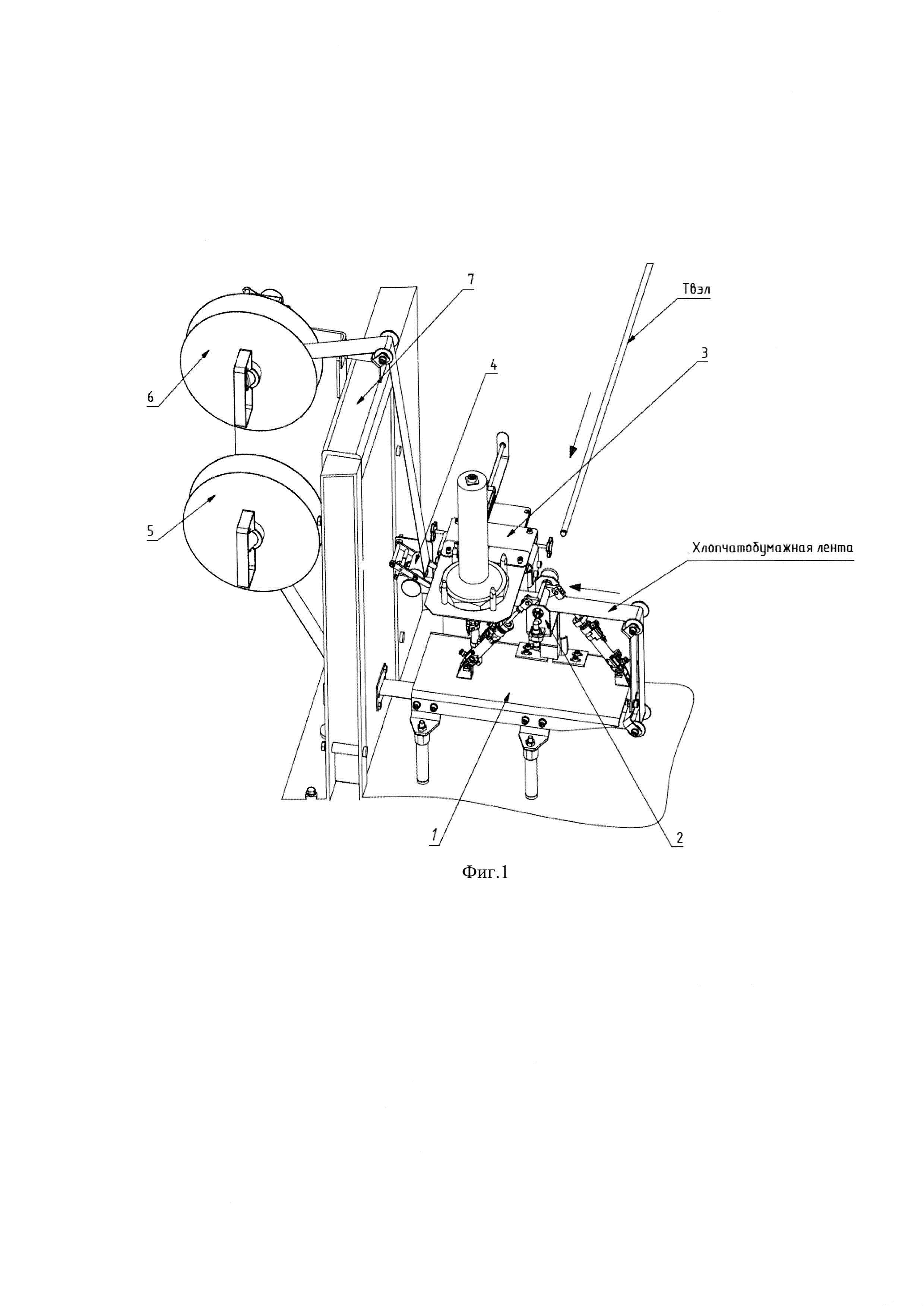
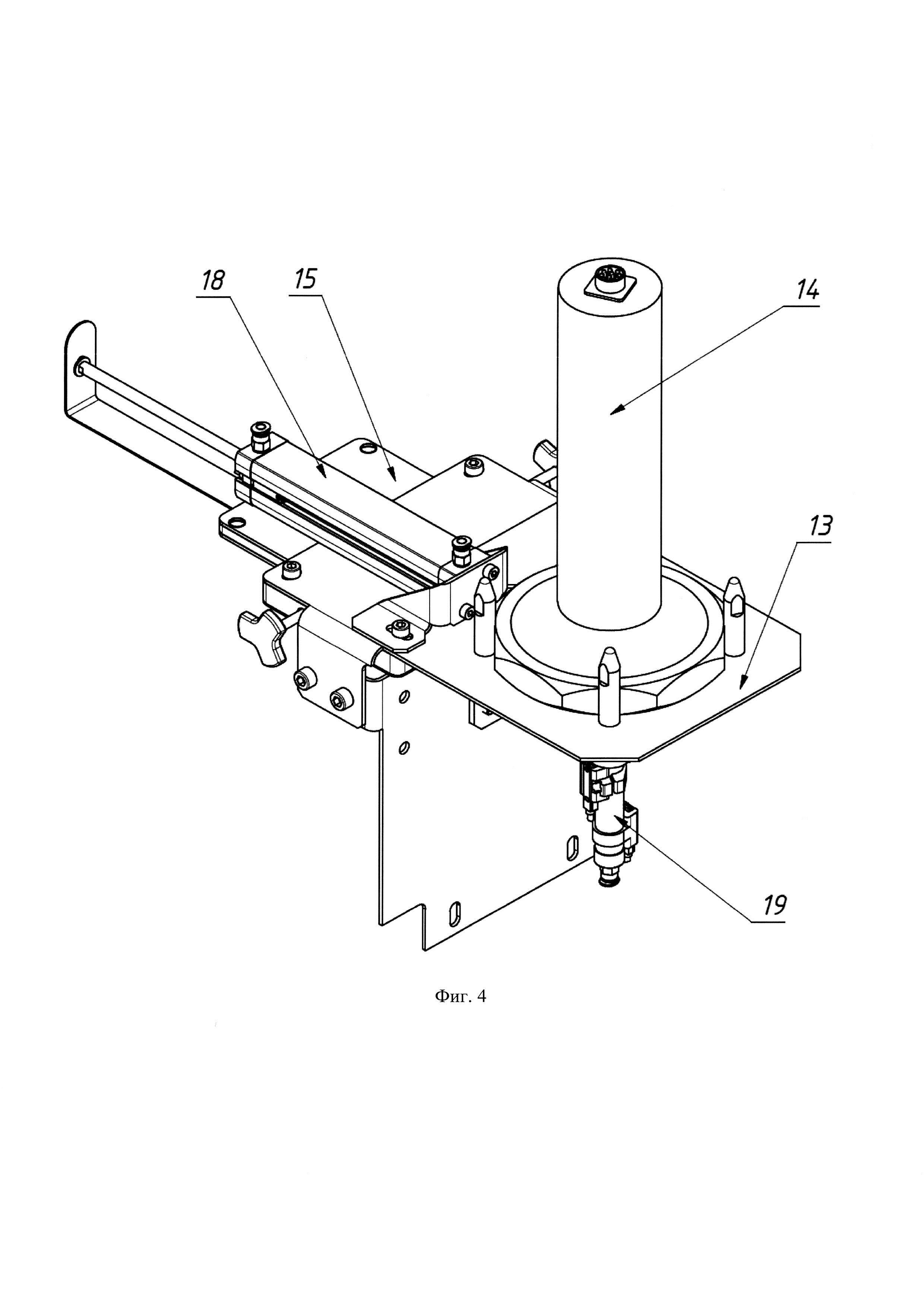
Заявляемая группа изобретений иллюстрируется следующими чертежами.. На фиг. 1 изображен общий вид устройства, на фиг. 2 - общий вид узла снятия мазка, на фиг. 3 - схема фаз обхвата твэла губками узла снятия мазка, на фиг. 4 - общий вид узла детектирования с футляром эталонной меры, на фиг. 5 - футляр эталонной меры α-активности, на фиг. 6 - общий вид шагомера ленты, на фиг. 7 - экспериментальный образец устройства для проверки принятых решений.
Предлагается способ автоматического контроля снимаемой α-загрязненности поверхности твэла, согласно которому твэл подают с помощью любого транспортного средства в узел снятия мазка на позицию контактирования его поверхности с тканевой лентой, направленной к твэлу поперечно его оси, затем в узле снятия мазка производят плотное обжатие поверхности твэла лентой, далее твэл протягивают через узел снятия мазка, снимают его обжатие, после этого перемещают ленту с полученным мазком по направляющим роликам на заданный шаг в узел детектирования, где радиометром производят регистрацию α-активности мазка, далее расчетом определяют уровень снимаемой α-загрязненности поверхности твэла и формируют сигнал о качестве твэла, кроме того по мере необходимости производят замену рулонов лент на питающей и приемной катушках тканевой ленты.
Отличается тем, что перед процедурой штатного контроля снимаемой α-загрязненности поверхности твэла калибруют чувствительность радиометра β по эталонной мере α-активности, встроенной в узел детектора, устанавливают заданную силу трения Fк, в узле обжатия твэла и показатель чувствительности коэффициента снятия мазка к вариации силы трения λ, для скорости счета n устанавливают время измерения, исходя из заданной статистической точности измерения скорости счета и отношения площади пятна контакта на мазке к протираемой поверхности твэла, калибруют коэффициент снятия мазка Кк по испытательным образцам с известной величиной снимаемой α-загрязненности поверхности твэла (калибрам); при штатном контроле твэл протягивают нижним наконечником вперед через зону обжатия, контролируя при этом силу трения скольжения твэла по обжатой ленте F, перемещают ленту с мазком на шаг под детектор радиометра, выполняют измерение скорости счета nсч от α-активности мазка, рассчитывают плотность потока α-частиц q с поверхности твэла S по формуле q=nсч/(β * S * K), где K=Kк [1+λ*(F*F-1к -1)], затем формируют признак качества твэла по условию: «Годен»: q≤qnop * (1-0,5 δn), «Брак»: q>qnор * (1-0,5 δ), где qnop - пороговый уровень плотности потока α-частиц, равная 5 част/(см2мин), а δ - полная относительная погрешность измерения, равная 50% при Р=0,95 для пороговой плотности потока 5 част/(см2мин).
Дополнительное отличие предлагаемого способа от прототипа:
- ленту с мазком перемещают на шаг  мм, задаваемый в шагомере двумя полными оборотами счетного ролика, имеющего калиброванный диаметр dpoл, равный
мм, задаваемый в шагомере двумя полными оборотами счетного ролика, имеющего калиброванный диаметр dpoл, равный  , скорость перемещения ленты стабилизируют по результату измерения времени вращения счетного ролика на полный первый оборот путем регулирования угловой скорости шагового электропривода катушки намотки ленты с мазками по сигналу рассогласования ΔT=Тз-Ти, где Тз и Ти - заданный и измеренный периоды вращения ролика, соответственно, а расход ленты и ее остаток контролируют по выражению
, скорость перемещения ленты стабилизируют по результату измерения времени вращения счетного ролика на полный первый оборот путем регулирования угловой скорости шагового электропривода катушки намотки ленты с мазками по сигналу рассогласования ΔT=Тз-Ти, где Тз и Ти - заданный и измеренный периоды вращения ролика, соответственно, а расход ленты и ее остаток контролируют по выражению  , где Locm и Lиcx - остаточная и исходная длины ленты в рулоне, соответственно, n-зарегистрированное число снятых мазков,
, где Locm и Lиcx - остаточная и исходная длины ленты в рулоне, соответственно, n-зарегистрированное число снятых мазков,
- при необходимости увеличить производительность контроля совмещают по времени операции радиометрии и снятия мазка, обеспечивая при этом экранировку детектора от гамма-нейронного излучения, идущего из контролируемого твэла, и измерение скорости счета фона.
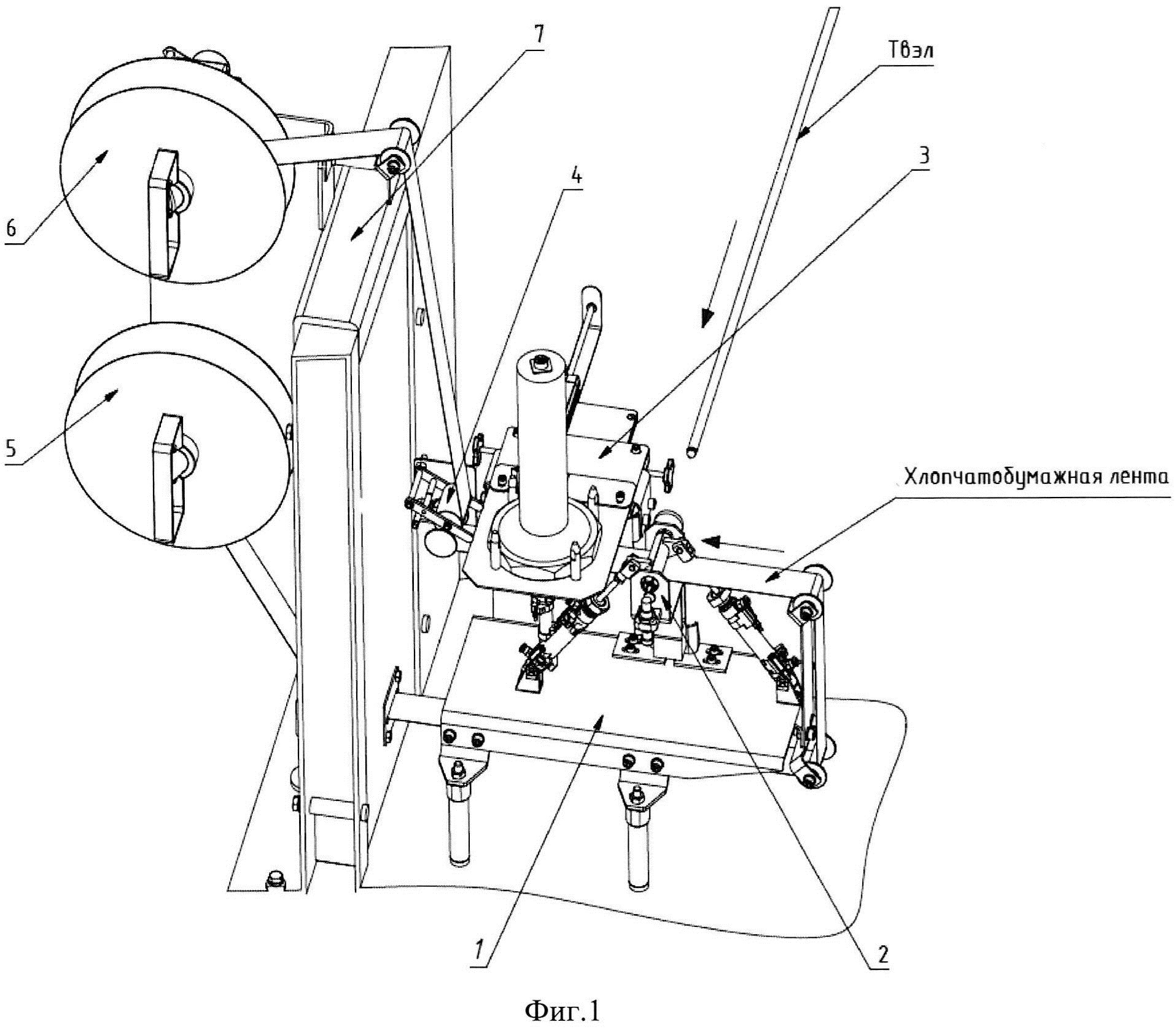
Способ осуществляется с помощью устройства (фиг. 1), содержащего установленные на раме 1 узел снятия мазка 2, узел детектирования мазка 3, шагомер ленты 4, катушку смотки ленты 5 и катушку намотки ленты с шаговым электроприводом 6, смонтированные на кронштейне, закрепленном на плите 7 экранной защиты персонала от гамма-нейтронного излучения из твэла. Устройство работает в комплекте с радиометрической аппаратурой и системой программно-логического управления.
Узел снятия мазка 2 (фиг. 2) представляет собой шарнирно - губцевый инструмент, состоящий из сборки шарнира 8 и двух губок 9, закрепленной на датчике силы 10. Сжатие/разжатие губок 9 осуществляется последовательным включением пневмоцилиндров 11, что обеспечивает требуемое усилие обжатия лентой твэла любого диаметра (фиг. 3) и исключает сдвиговую волну, бегущую по ленте к узлу детектирования мазка и приводящую к погрешности позиционирования из-за смещения ленты. На корпусе шарнира 8 установлен датчик наличия твэла 12, по сигналу которого производят операции обжатия твэла лентой и снятия обжатия. Основание датчика силы 10 имеет крепежные отверстия продольной формы в направлении перемещения ленты. Эти прорези предназначены для точной монтажной регулировки расстояния L от оси твэла, находящегося в узел снятия мазка 2, до центра приемного окна детектора 14. Размер L равен величине  , где шаг
, где шаг  - длина пути вращения на два оборота счетного ролика диаметром dpол, a dmв - диаметр твэла. (Пример, дано dрол=20 мм, dmв=6,9 мм и 10,5 мм, тогда длина шага будет 2*π*20=125,6 мм, a L будет равно: для твэл БН с dmв=6,9 мм - 114,8 мм, для твэл БРЕСТ с dmв=10,5 мм - 109,1 мм).
- длина пути вращения на два оборота счетного ролика диаметром dpол, a dmв - диаметр твэла. (Пример, дано dрол=20 мм, dmв=6,9 мм и 10,5 мм, тогда длина шага будет 2*π*20=125,6 мм, a L будет равно: для твэл БН с dmв=6,9 мм - 114,8 мм, для твэл БРЕСТ с dmв=10,5 мм - 109,1 мм).
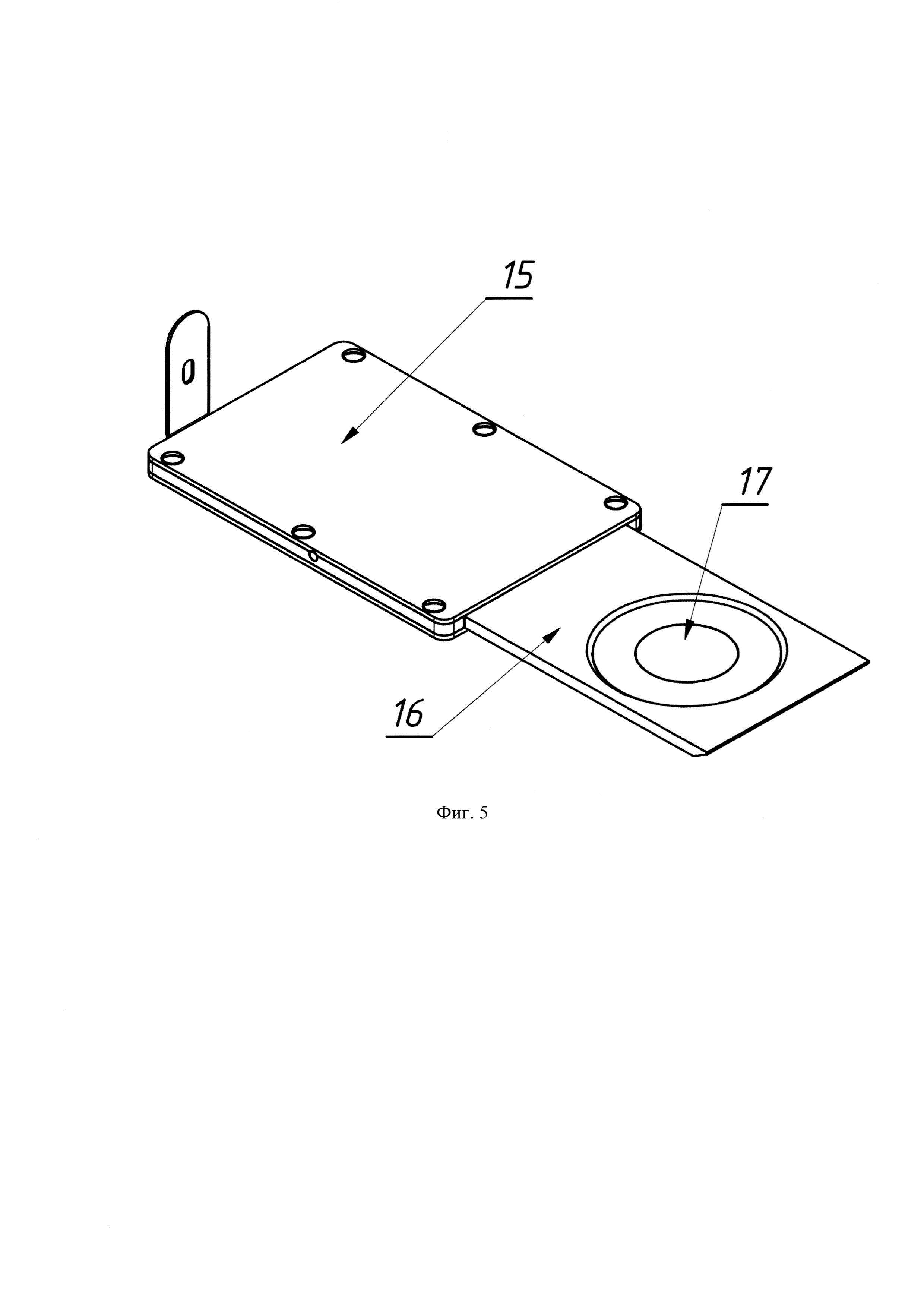
Узел детектирования 3 (фиг. 4) содержит закрепленные на полке кронштейна 13 детектор α-частиц 14, футляр 15, в котором на прямоугольной выдвигаемой пластине 16 размещена эталонная мера α-активности (источник 3П9) 17, пневмопривод 18 подачи эталонной меры α-активности 17 на позицию измерения, пневмопривод 19 для прижатия мазка или эталонной меры α-активности 17 к внутренней поверхности полки кронштейна 13, имеющей отверстие для пролета α-частиц на чувствительную поверхность детектора 14.
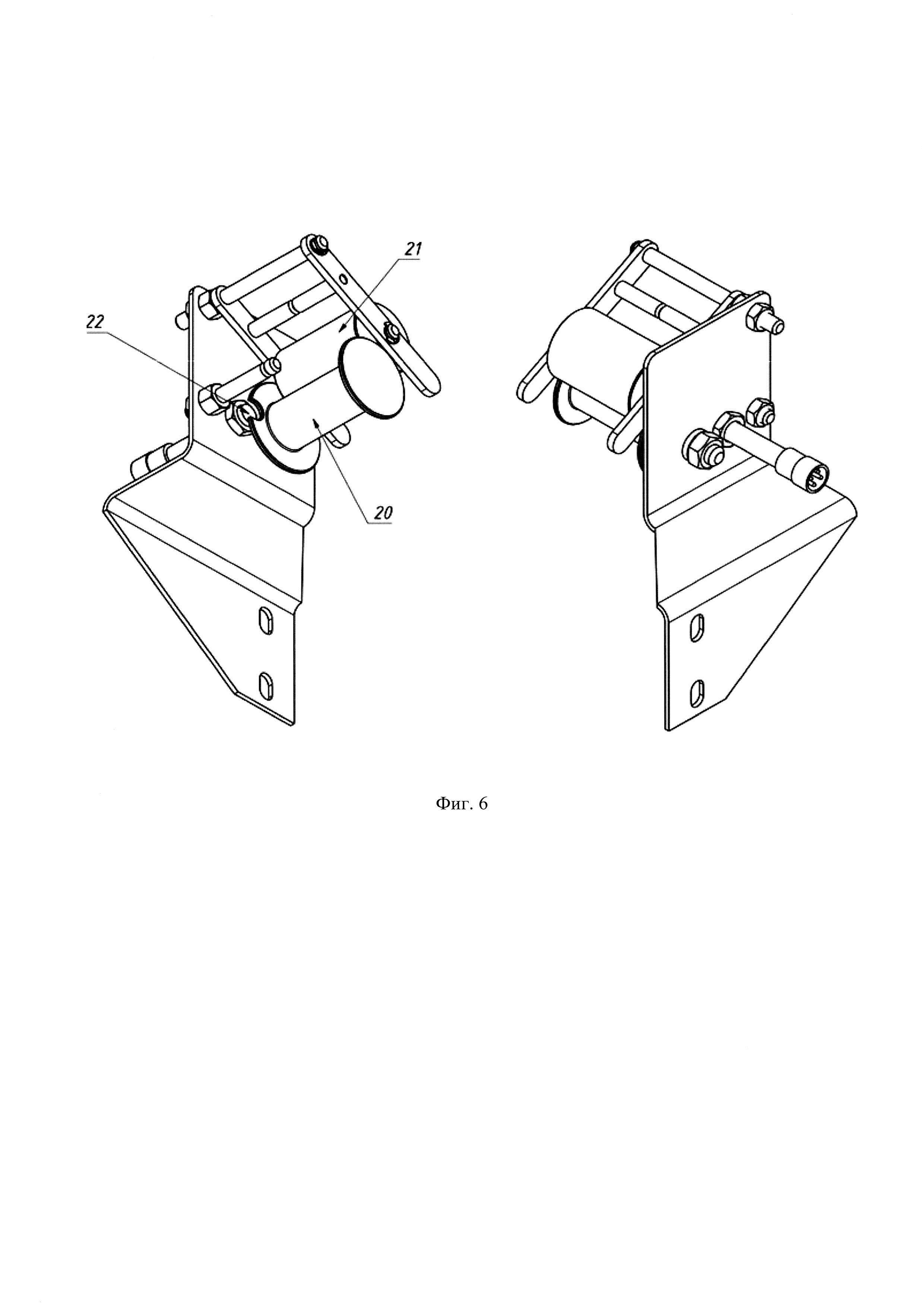
Шагомер ленты 4 (фиг. 6) содержит ролик счетный 20, ролик прижимной 21 и индуктивный датчик 22. Ролик счетный 20 имеет на одной реборде отверстие, по которому происходит срабатывание датчика 22 через каждый его полный оборот (погрешность срабатывания - не более ± 0,5 мм). Ролик прижимной 21, прижимает ленту к ролику счетному 20 с целью исключения проскальзывания ленты при выборке ее свободной петли после снятия обжатие твэла.
Заявляемое устройство работает следующим образом: Для начала необходимо провести аттестацию способа измерений, которую производят согласно ГОСТ Р 8.563-2009 «Методики (методы) измерений». При проведении аттестации с помощью эталонной меры α-активности и калибров с известной величиной снимаемой α-загрязненности поверхности S твэла определяют чувствительность детектора к α-частицам ε, коэффициент снятия мазка Kк, устанавливают и контролируют силу трения Fк, в узле обжатия твэла и показатель чувствительности коэффициента снятия мазка к вариации силы трения λ=δк/δF, где δк есть вариация коэффициента K при вариации силы трения твэла о тканевую ленту протирке δF, устанавливают время измерения скорости счета nсч„ обрабатывают результаты калибровок и определяют погрешности измерения плотности потока частиц снимаемой α-загрязненности поверхности твэла. Далее оформляют заключение о соответствии способа контроля СРЗП твэлов метрологическим требованиям с приложением результатов теоретических и экспериментальных исследований и свидетельство об аттестации, а также утверждают документ, регламентирующий методику измерений.
- Твэл подают нижним наконечником вперед на позицию контактирования с тканевой лентой, направленной к твэлу поперечно его оси;
- По сигналу датчика 12 положения о наличии твэла в узле снятия мазка 2 производят плотное обжатие его поверхности лентой с помощью губок 9 с усилием, обеспечивающим силу трения скольжения твэла, установленную при калибровке путем регулирования давления сжатого воздуха питания пневмоцилиндров 11;
- Протягивают твэл через узел снятия мазка 2 «навылет» с измерением силы трения F датчиком силы 10, и получают после протирки поверхности твэла S мазок на ленте;
- Снимают обжатие лентой твэла по сигналу датчика положения 12 об отсутствии твэла в узле снятия мазка 2;
- Протяжкой ленты на шаг, задаваемый шагомером 4, помещают мазок под детектор 14;
- Прижимают пневмоприводом 19 мазок к чувствительной поверхности детектора 14;
- Производят радиометром регистрацию скорости счета nсч, рассчитывают плотность потока α-частиц с поверхности твэла q по формуле q=nсч/(β * S * K), где K=Kк [1+λ*(F*F-1к -1)], и определяют качество твэла по условию: «Годен»: q≤qnop * (1-0,5 δn), «Брак»: q>qnop * (1-0,5 δ), где qnop - пороговый уровень плотности потока α-частиц, равная 5 част/(см2мин) а δ - полная относительная погрешность измерения, равная 50% при Р=0,95 для пороговой плотности потока 5 част/(см2мин);
- Производят учет расходования ленты по выражению  , где Locm и Lиcx - остаточная и исходная длины ленты в рулоне, соответственно, n - число снятых мазков;
, где Locm и Lиcx - остаточная и исходная длины ленты в рулоне, соответственно, n - число снятых мазков;
- По команде «конец ленты» от системы управления закладывают рулон свежей ленты в питающую катушку 5 и скрепляют концы свежей и использованной лент (например, скрепками), далее протяжкой ленты помещают скрепку концов в зону размещения приемной катушки 6, отрезают чистую ленту от скрепки, а рулон использованной ленты вместе со скрепкой укладывают в полиэтиленовый пакет и отправляют в хранилище ТРО (твердые радиоактивные отходы), после чего конец свежей ленты закрепляют на валу приемной катушки.
Отличительные признаки заявляемого способа автоматического контроля СРЗП твэлов, за исключением показателей, связанных с радиометрией, были проверены экспериментально на действующем макете, изображенном на фиг. 7.
Автоматизация процесса определения загрязненности обеспечивается системой управления, которая оснащена автономной системой сбора и архивации цифровой информации, что позволяет хранить данные с привязкой к номеру твэла о результатах радиационного контроля. Указанный объем информации позволяет произвести анализ технологического процесса изготовления твэлов.




Способ получения поваренной соли
Способ автоматического контроля снимаемой альфа-загрязненности твэлов и устройство для его осуществления
Способ автоматического управления процессом кристаллизации в многокорпусной выпарной установке и устройство для его осуществления
Вертикальный гидравлический пресс для компактирования в брикет бочки с твердыми радиоактивными отходами
Способ контроля накопления радиоактивного осадка в центрифуге
Способ автоматического контроля снимаемой альфа-загрязненности твэлов и устройство для его осуществления
Выпарной аппарат для радиоактивных растворов

