Результат интеллектуальной деятельности: Способ соединения труб с внутренним покрытием
Вид РИД
Изобретение
Изобретение относится к области трубопроводного транспорта и может быть использовано при строительстве и ремонте трубопроводов различного назначения, транспортирующих агрессивные среды.
Известен способ соединения труб с внутренним термопластичным покрытием (патент RU №2157479, МПК F16L 13/02, опубл. в бюл. №28 от 10.10.2000), включающий размещение внутри концов труб втулки с внутренним покрытием, имеющей кольцевые канавки, расположенные по краям втулки, с уплотнительными кольцами в них, и кольцевую проточку в средней части втулки, в которой размещен термопластичный материал, установку поверх термопластичного материала теплоизоляционного кольца и соединение труб сваркой.
Недостатками способа являются высокая материалоемкость и трудоемкость изготовления втулки. Трудоемкость связана с необходимостью выполнения многочисленных кольцевых канавок. Наличие в конструкции канавок приводит к необходимости увеличения толщины втулки (увеличение металлоемкости). К увеличению материалоемкости и трудоемкости приводит необходимость применения теплоизоляционного кольца и термопластичного материала.
Известен способ внутренней противокоррозионной защиты зоны сварного соединения труб, имеющих внутреннее противокоррозионное покрытие (согласно описанию патента RU №2080510, МПК F16L 13/02, опубл. в бюл. №15 от 27.05.1997), включающий размещение во внутреннюю поверхность каждого конца соединения внутренней защитной втулки с внутренним противокоррозионным покрытием. На концах наружной поверхности втулки выполнены канавки, в которые установлены уплотнительные элементы. При установке втулки в соединение уплотнительные элементы собирают перед собой нанесенный материал с адгезионными свойствами. При сварке труб в сварном шве оставляют технологические отверстия, через которые заполняют полость между трубами и втулкой адгезионным материалом с последующей герметизацией отверстий. В центре наружной поверхности втулки выполнена кольцевая проточка, в которой размещают теплоизолирующий материал для предотвращения выгорания внутреннего покрытия втулки при сварке.
Недостатками способа являются высокая материалоемкость и трудоемкость изготовления конструкции соединения. Трудоемкость связана с необходимостью выполнения на наружной поверхности защитной втулки многочисленных кольцевых канавок. Наличие в конструкции канавок приводит к необходимости увеличения толщины втулки (увеличение металлоемкости). К увеличению материалоемкости и трудоемкости приводит необходимость применения теплоизолирующего и адгезионного материалов.
Наиболее близким по технической сущности является способ соединения труб с внутренним покрытием (патент RU №2226637, МПК F16L 13/02, опубл. в бюл. №10 от 10.04.2004), включающий калибровку и расширение внутреннего диаметра концов труб, установку в зону соединения внутренней защитной втулки с противокоррозионным покрытием. Согласно описанию способа, в центре защитная втулка снабжается кольцевой проточкой, заполненной теплоизоляционным материалом, заключенным в стальной кожух. Втулка на концах имеет наружные уплотнительные элементы в виде выступов, которые размещают в зонах изменения внутреннего диаметра концов труб. Наружная поверхность уплотнительных элементов соответствует конфигурации внутренней поверхности труб в указанных зонах. Продольный посадочный размер втулки выбирают больше соответствующего размера расширенных концов труб. В кольцевых проточках контактной поверхности уплотнительных элементов размещают кольца из упруго-эластичного материала. Осевым смыканием труб обеспечивают герметизацию места соединения.
Недостатками данного способа являются высокая материалоемкость и трудоемкость изготовления конструкции соединения. Трудоемкость связана с необходимостью выполнения на наружной поверхности защитной втулки многочисленных кольцевых канавок и уплотнительных элементов в виде выступов. Наличие в конструкции канавок и выступов приводит к необходимости увеличения толщины втулки (увеличение металлоемкости). К увеличению материалоемкости и трудоемкости приводит необходимость применения теплоизоляционного материала и стального кожуха.
Технической задачей изобретения является снижение стоимости соединения за счет снижения материалоемкости и трудоемкости способа с сохранением качества антикоррозионной защиты.
Поставленная задача решается способом, включающим двухступенчатое расширение внутреннего диаметра концов труб до нанесения покрытия, размещение в месте соединения с перекрытием концевых участков покрытия внутренней защитной втулки, выполненной в антикоррозионном исполнении и имеющей на наружной поверхности на концах уплотнительные элементы, выполненные с возможностью их размещения в зонах изменения внутреннего диаметра двухступенчатого расширения после соединения труб, и соединение труб сваркой встык.
Новым является то, что защитную втулку изготавливают в виде цилиндрического патрубка с открытыми с ее торцов проточками и наружным диаметром, обеспечивающим образование после установки зазора с концами труб для тепловой изоляции защитной втулки, причем перед установкой защитной втулки в концы труб на внутренней стороне проточек устанавливают упоры, а на внешней стороне - уплотнительные элементы.
На фиг. 1 изображен продольный разрез соединения в процессе его монтажа.
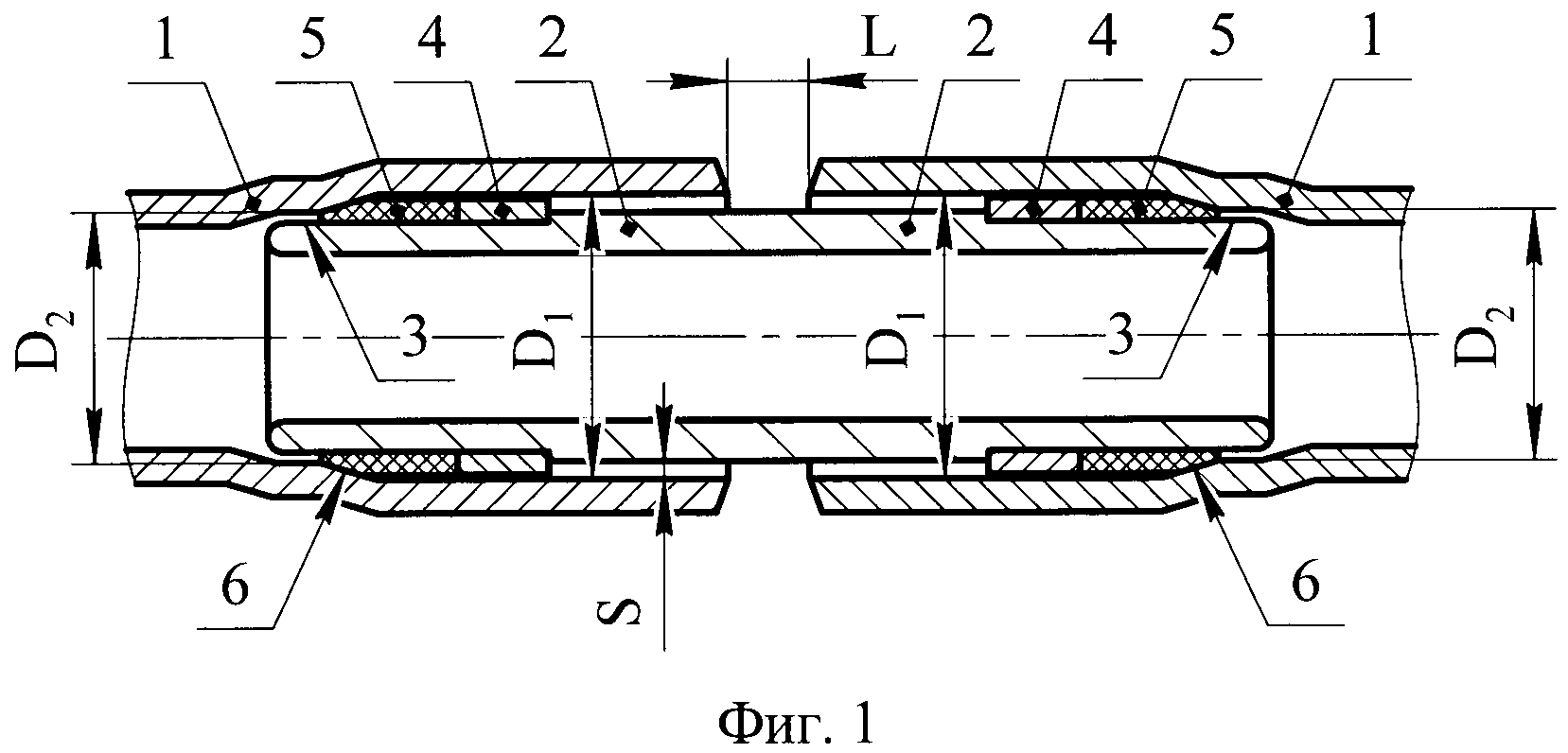
На фиг. 2 изображен продольный разрез готового соединения.
Способ соединения труб с внутренним покрытием может осуществляться следующим образом.
Концевые участки труб 1 (фиг. 1) предварительно калибруют двойным калибром с образованием радиальных расширений диаметрами D1 и D2. Наносят покрытие на внутреннюю поверхность труб 1 (ввиду малой толщины покрытия на фиг. 1 не изображено). Изготавливают защитную втулку 2 в антикоррозионном исполнении, например, из коррозионностойкого материала или из стали с антикоррозионным покрытием. Наружный диаметр защитной втулки 2 выполняют таким образом, чтобы между ней и внутренним диаметром концевых участков труб 1 образовался зазор S. На наружной поверхности концов защитной втулки 2 выполняют проточки 3, открытые с торцов защитной втулки 2. Открытие проточек 3 с торцов защитной втулки 2 позволяет устанавливать в проточки 3 упоры 4. Затем в проточки 3 устанавливают уплотнительные элементы 5 из упруго-эластичного материала (например, из резины, полиуретана, каучука и т.д.) вплотную к упорам 4. Собранную защитную втулку 2 устанавливают во внутреннюю полость соединяемых труб 1 таким образом, чтобы уплотнительные элементы 5 соприкоснулись с зонами 6 изменения внутреннего диаметра двухступенчатого расширения D1 и D2. При этом между торцами соединяемых труб образуется зазор длиной L. Затем производят силовое смыкание концов труб 1 (фиг. 2) в осевом направлении при помощи механизма, работающего по принципу винтового или гидравлического домкрата (на фиг. 2 не изображен). При этом зазор длиной L (фиг. 1) выбирается, а уплотнительные элементы 5 (фиг. 2) подвергаются сжатию между упорами 4 и зонами 6 изменения внутреннего диаметра, герметизируя полость между защитной втулкой 2 и концами труб 1. Применение в способе упоров 4 позволяет значительно снизить толщину стенки защитной втулки 2 с сохранением способности эффективного сжатия уплотнительных элементов 5. После стяжки концы труб соединяются кольцевым сварным швом 7. Для предотвращения разрушения защитной втулки 2 (при изготовлении ее из полимерных материалов) или полимерного покрытия защитной втулки 2 под действием температуры сварки вместо теплоизоляционных материалов применяется воздух, заключенный в зазоре S. Коэффициент теплопроводности воздуха, находящегося в замкнутом пространстве, сопоставим с коэффициентом теплопроводности многих теплоизоляционных материалов: асбеста, минеральной ваты, пенополиуретана, пенополистирола и т.д. В общем случае величина зазора S зависит от коэффициента теплопроводности воздуха и от толщины соединяемых сваркой 7 труб 1 (чем больше толщина стенки труб 1, тем больше объем наплавляемого металла и, соответственно, сильнее температурное влияние на защитную втулку 2).
Пример конкретного выполнения.
Экспериментально установлено, что воздушный зазор между защитной втулкой 2 и трубами 1 толщиной не менее 3 мм, ограниченный уплотнительными элементами 5, сохраняет качество внутреннего покрытия металлической защитной втулки 2 при сварке труб 1 толщиной 9 мм.
Предлагаемый способ позволяет:
- снизить материалоемкость и трудоемкость способа за счет исключения изготовления и монтажа специальных теплоизоляционных деталей защитной втулки 2; ее защиту от температуры сварки обеспечивает воздух в гарантированном зазоре между защитной втулкой 2 и концами труб 1;
- снизить металлоемкость способа за счет снижения толщины защитной втулки 2, так как не требуется выполнение на ней множества глубоких кольцевых канавок; выполняются открытые с торцов защитных втулок 2 проточки 3 небольшой глубины, а прижим уплотнительных колец осуществляется упорами 4 малой металлоемкости;
- снизить трудоемкость способа за счет того, что при изготовлении защитных втулок 2 выполняется небольшой объем токарных работ, связанных с выполнением проточек 3 небольшой глубины и изготовлением упоров 4 малых размеров.
Предлагаемый способ снижает стоимость соединения за счет снижения материалоемкости и трудоемкости способа с сохранением качества антикоррозионной защиты.
Способ соединения труб с внутренним покрытием, включающий двухступенчатое расширение внутреннего диаметра концов труб до нанесения покрытия, размещение в месте соединения с перекрытием концевых участков покрытия внутренней защитной втулки, выполненной в антикоррозионном исполнении и имеющей на наружной поверхности на концах уплотнительные элементы, выполненные с возможностью их размещения в зонах изменения внутреннего диаметра двухступенчатого расширения после соединения труб, и соединение труб сваркой встык, отличающийся тем, что защитную втулку изготавливают в виде цилиндрического патрубка с открытыми с ее торцов проточками и наружным диаметром, обеспечивающим образование после установки зазора с концами труб для тепловой изоляции защитной втулки, причем перед установкой защитной втулки в концы труб на внутренней стороне проточек устанавливают упоры, а на внешней стороне - уплотнительные элементы.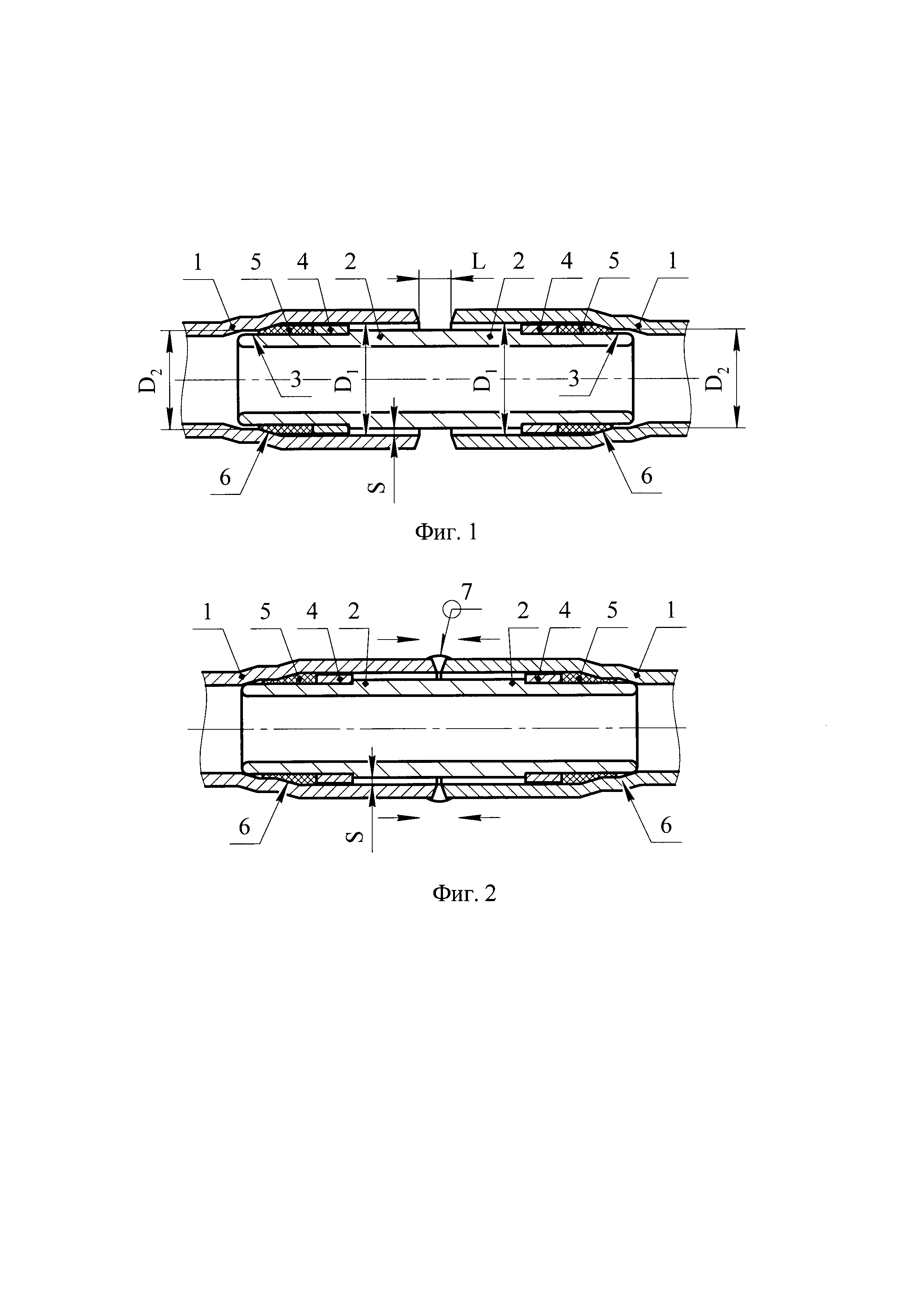
Устройство, стабилизирующее давление в напорном нефтепроводе
Способ гидравлического разрыва пласта
Способ разработки залежи высоковязкой нефти пароциклическим воздействием
Способ цементирования дополнительной колонны труб в нагнетательной скважине
Способ гидравлического разрыва карбонатного пласта
Способ ограничения водопритока в нефтедобывающую скважину, оборудованную глубинным вставным штанговым насосом
Способ разработки месторождения высоковязкой нефти или битума
Устройство для подъёма клина-отклонителя из скважины
Устройство для локального разрыва пласта
Устройство для извлечения уплотнительных элементов из устьевого сальника
Реактивный снаряд
Кассетная головная часть

