Результат интеллектуальной деятельности: Способ соединения металлических труб с внутренней пластмассовой облицовкой
Вид РИД
Изобретение
Изобретение относится к области трубопроводного транспорта и может быть использовано при строительстве и ремонте трубопроводов различного назначения, транспортирующих агрессивные среды.
Известна стальная труба с внутренней пластмассовой трубой (патент RU №2525032, МПК F16L 13/02, опубл. в бюл. №22 от 10.08.2014), содержащая на концах наружные и внутренние втулки. Наружные втулки, изготовленные из того же металла, что и труба, расположены между торцами пластмассовой и стальной труб. Внутренние втулки из коррозионностойкой стали закрепляют концы пластмассовой трубы от продольного перемещения. Между внутренними концами внутренних втулок и внутренними поверхностями наружных втулок размещен клей или мастика, или герметик. Клей расположен так же (согласно описанию) между внутренними концами внутренних втулок и концами пластмассовой трубы.
Недостатком данной трубы является высокая стоимость ее конструкции и способа соединения. Для защиты зоны ее сварного соединения применяется коррозионностойкая сталь, которая на порядок дороже углеродистой стали. Другим недостатком является необходимость проведения большого объема сварочных работ при стыковке труб предлагаемой конструкции. Сварке подлежат три торцевые детали трубы: несущая труба, наружная втулка, внутренняя втулка. При этом внутренние втулки стыкуемых труб необходимо сваривать дорогостоящими специальными электродами, предназначенными для сварки коррозионностойких сталей. Кроме того, для сварки многослойных конструкций, состоящих из разнородных металлов, необходима высокая квалификация сварщиков. Большой объем сварки приводит к усилению температурного влияния на пластмассовую трубу, поэтому ее необходимо удалять на значительную глубину во избежание расплавления, а это приводит к увеличению длины внутренних и наружных втулок и, соответственно, увеличению металлоемкости конструкции, включая коррозионностойкий металл.
Известен способ изготовления стальной трубы с внутренней пластмассовой облицовкой, приведенный в описании патента RU №2238470, МПК F16L 9/02, опубл. 20.10.2004. Способ включает в себя калибровку концов стальной трубы, футерование внутренней поверхности стальной трубы полиэтиленовой трубой, удаление концов пластмассовой трубы на длину, превышающую длину зоны термической деструкции пластмассовой трубы от места сварки. Концы пластмассовой трубы закрепляют сборкой из наружных и внутренних колец методом раздачи дорном. Внутренние кольца выполняют из коррозионностойкой стали. Между торцами полиэтиленовой трубы и наружного кольца устанавливают герметизирующее кольцо из упругоэластичного материала.
Недостатком данной трубы является высокая стоимость ее конструкции и способа соединения. Для защиты зоны ее сварного соединения применяется коррозионностойкая сталь, которая на порядок дороже углеродистой стали. Другим недостатком является необходимость проведения большого объема сварочных работ при стыковке труб предлагаемой конструкции. Сварке подлежат три торцевые детали трубы: несущая труба, наружное кольцо, внутреннее кольцо. При этом внутренние кольца стыкуемых труб необходимо сваривать дорогостоящими специальными электродами, предназначенными для сварки коррозионностойких сталей. Кроме того, для сварки многослойных конструкций, состоящих из разнородных металлов, необходима высокая квалификация сварщиков. Большой объем сварки приводит к усилению температурного влияния на пластмассовую трубу, поэтому ее необходимо удалять на значительную глубину во избежание расплавления, а это приводит к увеличению длины внутренних и наружных колец и, соответственно, увеличению металлоемкости конструкции, включая коррозионно-стойкий металл. Кольцо из упругоэластичного материала, установленное между торцами полиэтиленовой трубы и наружного кольца, не может выполнять функцию герметизации. Как показывает практика, при закреплении концов пластмассовой трубы методом раздачи колец сборки герметизирующее кольцо выдавливает волной деформации из установочного места дорном с последующим расплющиванием и потерей упруго-эластичных свойств.
Наиболее близким по технической сущности является способ соединения стальных труб с внутренней пластмассовой облицовкой (патент RU №2225562, МПК F16L 13/02, опубл. в бюл. №7 от 10.03.2004), включающий размещение внутри концов облицовки и труб защемляющих стальных колец, прикрепление концов облицовки к концам труб путем радиальной деформации защемляющих колец или концов труб. В месте соединения труб внутри защемляющих колец устанавливают защитную втулку, снабженную противокоррозионным покрытием, уплотнительными кольцами из упруго-эластичного материала, размещенными на концах втулки, и теплоизоляционным кольцом на наружной поверхности напротив сварного шва. Внутренние концы защемляющих колец выполняют с внутренним радиальным выступом. Расстояние между уплотнительными кольцами втулки по крайним точкам берут больше расстояния между радиальными выступами защемляющих колец.
Недостатками данного способа являются высокая стоимость изготовления труб с внутренней пластмассовой облицовкой, высокая стоимость их монтажа, значительное сужение проходного сечения трубопровода в местах соединений и недостаточная антикоррозионная защищенность соединения. Высокая стоимость изготовления труб связана с их большой металлоемкостью, так как кроме защемляющих стальных колец применяют защитную втулку. Причем длина защитной втулки равна длине двух колец. Высокая стоимость монтажных работ связана с тем, что необходимо производить большой объем сварочных работ, так как сварке подлежат две детали трубы: несущая труба и защемляющее кольцо. Большой объем сварки также приводит к увеличению стоимости изготовления труб, так как повышается их металлоемкость. Это связано с тем, что повышенный объем сварки увеличивает температурное влияние на пластмассовую трубу, поэтому ее необходимо удалять на значительную глубину во избежание расплавления, а это приводит к увеличению длины защемляющих колец и защитной втулки. Сужение проходного сечения трубопровода в местах соединений происходит из-за толщин двух слоев: слоя защемляющих стальных колец и слоя из защитных втулок. Недостаточная антикоррозионная защищенность соединения связана с тем, что защемляющие стальные кольца не имеют антикоррозионного исполнения, поэтому участки между торцами и радиальными выступами защемляющих колец остаются не защищенными от коррозии, так как защитная втулка с покрытием защищает два защемляющих кольца на расстоянии между их радиальными выступами.
Техническими задачами изобретения являются снижение стоимости изготовления труб с внутренней пластмассовой облицовкой, снижение стоимости их монтажа, увеличение проходного сечения труб в местах соединений, обеспечение антикоррозионной защитой всей конструкции труб.
Поставленные задачи решаются способом, включающим обрезку пластмассовой облицовки на глубину термического влияния сварки, прикрепление концов облицовки внутри металлических труб кольцами, установку защитной втулки, имеющей уплотнительные кольца, в месте соединения труб внутри колец.
Новым является то, что кольца изготавливают с наружным диметром, не превышающим минимального внутреннего диаметра металлических труб, а на концах, расположенных в зоне обрезки пластмассовой облицовки, перед установкой кольца оснащают внутренними двухступенчатыми проточками с уменьшением их диаметра от конца металлических труб, причем торцы колец крепятся к концам металлических труб без деформации, при этом защитную втулку выполняют с внутренним диаметром не меньше внутреннего диаметра колец, длиной - не более суммарной длины проточек двух колец, а уплотнительные кольца размещены на защитной втулке с возможностью расположения в сжатом состоянии между ступенями проточек после установки защитной втулки в месте соединения труб внутри колец.
На фиг. 1 изображены соединяемые концы металлических труб с установленными кольцами.
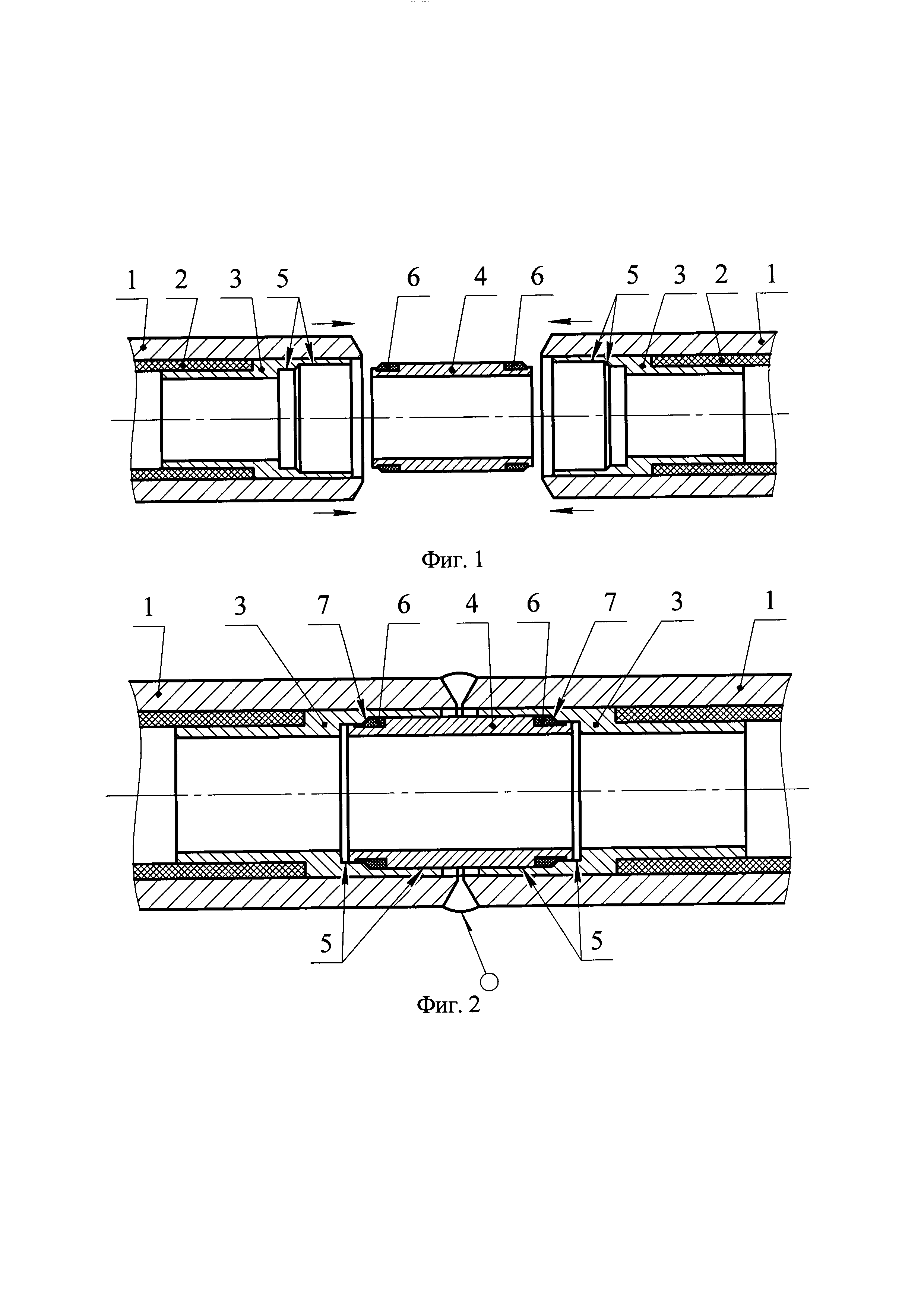
На фиг. 2 изображено готовое соединение концов металлических труб с установленной защитной втулкой.
Способ соединения металлических труб с внутренней пластмассовой облицовкой может осуществляться следующим образом.
Производят футерование металлических труб 1 (фиг. 1) пластмассовой облицовкой 2 (пластмассовыми трубами). Концы пластмассовой облицовки обрезают на длину термического влияния сварки, производимой при соединении металлических труб 1. Изготавливают кольца 3 и защитную втулку 4 в антикоррозионном исполнении, например, из термопластичных материалов, из термореактивных материалов, из металла с наружным и внутренним покрытием и т.д. На внутренней поверхности колец 3 выполняют внутренние двухступенчатые проточки 5 с уменьшением их диаметра от конца металлических труб 1. Наружный диаметр колец 3 выполняют равным или меньше внутреннего диаметра металлических труб 1 с учетом минусового допуска на их изготовление. На концах защитной втулки 4 выполняют наружные канавки, в которые устанавливают уплотнительные кольца 6 из упруго-эластичного материала (например, из резины, полиуретана, каучука и т.д.). Внутренний диаметр защитной втулки 4 выполняют не меньше внутреннего диаметра колец 3. Длину защитной втулки 4 выполняют не более суммарной длины проточек двух колец. Концы облицовки 2 прикрепляют внутри металлических труб 1 кольцами 3 без деформации любым известным способом: резьбой, сваркой, пайкой, склеиванием и т.д. Торцы колец 3 крепятся к концам металлических труб без деформации любым известным способом: резьбой, сваркой, пайкой, склеиванием и т.д. Защитную втулку 4 устанавливают в концы соединяемых металлических труб 1. Далее при помощи специального приспособления (на фиг. 1 не показано), работающего по принципу домкрата, производят силовое смыкание металлических труб 1, в процессе которого уплотнительные кольца 6 (фиг. 2) защитной втулки 4 герметизируются прижатием в ступени 7 внутренних проточек 5 колец 3. Затем концы металлических труб 1 соединяются сваркой. Предлагаемый способ позволяет:
- снизить объем наплавляемого металла, так как сварке подлежат только металлические трубы 1;
- снизить металлоемкость конструкции, так как температурное влияние на пластмассовую облицовку 2 снижено, что позволяет сократить длину всех деталей соединения металлических труб 1, а длина защитной втулки 4 уменьшена с суммарной длины двух колец 3 до суммарной длины внутренних проточек 5 двух колец 3;
- увеличить проходное сечение в зоне соединения, так как внутренний диаметр защитной втулки 4 выполняют не меньше внутреннего диаметра колец 3;
- обеспечить металлические трубы 1 надежной защитой от внутренней коррозии, так как полностью отсутствует контакт агрессивной перекачиваемой среды с оголенной внутренней поверхностью металлических труб 1 и все элементы в зоне соединения имеют антикоррозионное исполнение.
Предлагаемый способ снижает стоимость изготовления труб с внутренней пластмассовой облицовкой, снижает стоимость их монтажа, увеличивает проходное сечение труб в местах соединений, обеспечивает антикоррозионной защитой всю конструкцию труб.
Способ соединения металлических труб с внутренней пластмассовой облицовкой, включающий обрезку пластмассовой облицовки на глубину термического влияния сварки, прикрепление концов облицовки внутри металлических труб кольцами, установку защитной втулки, имеющей уплотнительные кольца, в месте соединения труб внутри колец, отличающийся тем, что кольца изготавливают с наружным диметром, не превышающим минимального внутреннего диаметра металлических труб, а на концах, расположенных в зоне обрезки пластмассовой облицовки, перед установкой кольца оснащают внутренними двухступенчатыми проточками с уменьшением их диаметра от конца металлических труб, причем торцы колец крепятся к концам металлических труб без деформации, при этом защитную втулку выполняют с внутренним диаметром не меньше внутреннего диаметра колец, длиной - не более суммарной длины проточек двух колец, а уплотнительные кольца размещены на защитной втулке с возможностью расположения в сжатом состоянии между ступенями проточек после установки защитной втулки в месте соединения труб внутри колец.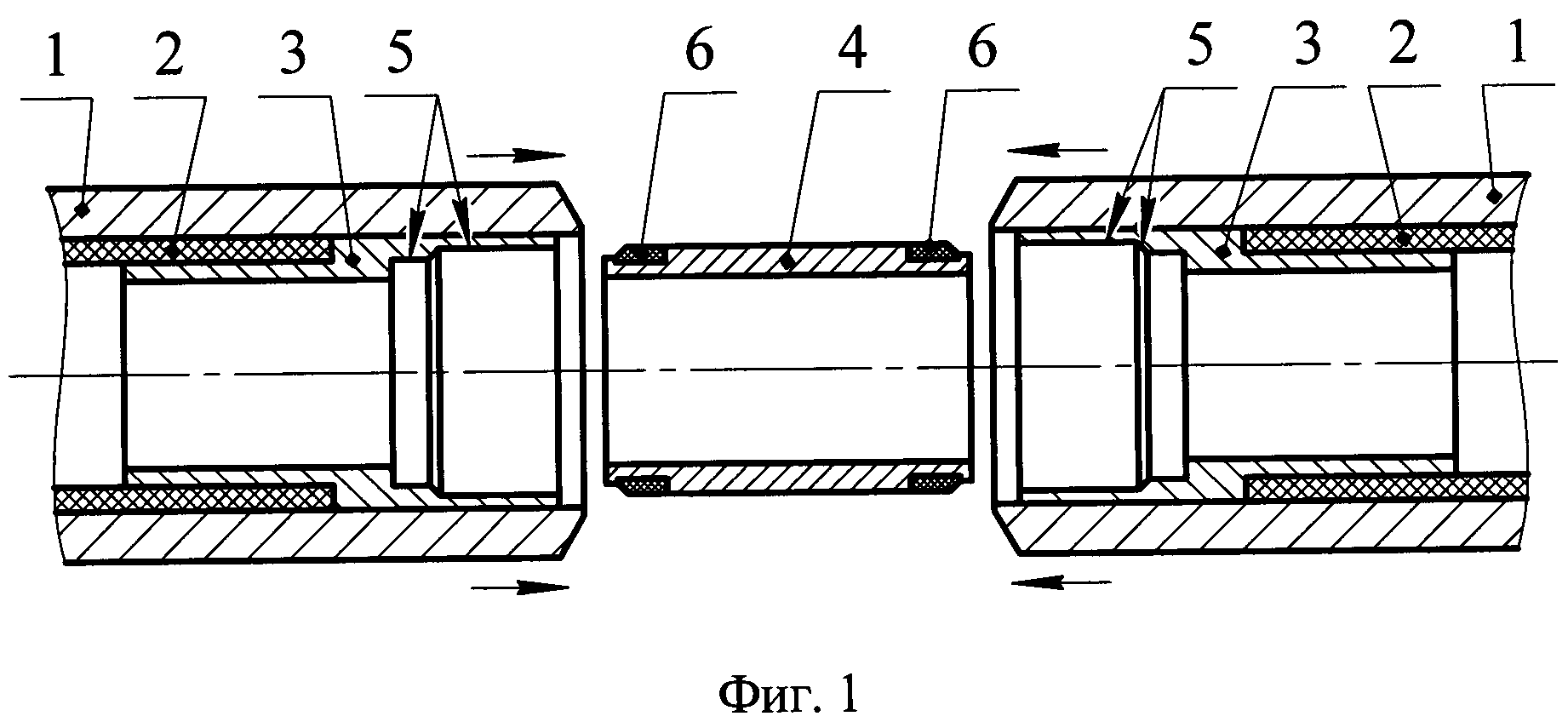
Способ защиты от коррозии сварного соединения труб с внутренним антикоррозионным покрытием
Способ разработки залежи нефти в карбонатных коллекторах
Способ разработки залежи битуминозной нефти
Узел обессоливания нефти
Устройство для фиксации образца при испытании на разрыв
Способ очистки воды от сернистых соединений
Способ разработки залежи нефти в карбонатных коллекторах, осложненной эрозионным врезом
Способ разработки залежи высоковязкой нефти или битума с применением трещин гидроразрыва пласта
Способ определения пространственной ориентации трещины гидроразрыва
Способ разработки многопластового неоднородного нефтяного месторождения
Реактивный снаряд
Кассетная головная часть

