Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления многокомпонентной части транспортного средства и к приспособлению для направления воздуха для применения в таком способе.
Известно, что для уменьшения веса транспортного средства и, следовательно, расхода им топлива в производстве транспортных средств используют особенно легкие материалы. Это приводит к тому, что, в частности, внешние части автомобильного транспортного средства производят из легких конструкционных материалов. Это касается и низа кузова транспортного средства. В случае спортивных транспортных средств к внешним частям транспортного средства часто прикрепляют приспособления для направления воздуха, например, системы спойлеров. Для прикрепления таких систем спойлеров к частям, выполненным из легких конструкционных материалов, обычно выполняют винтовое соединение или заклепочное соединение. В частности, это применяют в случае так называемых материалов LWRT, которые также называют легкими армированными термопластами. Они содержат термопластичную матрицу, в которой заделаны армирующие стеклянные волокна или волокна из других материалов. Такие материалы LWRT обычно нагревают в виде пластинчатых заготовок и затем подвергают деформированию, в котором нагретый материал LWRT прессуют с приданием ему требуемой, окончательной трехмерной формы.
Недостаток известных решений заключается в том, что после прессования элементы из композиционного материала, в частности элементы из LWRT, необходимо соединить с соответствующими приспособлениями для направления воздуха на дополнительном этапе. Это приводит к дополнительным трудозатратам при установке и, следовательно, к более высоким производственным расходам. Еще одним недостатком является то, что из-за соединительных средств в виде винтов или заклепок дополнительно необходимо множество деталей. Не меньшее значение имеет то, что для обеспечения необходимой механической устойчивости в этих областях применения необходима усиленная конфигурация, так что из-за этой усиленной конфигурации следует ожидать опять же более высокого использования материалов и большего веса.
Задача настоящего изобретения заключается в по меньшей мере частичном устранении описанных выше недостатков. В частности, цель настоящего изобретения заключается в экономичном и простом сокращении производственных расходов и в сохранении или даже улучшении механической устойчивости.
Эта задаче решается достигается посредством способа с признаками, указанными в пункте 1 формулы изобретения, и приспособления для направления воздуха с признаками, указанными пункте 6 формулы изобретения. Дополнительные признаки и особенности настоящего изобретения станут понятными из зависимых пунктов формулы изобретения, описания и чертежей. Признаки и особенности, которые описаны в отношении способа согласно изобретению, разумеется, в каждом случае здесь также применяются в отношении приспособления для направления воздуха согласно изобретению, и наоборот, так что в отношении раскрытия можно всегда взаимно ссылаться на указанные отдельные аспекты изобретения.
Согласно изобретению предложен способ получения многокомпонентной части транспортного средства. В частности, здесь речь может идти о производстве низа кузова транспортного средства. Такой способ включает следующие этапы:
- вставку по меньшей мере одного приспособления для направления воздуха с по меньшей мере одним участком для направления воздуха и по меньшей мере одним контактным участком в удерживающий участок полости обрабатывающего устройства;
- нагревание элемента из композиционного материала с по меньшей мере одним ответным контактным участком для операции прессования до точки плавления по меньшей мере одной составляющей материала элемента из композиционного материала;
- нагревание указанного по меньшей мере одного контактного участка по меньшей мере одного приспособления для направления воздуха до точки плавления по меньшей мере одной составляющей материала контактного участка приспособления для направления воздуха;
- вставку нагретого элемента из композиционного материала в полость обрабатывающего устройства;
- прессование нагретого элемента из композиционного материала в определенную геометрию этого элемента с одновременным получением соединения с замыканием материала между по меньшей мере одним ответным контактным участком элемента из композиционного материала и контактным участком приспособления для направления воздуха.
Следовательно, способ согласно изобретению сочетает в себе как изготовление, так и прессование, соответственно, деформирование элемента из композиционного материала с соединением приспособления для направления воздуха. Это приводит к тому, что можно исключить по меньшей мере один этап установки, а именно закрепление между приспособлением для направления воздуха, с одной стороны, и элементом из композиционного материала, с другой стороны. Следовательно, производственные расходы и дополнительный вес можно сократить путем исключения соединительных изделий.
Согласно изобретению теперь осуществляют комбинирование по меньшей мере двух элементов. Сначала предоставляют элемент из композиционного материала, который выполнен, в частности, в виде так называемого элемента из LWRT, соответственно, заготовки из LWRT. Такой элемент из композиционного материала, соответственно, такую заготовку из LWRT нагревают, чтобы в нагретом состоянии достичь такой температуры, что материал матрицы в элементе из композиционного материала имеется в расплавленном состоянии при температуре выше точки плавления указанного материала. Поскольку в таком состоянии элемент из композиционного материала имеет, в частности, гибкое состояние, элемент из композиционного материала в этот момент нагревания может быть зажат в зажимной раме. Кроме того, приспособления для направления воздуха теперь расположены в полости, будучи вставлены в соответствующие удерживающие участки. Приспособления для направления воздуха снабжены контактными участками, которые выполнены с возможностью соединения с элементом из композиционного материала. Для того чтобы выполнить указанное соединение с замыканием по материалу, контактные участки, в частности только, соответственно, исключительно контактные участки приспособлений для направления воздуха, теперь также нагревают. Следовательно, контактные участки приспособлений для направления воздуха также доводят до такой температуры, что они могут входит в соединение с замыканием материала с соответствующим материалом матрицы композиционного материала элемента из композиционного материала.
Как только нагретые приспособления для направления воздуха и нагретый элемент из композиционного материала вставлены в полость, можно осуществлять прессование. Во время прессования одновременно автоматически выполняются две функции. Во-первых, известным образом из плоского элемента из композиционного материала в полости путем прессования, соответственно, деформирования получают требуемую трехмерную форму. В этот момент предпочтительно также происходит охлаждение для обеспечения затвердевания материала матрицы в элементе из композиционного материала. Однако, одновременно, при прессовании, соответственно, деформировании к контактным участкам приспособлений для направления воздуха посредством ответных контактных участков элемента из композиционного материала также прикладывается прижимающее усилие. Для этого соответствующий инструмент предпочтительно выполнен так, что он полностью прилегает к контактным участкам элемента из композиционного материала, так что на контактные участки действует прижимающее усилие. За счет увеличенного прижимающего усилия между контактными участками и ответными контактными участками, а также предшествующего нагревания этих обоих материалов в указанных контактных участках происходит соединение с замыканием материала и, так сказать, прессовая сварка. Здесь также уже во время операции прессования, соответственно, операции деформирования или после операции прессования, соответственно, операции деформирования может предпочтительно выполняться дополнительное охлаждение. Как только операция прессования завершается, обрабатывающее устройство (инструментальное устройство) открывается, и из полости можно извлечь многокомпонентную часть, в которой отдельные приспособления для направления воздуха уже получены с жестким соединением с замыканием материала с элементом из композиционного материала. Как можно понять из этого этапа, дополнительные этапы для монтажа приспособлений для направления воздуха исключаются. Кроме того, нет необходимости в дополнительных крепежных средствах в виде заклепок или винтов для осуществления такого крепления. Кроме сокращения производственных расходов осуществляется ускорение изготовления и одновременно является возможной многокомпонентная часть, которая имеет менее значительный вес при такой же или даже улучшенной устойчивости (стабильности).
Соответствующие материалы в элементах могут быть, например, пластиком. Например, подлежащий расплавлению материал в элементе из композиционного материала может быть полипропиленом. В качестве материала в контактном участке участка для направления воздуха в качестве материала можно применять как такой же, так и другой компонент. Здесь в качестве примера можно привести TPE. Разумеется, в способе согласно изобретению также можно использовать другие комбинации материалов.
В случае способа согласно изобретению обеспечивается преимущество в том, что нагревание элемента из композиционного материала и/или нагревание по меньшей мере одного контактного участка приспособления для направления воздуха осуществляют посредством теплового излучения. Другими словами, обеспечивается бесконтактная передача тепла для обеспечения поступления тепла в элемент из композиционного материала и/или в контактный участок приспособления для направления воздуха. Например, в качестве средств для обеспечения передачи теплового излучения могут быть предусмотрены инфракрасные излучатели. Бесконтактная передача тепла посредством теплового излучения является особенно экономичной и простой. Кроме того, из-за отсутствия контакта возможно применение для самых разных геометрий. Так, теплоизлучатели могут быть расположены независимо от того, какую фактическую геометрию имеют соответствующий контактный участок и/или элемент из композиционного материала в их состоянии для облучения. Следовательно, также может обеспечиваться более гибкое использование даже в случае различных геометрий в одном и том же обрабатывающем устройстве. Теплоизлучатели могут также подавать разную тепловую энергию. Это повышает гибкость для дополнительной оптимизации процесса сварки.
Также является преимущественным, если, в случае способа согласно изобретению, между по меньшей мере одним контактным участком приспособления для направления воздуха и по меньшей мере одним ответным контактным участком элемента из композиционного материала получают полное или по существу полное соединение с геометрическим замыканием. В принципе, в случае способа согласно изобретению является возможным, соответственно, достаточным соединение с замыканием материала в отдельных участках контактного участка. Тем не менее для обеспечения по возможности максимальной механической устойчивости соединение с замыканием материала образуется полностью или по существу полностью. Это означает, что во время этапов нагревания контактные участки и ответные контактные участки нагревают по существу полностью, чтобы во всех областях была превышена точка плавления соответствующих составляющих материала. Во время прессования предпочтительно по всему контактному участку и всему ответному контактному участку прикладывают постоянное и, в частности, непрерывное прижимающее усилие, чтобы также можно было обеспечить полное, контактирование и сварку для получения соединения с замыканием материала по всей ширине контактных участков. Тем самым сварное соединение получается еще более прочным, и, кроме того, могут избегаться, соответственно, уменьшаться нежелательные воздушные пузырьки внутри указанного сварного соединения.
Кроме того, является преимущественным, если, в случае способа согласно изобретению, для этапа нагревания по меньшей мере одного контактного участка приспособления для направления воздуха другие участки приспособления для направления воздуха, в частности участки для направления воздуха, термически изолируются от нагревания. Во время теплового нагревания, в частности посредством теплового излучения, материал матрицы, соответственно, составляющую материала контактного участка приспособления для направления воздуха нагревают настолько, что происходит превышение точки плавления указанной составляющей материала. В принципе, приспособление для направления воздуха может быть выполнено из одной единственной смеси материалов или же из нескольких разных смесей материалов. Тем не менее, если участок для направления воздуха образован из одной и той же смеси материалов, как это имеет место также и для контактного участка, то нагревание, возможно, привело бы к потере стабильности участка для направления воздуха во время операции прессования. Для исключения нежелательных деформаций целенаправленное нагревание может происходить исключительно в требуемых областях за счет тепловой изоляции участка для направления воздуха или других участков приспособления для направления воздуха, которые формируют отдельно от соответствующего контактного участка. Другими словами, из-за указанной тепловой изоляции воздействие теплового излучения на составляющие материала в других участках приспособления для направления воздуха по существу отсутствует, так что температура соответствующей составляющей материала в указанных других участках также не превышает точку плавления. Другими словами, несмотря на нагревание контактных участков, механическая устойчивость в других участках приспособления для направления воздуха сохраняется или по существу сохраняется.
Кроме того, является преимущественным, если, в случае способа согласно изобретению, приспособление для направления воздуха с по меньшей мере одной частью для направления воздуха вставляют в удерживающий участок полости. Удерживающий участок предпочтительно выполнен здесь для приема участка для направления воздуха с геометрическим замыканием. Следовательно, удерживающий участок служит для обеспечения механической поддержки и, следовательно, для обеспечения силовой разгрузки во время операции прессования. Кроме того, соответствующим удерживающим участком может также обеспечиваться центрирование, так что обеспечивается точное позиционирование соответствующего приспособления для направления воздуха относительно трехмерной формы получаемой многокомпонентной части. Механическая стабилизация предотвращает, в частности, нежелательное подворачивание участка для направления воздуха во время операции прессования. Углубление в удерживающем участке здесь может быть предпочтительно такого размера, что в нем могут быть размещены участки для направления воздуха разной длины. Следовательно, гибкость использования обрабатывающего устройства значительно увеличивается. Следовательно, для разных транспортных средств могут предоставляться участки для направления воздуха разного размера и с соответствующими поверхностями для направления воздуха. Если, например, спортивные транспортные средства разработаны для эксплуатации в условиях высоких скоростей и аэродинамической прижимной силы, то соответствующий низ кузова может быть выполнен в виде многокомпонентной части с участками для направления воздуха надлежащей длины. И наоборот, если речь идет об обычном транспортном средстве, то для участка для направления воздуха будет необходима лишь меньшая поверхность для направления воздуха. Тогда участки для направления воздуха с указанной более короткой протяженностью также входят без зазора в удерживающие участки полости, которые в основном выполнены глубокими, так что для изготовления такой многокомпонентной части может также быть использовано одно и то же обрабатывающее устройство. Разумеется, удерживающий участок также может содержать тепловую изоляцию, как она была рассмотрена более подробно в предыдущем абзаце.
Настоящее изобретение также относится к приспособлению для направления воздуха для применения в способе согласно изобретению, содержащему основную часть с по меньшей мере одним участком для направления воздуха и по меньшей мере одним контактным участком. Контактный участок выполнен для контакта с ответным контактным участком элемента из композиционного материала. Контактный участок здесь содержит по меньшей мере одну составляющую материала для соединения с замыканием материала с составляющей материала ответного контактного участка компонента из композиционного материала. Здесь уже следует отметить, что как элемент из композиционного материала, так и приспособление для направления воздуха могут содержать одну единственную смесь материалов или комбинацию из разных смесей материалов. Разумеется, в зависимости от случая применения преимущества может дать как одна, так и другая, соответственно, любая комбинация. Элемент из композиционного материала здесь предпочтительно представляет собой элемент из LWRT, который уже был рассмотрен несколько раз. Приспособление для направления воздуха может само иметь, например, T-образное поперечное сечение, так что контактный участок проходит в поперечном направлении и, в частности, перпендикулярно или по существу перпендикулярно участку для направления воздуха. Основная часть предпочтительно образована по существу исключительно из указанного по меньшей мере одного контактного участка и участка для направления воздуха, чтобы исключить дополнительный вес и дополнительное монтажное пространство. Тем самым, приспособление для направления воздуха согласно изобретению обеспечивает те же преимущества, что были подробно описаны относительно способа согласно изобретению. Кроме того, необходимое монтажное пространство сокращается за счет исключения дополнительных крепежных средств.
Является преимуществом, если, в случае приспособления для направления воздуха согласно изобретению указанный, по меньшей мере, один контактный участок по меньшей мере на отдельных участках имеет поверхностное увеличение, в частности, в виде поверхностных выступов. Например, для обеспечения увеличенной поверхности для контактного участка могут предусматриваться накладные ребра с треугольным или другим поперечным сечением. Во-первых, увеличенная поверхность приводит к улучшению ввода тепла. Этап способа согласно изобретению для нагревания контактного участка ускоряется за счет поверхностных увеличений, поскольку в один и тот же период времени может вводиться большее количество тепла. Кроме того, активная поверхность контакта для последующей операции прессования увеличивается для обеспечения сваривания в соединение с замыканием материала максимально быстро и предпочтительно. Кроме того, посредством поверхностного увеличения может быть предварительно определена направляющая функция. Например, увеличение поверхности может быть выполнено в виде каналов для отвода, соответственно, вытеснения воздушных пузырей, которые могут возникать во время операции прессования, из соединительного участка между контактным участком и ответным контактным участком. Не меньшее значение имеет то, что поверхностное увеличение в виде группы ребер может давать локальное увеличение давления, которое, во время операции прессования, обеспечивает улучшенное замыкание материала.
Кроме того, является преимуществом, если, в случае приспособления для направления воздуха согласно изобретению, по меньшей мере один контактный участок выполнен на стороне основной части, обращенной от по меньшей мере одного участка для направления воздуха, и, в частности, снабжена углублением, коррелирующим с указанным по меньшей мере одним участком для направления воздуха. Следовательно, указанное углубление предпочтительно проходит по задней стороне основной части вдоль геометрической протяженности участка для направления воздуха. Указанное углубление также может быть выполнено в виде желобка (гофра) на указанной задней стороне. Во время прессования указанное уменьшение поверхности, соответственно, указанное уменьшение материала предотвращает нежелательную деформацию при прессовании для участка для направления воздуха. Кроме того, указанное коррелирующее углубление также может быть использовано для отведения воздуха во время операции прессования. Не меньшее значение имеет то, что уменьшенная толщина стенки в области указанного углубления обеспечивает уменьшенное время охлаждения, что, в свою очередь, положительно влияет на общее время изготовления.
Кроме того, является преимуществом, если, в случае приспособления для направления воздуха согласно изобретению, по меньшей мере один контактный участок содержит первый частичный контактный участок и второй частичный контактный участок, при этом первый частичный контактный участок выполнен на стороне давления относительно по меньшей мере одного участка для направления воздуха и имеет меньшую протяженность по ширине от по меньшей мере одного участка для направления воздуха, чем второй частичный контактный участок, который выполнен на стороне низкого давления относительно по меньшей мере одного участка для направления воздуха. Как только многокомпонентная часть находится в положении, в котором она прикреплена к транспортному средству, транспортное средство имеет заданное направление движения вперед. Во время указанного перемещения в указанном направлении движения вперед на участок для направления воздуха набегает соответствующий поток воздуха. Сторона набегания потока называется стороной давления, в то время как на сторону низкого давления, находящуюся с противоположной стороны, действует меньшее давление. Ввиду того, что теперь, во время использования, поток воздуха набегает на участок для направления воздуха определенным образом, соотношения сил, которые имеют место во время использования, в основном можно спрогнозировать. В частности, если предусмотрено по существу T-образное поперечное сечение, то обеспечивается растягивающее усилие, действующее на первый частичный контактный участок, тогда как на второй частичный контактный участок действует сжимающее усилие для передачи на элемент из композиционного материала. Чтобы теперь предпочтительным образом нагрузить соединение с замыканием материала, обеспечивается асимметрическое смещение распределения силы за счет того, что протяженность по ширине можно получить асимметричной. Часть силы, которая передается в элемент из композиционного материала от приспособления для направления воздуха за счет давления, увеличивается, тогда как передача растягивающих усилий от первого частичного контактного участка значительно уменьшается за счет меньшей протяженности по ширине. При такой же механической устойчивости и таком же размере всей многокомпонентной части это обеспечивает увеличенный срок службы и, в частности, увеличенную способность выдерживать нагрузку во время использования в соответствующем транспортном средстве.
Кроме того, является преимуществом, если, в случае приспособления для направления воздуха согласно изобретению, по меньшей мере на отдельных участках указанного по меньшей мере одного участка для направления воздуха использован материал, отличный от материала указанного по меньшей мере одного контактного участка. Такое приспособление для направления воздуха также может называться двухкомпонентным приспособлением для направления воздуха, соответственно, двухкомпонентным спойлером. В частности, лишь контактный участок подготовлен здесь к требуемому соединению с замыканием материала, тогда как участок для направления воздуха может содержать другие составляющие материала. За счет этого в участке для направления воздуха предпочтительно может возникать определенная базовая гибкость, так что при использовании приспособления для направления воздуха используется в низе (дне) кузова транспортного средства жесткое касание земли не приводит к постоянному повреждению приспособления для направления воздуха, а, наоборот, упругие возвратные силы возвращают участок для направления воздуха благодаря надлежащему выбору материала обратно в требуемое положение.
Дополнительные преимущества, признаки и особенности настоящего изобретения станут ясны из нижеследующего описания, в котором представленные в качестве примеров варианты осуществления настоящего изобретения подробно описаны со ссылкой на чертежи. Признаки, представленные в формуле изобретения и в описании, могут быть существенными для изобретения в каждом случае по отдельности или в любой требуемой комбинации. На чертежах схематически:
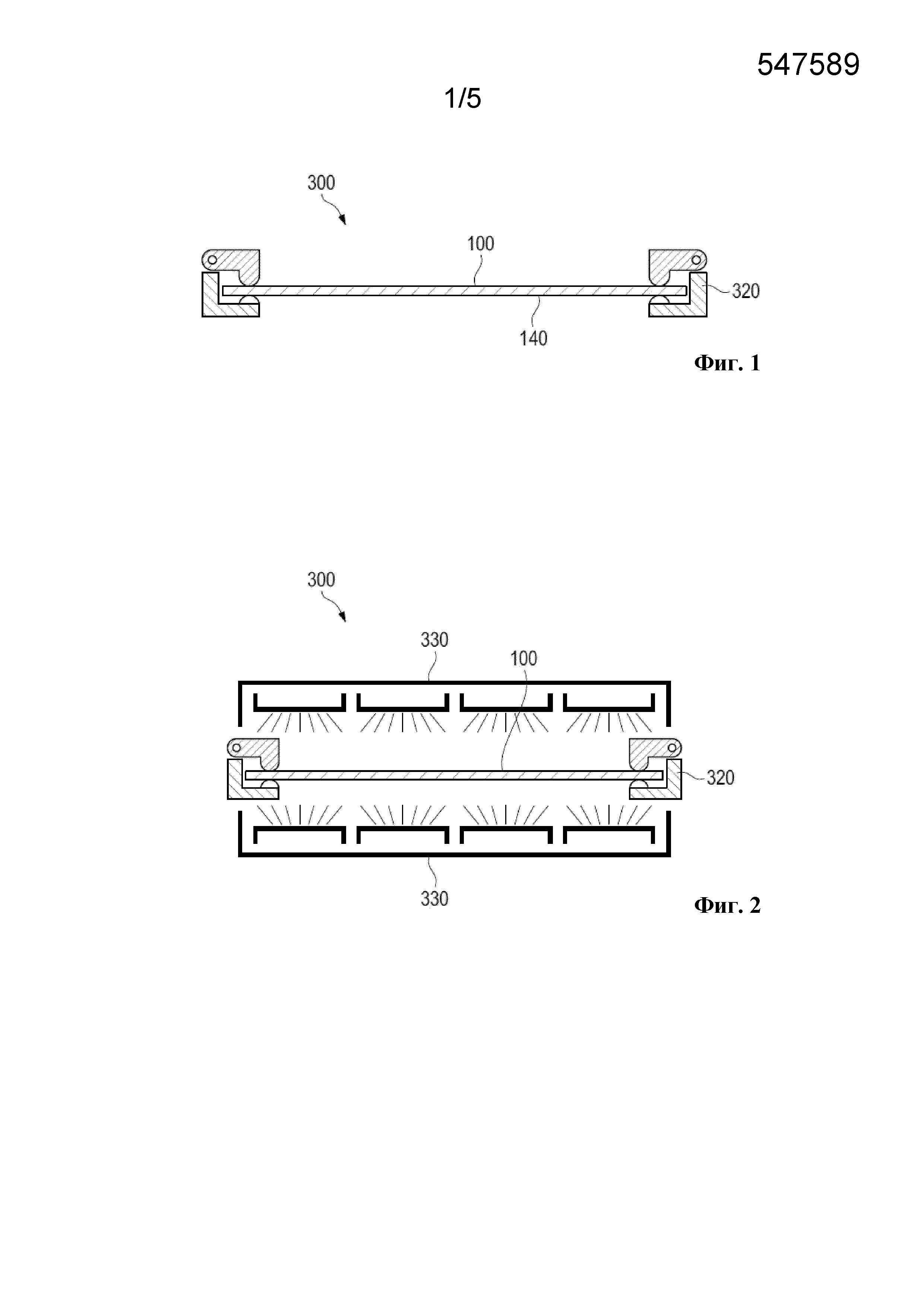
фиг.1 показывает первый этап способа согласно изобретению;
фиг.2 показывает еще один этап способа согласно изобретению;
фиг.3 показывает еще один этап способа согласно изобретению;
фиг.4 показывает еще один этап способа согласно изобретению;
фиг.5 показывает еще один этап способа согласно изобретению;
фиг.6 показывает еще один этап способа согласно изобретению;
фиг.7 показывает вариант осуществления приспособления для направления воздуха согласно изобретению;
фиг.8 показывает еще один вариант осуществления приспособления для направления воздуха согласно изобретению;
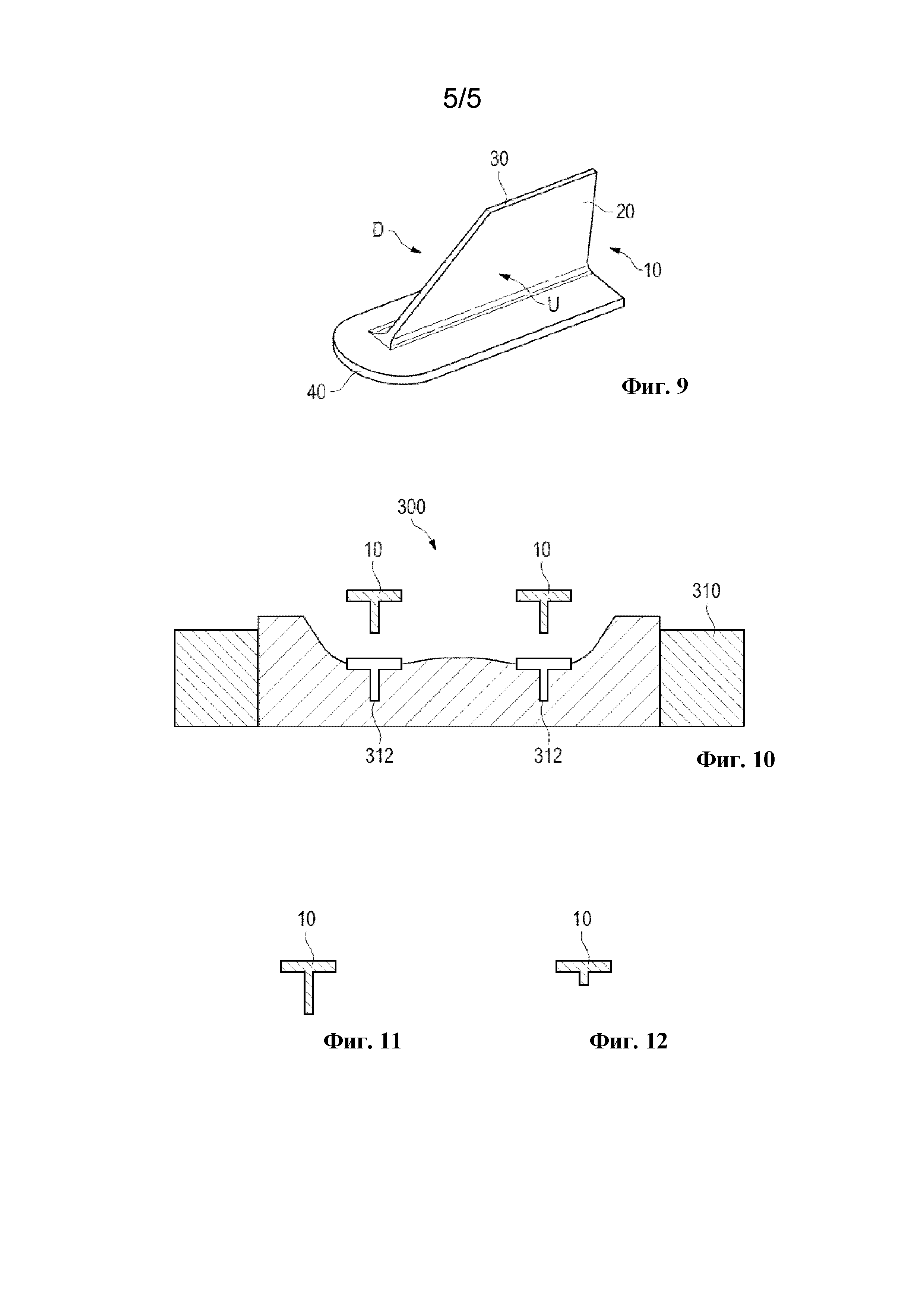
фиг.9 показывает другое изображение варианта осуществления по фиг.8;
фиг.10 показывает изображение обрабатывающего устройства для применения в способе согласно изобретению;
фиг.11 показывает другое приспособление для направления воздуха; и
фиг.12 показывает другое приспособление для направления воздуха.
Способ согласно изобретению будет объяснен более подробно со ссылками на фиг.1-6. В частности, здесь также следует отметить, что этапы нагревания элемента 100 из композиционного материала, соответственно, контактных участков 40 приспособления 10 для направления воздуха принципиально могут выполняться параллельно или в любой необходимой последовательности. Является важным то, что при совмещении в обрабатывающем устройстве две части, а именно элемент 100 из композиционного материала и контактные участки 40 приспособления 10 для направления воздуха, имеют требуемую температуру выше точки плавления соответствующей составляющей материала.
На фиг.1 элемент 100 из композиционного материала, например, в виде заготовки из LWRT, предоставляют в зажимной раме 320. Элемент 100 из композиционного материала здесь уже снабжен контактными участками 140, которые объединены в соответствующую основную часть элемента 100 из композиционного материала. Факультативная зажимная рама 320 служит для удерживания, в частности, если элемент 100 из композиционного материала с помощью нагревательного устройства 330 посредством инфракрасных излучателей доводят до температуры, которая превышает точку плавления материала матрицы элемента 100 из композиционного материала. Элемент 100 из композиционного материала, таким образом, нагревают в этот момент настолько, что материал матрицы плавится, и поэтому элемент 100 из композиционного материала получают по существу податливым.
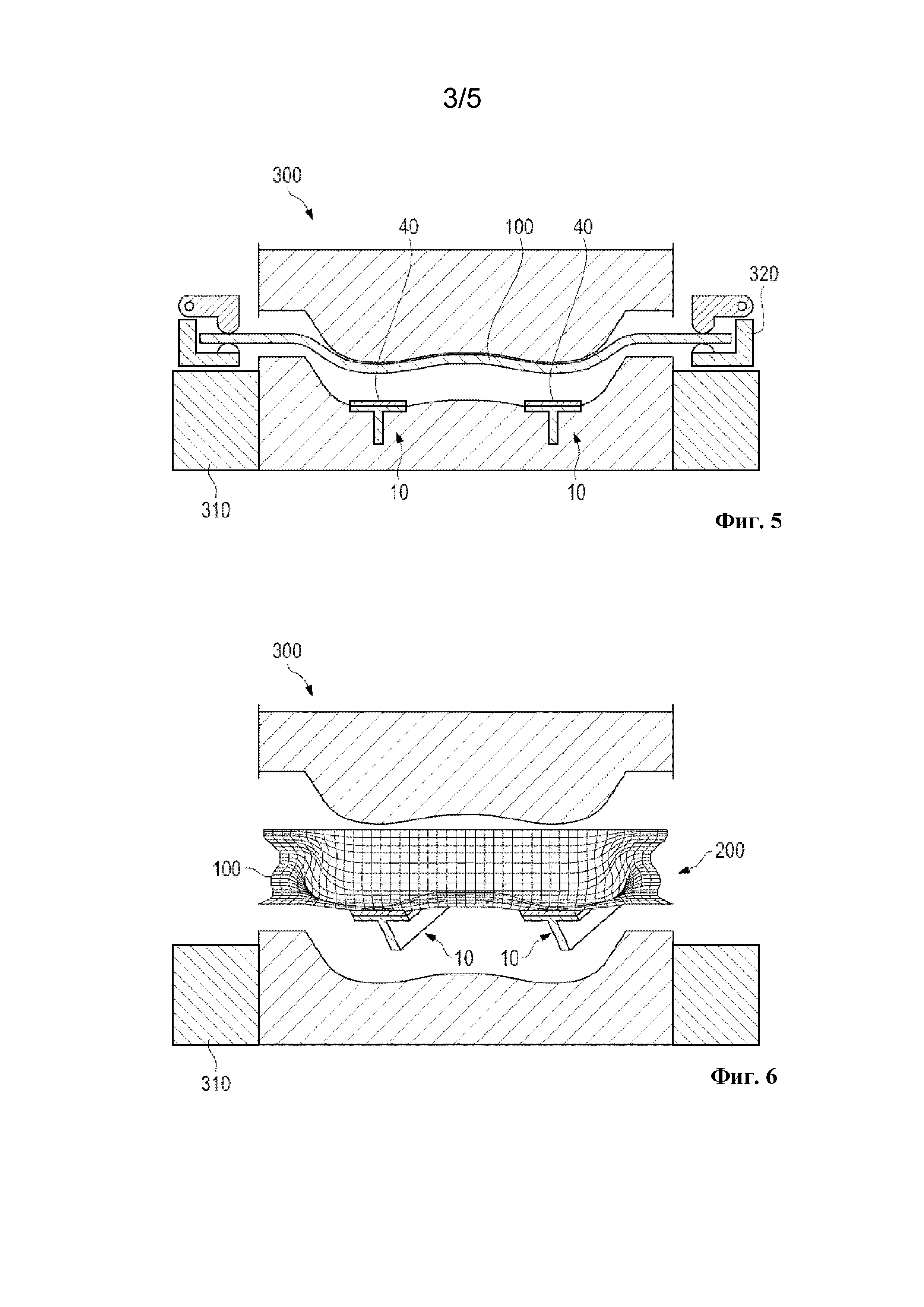
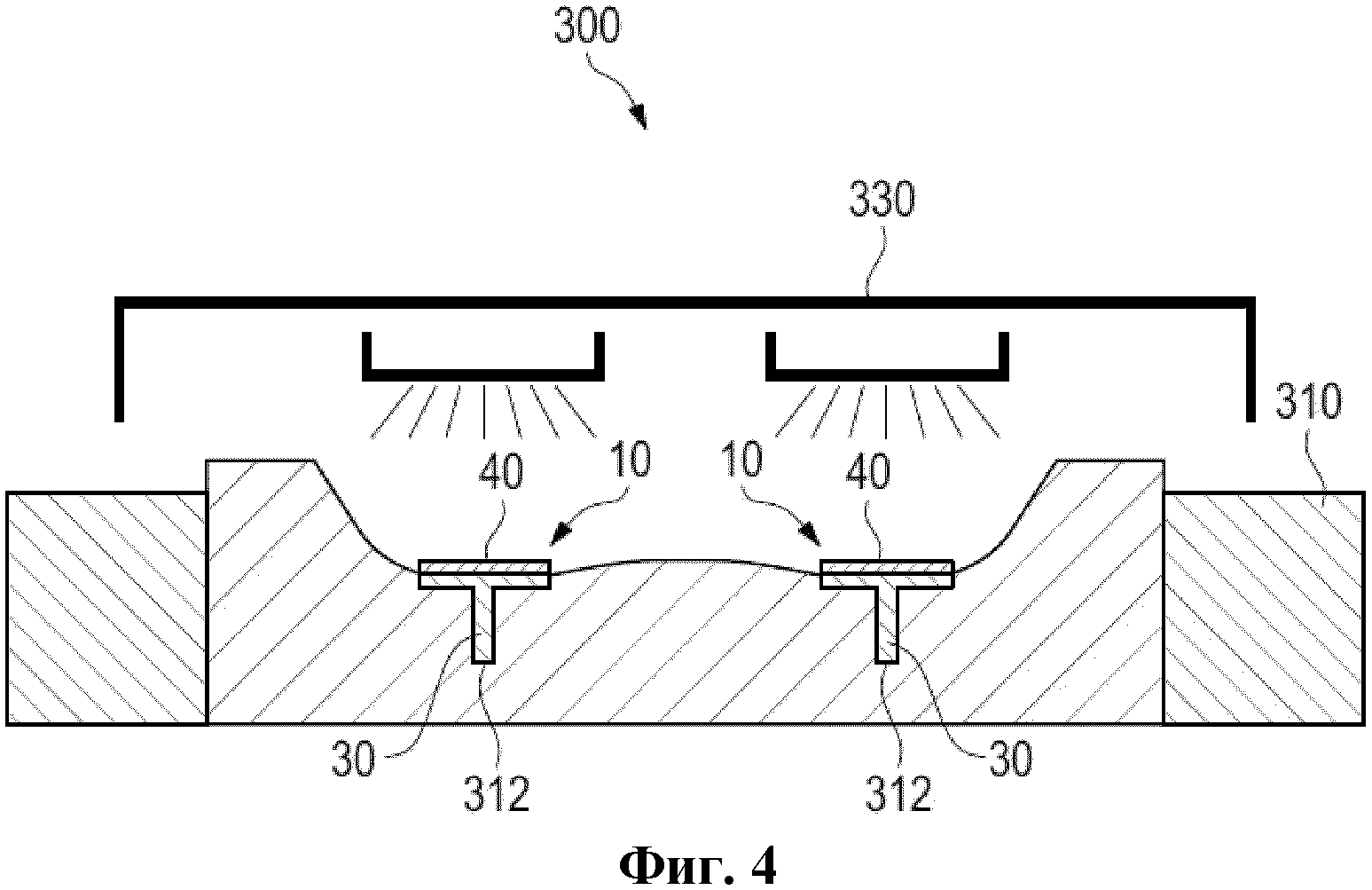
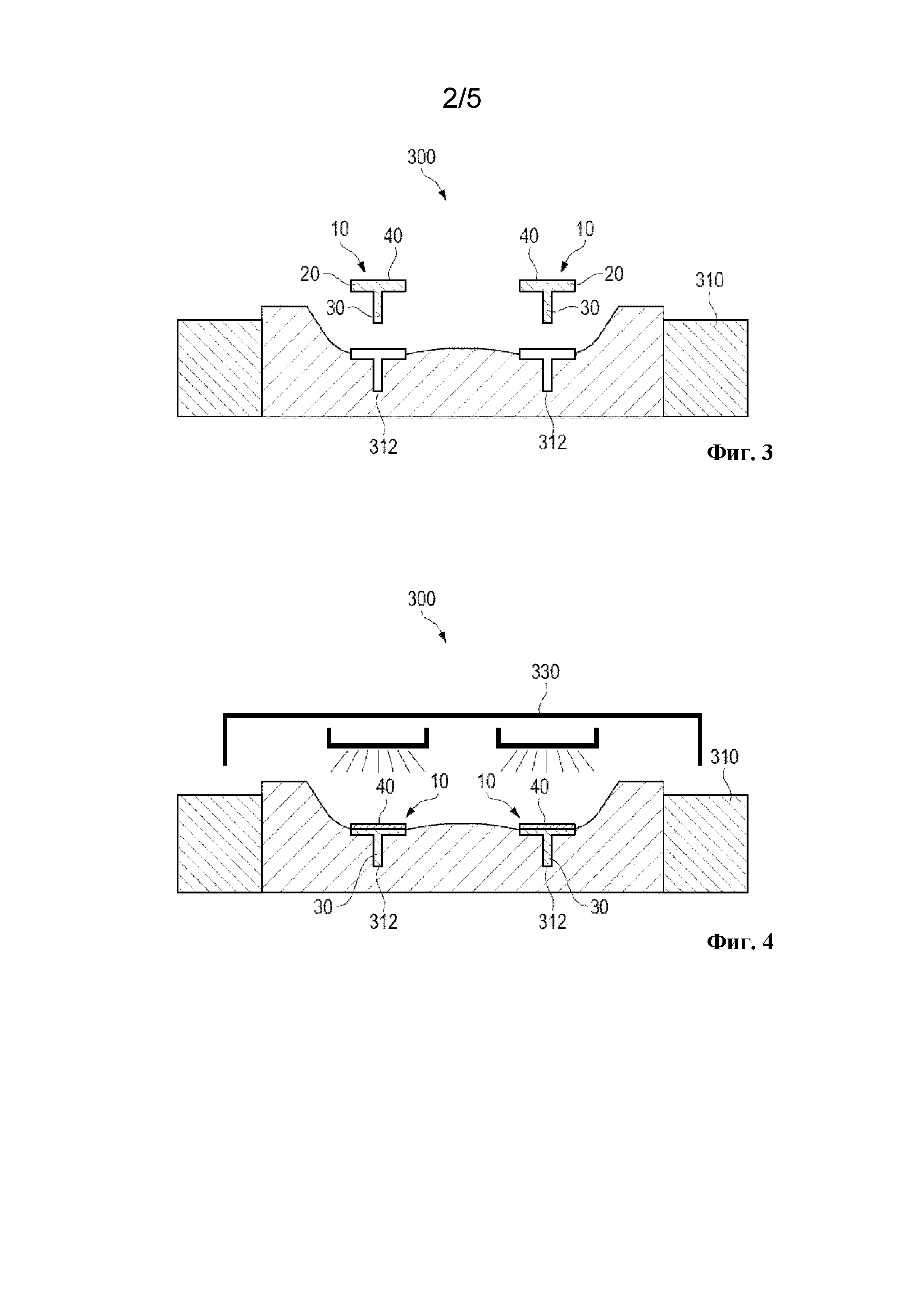
По времени вставку приспособлений 10 для направления воздуха выполняют перед этим, после этого или параллельно с этим, как показано на фиг.3. Основные части 20 приспособлений 10 для направления воздуха вставляют их участками 30 для направления воздуха в соответствующие удерживающие участки 312 полости 310 обрабатывающего устройства 300. На фиг.4 они показаны вставленными. В этом состоянии участки 30 для направления воздуха механически стабилизированы за счет установки с геометрическим замыканием в удерживающих участках 312. Одновременно полость 310 за счет ее геометрического замыкания вокруг участков 30 для направления воздуха служит для тепловой изоляции, соответственно, для отвода тепла в инструмент, так что здесь лишь контактные участки 40 и лишь в очень незначительной части - или даже вообще без этого - участки 30 для направления воздуха посредством нагревательного устройства 330 также доводят посредством теплового излучения до соответствующей температуры. Как только контактные участки 40 также достигают температуры, которая превышает точку плавления материала матрицы в указанных контактных участках 40, элемент 100 из композиционного материала, который уже нагрели, теперь может быть введен, как показано на фиг.5, вместе с зажимной рамой 320 в полость 310. Полость 310 закрывают, соответственно, сжимают обрабатывающим устройством 300 с пуансоном, как показано на фиг.5. Как только полость 310 полностью закрыта, контактные участки 40 двух приспособлений 10 для направления воздуха, следовательно, теперь находятся в непосредственном контакте с соответствующими, ответными контактными участками 140 элемента 100 из композиционного материала. Во то время, как посредством трехмерного образования полости 310 сначала обеспечивается прессование и формование указанной трехмерной структуры для элемента 100 из композиционного материала, одновременно осуществляется сварка и тем самым соединение с замыканием материала нагретых контактных участков 40 и нагретых ответных контактных участков 140. Затем может быть выполнен факультативный этап охлаждения, который может обеспечить извлечение из формы многокомпонентной части 200, как показано на фиг.6. Следовательно, в этот момент времени контактные участки 40 соединены с замыканием материала с ответными контактными участками 140 и, таким образом, из элемента 100 из композиционного материала и двух приспособлений 10 для направления воздуха была получена многокомпонентная часть 200.
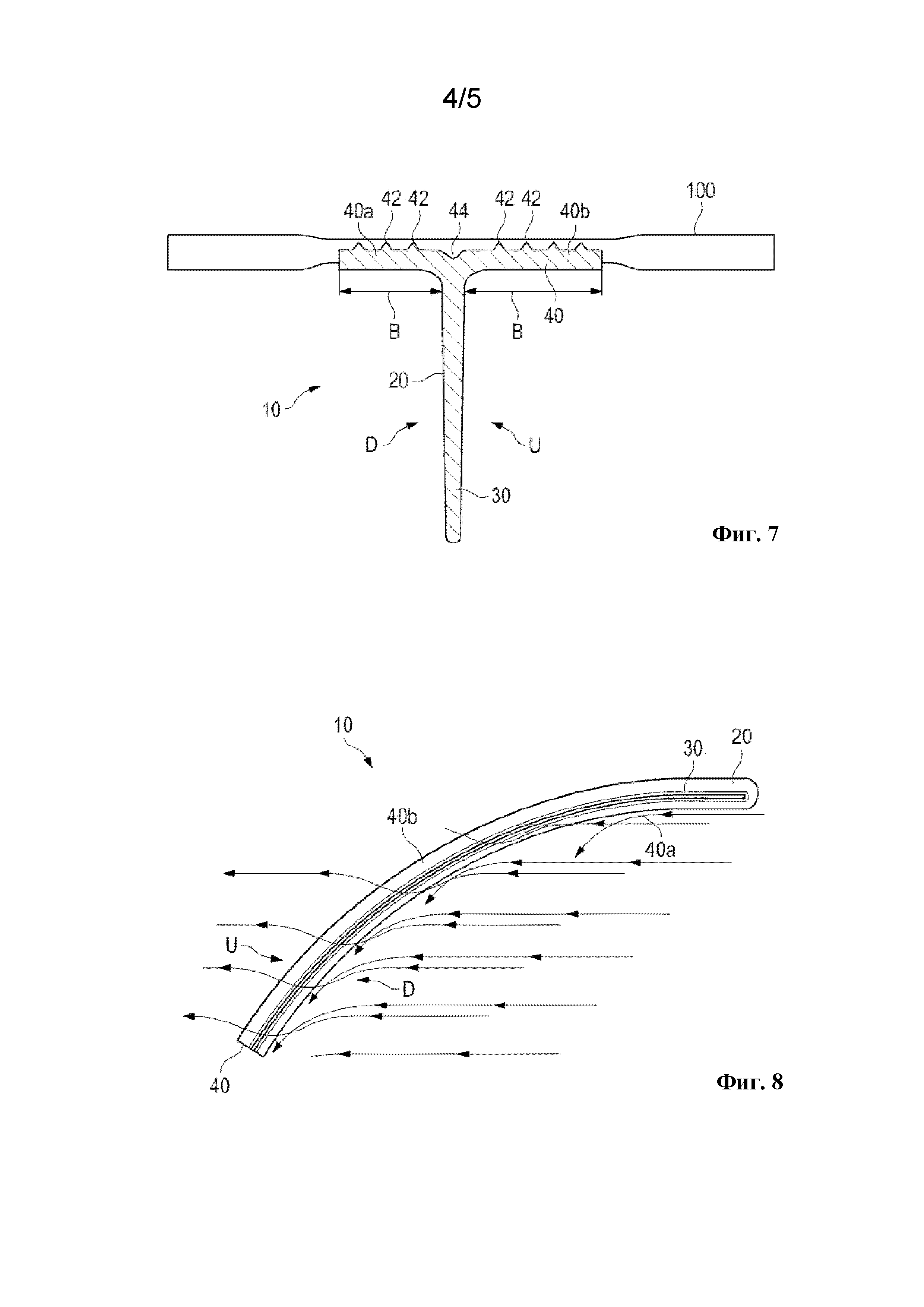
На фиг.7 показана одна возможность предоставления приспособления 10 для направления воздуха. Поперечное сечение, которое здесь по существу T-образное, имеет основную часть 20, которая снабжена проходящим вниз участком 30 для направления воздуха. Здесь контактный участок 40 в поперечном направлении разделен на две части. Первый частичный контактный участок 40а с меньшей протяженностью B по ширине проходит влево на стороне D давления приспособления 10 для направления воздуха. Второй частичный контактный участок 40b с большей протяженностью B по ширине расположен на стороне U низкого давления участка 30 для направления воздуха. В частности, с учетом фиг.8 здесь видно, что на стороне D давления происходит обтекание потоком воздуха. Как только это происходит, соответствующее усилие от указанного потока воздуха передается за счет растягивающих усилий от основной части 20 на элемент 100 из композиционного материала посредством первого частичного контактного участка 40а и за счет сжимающих усилий посредством второго частичного контактного участка 40b. Ввиду того, что протяженность B по ширине на стороне D давления теперь для первого частичного контактного участка уменьшилась по сравнению со вторым частичным контактным участком, плечо рычага на этой стороне уменьшилось, так что доля передаваемых растягивающих усилий уменьшилась, а доля передаваемых сжимающих усилий увеличилась. Такое асимметричное распределение вводимого давления приводит к увеличению механической устойчивости за счет нагрузки потоком воздуха.
Как можно также понять из фиг.7, на верхней стороне контактного участка 40 выполнены поверхностные выступы (возвышения) 42, здесь в виде по существу реброобразных элементов с треугольным поперечным сечением. Указанные поверхностные выступы обеспечивают локальное увеличение давления во время операции прессования и в то же время улучшенный ввод тепла во время нагревания контактного участка 40. Углубление 44 с задней стороны, которое также видно на фиг.7 и здесь выполнено в виде желобка, приводит к уменьшению напряжения материала во время операции прессования, а также позднее во время использования приспособления 10 для направления воздуха.
На фиг.9 также показано, как начало такого приспособления 10 для направления воздуха с соответствующим треугольным сечением может быть расположено, соответственно, выполнено. Опять-таки здесь также видно, как сторона D давления и сторона U низкого давления отличаются друг от друга относительно контактного участка 40. На фиг.10-12 показано, как обрабатывающее (инструментальное) устройство 300 можно гибко использовать для разных многокомпонентных частей 200. Удерживающие участки 312 здесь выполнены такой глубины, что можно использовать не только стандартные приспособления 10 для направления воздуха, показанные на фиг.10, а также на фиг. 3-6, но и другие приспособления 10 для направления воздуха с особенно длинными участками 30 для направления воздуха, показанными, например, на фиг.11. Если необходимы транспортные средства с менее значительной направляющей функцией, то в удерживающие участки 312 такой же глубины также можно вставить соответствующие приспособления 10 для направления воздуха с небольшими участками 30 для направления воздуха, показанными на фиг.12. Увеличенная гибкость (процесса) обеспечивает то, что одно и то же обрабатывающее устройство 300 можно использовать для самых различных желательных многокомпонентных частей 200.
В приведенном выше описании вариантов осуществления настоящее изобретение описано исключительно с помощью примеров. Отдельные признаки в вариантах осуществления, если они технически значимые, здесь можно свободно комбинировать друг с другом без отклонения от объема настоящего изобретения.
Откидывающаяся конструкция крыши автомобиля
Автомобильный кузов
Переключательное устройство для автоматической коробки передач
Ходовая часть автомобиля
Двигатель внутреннего сгорания и привод клапанов для двигателя внутреннего сгорания
Шумоподавление в автомобилях с гибридным приводом
Гибридная трансмиссия и способ управления гибридной трансмиссией
Многоэлементный направляющий подшипник для применения в подшипниковом узле автомобиля
Система привода автомобиля и способ эксплуатации подобной системы привода
Станция для перевалки товаров

