Результат интеллектуальной деятельности: ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ
Вид РИД
Изобретение
Изобретение относится к производству эластомерных изделий методом литья под давлением, в частности резиновых обкладок статоров винтовых героторных гидравлических двигателей для бурения нефтяных скважин и винтовых насосов для перекачивания жидкостей.
Известна литьевая пресс-форма, содержащая сердечник с винтовыми зубьями, заливочную головку с центральным каналом, соединенным с литьевыми каналами, выходящими на формообразующий торец между зубьями сердечника, скрепленную с сердечником резьбовым соединением и штифтом, и две втулки, одна из которых установлена на заливочной головке, другая - на противоположной от заливочной головки стороне сердечника, а также установленный на втулках концентрично сердечнику корпус, образующий с пресс-формой формовочную полость (SU1220251, 10.06.2000).
Недостатком известной конструкции является неполное использование возможности повышения физико-механических свойств резиновой обкладки в статоре, например, прочности и связи с металлом при отрыве (ГОСТ 209-75), упругопрочностных свойств при растяжении (ГОСТ 270-75), твердости по ШОР А (ГОСТ 263-75), усталостной выносливости при знакопеременном изгибе с вращением (ГОСТ 10952-75), усталостной выносливости при многократном сжатии (ГОСТ 20418-75), температурного предела хрупкости (ГОСТ 7912-74), стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред (ГОСТ 9.030-74), твердости в международных единицах (от 30 до 100 IRHD, ГОСТ 20403-75), истирания при скольжении (ГОСТ 426-77).
Известна пресс-форма для изготовления резинометаллических изделий, содержащая сердечник с винтовыми зубьями, входной и литьевые каналы, выполненные на одной из сторон сердечника, две центрирующие втулки, установленные по краям сердечника, перекрывающую втулку, установленную на сердечнике со стороны входного и литьевых каналов, а также включающая полый корпус изготавливаемого статора (остов статора), установленный на центрирующих втулках концентрично сердечнику, образующий с втулками и сердечником формовочную полость, а также содержащая контрольный щуп, которым проверяют полноту заливки пресс-формы по выдвижению щупа из втулки. (Коротаев Ю.А. и др. Многозаходные винтовые забойные двигатели для бурения и капитального ремонта скважин. Москва. ОАО "ВНИИОЭНГ", 2002, с. 35, рис. 11).
В известной конструкции литьевые каналы расположены между зубьями сердечника и образованы путем перекрытия литьевых каналов с помощью перекрывающей втулки, установленной на сердечнике, при этом втулка перекрывает литьевые каналы в пределах 0,3÷0,5 их проходной площади.
Профиль зубьев сердечника описывается уравнениями, учитывающими координаты профиля сердечника пресс-формы, координаты и угол номинального теоретического профиля изделия, радиус окружности впадин изделия, а также соотношения коэффициентов, учитывающих величину усадки резины по диаметру впадин изделия, разницу высот зубьев сердечника пресс-формы и изделия. (SU 1193923, 27.05.2000).
Недостатком известной конструкции является неполное использование возможности повышения физико-механических свойств резиновой обкладки в статоре, например, прочности и связи с металлом при отрыве (ГОСТ 209-75), упругопрочностных свойств при растяжении (ГОСТ 270-75), твердости по ШОР А (ГОСТ 263-75), усталостной выносливости при знакопеременном изгибе с вращением (ГОСТ 10952-75), усталостной выносливости при многократном сжатии (ГОСТ 20418-75), температурного предела хрупкости (ГОСТ 7912-74), стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред (ГОСТ 9.030-74), твердости в международных единицах (от 30 до 100 IRHD, ГОСТ 20403-75), истирания при скольжении (ГОСТ 426-77).
Известна пресс-форма для изготовления эластомерной обкладки статора винтовой героторной гидромашины, содержащая сердечник с винтовыми зубьями, входной и литьевые каналы, выполненные на одной из сторон сердечника, две центрирующие втулки, установленные по краям сердечника, перекрывающую втулку, установленную на сердечнике со стороны входного и литьевых каналов, и полый корпус изготавливаемого статора, установленный на центрирующих втулках концентрично сердечнику, образующий с втулками и сердечником формовочную полость, перекрывающая втулка и/или центрирующая втулка, расположенная в месте выхода литьевых каналов, концентрично установлены на винтовых зубьях сердечника и образуют с ними литьевые винтовые фильеры, соединенные с литьевыми каналами и формовочной полостью (RU 2290308 С2, 20.08.2006).
В известной конструкции винтовые зубья сердечника, расположенные со стороны входного и литьевых каналов, концентрично срезаны на определенную высоту, перекрывающая втулка концентрично установлена на частично срезанных винтовых зубьях, контактирующие торцы перекрывающей и центрирующей втулок расположены в месте выхода литьевых каналов, при этом центрирующая втулка частично перекрывает литьевые каналы, а число литьевых каналов равно, по меньшей мере, числу литьевых винтовых фильер.
Центрирующая втулка содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а контактирующий с перекрывающей втулкой торец центрирующей втулки образует край резиновой обкладки статора.
Перекрывающая втулка содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а контактирующие торцы центрирующей и перекрывающей втулок расположены на центрирующей части сердечника.
Центрирующая и перекрывающая втулки выполнены за одно целое в виде формовочной втулки, которая содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а торец формовочной втулки образует торцовую часть формовочной полости.
В формовочной втулке, а также в перекрывающей и/или центрирующей втулках, установленных на сердечнике со стороны входного и литьевых каналов, выполнено, по меньшей мере, по одному сквозному отверстию или каналу для выхода воздуха из формовочной полости.
Недостатком известной конструкции является неполное использование возможности повышения физико-механических свойств резиновой обкладки в статоре, например, прочности и связи с металлом при отрыве (ГОСТ 209-75), упругопрочностных свойств при растяжении (ГОСТ 270-75), твердости по ШОР А (ГОСТ 263-75), усталостной выносливости при знакопеременном изгибе с вращением (ГОСТ 10952-75), усталостной выносливости при многократном сжатии (ГОСТ 20418-75), температурного предела хрупкости (ГОСТ 7912-74), стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред (ГОСТ 9.030-74), твердости в международных единицах (от 30 до 100 IRHD, ГОСТ 20403-75), истирания при скольжении (ГОСТ 426-77).
Наиболее близкой к заявляемому изобретению является пресс-форма для изготовления эластомерной обкладки статора винтовой героторной гидромашины, содержащая сердечник с винтовыми многозаходными зубьями, входной и литьевые каналы, выполненные на одной из сторон сердечника, две центрирующие втулки, установленные по краям сердечника, перекрывающую втулку, установленную на сердечнике со стороны входного и литьевых каналов, а также включающая трубчатый корпус изготавливаемого статора, установленный при помощи центрирующих втулок концентрично сердечнику, образующий с втулками и сердечником формовочную полость, при этом одна из центрирующих втулок содержит, по меньшей мере, одно сквозное отверстие для выхода воздуха из формовочной полости, при этом каждая центрирующая втулка выполнена в виде гильзы с поперечной стенкой, расположенной на ее торце, и центрирующими отверстиями в поперечной стенке для установки гильзы по торцовым краям сердечника и/или на перекрывающей втулке концентрично сердечнику, торцовые края наружной поверхности корпуса статора установлены в гильзах концентрично сердечнику, один торец трубчатого корпуса статора расположен в поперечной плоскости сердечника, проходящей через места выхода литьевых каналов, а другой торец корпуса статора скреплен с упором в поперечную стенку гильзы, расположенной со стороны, противоположной входному и литьевым каналам (RU 2348525 С1, 10.03.2009).
В известной пресс-форме на перекрывающей втулке, между торцом корпуса статора и поперечной стенкой гильзы установлена уплотнительная втулка, содержащая кольцевую канавку и размещенное в ней эластомерное кольцо, контактирующее с внутренней поверхностью трубчатого корпуса статора, а между поперечной стенкой гильзы и уплотнительной втулкой, например, в канавке поперечной стенки гильзы, установлено второе эластомерное кольцо.
На торце перекрывающей втулки со стороны формовочной полости выполнена концентричная кольцевая канавка, образующая в месте выхода литьевых каналов острую кольцевую кромку.
Гильза с поперечной стенкой и перекрывающая втулка выполнены за одно целое в виде формовочной гильзы, содержащей центрирующий пояс в поперечной стенке для установки уплотнительной втулки концентрично сердечнику.
Перекрывающая и уплотнительная втулки выполнены за одно целое в виде формовочной втулки.
Сердечник выполнен с внутренней тупиковой полостью, вход которой расположен со стороны, противоположной входному и литьевым каналам, а торец внутренней тупиковой полости расположен в поперечной плоскости сердечника, проходящей через места выхода литьевых каналов.
Сквозные отверстия для выхода воздуха из формовочной полости выполнены в поперечной стенке гильзы, расположенной со стороны, противоположной входному и литьевым каналам.
Недостатком известной конструкции является неполное использование возможности повышения физико-механических свойств резиновой обкладки в статоре, например, прочности и связи с металлом при отрыве (ГОСТ 209-75), упругопрочностных свойств при растяжении (ГОСТ 270-75), твердости по ШОР А (ГОСТ 263-75), усталостной выносливости при знакопеременном изгибе с вращением (ГОСТ 10952-75), усталостной выносливости при многократном сжатии (ГОСТ 20418-75), температурного предела хрупкости (ГОСТ 7912-74), стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред (ГОСТ 9.030-74), твердости в международных единицах (от 30 до 100 IRHD, ГОСТ 20403-75), истирания при скольжении (ГОСТ 426-77).
Диапазон используемых в России винтовых забойных двигателей составляет, например, от двигателя Д-55 до двигателя Д-240, а диапазон момента силы на выходном валу в режиме максимальной мощности составляет от 0,2÷0,34 до 10÷14 кН⋅м. Максимальный перепад давления (межвитковый, на зубьях статора) в режиме максимальной мощности, например, на зубьях двигателя ДР-95 составляет 9÷14 МПа (Журнал "Строительство нефтяных и газовых скважин на суше и на море". - М.: ОАО "ВНИИОЭНГ", №9, 2003, с. 8).
Ресурс рабочих пар: винтовой ротор - обкладка из резины в винтовых забойных двигателях не превышает 350 часов, а основными дефектами, уменьшающими ресурс двигателей, являются отслоения резины от металла, "набухание" и местные "вырывы" резины, повышение твердости резины по мере выработки ресурса, низкая усталостная выносливость и разрушение резиновой обкладки статора, по существу, основной дефект известных винтовых забойных двигателей для бурения нефтяных скважин - "резина в долоте", что не обеспечивает экономических преимуществ при бурении нефтяных скважин, в особенности для проходки протяженных интервалов нефтяных скважин, где ресурс двигателя приобретает решающее значение.
Техническим результатом изобретения является повышение энергетических характеристик, ресурса и надежности винтовых героторных гидравлических двигателей, в особенности для проходки протяженных интервалов нефтяных скважин, где ресурс двигателя приобретает решающее значение, путем повышения физико-механических свойств резиновой обкладки в статоре, по существу, повышения прочности и связи с металлом при отрыве (ГОСТ 209-75), упругопрочностных свойств при растяжении (ГОСТ 270-75), твердости по ШОР А (ГОСТ 263-75), усталостной выносливости при знакопеременном изгибе с вращением (ГОСТ 10952-75), усталостной выносливости при многократном сжатии (ГОСТ 20418-75), температурного предела хрупкости (ГОСТ 7912-74), стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред (ГОСТ 9.030-74), твердости в международных единицах (от 30 до 100 IRHD, ГОСТ 20403-75), истирания при скольжении (ГОСТ 426-77) за счет установки на входе литникового канала сердечника смесителя, содержащего множество сквозных продольных отверстий, равномерно расположенных по окружности концентрично литниковому каналу сердечника, а на торце смесителя, обращенном к входу литьевых каналов сердечника, каждое упомянутое продольное сквозное отверстие в смесителе снабжено собственным смесительным радиальным каналом, проходящим через центр упомянутого сквозного продольного отверстия смесителя в радиальном направлении от центра литьевого канала сердечника, что обеспечивает дополнительный разогрев, дополнительное перемешивание и более однородную по химическому составу упруго-вязкую резиновую смесь, поступающую в литьевые каналы сердечника.
Сущность технического решения заключается в том, что в пресс-форме для изготовления эластомерной обкладки статора винтовой героторной гидромашины, содержащей сердечник с винтовыми многозаходными зубьями, литниковый и литьевые каналы, выполненные на одной из сторон сердечника, две центрирующие втулки, установленные по краям сердечника, перекрывающую втулку, установленную на сердечнике со стороны входного и литьевых каналов, а также включающей трубчатый корпус изготавливаемого статора, установленный при помощи центрирующих втулок концентрично сердечнику, образующий с втулками и сердечником формовочную полость, при этом каждая центрирующая втулка выполнена в виде гильзы с поперечной стенкой, расположенной на ее торце, и центрирующими отверстиями в поперечной стенке для установки гильзы по торцовым краям сердечника и/или на перекрывающей втулке концентрично сердечнику, торцовые края наружной поверхности корпуса статора установлены в гильзах концентрично сердечнику, один торец трубчатого корпуса статора расположен в поперечной плоскости сердечника, проходящей через места выхода литьевых каналов, а другой торец корпуса статора скреплен с упором в поперечную стенку гильзы, расположенной со стороны, противоположной входному и литьевым каналам, согласно изобретению на входе литникового канала сердечника установлен смеситель, содержащий множество сквозных продольных отверстий, равномерно расположенных по окружности концентрично литниковому каналу сердечника, а на торце смесителя, обращенном к входу литьевых каналов сердечника, каждое продольное сквозное отверстие в смесителе снабжено собственным смесительным радиальным каналом, проходящим через центр сквозного продольного отверстия смесителя в радиальном направлении от центра литьевого канала сердечника.
Выполнение пресс-формы таким образом, что на входе литникового канала сердечника установлен смеситель, содержащий множество сквозных продольных отверстий, равномерно расположенных по окружности концентрично литниковому каналу сердечника, а на торце смесителя, обращенном к входу литьевых каналов сердечника, каждое продольное сквозное отверстие в смесителе снабжено собственным смесительным радиальным каналом, проходящим через центр сквозного продольного отверстия смесителя в радиальном направлении от центра литьевого канала сердечника, обеспечивает дополнительный разогрев, дополнительное перемешивание и более однородную по химическому составу упруго-вязкую резиновую смесь, поступающую в литьевые каналы сердечника, вследствие этого обеспечивается повышение физико-механических свойств резиновой обкладки в статоре, по существу, за счет повышения прочности и связи с металлом при отрыве (ГОСТ 209-75), упругопрочностных свойств при растяжении (ГОСТ 270-75), твердости по ШОР А (ГОСТ 263-75), усталостной выносливости при знакопеременном изгибе с вращением (ГОСТ 10952-75), усталостной выносливости при многократном сжатии (ГОСТ 20418-75), температурного предела хрупкости (ГОСТ 7912-74), стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред (ГОСТ 9.030-74), твердости в международных единицах (от 30 до 100 IRHD, ГОСТ 20403-75), истирания при скольжении (ГОСТ 426-77).
Вследствие этого обеспечивается повышение энергетических характеристик, ресурса и надежности винтовых героторных гидравлических двигателей, в особенности для проходки протяженных интервалов нефтяных скважин, где ресурс двигателя приобретает решающее значение.
Ниже представлен лучший вариант пресс-формы для изготовления эластомерной обкладки статора для винтового героторного гидравлического двигателя ДРУ-240РС.
На фиг. 1 изображен общий вид пресс-формы в продольном разрезе.
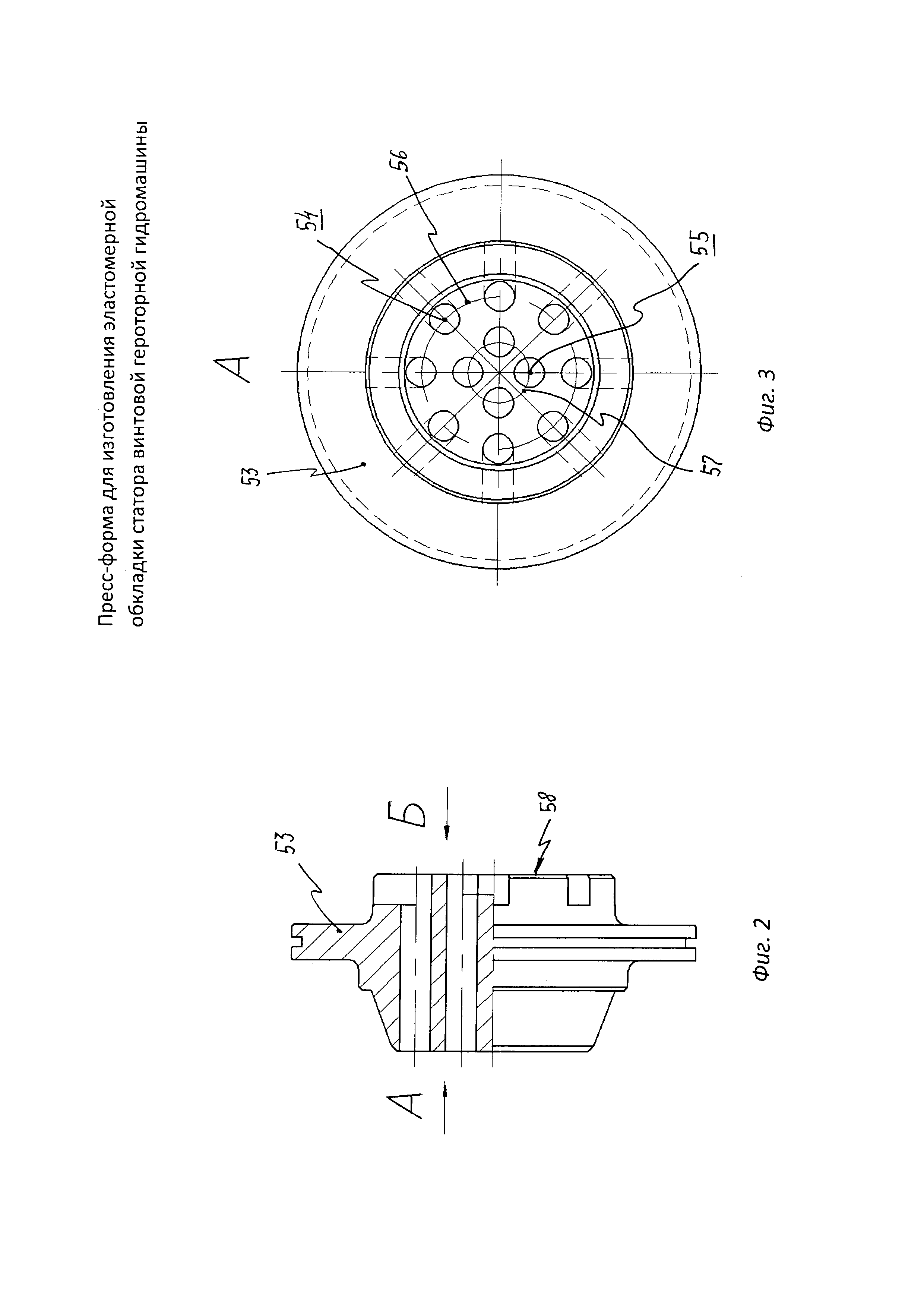
На фиг. 2 изображен смеситель, предназначенный для установки на входе литникового канала сердечника пресс-формы.
На фиг. 3 изображен вид А на фиг. 2 на входной торец смесителя.
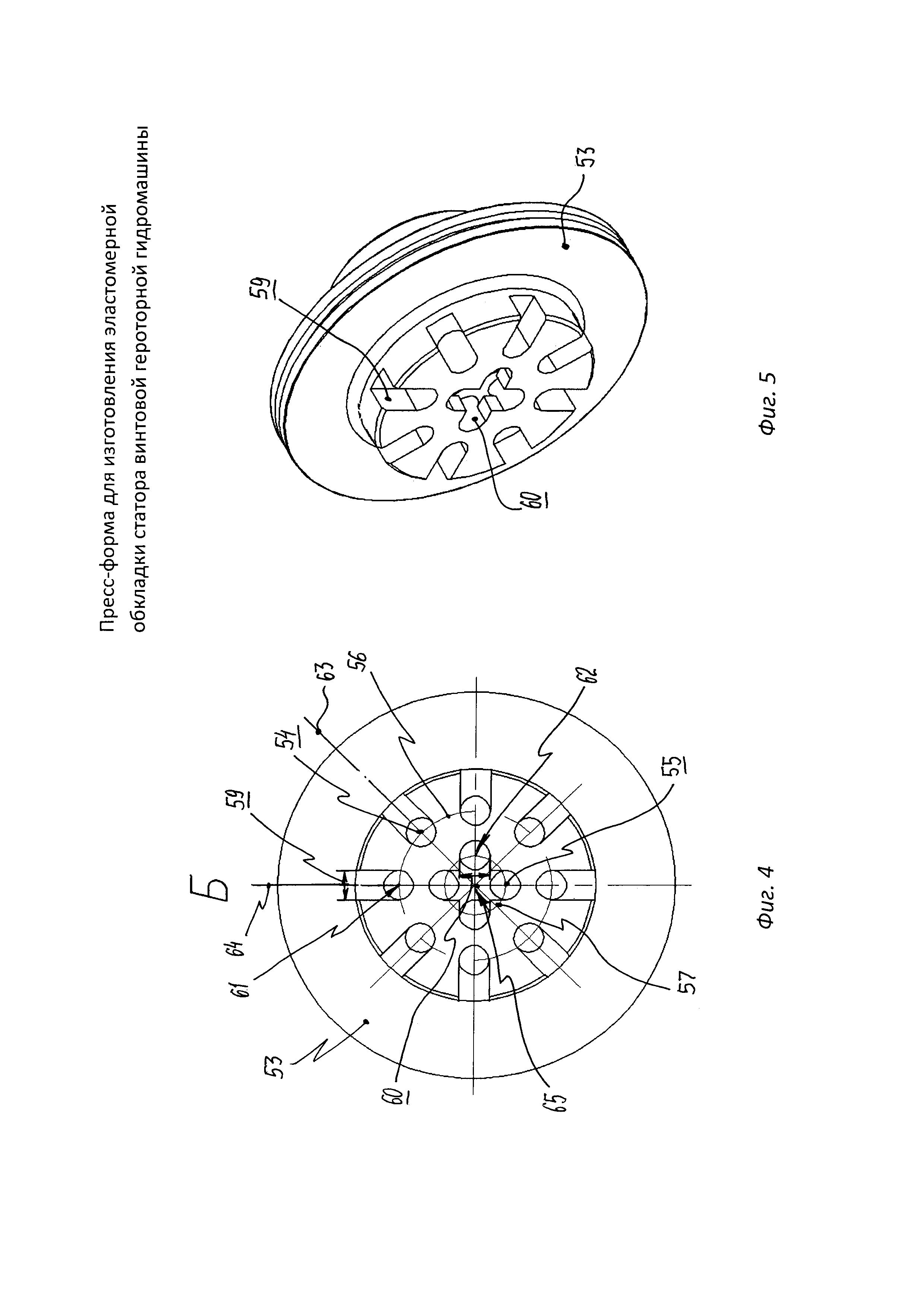
На фиг. 4 изображен вид Б на фиг. 2 на выходной торец смесителя.
На фиг. 5 изображен смеситель, вид со стороны выхода продольных каналов и смесительных радиальных каналов (в аксонометрической проекции).
Пресс-форма для изготовления эластомерной обкладки статора винтовой героторной гидромашины содержит сердечник (пуансон) 1 с винтовыми многозаходными зубьями 2, литниковый (входной) канал 3 и литьевые каналы 4 (выход литьевых каналов 4 расположен во впадинах между винтовыми зубьями 2), выполненные на одной из сторон сердечника 1, две центрирующие втулки 5 и 6, установленные по краям соответственно 7 и 8 сердечника 1, перекрывающую втулку 9, установленную на сердечнике 1 со стороны входного канала 3 и литьевых каналов 4, а также включает трубчатый корпус изготавливаемого статора 10, установленный при помощи центрирующих втулок 5 и 6 концентрично сердечнику 1, образующий с втулками 5, 6, 9 и винтовыми зубьями 2 сердечника 1 формовочную полость 11, при этом одна из центрирующих втулок 6 содержит, по меньшей мере, одно сквозное отверстие 12 для выхода воздуха (и литников эластомера) из формовочной полости 11, изображено на фиг. 1.
Центрирующая втулка 5 выполнена в виде гильзы 13 с поперечной стенкой 14, расположенной на ее торце 15, и центрирующими отверстиями 16 и 17 в поперечной стенке 14 для установки гильзы 13 по торцовому краю 7 на поверхности 18 сердечника 1 и/или на перекрывающей втулке 9, на поверхности 19 концентрично сердечнику 1, при этом торцовый край 20 наружной поверхности 21 корпуса статора 10 установлен в гильзе 13 с внутренним диаметром 22 концентрично сердечнику 1, торец 23 трубчатого корпуса статора 10 расположен в поперечной плоскости 24 сердечника 1, проходящей через места выхода 25 литьевых каналов 4, изображено на фиг. 1.
Центрирующая втулка 6 выполнена в виде гильзы 26 с поперечной стенкой 27, расположенной на ее торце 28, и центрирующим отверстием 29 в поперечной стенке 27 для установки гильзы 26 по торцовому краю 30 наружной поверхности 21 корпуса статора 10 на диаметре 31 сердечника 1 концентрично сердечнику 1, торцовый край 30 наружной поверхности 21 корпуса статора 10 установлен в гильзе 26 с внутренним диаметром 32 концентрично сердечнику 1, а торец 33 корпуса статора 10 скреплен с упором в поперечную стенку 27 гильзы 26, расположенной со стороны 8, противоположной литниковому (входному) каналу 3 и литьевым каналам 4, изображено на фиг. 1.
На перекрывающей втулке 9 между торцом 23 корпуса статора 10 и торцом 34 поперечной стенки 14 гильзы 13 установлена уплотнительная втулка 35, содержащая кольцевую канавку 36 и размещенное в ней эластомерное кольцо 37, контактирующее с внутренней поверхностью 38 трубчатого корпуса статора 10, а между поперечной стенкой 14 гильзы 13 и уплотнительной втулкой 35, например, в канавке 39 поперечной стенки 14 гильзы 13, установлено второе эластомерное кольцо 40, изображено на фиг. 1, 2.
На торце 41 перекрывающей втулки 9 со стороны формовочной полости 11 выполнена кольцевая канавка 42, образующая в месте выхода 25 литьевых каналов 4 острую кольцевую кромку 43, изображено на фиг. 1.
Сердечник 1 выполнен с внутренней тупиковой полостью 44, вход 45 которой расположен со стороны края 8, противоположного литниковому (входному) каналу 3 и литьевым каналам 4, а торец 46 внутренней тупиковой полости 44 расположен в поперечной плоскости 24 сердечника 1, проходящей через места выхода 25 литьевых каналов 4, изображено на фиг. 1.
Сквозные резьбовые отверстия 12 для выхода воздуха (и "облоя" резиновой смеси) из формовочной полости 11 выполнены в поперечной стенке 27 гильзы 26, расположенной со стороны 8, противоположной литниковому (входному) и литьевым каналам, соответственно 3 и 4, изображено на фиг. 1.
Центрирующая втулка 5, выполненная в виде гильзы 13 с поперечной стенкой 14, расположенной на ее торце 15, и центрирующими отверстиями 16 и 17 в поперечной стенке 14 для установки гильзы 13 по торцовому краю 7 на поверхности 18 сердечника 1 и/или на перекрывающей втулке 9, на диаметре 19 концентрично сердечнику 1, закреплена резьбовой гайкой 47 со стороны края 7 сердечника 1, изображено на фиг. 1.
Центрирующая втулка 6, выполненная в виде гильзы 26 с поперечной стенкой 27, расположенной на ее торце 28, и центрирующим отверстием 29 в поперечной стенке 27 для установки гильзы 26 по торцовому краю 30 наружной поверхности 21 корпуса статора 10, закреплена резьбовой гайкой 48 со стороны края 8 сердечника 1, изображено фиг. 1.
На входе 49 литникового канала 3 сердечника 1, по существу на торце 50 и внутренней поверхности 51 литникового канала 3 сердечника 1, установлен и закреплен при помощи резьбовой замковой гайки 52 смеситель 53, содержащий множество сквозных продольных отверстий 54, 55, равномерно расположенных по окружности, соответственно, 56 и 57 концентрично литниковому каналу 3 сердечника 1, а на торце 58 смесителя 53, обращенном к входу литьевых каналов 4 сердечника 1, каждое продольное сквозное отверстие, по существу, отверстия 54 наружного контура окружности 56, а также отверстия 55 внутреннего контура окружности 57 в смесителе 53 снабжено собственным смесительным радиальным каналом, соответственно, 59 и 60, проходящем через центр, соответственно 61, 62 сквозного продольного отверстия, соответственно, 54 и 55 смесителя 53 в радиальном направлении, соответственно, 63, 64 от центра 65 литьевого (входного) канала 3 сердечника 1, при этом поз.66 -направление подачи резиновой смеси в литьевой (входной) канал 3, изображено на фиг. 1, 2, 3, 4, 5.
Ниже представлен лучший вариант изготовления эластомерной обкладки статора для винтового героторного гидравлического двигателя ДРУ-240РС с горизонтальной установкой пресс-формы, изображенной на фиг. 1.
Заливка резины в пресс-форму осуществляется в литьевой машине Desma (Klockner Desma Elastomertechnik GmbH, DE).
Центрирующую втулку, 5 выполненную в виде гильзы 13 с поперечной стенкой 14, расположенной на ее торце 15, и центрирующими отверстиями 16 и 17 в поперечной стенке 14 для установки гильзы 13 по торцовому краю 7 на поверхности 18 сердечника 1 и/или на перекрывающей втулке 9, на поверхности 19 концентрично сердечнику 1, закрепляют резьбовой гайкой 51 со стороны края 7 сердечника 1.
На входе 49 литникового канала 3 сердечника 1, по существу на торце 50 и внутренней поверхности 51 литникового канала 3 сердечника 1, устанавливают и закрепляют при помощи резьбовой замковой гайки 52 смеситель 53, содержащий множество сквозных продольных отверстий 54, 55, равномерно расположенных по окружности, соответственно, 56 и 57 концентрично литниковому каналу 3 сердечника 1, а на торце 58 смесителя 53, обращенном к входу литьевых каналов 4 сердечника 1, каждое продольное сквозное отверстие, по существу, отверстия 54 наружного контура окружности 56, а также отверстия 55 внутреннего контура окружности 57 в смесителе 53 снабжено собственным смесительным радиальным каналом, соответственно, 59 и 60, проходящем через центр, соответственно 61, 62 сквозного продольного отверстия, соответственно, 54 и 55 смесителя 53 в радиальном направлении, соответственно, 63, 64 от центра 65 литьевого (входного) канала 3 сердечника 1.
Центрирующую втулку 6, выполненную в виде гильзы 26 с поперечной стенкой 27, расположенной на ее торце 28, и центрирующим отверстием 29 в поперечной стенке 27 для установки гильзы 26 по торцовому краю 30 наружной поверхности 21 корпуса статора 10, закрепляют резьбовой гайкой 52 со стороны края 8 сердечника 1.
Пресс-форму устанавливают в литьевую машину Desma (Klockner Desma Elastomertechnik GmbH, DE).
При заливке резиновой обкладки статора в литьевых камерах литьевой машины выдерживается определенное давление и температура, применяется резина марки R1 (Klockner Desma Elastomertechnik GmbH, DE), параметры резиновой смеси в литьевой машине контролируются компьютером.
Разогретая упруго-вязкая резиновая смесь (упруго-вязкая жидкость) поступает в смеситель 53, содержащий множество сквозных продольных отверстий 54, 55, равномерно расположенных по окружности, соответственно, 56 и 57 концентрично литниковому каналу 3 сердечника 1, а на торце 58 смесителя 53, обращенном к входу литьевых каналов 4 сердечника 1, каждое продольное сквозное отверстие, по существу, отверстия 54 наружного контура окружности 56, а также отверстия 55 внутреннего контура окружности 57 в смесителе 53 снабжено собственным смесительным радиальным каналом, соответственно, 59 и 60, проходящим через центр, соответственно 61, 62 сквозного продольного отверстия, соответственно, 54 и 55 смесителя 53 в радиальном направлении, соответственно, 63, 64 от центра 65 литьевого (входного) канала 3 сердечника 1, вследствие этого в литниковом канале 3 обеспечивается дополнительный разогрев, дополнительное перемешивание и более однородная по химическому составу упруго-вязкая резиновая смесь, поступающая в литьевые каналы 4 сердечника 1 пресс-формы.
Далее потоки резины в направлении 66 в литьевых каналах 4 дросселируются перекрывающей втулкой 9, на торце 41 которой со стороны формовочной полости 11 выполнена концентричная кольцевая канавка 42, образующая в месте выхода 25 литьевых каналов 4 острую кольцевую кромку 43.
После выхода из литьевых каналов 4 резиновая смесь расширяется и формируется во впадинах между винтовыми многозаходными зубьями 2 сердечника 1.
Фронтовая часть потоков резиновой смеси ограничивается в радиальном направлении перекрывающей втулкой 9 и заполняется винтовыми потоками, по существу, направляемыми поверхностью винтовых многозаходных зубьев 2 сердечника 1 в формовочной полости 11, образованной внутренним диаметром 38 трубчатого корпуса изготавливаемого статора 10, установленного на центрирующей втулке 5, выполненной в виде гильзы 13 с поперечной стенкой 14, расположенной на ее торце 15, и центрирующими отверстиями 16 и 17 в поперечной стенке 14 для установки гильзы 13 по торцовому краю 7 на диаметре 18 сердечника 1 и/или на перекрывающей втулке 9, на диаметре 19 концентрично сердечнику 1, а также на центрирующей втулке 6, выполненной в виде гильзы 26 с поперечной стенкой 27, расположенной на ее торце 28, и центрирующим отверстием 29 в поперечной стенке 27 для установки гильзы 26 по торцовому краю 30 наружной поверхности 21 корпуса статора 10, на диаметре 31 сердечника 1 концентрично сердечнику 1, с равномерной эпюрой скоростей и давлений по всей длине сердечника 1 до упора в поперечную стенку 27 гильзы 26, расположенной со стороны 8, противоположной входному каналу 3 и литьевым каналам 4. При движении потоков резиновой смеси происходит полное заполнение формующей полости 11, по существу, до упора в поперечную стенку 27 гильзы 26, расположенной со стороны 8, противоположной входному каналу 3 и литьевым каналам 4, а воздух из формовочной полости 11 дросселируется в приподнятой части пресс-формы через сквозные каналы 12 для выхода воздуха (и "облоя" резиновой смеси) из формовочной полости 11, выполненные в поперечной стенке 27 гильзы 26, расположенной со стороны 8, противоположной входному и литьевым каналам, соответственно 3 и 4.
Таким образом, обеспечивается равномерное (в поперечном сечении) давление при заливке резиновой смеси, при этом прекос переднего торца резины при заливке по мере продвижения массы резины, а также прогиб сердечника 1 (пуансона) с винтовыми многозаходными зубьями 2 внутри корпуса 10 (остова статора) многократно уменьшается.
Время заливки составляет 15÷25 мин. За счет создания равномерного (в поперечном сечении) давления при заливке и вулканизации резиновой смеси уменьшается неравномерность плотности резины по длине статора.
Пресс-форму снимают из литьевой машины Desma, затем проводят вулканизацию, по существу, в специальной ванне с жидким полимерным теплоносителем.
После вулканизации сердечник 1, выполненный с внутренней тупиковой полостью 48, вход 49 которой расположен со стороны края 8, противоположной входному каналу 3 и литьевым каналам 4, охлаждается хладагентом (водой).
После этого производят разборку пресс-формы и извлечение (в специальной оснастке) сердечника с винтовыми многозаходными зубьями 1 из корпуса статора 10 (остова статора) с отформованной с винтовыми многозаходными зубьями резиновой обкладкой.
С торцов статора производят вырезку кольцевых образцов (резина плюс металл) для подтверждения физико-механических свойств резиновой обкладки в конструкции, например, прочности и связи с металлом при отрыве (ГОСТ 209-75), упругопрочностных свойств при растяжении (ГОСТ 270-75), твердости по ШОР А (ГОСТ 263-75), усталостной выносливости при знакопеременном изгибе с вращением (ГОСТ 10952-75), усталостной выносливости при многократном сжатии (ГОСТ 20418-75), температурного предела хрупкости (ГОСТ 7912-74), стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред (ГОСТ 9.030-74), твердости в международных единицах (от 30 до 100 IRHD, ГОСТ 20403-75), истирания при скольжении (ГОСТ 426-77).
Изобретение обеспечивает повышение физико-механических свойств резиновой обкладки в статоре, вследствие этого повышает энергетические характеристики, ресурс и надежность винтовых героторных гидравлических двигателей, в особенности для проходки протяженных интервалов нефтяных скважин, где ресурс двигателя приобретает решающее значение.
Пресс-форма для изготовления эластомерной обкладки статора винтовой героторной гидромашины, содержащая сердечник с винтовыми многозаходными зубьями, литниковый и литьевые каналы, выполненные на одной из сторон сердечника, две центрирующие втулки, установленные по краям сердечника, перекрывающую втулку, установленную на сердечнике со стороны входного и литьевых каналов, а также включающая трубчатый корпус изготавливаемого статора, установленный при помощи центрирующих втулок концентрично сердечнику, образующий с втулками и сердечником формовочную полость, при этом каждая центрирующая втулка выполнена в виде гильзы с поперечной стенкой, расположенной на ее торце, и центрирующими отверстиями в поперечной стенке для установки гильзы по торцовым краям сердечника и/или на перекрывающей втулке концентрично сердечнику, торцовые края наружной поверхности корпуса статора установлены в гильзах концентрично сердечнику, один торец трубчатого корпуса статора расположен в поперечной плоскости сердечника, проходящей через места выхода литьевых каналов, а другой торец корпуса статора скреплен с упором в поперечную стенку гильзы, расположенной со стороны, противоположной входному и литьевым каналам, отличающаяся тем, что на входе литникового канала сердечника установлен смеситель, содержащий множество сквозных продольных отверстий, равномерно расположенных по окружности концентрично литниковому каналу сердечника, а на торце смесителя, обращенном к входу литьевых каналов сердечника, каждое продольное сквозное отверстие в смесителе снабжено собственным смесительным радиальным каналом, проходящим через центр сквозного продольного отверстия смесителя в радиальном направлении от центра литьевого канала сердечника.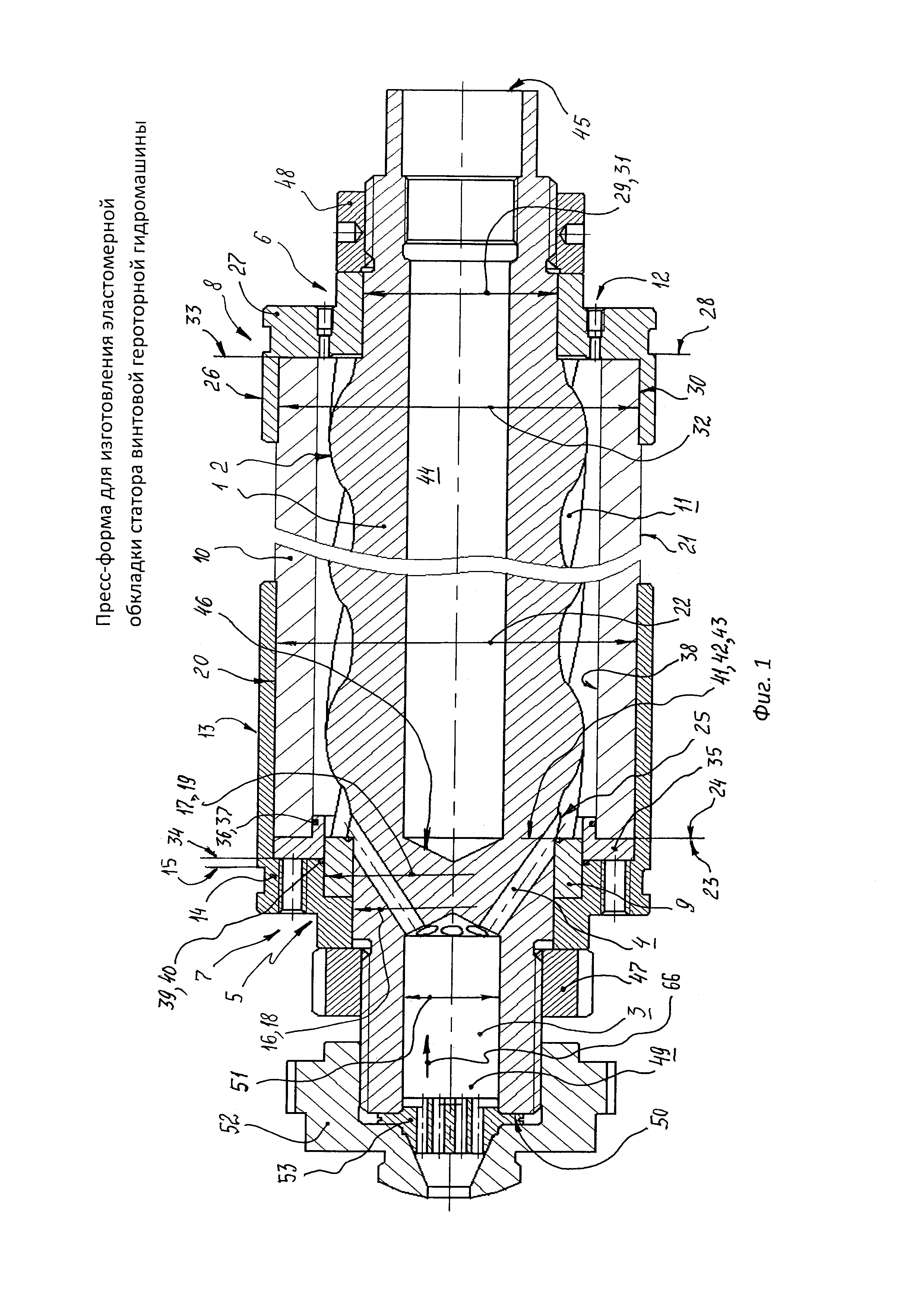
Гидравлический забойный двигатель с алмазной опорой скольжения
Отклоняющее устройство для вырезки окна в обсадной колонне скважины
Стенд для испытаний гидравлических ясов
Видеоэндоскоп для осмотра внутренних поверхностей трубчатых изделий
Фрезерный инструмент для вырезки окна в обсадной колонне скважины
Фрезерный инструмент для вырезки окна в обсадной трубе скважины
Гидравлический забойный двигатель
Гидравлический бурильный яс двухстороннего действия
Уплотнительная манжета
Гидромеханический яс
Установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности в отверстии трубчатой заготовки
Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки
Статор винтовой героторной гидромашины
Статор винтовой героторной гидромашины
Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки
Гидравлический забойный двигатель
Способ гидроструйного удаления эластомерных обкладок в статорах винтовых героторных гидромашин
Гидравлический забойный двигатель
Статор винтовой героторной гидромашины
Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки

