Результат интеллектуальной деятельности: УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВОЙ ФОРМЫ ДЛЯ ВЫПОЛНЕНИЯ ЛОПАТОЧНЫХ ЭЛЕМЕНТОВ АВИАЦИОННОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ПОСРЕДСТВОМ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области комплексного изготовления лопаточных элементов авиационного газотурбинного двигателя с применением технологии литья по выплавляемым моделям. Каждый лопаточный элемент может представлять собой сектор, содержащий множество лопаток, такой как сектор направляющего аппарата турбины низкого давления, или может представлять собой отдельную лопатку, такую как лопатка подвижного колеса компрессора или турбины.
В частности, изобретение относится к изготовлению оболочковой формы в виде блока моделей, в которую заливают металл для получения лопаточных элементов газотурбинного двигателя.
Изобретение относится ко всем типам авиационных газотурбинных двигателей, в частности, к турбореактивным или турбовинтовым двигателям.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Из уровня техники известно применение технологии литья по выплавляемым моделям для одновременного изготовления нескольких лопаточных элементов авиационного газотурбинного двигателя, таких как подвижные лопатки. Такая технология описана, например, в документе FR 2 985 924.
Следует напомнить, что точное литье по выплавляемым моделям состоит в выполнении модели каждого из требуемых лопаточных элементов из воска, нагнетаемого в инструменты. Соединение этих моделей на разливочных ветвях, тоже выполненных из воска и соединенных с литником из воска, позволяет получить блок моделей, который затем погружают в различные вещества с целью формирования вокруг него керамической оболочковой формы по существу однородной толщины.
Затем процесс продолжают, расплавляя воск, который оставляет при этом точную полость в керамике, в которую заливают расплавленный металл при помощи разливочного стакана, соединенного с литником. После охлаждения металла оболочковую форму разбивают и детали из металла отделяют и завершают их изготовление.
Преимуществом этой технологии является точность размеров, позволяющая сократить и даже исключить некоторые виды механической обработки. Кроме того, она обеспечивает очень хороший внешний вид.
На практике оболочковую форму выполняют не только вокруг восковой модели, но также вокруг разливочного стакана, соединенного с этой моделью. Обычно стакан имеет концевую поверхность, находящуюся на крышке, причем эта поверхность ориентирована вниз во время прохождения через сушильный туннель, в котором затвердевает оболочковая форма. Во время этой сушки весь комплекс, движущийся в туннеле, подвергается действию вибраций. По причине этих вибраций и большой массы части оболочковой формы, перекрывающей крышку стакана, часто происходит падение блоков оболочковой формы. Эти блоки оказываются на полу и требуют удаления, например, при помощи дорогих ленточных конвейеров. В альтернативном варианте для удаления этих блоков из цеха можно применять частые операции уборки. Однако эти операции тоже являются дорогими и могут представлять риски для здоровья, безопасности и окружающей среды (риски SSE).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей изобретение является преодоление по меньшей мере части вышеупомянутых недостатков, связанных с известными техническими решениями.
В связи с этим объектом изобретения прежде всего является способ изготовления оболочковой формы для выполнения посредством литья по выплавляемым моделям множества лопаточных элементов авиационного газотурбинного двигателя, при этом упомянутая оболочковая форма в виде блока моделей содержит множество лопаточных элементов оболочковой формы, каждый из которых предназначен для получения одного из упомянутых лопаточных элементов газотурбинного двигателя, при этом упомянутый способ содержит следующие этапы:
а) выполняют комплекс, вокруг которого будет сформирована оболочковая форма, при этом комплекс содержит восковую модель, а также устройство, предназначенное для последующего формирования стакана для разливки металла, при этом упомянутое устройство имеет концевую поверхность;
b) наносят слой покрытия из горячего воска вокруг по меньшей мере части упомянутого комплекса таким образом, чтобы упомянутый слой покрытия покрывал по меньшей мере часть концевой поверхности устройства, предназначенного для последующего формирования разливочного стакана; затем
с) вокруг упомянутого комплекса формируют оболочковую форму.
Согласно изобретению, между этапами b) и с) способ дополнительно включает в себя осуществление этапа структурирования слоя покрытия, покрывающего упомянутую концевую поверхность, причем этот этап структурирования предназначен для усиления сцепления между этими слоем и формируемой оболочковой формой и включает в себя выполнение впадин и выступов на пока еще мягком слое покрытия.
Таким образом, изобретением предусмотрено структурирование слоя покрытия после его нанесения, чтобы создать рельеф, способствующий лучшему сцеплению оболочковой формы, которая будет сформирована вокруг этого слоя покрытия.
Это позволяет значительно снизить риски падения блоков оболочковой формы. По этой причине можно отказаться от применения дорогих средств удаления упавших на пол блоков, таких как предложенные в известных решениях ленточные конвейеры. Соответственно, снижается стоимость установки, предназначенной для осуществления способа изготовления оболочковой формы.
Кроме того, изобретение имеет по меньшей мере один из следующих факультативных признаков, рассматриваемых отдельно или в комбинации.
Этап структурирования слоя покрытия осуществляют посредством введения множества выступающих элементов в упомянутый еще мягкий слой покрытия, что приводит к формированию упомянутых выступов вокруг выступающих элементов, после извлечения которых остаются впадины, каждая из которых окружена одним из упомянутых выступов.
Выступающие элементы являются шпеньками, предпочтительно с головкой наружной поверхности, имеющей общую форму сферического купола, например, общую форму полусферы.
Соотношение между максимальным наружным диаметром каждого шпенька и наружным диаметром концевой поверхности устройства меньше 20.
Число шпеньков составляет от 3 до 20.
Этап структурирования слоя покрытия осуществляют посредством приложения давления со стороны опоры, содержащей множество выступающих элементов, к указанному еще мягкому слою покрытия. Упомянутое приложение давления осуществляют посредством перемещения упомянутого комплекса к неподвижной опоре. В альтернативном варианте, не выходя за рамки изобретения, можно перемещать опору, которая входит в контакт со слоем покрытия.
Этап формирования оболочковой формы вокруг упомянутого комплекса включает в себя по меньшей мере одну операцию сушки, осуществляемую по меньшей мере частично при ориентированной вниз упомянутой концевой поверхности и предпочтительно с упомянутой оболочковой формой, окружающей комплекс и перемещаемой внутри поста сушки.
Этап формирования оболочковой формы осуществляют путем погружения.
Объектом изобретения является также способ изготовления множества лопаточных элементов авиационного газотурбинного двигателя посредством литья по выплавляемым моделям, причем этот способ включает в себя выполнение оболочковой формы при помощи описанного выше способа, за которым следует литье металла в оболочковую форму.
Другие преимущества и отличительные признаки изобретения представлены в нижеследующем не ограничительном подробном описании.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Это описание представлено со ссылками на прилагаемые чертежи, на которых:
Фиг. 1 - вид в перспективе лопаточного элемента газотурбинного двигателя, получаемого путем осуществления заявленного способа, при этом упомянутый лопаточный элемент представляет собой подвижную лопатку турбины высокого давления.
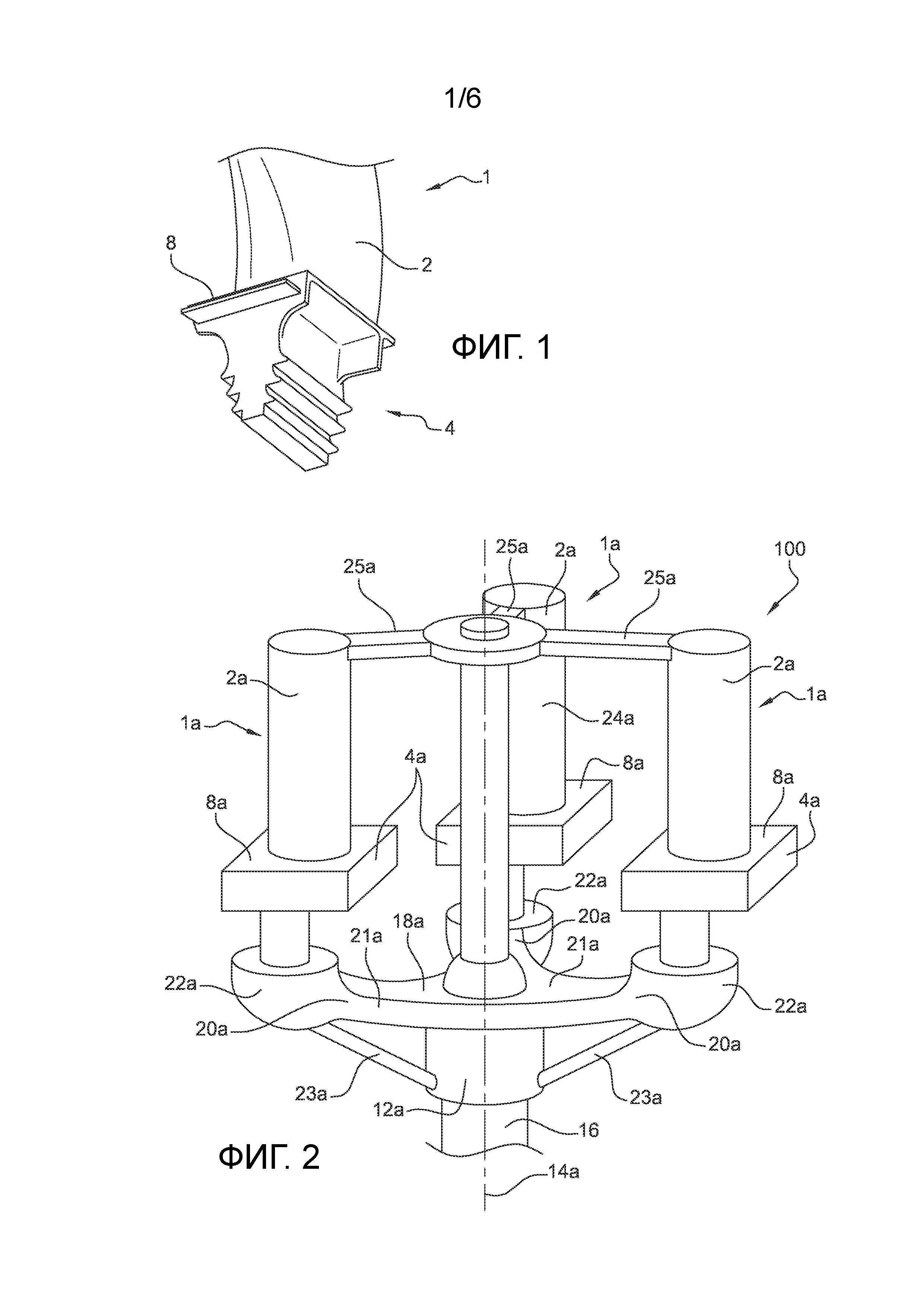
Фиг. 2 - вид в перспективе восковой модели, служащей для изготовления оболочковой формы, предназначенной для выполнения посредством литья по выплавляемым моделям лопаток типа лопатки, показанной на фиг. 1.
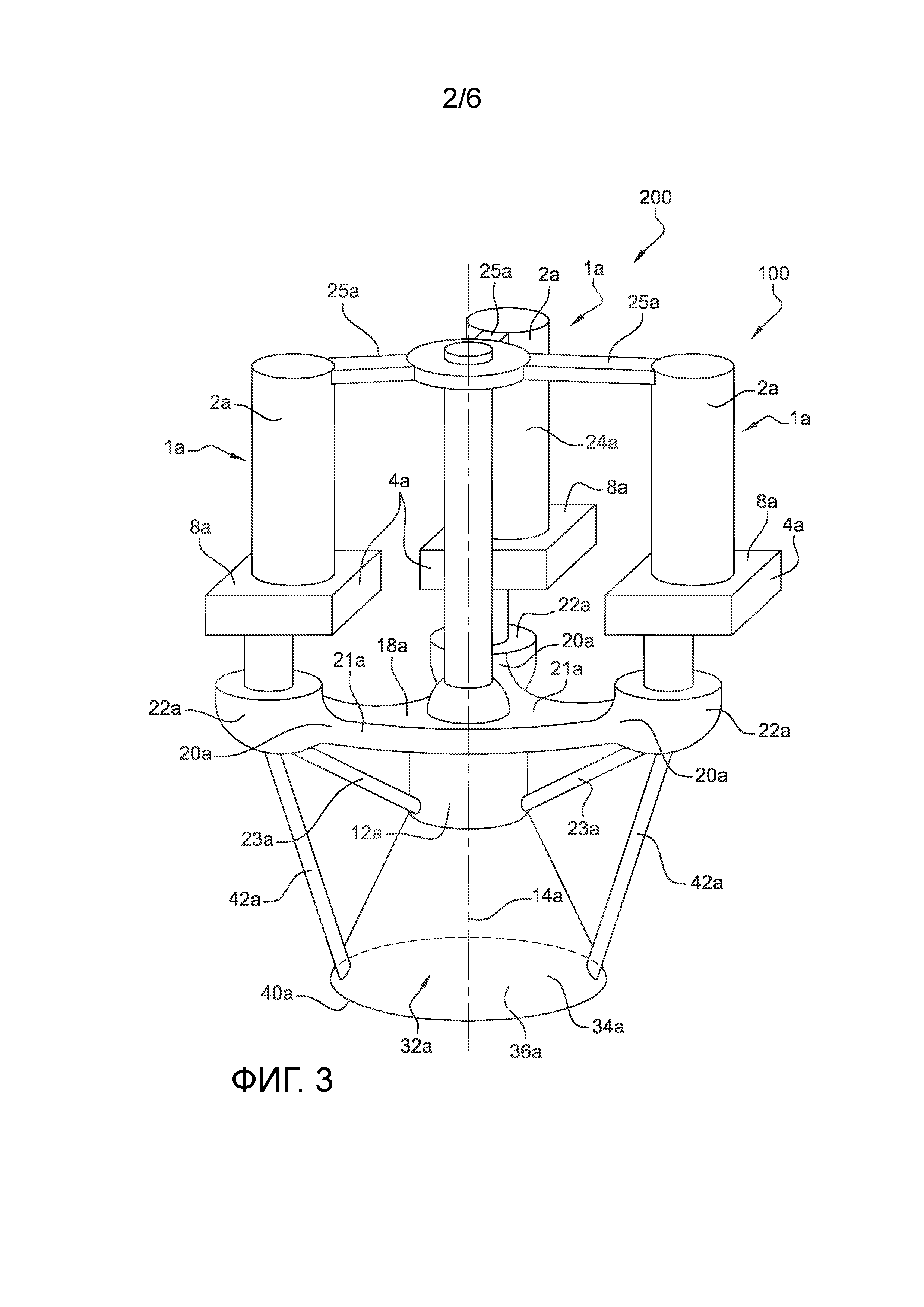
Фиг. 3-10 схематично иллюстрируют различные этапы способа изготовления оболочковой формы.
Фиг. 11 - схематичный вид такой оболочковой формы, полученной при помощи способа изготовления, схематично представленного на предыдущих фигурах.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
На фиг. 1 представлен пример подвижной лопатки 1 турбины высокого давления для авиационного газотурбинного двигателя. Как известно, эта лопатка 1 содержит перо 2, выполненное от конца 4, образующего ножку лопатки и содержащего платформу 8, предназначенную для ограничения главного проточного тракта циркуляции газов.
Задачей изобретения является изготовление подвижной лопатки 1 при помощи оболочковой формы, выполняемой путем применения заявленного способа, предпочтительный вариант которого будет описан ниже со ссылками на фиг. 2-10. Вместе с тем, необходимо отметить, что изобретение можно также применять для изготовления подвижных лопаток компрессора или для изготовления лопаток статора компрессора или турбины, изготавливаемых отдельно или в виде секторов, содержащих несколько лопаток.
Для изготовления оболочковой формы сначала выполняют восковую модель, называемую также репликой, вокруг которой в дальнейшем будет сформирована керамическая оболочковая форма.
На фиг. 2 восковая модель 100 показана в положении, перевернутом относительно положения, в котором впоследствии оболочковую форму будут заполнять металлом. Это перевернутое положение облегчает операцию сборки различных элементов, образующих восковую модель и описанных ниже.
Прежде всего модель 100 содержит литниковый участок для разливки металла, обозначенный позицией 12а. Он имеет форму тела вращения, цилиндрическую или конусную, с центральной осью 14а, которая совпадает с центральной осью всей восковой модели 100. Эта ось 14а ориентирована вертикально и, следовательно, отображает направление высоты. Этот литниковый участок 12а закреплен непосредственно на специальном инструменте 16, над которым он находится.
Верху участок 12а заканчивается концом 18а большего диаметра, от которого в радиальном направлении отходят несколько участков 20а для формирования нескольких разливочных ветвей. В данном случае участки 20а выполнены в количестве трех и распределены на 120° вокруг оси 14а. Каждый участок 20а имеет первый конец 21а, соединенный с расширяющимся концом 18а литникового участка 12а и проходит по прямой или по слегка изогнутой линии до второго конца 22а.
Для каждого участка, образующего ветвь 20а, можно предусмотреть поддерживающее усиление 23а из воска/керамики между литниковым участком 12а и вторым концом 22а участка 20а.
Кроме того, при помощи каждого второго конца 22а крепят восковую реплику 1а турбинной лопатки, показанной на фиг. 1. Таким образом, эта реплика 1а содержит перо 2а, проходящее от конца 4а, образующего ножку лопатки и содержащего платформу 8а. На фиг. 2 реплики 1а лопаток показаны только схематично.
Следует отметить, что в положении на фиг. 3 реплики 1а показаны с ножкой 4а лопатки, направленной вниз относительно пера 2а, но в альтернативном варианте эта ножка 4а может быть направлена вверх таким образом, чтобы после переворачивания оболочковой формы для разливки металла он достигал ножки только после прохождения части, образующей перо.
Восковые лопатки 1а направлены вверх, будучи расположенными вокруг оси 14а, а также вокруг центрального держателя 24а из воска, проходящего вдоль этой же оси от конца 18а литникового участка 12а. Предпочтительно держатель 24а имеет форму стержня с осью 14а, который доходит до уровня вершин 2а пера.
Как показано на фиг. 2а для каждой лопатки 1а из воска предусмотрено поддерживающее усиление 25а из воска/керамики между верхним концом центрального стержня 24а держателя и вершиной пера. Точно так же, поддерживающие усиления из воска/керамики могут соединять между собой смежные вершины пера различных лопаток 1а.
Восковые лопатки 1а образуют периферическую стенку восковой реплики 100. Они отстоят друг от друга в окружном направлении и образуют внутреннее пространство с центром на оси 14а, в котором находится центральный стержень 24а держателя.
Как схематично показано на фиг. 3, после выполнения восковой реплики 100 с ней соединяют устройство 32а, которое в дальнейшем образует стакан для литья металла в оболочковую форму. Устройство 32а содержит конусный элемент 34а с центром на оси 14а, расширяющийся вниз от сечения меньшего размера, соединенного с нижним концом литникового участка 12а. Предпочтительно конусный элемент 34а выполнен полым и закрыт на своем нижнем конце крышкой 36а, наружная поверхность 40а которой образует концевую поверхность устройства 32а. В альтернативном варианте устройство 32а можно выполнить сплошным из воска, который будет впоследствии удален во время выплавления восковой модели 100.
В случае необходимости, между устройством 32а и ветвями 20а можно затем выполнить усилительные элементы 42а.
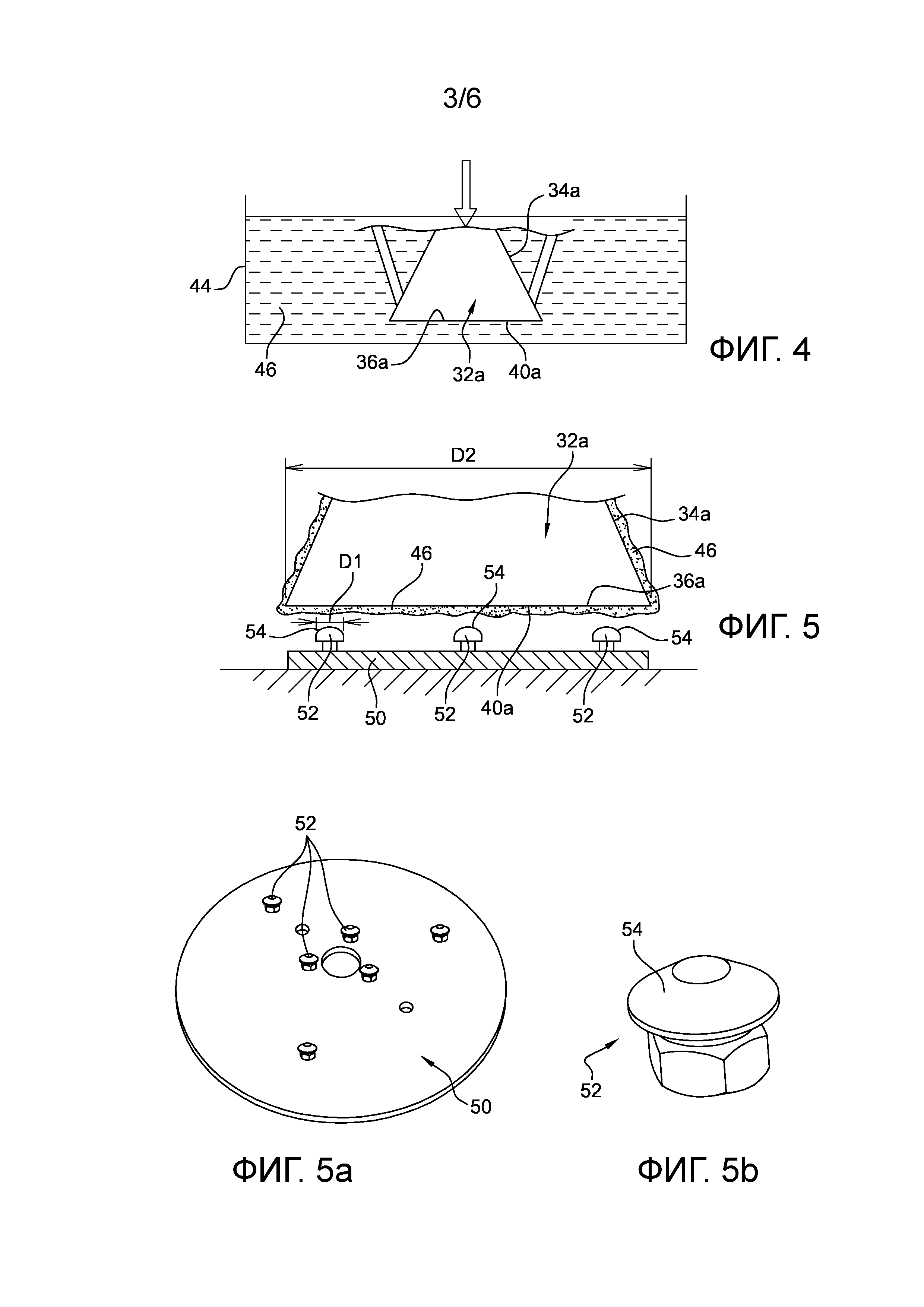
Восковая модель 100 и устройство 200 образуют вместе комплекс 200, вокруг которого будет сформирована оболочковая форма. Вместе с тем, перед этапом формирования оболочковой формы предусмотрен этап нанесения слоя покрытия из горячего воска, как схематично показано на фиг. 4. Этот этап нанесения покрытия называют также ʺdip stealʺ. Во время этого этапа комплекс 200 частично погружают в бак 44 с жидким горячим воском 46, что обеспечивает лучшее сцепление формируемой в дальнейшем оболочковой формы. Например, в данном случае погружение осуществляют таким образом, чтобы погрузить в горячий воск 46 все устройство 32а и, возможно, нижнюю часть восковой модели 100. Таким образом, после этого этапа погружения слой покрытия из горячего воска 46 полностью покрывает концевую поверхность 40а, образованную крышкой 36а устройства 32а, как схематично показано на фиг. 5. Слой покрытия из горячего воска 46 покрывает также наружную поверхность конусного элемента 34а.
Одной из особенностей изобретения является структурирование по меньшей мере слоя 45, покрывающего концевую поверхность 40а, когда этот слой еще остается мягким, то есть до его полного охлаждения.
Для этого предусмотрен инструмент, показанный на фиг. 5, 5а, 5b и 6. Речь одет об опоре 50, на которой выполнено множество выступающих элементов 52 в виде шпеньков, имеющих головку 54 с полусферической поверхностью. Количество этих шпеньков 52, из размер и их расположение определяют в зависимости от потребностей. Например, количество шпеньков 52, выступающих из опоры 50, может составлять от 3 до 20, тогда как соотношение между их наружным диаметром D1 и наружным диаметром D2 крышки предпочтительно меньше 20.
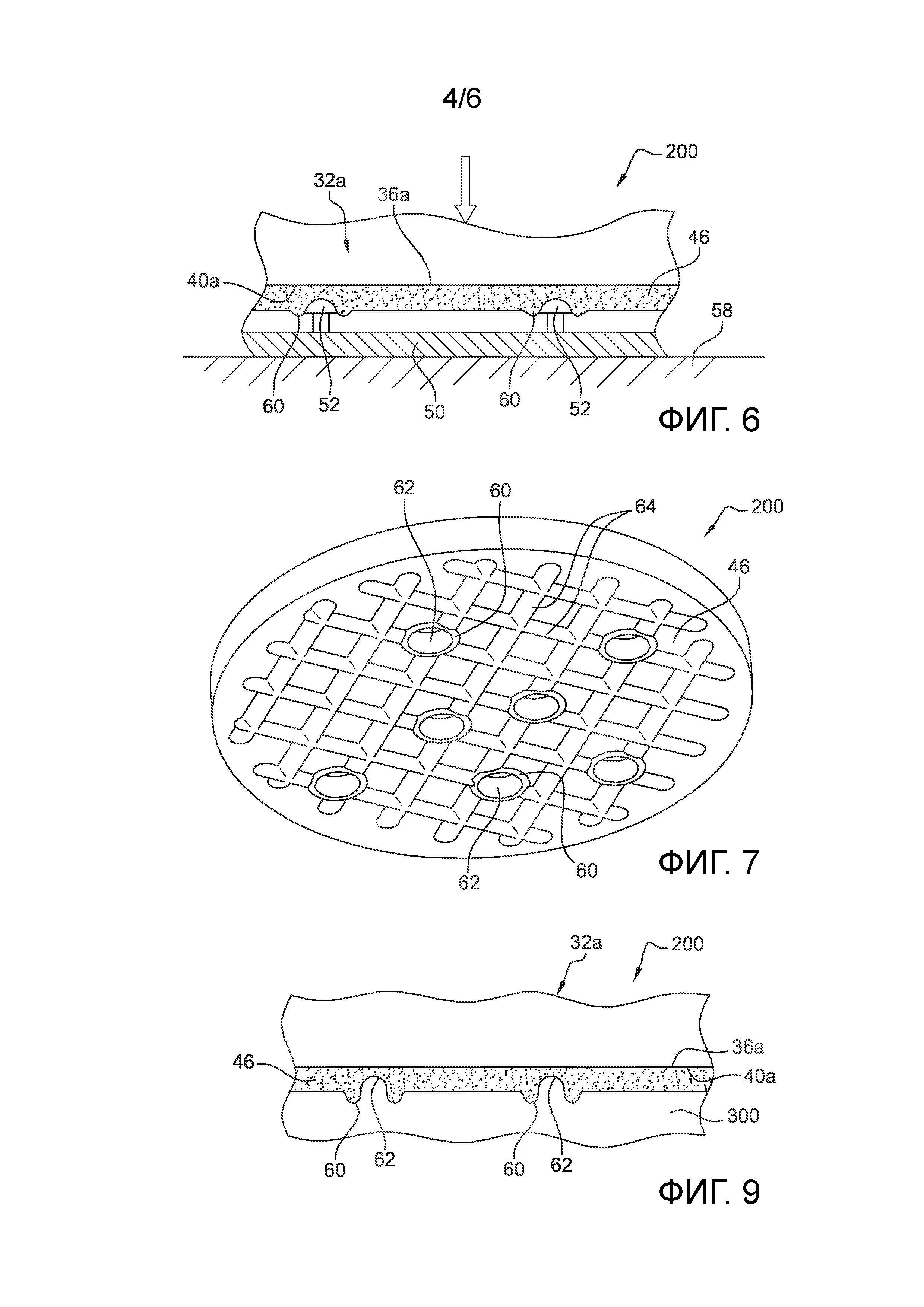
Для осуществления этапа структурирования слоя 46 покрытия комплекс 200 перемещают к опоре 52, которая остается неподвижной на соответствующем посту 58, схематично показанном на фиг. 6. Предпочтительно перемещение комплекса 200 к опоре 50 со шпеньками 52 осуществляют вертикально вниз и с ориентированной горизонтально концевой поверхностью 40а. Вследствие прикладываемого давления шпеньки 52 проникают в слой 46, расталкивая вокруг себя воск. Во время расталкивания вокруг каждого шпенька 52 образуется валик в виде выступа 60. После извлечения шпеньков 52 на их месте остаются впадины 62, показанные на фиг. 7, при этом каждая впадина окружена выступом 60.
Глубина впадин 62 меньше толщины слоя 46 покрытия, поэтому на дне каждой впадины остается воск. Производимое структурирование позволяет при небольших затратах усилить сцепление между слоем 46, покрывающим концевую поверхность 40а крышки 36а, и оболочковой формой, которая будет сформирована в дальнейшем. Это структурирование дополняет возможное первоначальное структурирование концевой поверхности 40а крышки 36а, например, при помощи решетки 64, показанной на фиг. 7. Вместе с тем, необходимо уточнить, что эта решетка 64 покрыта слоем 46 покрытия, который способствует сглаживанию рельефов решетки и, следовательно, снижает способность сцепления. Структурирование в соответствии с изобретением, производимое после нанесения слоя 46 покрытия, позволяет эффективно усилить способность сцепления этого слоя с формируемой в дальнейшем оболочковой формой.
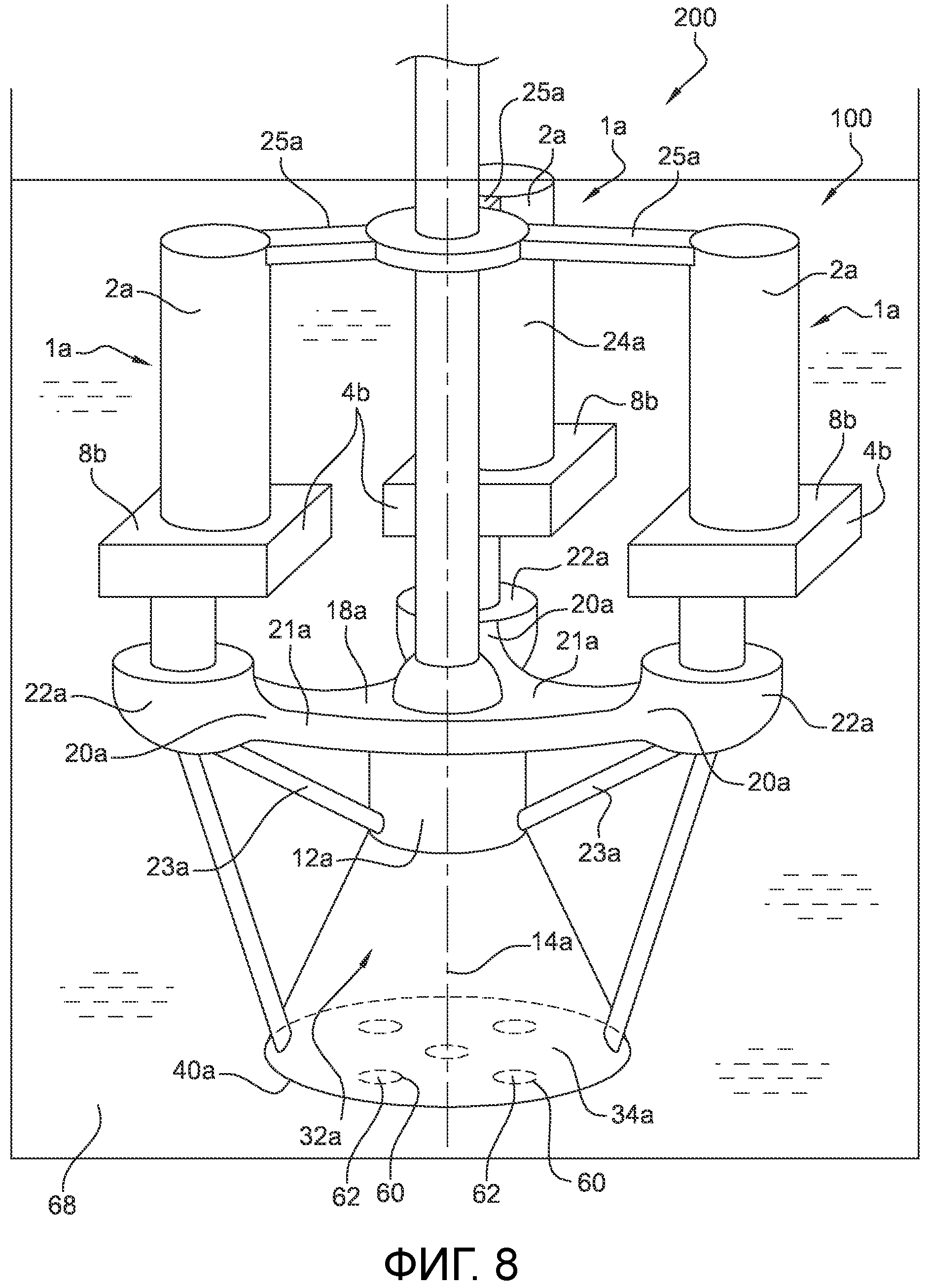
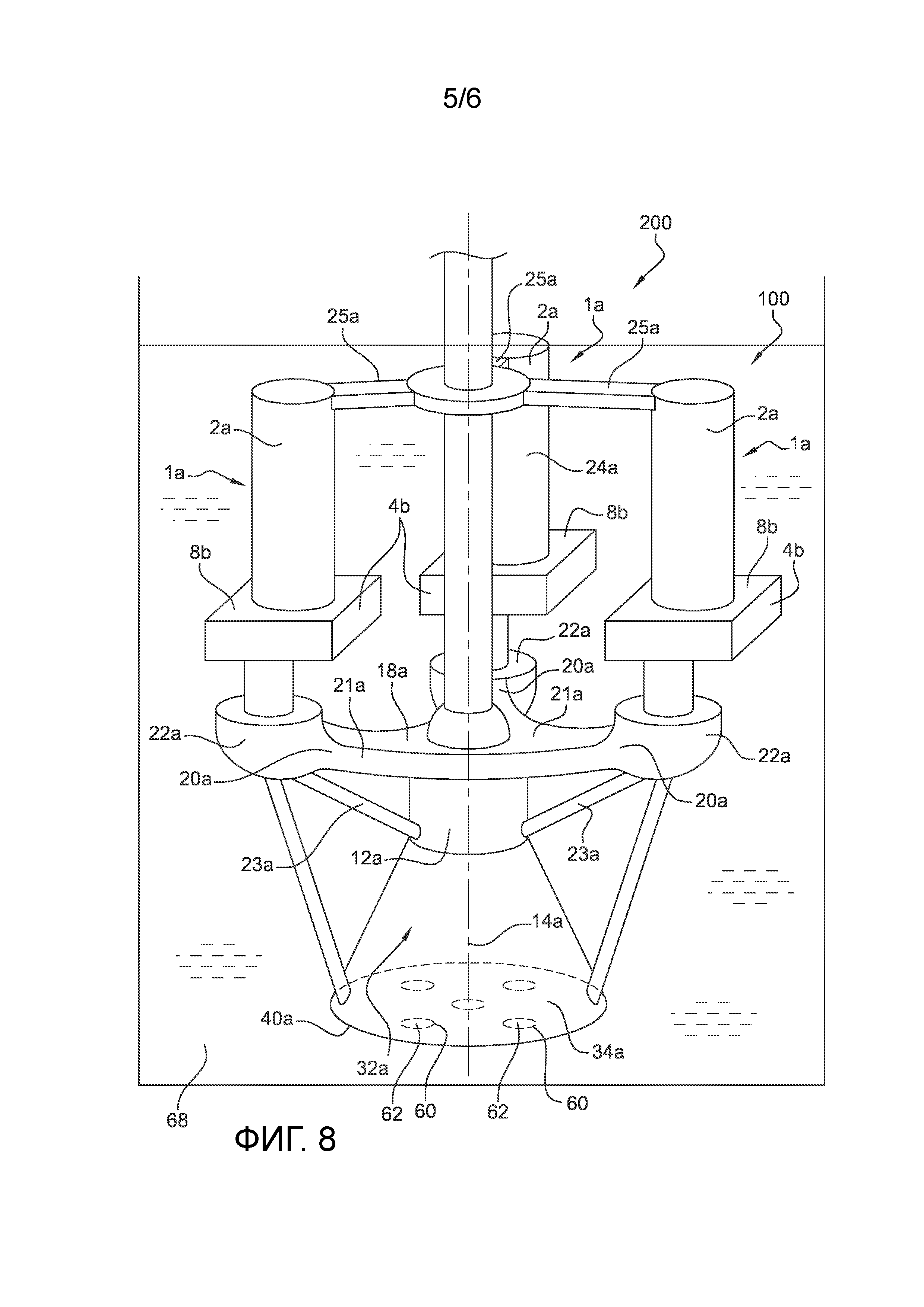
Как показано на фиг. 8 и 9, после этого осуществляют этап формирования оболочковой формы из керамики посредством погружения комплекса 200 в последовательные ванны 68, одна из которых схематично показана на фиг. 8. Этот этап сам по себе известен, и его описание опускается, если не считать того, что во время его осуществления формирующаяся оболочковая форма 300 осаждается во впадины 62 и вокруг валиков 60 слоя 46 покрытия. Эти элементы действуют как точки крепления оболочковой формы, способствуя таким образом ее сцеплению с крышкой 36а.
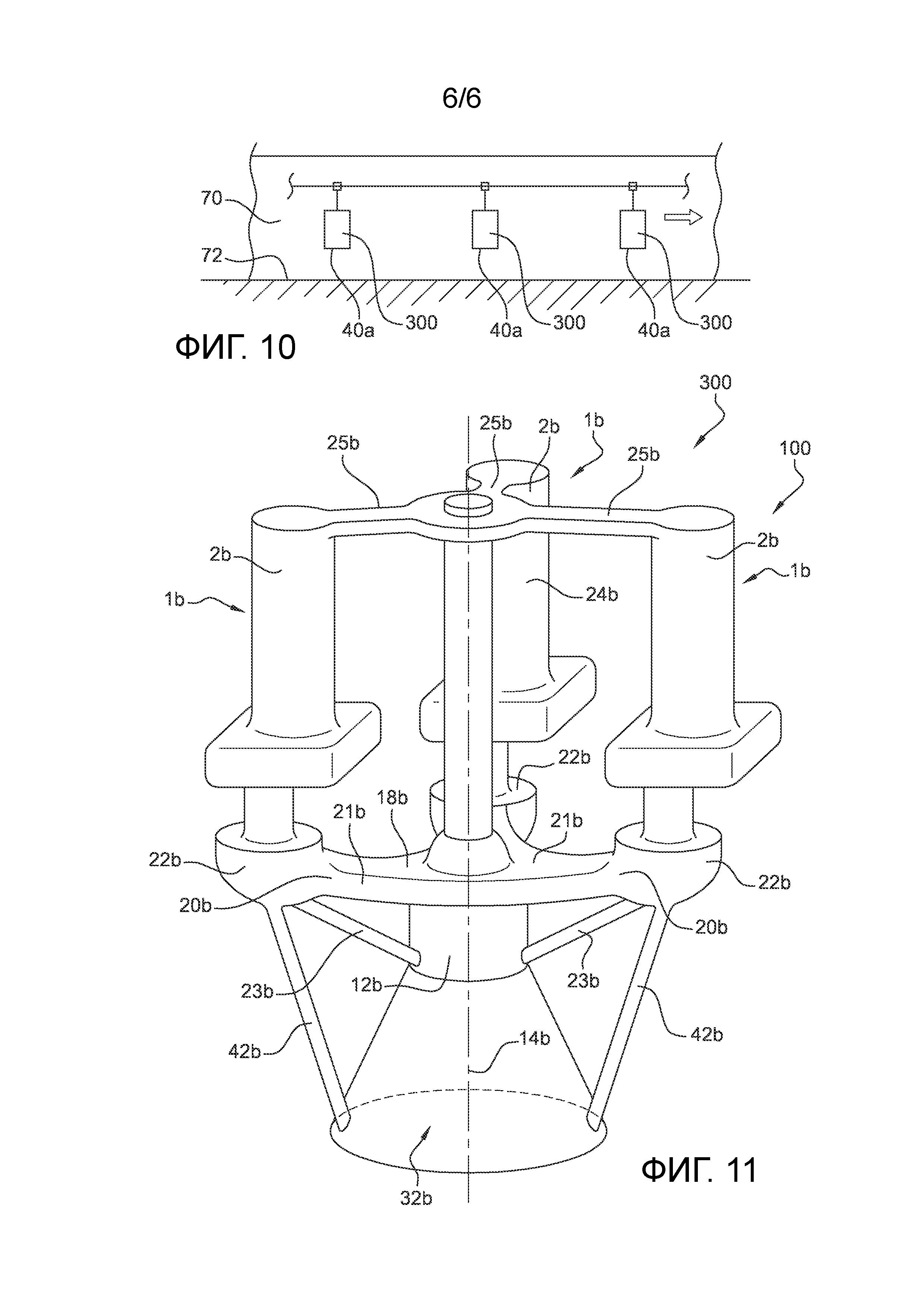
Во время формирования оболочковой формы 300 производят по меньшей мере одну операцию сушки с целью ее затвердевания. Эта операция, схематично показанная на фиг. 10, состоит в перемещении одной или нескольких оболочковых форм 300 внутри поста сушки, называемого также сушильным туннелем 70, при этом оболочковые формы 300 подвешены над полом 72. Во время этого перемещения концевая поверхность 40а крышки ориентирована горизонтально и направлена вниз, при этом риск отделения блоков оболочковой формы значительно снижается за счет структурирования 60, 62, предварительно осуществленного на слое 46 покрытия, покрывающего концевую поверхность 40а.
На фиг. 11 схематично показана оболочковая форма 300, полученная после сушки. Она тоже имеет вид группового блока и, разумеется, содержит элементы, подобные вышеупомянутым элементам восковой реплики 100 и устройства 32а. Далее следует описание этих элементов оболочковой формы, при этом оболочковая форма представлена в положении, перевернутом относительно положения, в котором ее в дальнейшем заполнят металлом.
Прежде всего речь идет о разливочном стакане 32b, затем о литнике для разливки металла, обозначенном позицией 12b. Последний имеет полую форму тела вращения, цилиндрическую или конусную, с центральной осью 14b, которая совпадает с центральной осью оболочковой формы 300. Эта ось 14b ориентирована вертикально и, следовательно, отображает направление высоты.
Литник 12b заканчивается вверху полым концом 18b большего диаметра, от которого в радиальном направлении отходят несколько ветвей 20b разливки металла. Эти ветви 20b в данном случае выполнены в количестве трех и распределены на 120° вокруг оси 14b. Каждая ветвь 20b содержит первый конец 21b, соединенный с расширяющимся концом литника 12b и проходящий по прямой или слегка изогнутой линии до второго конца 22b.
Таким образом, каждая ветвь 20b выполнена полой и образует канал разливки металла после удаления воска 20а. В данном случае между литниковым участком 12b и вторым концом 22b каждой ветви 20b предусмотрено поддерживающее усиление 23b.
Начиная от каждого второго конца 22b, отходит лопаточный элемент 1b оболочковой формы. Эти элементы 1b называются лопаточными, так как после удаления восковой реплики 1а каждый из них образует внутри полость, соответствующую одной из лопаток 1.
Так, лопаточный элемент 1b, называемый также лопаткой оболочковой формы, содержит часть 2b, относящуюся к перу и ограничивающую смежные полости для перьев, причем эта часть 2b проходит от конца 4b, образующего ножку лопатки и содержащего платформу 8b. На фиг. 11 лопатки 1b оболочковой формы показаны только схематично.
Таким образом, лопаточные элементы 1b проходят вверх, будучи расположенными вокруг оси 14b, а также вокруг центрального держателя 24b, выполненного вдоль этой же оси от конца 18b литника 12b. Предпочтительно держатель 24b имеет форму полого цилиндра с осью 14b, который доходит до уровня концов 6b лопаточных элементов 1b.
Кроме того, для каждого лопаточного элемента 1b можно предусмотреть поддерживающее усиление 25b между верхним концом центрального стержня 24b держателя и вершиной пера. Точно так же, поддерживающие усиления из воска/керамики (не показаны) могут соединять между собой смежные вершины пера различных лопаток 1b оболочковой формы. Наконец, усилительные элементы 42b выполнены между стаканом 32b и разливочными ветвями 20b.
После получения оболочковой формы 300 и удаления заключенной в ней восковой реплики 100, а также удаления крышки, первоначально закрывающей стакан, оболочковую форму нагревают до высокой температуры в соответствующей печи, например, до 1150°С, чтобы способствовать текучести металла в оболочковой форме во время литья.
После нагрева оболочковой формы металл, выходящий из плавильной печи, заливают в полости при помощи показанного стакана 32b, при этом оболочковая форма находится в положении, перевернутом относительно положения, показанного на фиг. 11, то есть со стаканом 32b, открытом вверх, и с осью 14b, по-прежнему ориентированной вертикально.
Таким образом, расплавленный метал последовательно проходит под действием собственной тяжести через стакан 32b, литник 12b, разливочные ветви 20b, затем попадает в лопаточные элементы 1b. Необходимо отметить, что перед литьем предпочтительно конец центрального держателя 24b закрывают, чтобы не заполнять его металлом, и разливаемый металл проходит через ветви 20b, после чего поступает в лопаточные элементы 1b. Усиления 23b, 25b, 42b предпочтительно выполнены сплошными из керамики, то есть через них не проходит расплавленный металл во время литья в оболочковую форму 300.
После охлаждения металла оболочковую форму разбивают, затем подвижные лопатки 1 отделяют от группового блока для возможной механической обработки и для операций чистовой обработки и контроля.
Разумеется, специалист в данной области может вносить различные изменения в изобретение, которое было описано исключительно в виде не ограничительных примеров.
Вентиляторный модуль с лопастями с переменным углом установки
Способ сверления отверстия в детали из электропроводящего материала
Усовершенствованное противопожарное устройство, предназначенное для установки между концом подкоса крепления газотурбинного двигателя летательного аппарата и капотом газотурбинного двигателя, ограничивающим отсек промежуточного потока
Способ получения металлического лопаточного элемента для авиационной турбомашины
Лопатка газотурбинного двигателя с правилом максимальной толщины с большим запасом прочности при флаттере
Литниковая система питания изложницы расплавленным металлом, установка и способ изготовления с ее применением
Устройство регулирования расхода рабочего тела для электрического ракетного двигателя
Способ выполнения лопатки авиационного газотурбинного двигателя посредством аддитивного изготовления
Отбор мощности на каскаде нд и система удаления обломков
Движительная система для летательного аппарата

