Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ВАКУУМНО-ДУГОВЫМ ИСПАРЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к устройствам для нанесения покрытий вакуумно-дуговым испарением и может быть использовано при производстве триботехнических изделий (подшипники скольжения) и металлорежущего инструмента (сменные многогранные пластины, сверла, фрезы) с функциональными покрытиями, полученными с использованием легированных карбидных соединений.
Известно устройство для нанесения покрытия вакуумно-дуговым испарением, включающее вакуумную камеру, размещенное внутри нее вращающееся основание, дуговой испаритель, состоящий из кольцевого анода, катода-мишени в виде диска и средство формирования магнитного поля в виде кольцевого постоянного магнита, расположенного по окружности перед катодом-мишенью и кольцевого постоянного магнита-соленоида, размещенного соосно катоду-мишени вне вакуумной камеры. Направление намагничивания магнита-соленоида имеет то же направление, что и у кольцевого постоянного магнита. Напряжение смещения прикладывается между катодом-мишенью и кольцевым анодом и/или вращающимся основанием.
(US 2013098881, В23К 9/00, С23С 14/325, опубликовано 25.04.2013)
Недостатком известного устройства, использующего для генерирования магнитного поля постоянный магнит, является низкая управляемость траектории движения сформированного катодного пятна, в частности, скорости и направления его перемещения, что приводит к снижению качества нанесенного покрытия в результате повышенного образования капельной фазы.
Известно устройство для нанесения покрытия вакуумно-дуговым испарением, содержащее катод-мишень, анод, устройство поджига и магнитную систему, состоящую из магнитопровода и двух катушек, расположенных соосно катоду-мишени, при этом электрический ток в катушках имеет противоположное направление, причем в качестве анода используется корпус устройства или установленный соосно катоду-мишени дополнительный электрод, устройство поджига выполнено из электрода поджига и керамической втулки, а также снабжено установленной соосно катоду-мишени электрически изолированной от него и анода нейтральной вставкой.
(RU 2013151829, С23С 14/35, опубликовано 27.05.2015)
Недостатком известного устройства является использование в качестве анода корпуса, в котором размещены все элементы устройства, что приводит к неблагоприятному для процесса испарения катода искажению линий магнитного поля, ведущее к снижению качества наносимого покрытия в результате повышенного образования капельной фазы. Кроме того, устройство достаточно сложно в эксплуатации, что связано с трудоемкостью монтажа катода-мишени и обеспечения его температурного режима эксплуатации.
Наиболее близким по технической сущности является устройство для нанесения покрытия вакуумно-дуговым испарением, включающее вакуумную камеру, систему доступа к ее внутреннему объему, систему подачи газа, систему управления и систему нанесения покрытия, включающую размещенный снаружи на корпусе вакуумной камеры съемный дуговой испаритель, содержащий водоохлаждаемый катод-мишень в виде диска, размещенный перед ним дисковый анод, устройство поджига дуги в виде электрода, размещенного в теле анода, и двух катушек постоянного магнитного поля, размещенные соосно катоду-мишени и аноду.
(US 9153422, С23С 14/32, С23С 14/35, опубликовано 06.10.2015)
Недостатком известного технического решения является то, что каждая из катушек обеспечивает поддержание катодного пятна в границах определенной зоны и перемещение катодного пятна осуществляется выбором системой управления одной или другой катушки (или сочетания катушек с постоянным магнитом, также используемым в известном техническом решении). Цилиндрическая форма поверхности кольцевого анода, обращенная к катоду-мишени, не обеспечивает оптимальную форму магнитных силовых линий, генерируемых катушками. Кроме того, известное устройство не обеспечивает необходимый температурный режим катода и трудоемко при осуществлении операций монтажа-демонтажа катода-мишени.
Задачей и техническим результатом изобретения является создание устройства для нанесения покрытия вакуумно-дуговым испарением с использованием съемного дугового испарителя, обеспечивающего снижение трудоемкости операций монтажа-демонтажа катода-мишени, а также требуемый температурный режим работы катода-мишени и высокую скорость перемещения катодного пятна по поверхности катода при оптимальной арочной форме магнитного поля.
Технический результат достигают тем, что устройство для нанесения покрытия вакуумно-дуговым испарением включает вакуумную камеру, систему доступа к ее внутреннему объему, систему подачи газа, систему управления и систему нанесения покрытия, включающую соединяемый с вакуумной камерой фланцевым соединением полый цилиндрический корпус вакуумно-дугового испарителя, который снабжен дополнительным концевым фланцем, причем в теле корпуса выполнены изолированный токоввод электрода поджига, изолированный токоввод кольцевого анода, изолированный токоввод катода-мишени, вход и выход воды системы охлаждения, ввод магнитопровода и токовводы магнитных катушек, а в полости корпуса размещены кольцевой анод, дисковый катод-мишень, держатель катода-мишени, две магнитные катушки постоянного тока, размещенные одна за другой соосно катоду-мишени, отличающийся тем, что торец электрода поджига размещен в зазоре между катодом-мишенью и его держателем, кольцевой анод установлен перед дисковым катодом-мишенью и выполнен с трапецеидальным сечением, катод-мишень соединен герметичной пайкой с диском из никелевой фольги, который также герметичной пайкой соединен с держателем катода-мишени, выполненным в виде кольца и снабженным кольцевым уплотнением с корпусом испарителя, внутренний объем корпуса испарителя за диском из никелевой фольги заполнен циркулирующей водой, ввод которой выполнен через магнитопровод в виде полого цилиндра, проходящий через заглушку, соединенной с дополнительным концевым фланцем, причем на магнитопроводе размещены герметизированные магнитные катушки, питаемых постоянным током противоположного направления.
Технический результат также достигают тем, держатель катода-мишени выполнен из изолирующего немагнитного материала и с одного торца снабжен никелевым покрытием; держатель катода-мишени снабжен изолированным отверстием для прохода электрода поджига; между катодом-мишенью и его держателем выполнен воздушный зазор величиной 0,5-2 мм; корпус испарителя с фланцами, а также заглушка выполнены из немагнитной стали.
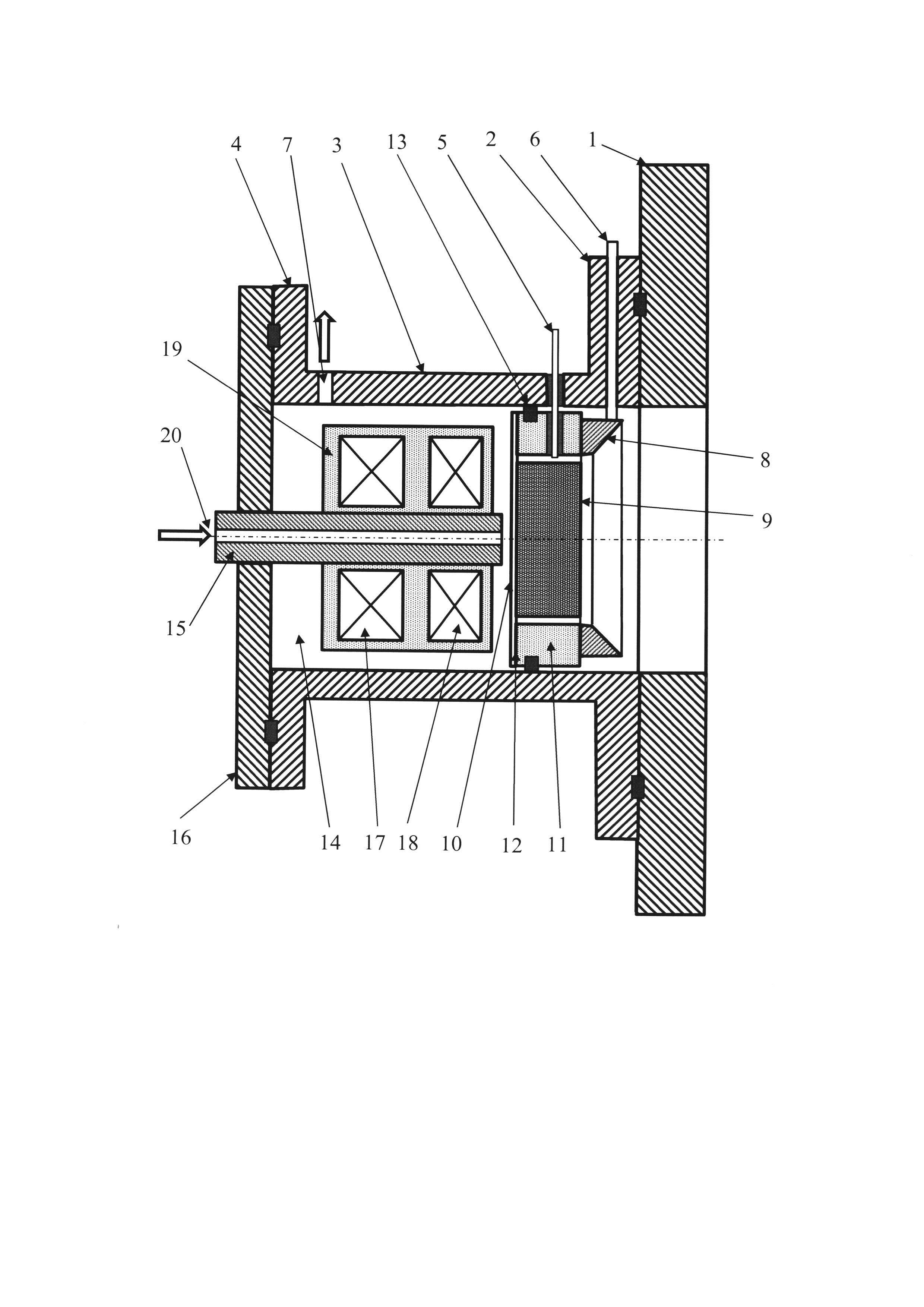
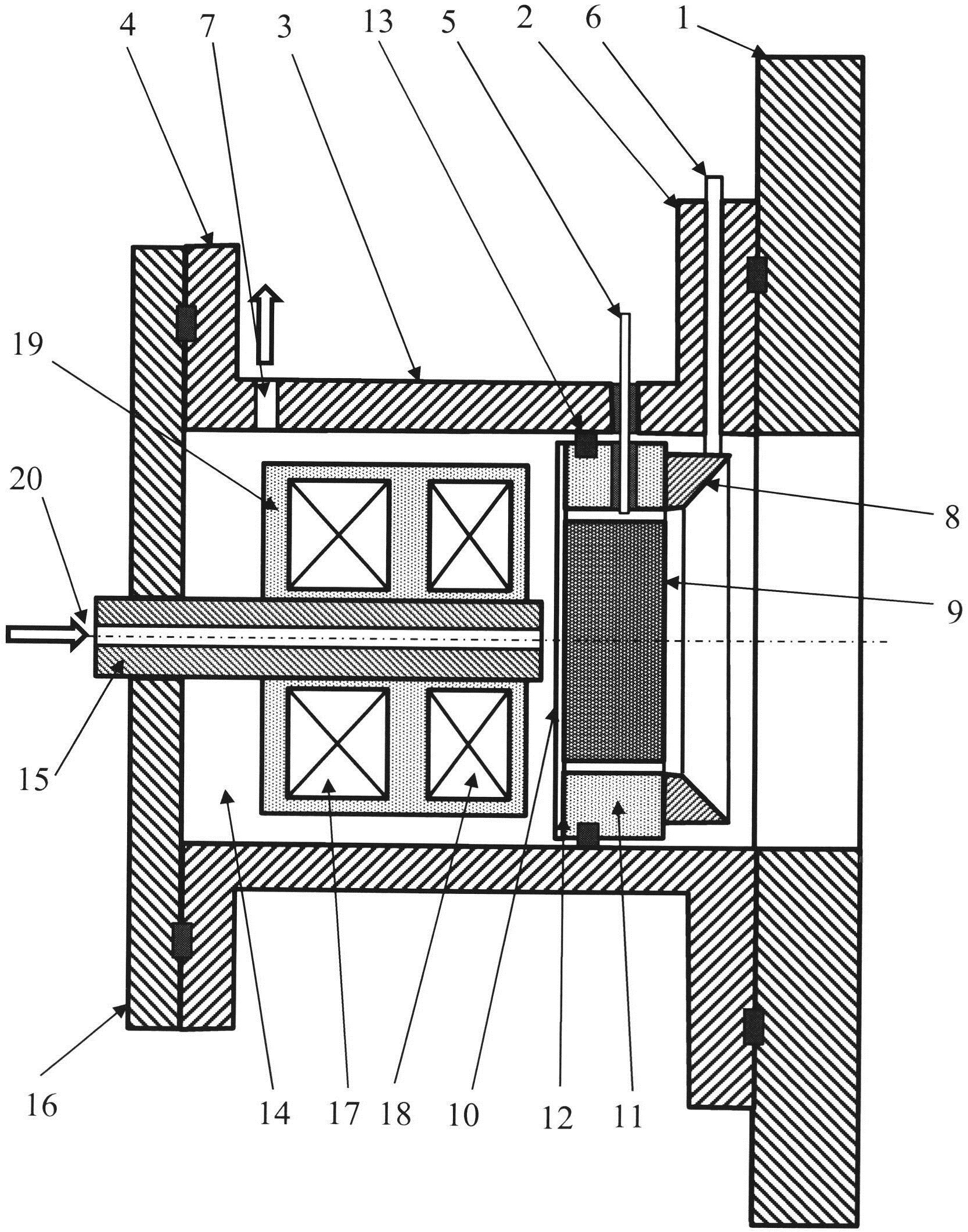
Изобретение может быть проиллюстрировано примером с использованием фигуры, где:
1 - вакуумная камера;
2 - соединительный фланец;
3 - корпус вакуумно-дугового испарителя;
4 - дополнительный концевой фланец;
5 - токоввод и электрод поджига;
6 - токоввод кольцевого анода;
7 - выход воды системы охлаждения;
8 - кольцевой анод трапецеидального сечения вход воды системы охлаждения;
9 - дисковый катод-мишень;
10 - диск из никелевой фольги;
11 - держатель катода мишени;
12 - место герметичной пайки;
13 - кольцевой уплотнитель;
14 - циркулирующая вода;
15 - полый магнитопровод;
16 - заглушка;
17, 18 - магнитные катушки постоянного тока;
19 - герметик магнитных катушек.
Подготовка устройства по изобретению к работе осуществляют в следующей последовательности. На стенку вакуумной камеры 1 с помощью соединительного фланца 2, снабженного кольцевым уплотнением, устанавливают корпус вакуумно-дугового испарителя 3, выполненного в виде полого цилиндра из немагнитной стали, и снабженного с другой стороны дополнительным концевым фланцем 4 из немагнитной стали. В теле корпуса 3 выполнены отверстия для размещения изолированного токоввода электрода поджига 5, изолированного токоввода кольцевого анода 6, выхода воды системы охлаждения 7, изолированный токоввод катода-мишени (не показано), изолированные токоввода магнитных катушек (не показано).
Затем в полости корпуса 3 размещают токоввод кольцевого анода 6, который известными приемами и приспособлениями делают герметичным. После этого к нему подсоединяют кольцевой анод 8, выполненный с трапецеидальными сечением, таким образом, чтобы был сформирован «раструб» (расширение) по направлению от катода-мишени. Угол наклона плоскости анода, образующей расширение, к плоскости дискового катода-мишени 9 составляет 40-60°.
Перед установкой дискового катода-мишени 9 осуществляют следующие операции. К катоду-мишени 9 кольцевым герметичным швом припаивают диск 10 из никелевой фольги. Затем указанный диск 10 также кольцевым герметичным швом припаивают к торцу держателя 11 катода-мишени 9. Поскольку для обеспечения поджига дуги необходимо чтобы держатель 11 был выполнен из изолирующего немагнитного материала, то его торцевую поверхность - место 12 герметичной пайки, известными способами снабжают никелевым покрытием. Затем в кольцевой паз держателя 11 устанавливают кольцевой уплотнитель 13, обеспечивающий разделение объема вакуумной камеры 1 от объема корпуса 3, заполняемого циркулирующей водой 14, и устанавливают держатель 11 с катодом-мишенью 9 внутрь корпуса 3 таким образом, чтобы было возможным через соответствующие отверстия для прохода в корпусе 3 и держателе 11 ввести внутрь корпуса 3 электрод поджига 5 и разместить его торец в воздушном зазоре величиной 0,5-2 мм между катодом-мишенью 9 и его держателем 11. Такое размещение электрода поджига является удобным для монтажа и обеспечивает надежное зажигание дуги для осуществления процесса нанесения покрытия. После этого соединяют катод-мишень 9 (никелевого диска) с токовводом (не показан). Использование паяного соединения катода-мишени 9 и его держателя 11 с помощью диска из никелевой фольги 10 обеспечивает качественное электрическое соединение с системой электропитания и обеспечивает необходимый тепловой режим работы элементов устройства.
Затем в полость корпуса 3 помещают магнитопровод 15 в виде полого цилиндра, проходящего через заглушку 16 из немагнитной стали. На магнитопроводе 15 размещены изолированные с использованием герметика 19 магнитные катушки 17 и 18, питаемые постоянным током противоположного направления. Размещение магнитных катушек соосно катоду-мишени на магнитопроводе обеспечивает создание на поверхности катода-мишени арочного магнитного поля с управляемым положением арки путем изменения величин токов магнитных катушек (их соотношения). Изменение положение катодного пятна на поверхности катода-мишени и управление скоростью изменения положения (изменение скорости изменения токов в катушках) позволяет равномерно вырабатывать материал катода и снизить количество нежелательной капельной фазы в наносимом покрытии.
Через отверстие полого магнитопровода 15 внутрь корпуса 2 поступает вода для охлаждения элементов испарителя и поддержания требуемого теплового режима работы катода-мишени 9. Электрические выводы магнитных катушек соединяют с их токовводами (не показано), выполненными с корпусе 3. После этого заглушку 16 соединяют с дополнительным концевым фланцем 4 и герметизируют внутренний объем корпуса 3 испарителя.
Внутренний объем корпуса 3 испарителя заполняют водой, путем соединения входа 20 и выхода 6 с системой водоснабжения, и подключают токовводы элементов испарителя к соответствующим устройствам электроснабжения и управления, подключают вакуумную камеру 1 к системам вакуумирования и напуска газа. Через систему доступа к внутреннему объему камеры устанавливают изделие для нанесения покрытия.
Использование устройства по изобретению обеспечит снижение капельной фазы в покрытии, например, на основе нитрида титана, в 5 раз по относительной площади, занимаемой каплями, по сравнению с дуговым испарителем с торцевым цилиндрическим катодом такого же диаметра и толщины без магнитного управления катодным пятном двумя магнитными катушками.
Устройство по изобретения обеспечивает достижение поставленного технического результата: снижает трудоемкость операций монтажа-демонтажа катода-мишени, а также требуемый температурный режим работы катода-мишени и высокую скорость перемещения катодного пятна по поверхности катода при оптимальной арочной форме магнитного поля.
Способ производства стали
Теплостойкая и радиационно-стойкая сталь
Способ получения титансодержащих металлических порошков
Теплостойкая и радиационно-стойкая сталь
Модификатор для получения чугуна с шаровидным графитом
Способ определения сдвига критической температуры хрупкости сталей для прогнозирования охрупчивания корпусов реакторов типа ввэр
Жаропрочный сплав на основе никеля для литья сопловых лопаток газотурбинных установок
Хладостойкая сталь
Жаропрочный коррозионно-стойкий сплав на основе никеля для литья крупногабаритных рабочих и сопловых лопаток газотурбинных установок
Жаропрочный сплав на основе никеля для литья рабочих лопаток газотурбинных установок
Многослойное жаростойкое покрытие с градиентом алюминия по толщине
Вакуумно-дуговой способ нанесения покрытия
Вакуумно-дуговой способ нанесения покрытия на рабочее колесо циркуляционного насоса
Способ для оценки потери массы и содержания летучих конденсирующихся веществ при вакуумно-тепловом воздействии на неметаллические материалы в сочетании с высокоэнергетическим излучением и устройство для его осуществления
Многослойное износостойкое термостойкое покрытие

